Изобретение относится к бритвам, имеющим удерживающие зажимы, которые были получены вытяжкой из окрашенного листового металла, и к определению характеристик отслаивания окрашенного листового металла.
Листовой металл, который был окрашен, впоследствии может быть отформован в заданную форму для получения изделия. Нанесение краски на металл часто выполняют посредством так называемого процесса "нанесения покрытия валиками", при котором "волну" краски подают вдоль листа металла, проходящего через ряд валиков. В промышленности, связанной с нанесением покрытий валиками, используются различные испытания для определения устойчивости окрашенного листового металла к отслаиванию. Эти испытания включают испытание с графитовым карандашом, при котором карандашные грифели различной твердости используются для царапанья окрашенной поверхности, и испытание на изгиб, при котором кусок листового металла складывают пополам, и липкую ленту прикрепляют к краске на сгибе, чтобы посмотреть, сможет ли липкая лента оторвать краску на сгибе.
Для изготовления зажимов, которые удерживают лезвия на картридже бритвы, используют листовой металл. Такие удерживающие зажимы контактируют с кожей и хорошо видны пользователю. Следовательно, важно, чтобы в том случае, когда такие зажимы изготовлены из окрашенного материала, отформованные зажимы были свободны от зон отслаивания по причинам обеспечения эксплуатационных характеристик, удобства и визуальных эстетических свойств.
В соответствии с одним аспектом изобретение представляет собой в целом картридж для бритвы, содержащий корпус, который имеет верхнюю поверхность, отверстие корпуса, выполненное в верхней поверхности, и боковые поверхности, проходящие вниз от верхней поверхности. Лезвия установлены в отверстии и опираются на корпус, а удерживающий зажим закреплен на верхней поверхности и имеет отверстие зажима, края которого проходят вокруг отверстия корпуса. Удерживающий зажим изготовлен из плоского окрашенного листового металла, который был подвергнут вытяжке с тем, чтобы получить верхнюю поверхность, простирающуюся наружу по отношению к отверстию зажима, и боковые поверхности, проходящие вниз над боковыми поверхностями корпуса. Краска на листовом металле имеет достаточную устойчивость против отслаивания, чтобы пройти испытание на отслаивание, включающее вытяжку куска плоского окрашенного листового металла таким образом, чтобы краска подверглась уплотнению (сжатию) более чем на 35%, и осмотр полученного в результате этого вытянутого куска листового металла с тем, чтобы увидеть, имело ли место отслаивание краски.
В соответствии с другими аспектами изобретение в целом представляет собой удерживающий зажим для бритвы, подобный уже описанному, и полученное вытяжкой изделие, изготовленное из куска листового металла, который был окрашен и впоследствии подвергнут вытяжке, при этом краска на листовом металле имеет достаточную устойчивость против отслаивания, чтобы пройти испытание на отслаивание, подобное уже описанному.
В соответствии с другим аспектом изобретение в целом представляет собой способ определения того, имеет ли окрашенный листовой металл достаточную устойчивость против отслаивания для использования его в изделии, получаемом вытяжкой. Способ включает вытяжку куска плоского окрашенного листового металла таким образом, чтобы краска на листовом металле подверглась уплотнению до заданного относительного уплотнения, и осмотр полученного в результате вытянутого куска листового металла, чтобы увидеть, имело ли место отслаивание.
В соответствии с еще одним аспектом изобретение в целом представляет собой способ изготовления получаемого вытяжкой изделия, например, удерживающего зажима для бритвенного картриджа, из окрашенного листового металла. Способ включает вытяжку образца из окрашенного листового металла таким образом, чтобы краска на листовом металле подверглась уплотнению до заданного относительного уплотнения, осмотр полученного в результате вытянутого образца из листового металла, чтобы увидеть, произошло ли отслаивание, и в том случае, если осмотренный образец не имеет отслаивания, вытяжку кусков листового металла до заданной формы вытянутого изделия.
Конкретные варианты осуществления изобретения могут иметь один или более из указанных ниже признаков. Краска на части зажима подвергается уплотнению до степени от 43% до 45,5%. Вытяжка образца предусматривает вытяжку круглого куска плоского окрашенного листового металла до чашеобразной формы. Осмотр для обнаружения отслаивания включает в себя исследование края вытянутого образца из листового металла под увеличением. Относительное уплотнение, которое используется при вытяжке образца, может быть определено путем выполнения вытяжки образцов из листового материала несколько раз при различных уровнях относительного уплотнения и путем определения того, при каком уровне уплотнения наиболее точно можно спрогнозировать отслаивание в изделии, полученном вытяжкой.
Варианты осуществления изобретения могут иметь одно или более из следующих преимуществ. Испытание заготовки из окрашенного листового металлического материала включает более сильную вытяжку по сравнению с образованием реального изделия, так что существует глубокая уверенность в том, что материал, прошедший испытание, не будет расслаиваться при изготовлении формованного изделия. Испытание на отслаивание может быть приспособлено и точно "подогнано" к конкретному изделию, получаемому вытяжкой.
Другие преимущества и признаки изобретения станут очевидными из нижеприведенного описания конкретного варианта его осуществления и из формулы изобретения.
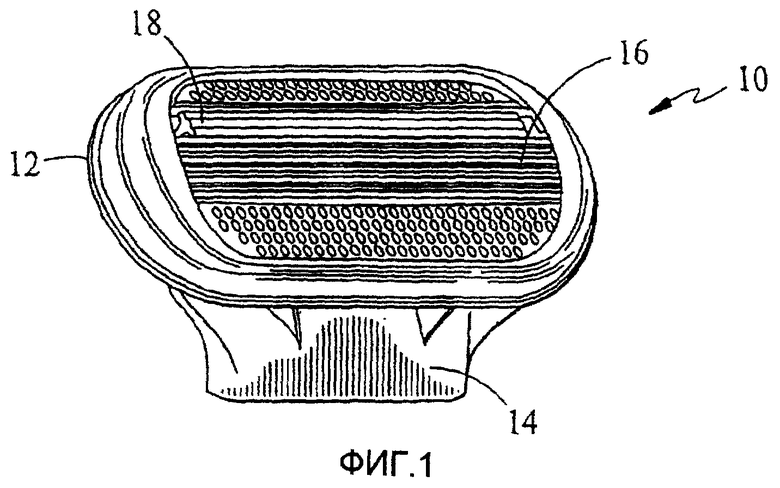
Фиг.1 представляет собой изображение в изометрии картриджа для бритвы.
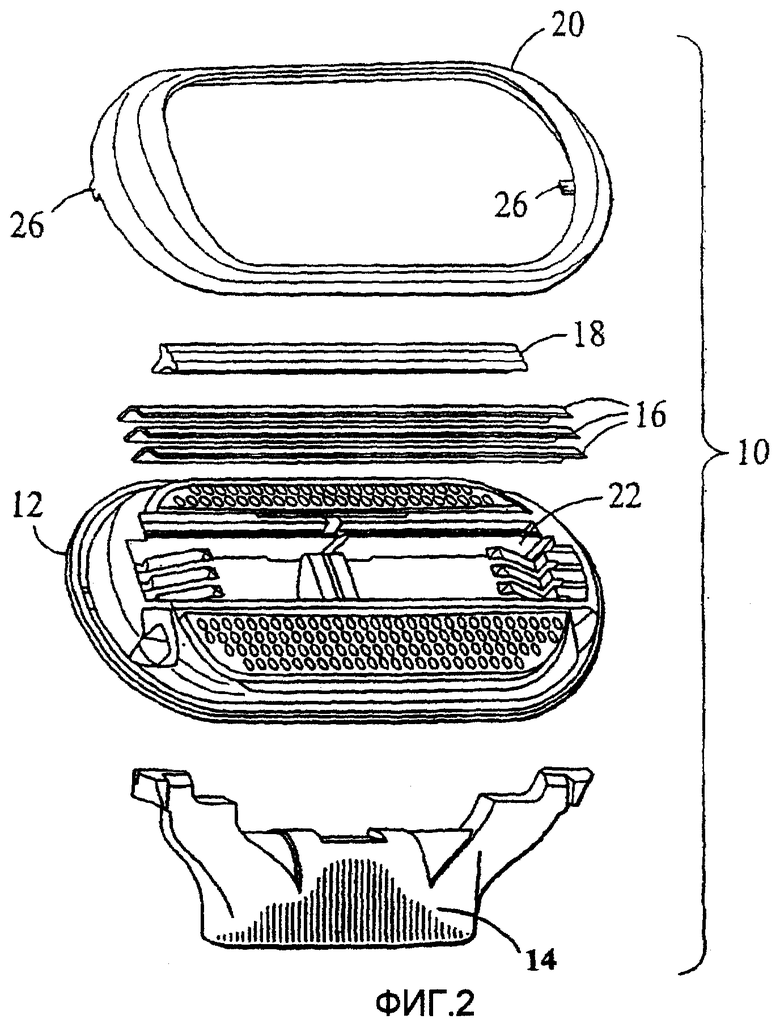
Фиг.2 представляет собой выполненное с пространственным разделением элементов изображение, показывающее элементы картриджа для бритвы по фиг.1.
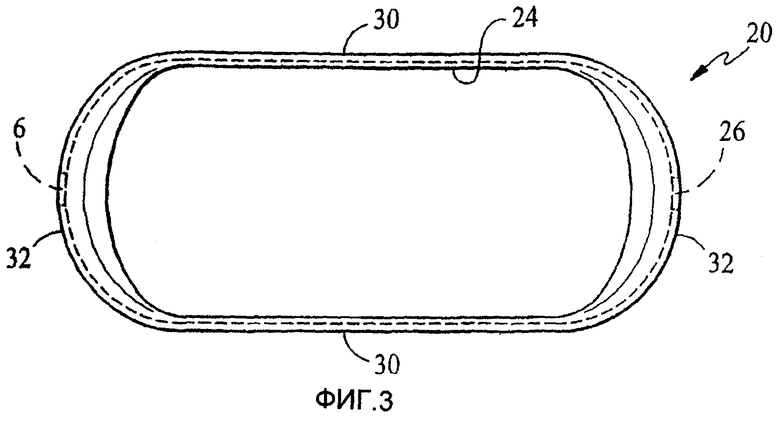
Фиг.3 представляет собой вид сверху удерживающего зажима картриджа для бритвы по фиг.1.
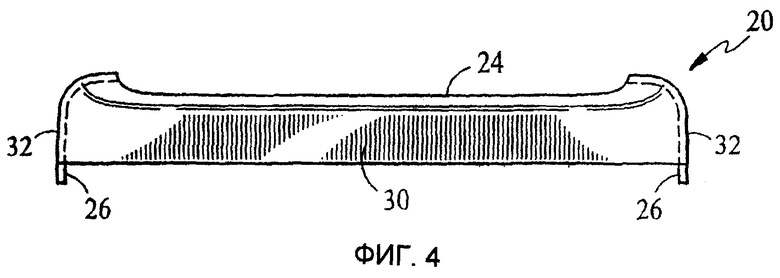
Фиг.4 представляет собой вертикальный вид удерживающего зажима по фиг.3.
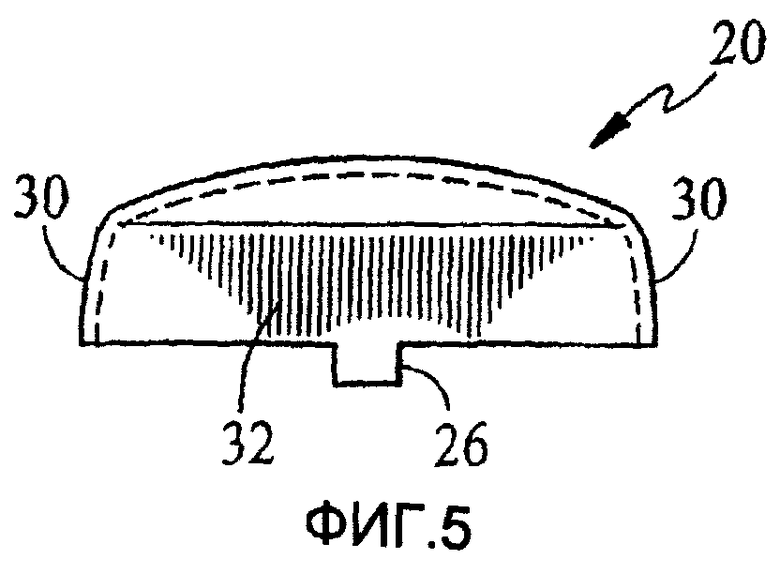
Фиг.5 представляет собой вид сбоку удерживающего зажима по фиг.3.
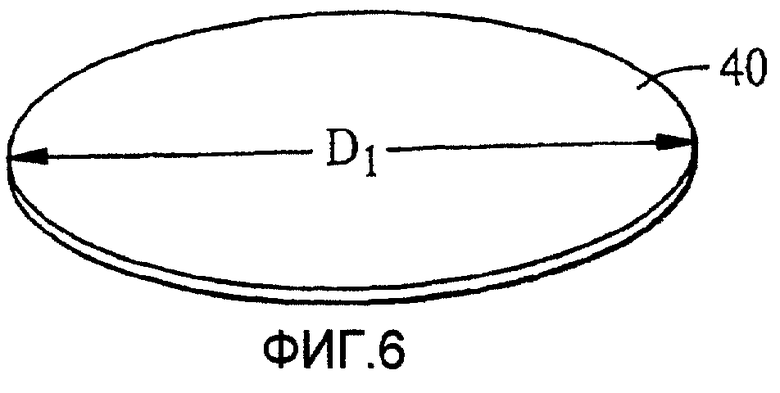
Фиг.6 представляет собой изображение в изометрии круглого образца из окрашенного листового металла, подлежащего испытанию на устойчивость против отслаивания.
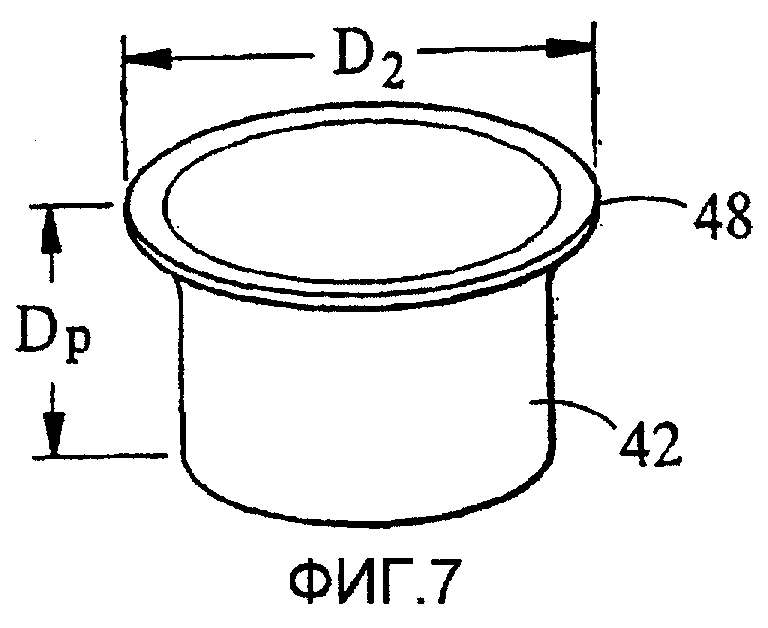
Фиг.7 представляет собой изображение в изометрии подвергаемого испытанию чашеобразного элемента, полученного вытяжкой из куска металла по фиг.6.
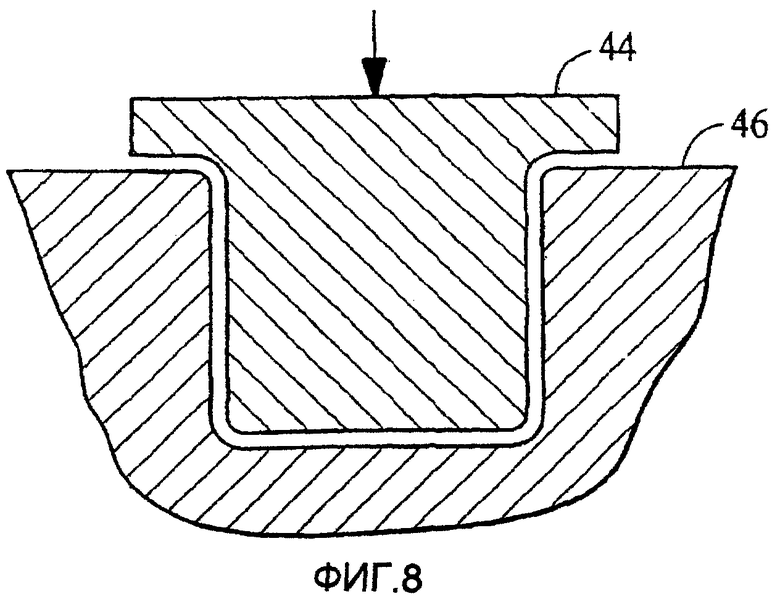
Фиг.8 представляет собой вертикальное сечение, показывающее пуансон и матрицу, используемые для вытяжки куска металла по фиг.6 с целью получения чашеобразного элемента по фиг.7.
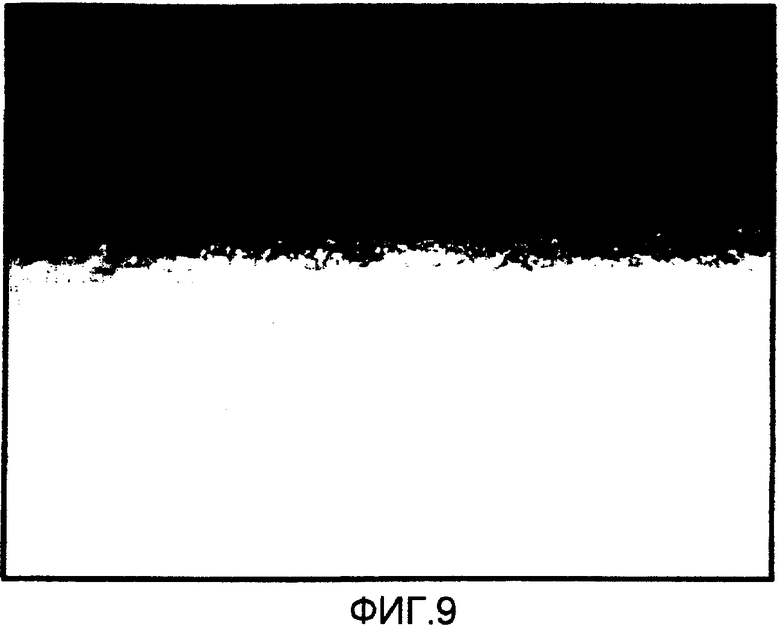
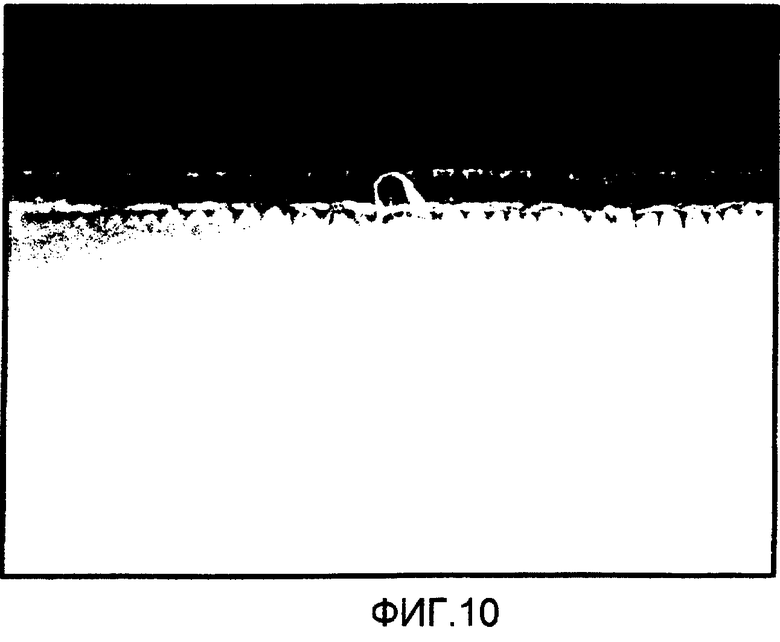
Фиг.9 и 10 представляют собой увеличенные фотографии, показывающие края окрашенного листового металла после операции вытяжки.
Как показано на фиг.1-2, бритвенный картридж 10 имеет корпус 12, поворотный соединительный элемент 14, лезвия 16, смазывающую полоску 18 и удерживающий зажим 20. Лезвия 16 установлены в отверстии 22 в корпусе 12 и удерживаются в нем посредством зажима 20, который надет на верхнюю поверхность и боковые поверхности корпуса 12.
Как показано на фиг.3-5, удерживающий зажим 20 имеет отверстие 24 овальной формы, которое окружает отверстие 22 и расположено над его сторонами, два фиксирующих язычка 26, верхнюю поверхность 28, которая изогнута вокруг оси, параллельной лезвиям (как видно на фиг.5), и длинные и короткие боковые поверхности 30, 32, которые проходят далеко вниз от материала верхней поверхности 28. Удерживающий зажим 20 изготовлен из окрашенного, плоского куска листового металла, которому придана заданная форма посредством матрицы и пуансона и в котором впоследствии вырезано отверстие 24. В процессе формоизменения материал на боковых поверхностях 30, 32 подвергается глубокой вытяжке вниз от материала верхней поверхности 28. При такой операции вытяжки часть листового материала, которая больше площади, видимой на виде сверху по фиг.3, используется и подвергается вытяжке между пуансоном и матрицей. При выполнении данного процесса краска на поверхностях 28, 30, 32 (в особенности на поверхностях 32) подвергается уплотнению. Уплотнение краски потенциально может привести к отслаиванию, так что на краевых поверхностях слоя краски будет заметна волнистость, которую иногда можно видеть невооруженным глазом и которую в любом случае можно увидеть под микроскопом. В частности, отслаивание может происходить при вырезании отверстия 24 в отформованном куске на операции штамповки. Если бы такое отслаивание имело место на удерживающих зажимах 20 или картриджах 10, содержащих такие зажимы, зажимы и картриджи считались бы не приемлемыми для использования, и их пришлось бы выбросить.
Было обнаружено, что при изготовлении удерживающих зажимов из окрашенного листового металла исходный материал, который был подвергнут стандартным испытаниям, применяемым в индустрии, связанной с нанесением покрытий валиками, может по-прежнему быть подвержен расслаиванию после вытяжки в заданную форму и что степень отслаивания варьируется для материалов, полученных от разных поставщиков, и даже варьируется для различных партий материалов от одного и того же поставщика. Термин "вытянутый" в используемом здесь смысле означает, что кусок окрашенного листового металла был подвергнут формоизменению между пуансоном и матрицей так, что металл вытягивается в матрице, и краска на металле, подвергаемом вытяжке в матрице, подвергается уплотнению.
Как показано на фиг.6-8, чтобы определить, имеет ли исходный материал, представляющий собой окрашенный листовой металл, достаточную устойчивость против отслаивания, чтобы избежать отслаивания после формования его посредством глубокой вытяжки в удерживающий зажим 20, круглые образцы 40 подвергают вытяжке до получения чашеобразных элементов 42 путем использования пуансона 44 и матрицы 46. Образец 40 из листового металла имеет толщину 0,018", и зазор между пуансоном 44 и матрицей 46 составляет 0,020", в результате чего создается средний зазор шириной 0,001" с каждой стороны между материалом 40 и пуансоном и матрицей 44, 46. Круглый образец 40 имеет диаметр D1 (55 мм), и чашеобразный элемент 42 имеет диаметр D2. Краска в периферийной зоне, диаметр которой уменьшается от D1 до D2, имеет уплотнение, составляющее 1-D2/D1×100%. Таким образом, если образец 40 диаметром 55 мм подвергнуть вытяжке до образования чашеобразного элемента 42, имеющего диаметр 38 мм, краска будет подвергнута уплотнению, степень которого составляет 30,9%. Диаметр D1 и глубину вытяжки Dp выбирают так, чтобы получить в результате кромку, радиальный размер которой на крае 48 составляет не менее 1 мм.
После получения чашеобразных элементов 42 края 48 исследовали путем использования микроскопа, например, Nikon SMZ645, при 20-кратном увеличении. Небольшая степень разрушения покрытия из краски имела место на всех образцах из-за операции штамповки, на которой круглые образцы вырезают из исходного материала. В том случае, когда фактически происходит отслаивание, можно видеть большие зазоры между слоем краски и слоем металла. На фиг.9 показан пример хорошего окрашенного края под увеличением, и на фиг.10 показан пример отслоившегося края под увеличением.
Путем изменения диаметра D2 и глубины Dp чашеобразного элемента 42 можно точно изменять степень уплотнения и тем самым точно оценивать степень устойчивости против отслаивания, присущей исходному листовому материалу, который должен быть подвергнут различным операциям вытяжки. Например, диаметр D2 изменяли от 28 мм до 38 мм для круглых образцов 40, имеющих диаметр 55 мм, которые были взяты из множества партий материала. Было установлено, что образцы, подвергнутые вытяжке до диаметра 28 мм (уплотнение 49,1%), всегда имели отслоение, что образцы, подвергнутые вытяжке до диаметров 30 и 32 мм (уплотнение соответственно 45,5% и 41,8%), иногда имели отслоение, что образцы, подвергнутые вытяжке до диаметров 34 и 36 мм (уплотнение соответственно 38,2% и 34,6%), редко имели отслоение, и что образцы, которые были подвергнуты вытяжке до диаметра 38 мм (уплотнение 30,9%), никогда не имели отслоения. Те же листовые материалы были использованы для изготовления удерживающих зажимов 20, и некоторые из них были подвержены отслаиванию, а некоторые нет. Было установлено, что ни у каких образцов, которые прошли испытание при вытяжке до диаметра 30 мм и глубине вытяжки (Dp) 78 мм, никогда не было проблем с отслаиванием при формировании удерживающих колец 20. Таким образом, испытание с достижением диаметра 28 мм было бы неэффективным испытанием, поскольку оно бы привело к разрушению всех образцов, а испытание с достижением диаметра 38 мм было бы неэффективным испытанием, поскольку ни в каком из материалов не возникло бы дефекта даже несмотря на то, что отслаивание могло бы иметь место в реальном изделии. При испытании с достижением диаметра 30 мм материалы подвергаются более сильному сжатию и уплотнению, чем при изготовлении колец 20, но данное испытание не приводит к отбраковке слишком большого количества материалов, которые могли бы все же быть подвергнуты вытяжке без отслаивания, и используется в качестве эффективного испытания.
Другие варианты осуществления изобретения находятся в рамках объема патентных притязаний приложенной формулы изобретения. Например, элемент, изготовленный путем вытяжки окрашенного листового металла, может представлять собой что-либо другое, отличное от зажима, используемого в картридже для бритвы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМЕННЫЙ БРИТВЕННЫЙ КАРТРИДЖ (ВАРИАНТЫ) | 1997 |
|
RU2263022C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СМЕННОГО БРИТВЕННОГО КАРТРИДЖА И СПОСОБ ИЗГОТОВЛЕНИЯ РУЧКИ БРИТВЫ | 1997 |
|
RU2263023C2 |
| РУЧКА БРИТВЫ (ВАРИАНТЫ) И СТЕРЖЕНЬ РУЧКИ БРИТВЫ | 1997 |
|
RU2263024C2 |
| КОНСТРУКЦИЯ БРИТВЫ | 1995 |
|
RU2131349C1 |
| БРИТВЫ И БРЕЮЩИЕ КАРТРИДЖИ С ЗАЩИТОЙ | 2005 |
|
RU2354539C2 |
| БРИТВЕННАЯ СИСТЕМА | 2005 |
|
RU2359815C2 |
| БРИТВА (ВАРИАНТЫ) | 1997 |
|
RU2214903C2 |
| БРИТВЕННЫЕ КАРТРИДЖИ И БРИТВЫ | 2005 |
|
RU2358859C2 |
| ДЕРЖАТЕЛИ ЛЕЗВИЙ ДЛЯ ИСПОЛЬЗОВАНИЯ В БРИТВЕННЫХ СИСТЕМАХ | 2007 |
|
RU2414344C2 |
| БРИТВА С КНОПКОЙ | 2005 |
|
RU2346806C2 |
Бритвенный картридж содержит корпус, который имеет верхнюю поверхность, отверстие корпуса, выполненное в верхней поверхности, и боковые поверхности, проходящие вниз от верхней поверхности. Лезвия установлены в отверстии и опираются на корпус, а удерживающий зажим закреплен на верхней поверхности и имеет отверстие зажима, края которого расположены вокруг отверстия корпуса. Удерживающий зажим изготовлен из плоского окрашенного листового металла, который был подвергнут вытяжке для получения верхней поверхности, простирающейся наружу по отношению к отверстию зажима, и боковых поверхностей, проходящих вниз над боковыми поверхностями корпуса. Краска на листовом металле имеет достаточную устойчивость против отслаивания для прохождения испытания на отслаивание, включающее вытяжку куска плоского окрашенного листового металла так, чтобы краска подверглась уплотнению более чем на 35%, и осмотр полученного в результате вытянутого куска листового металла с тем, чтобы увидеть, имело ли место отслаивание краски. Благодаря предложенному испытанию заготовок из окрашенного листового металлического материала может быть гарантировано, что материал, прошедший испытание, не будет расслаиваться при изготовлении формованного изделия, что обеспечивает его улучшенные эксплуатационные характеристики, удобство и визуальные эстетические свойства. 6 н. и 14 з.п. ф-лы, 10 ил.
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| US 6044542 А, 04.04.2000 | |||
| US 5303539 A, 19.04.1994 | |||
| DE 727042 С, 17.09.1942. | |||

