Область техники, к которой относится изобретение
Изобретение относится к держателям лезвий для использования в бритвенных системах.
Уровень техники
В последние годы бритвенные станки с различным количеством лезвий представлены в патентной литературе и запущены в серийное производство, как описано, например, в патенте США №5.787.586, который в общем случае описывает типовой образец конструкции бритвы с тремя лезвиями Mach III, запущенной в производство компанией Gillete. Лезвия бритвы Mach III крепятся к корпусу картриджа с использованием алюминиевых зажимов. Эти зажимы проходят над лезвиями и по периферии корпуса. Лезвия привариваются к держателям лезвий из нержавеющей стали, которые обеспечивают лезвиям боковую опору и которые имеют такие концы, чтобы удерживаться зажимами, прочно поддерживая лезвия на своем месте в картридже.
Алюминиевые зажимы выполняют функцию анода (части, предпочтительно подверженной коррозии) в гальванической паре, образованной зажимами и лезвиями/держателями, тем самым предотвращая коррозию стальных лезвий и держателя лезвия. Поэтому, если бритвенный станок находится под воздействием коррозии, зажимы будут ржаветь, а бреющие лезвия и режущая кромка будут выполнять функцию катода, который защищен от коррозии. Эта протекторная функция зажимов является преимущественной, поскольку коррозия режущих кромок лезвий может представлять угрозу безопасности для пользователя, хотя коррозия зажимов эстетически непривлекательна и весьма вероятно будет побуждать пользователя заменить картридж до того как может случиться дальнейшее повреждение. Однако при некоторых обстоятельствах может происходить коррозия лезвий и(или) держателей, например, если имеется недостаточный контакт между лезвиями и зажимом. Кроме того, в некоторых конструкциях картриджей было бы выгодно удалять алюминиевые зажимы.
Раскрытие изобретения
Изобретатель обнаружил, что при обеспечении алюминиевого покрытия держателя(-ей) лезвий коррозию можно предотвратить без необходимости в алюминиевых зажимах. Кроме того, если алюминиевые зажимы используются с алюминиевым покрытием держателя(-ей) лезвий, подавление коррозии может быть усилено, например, когда существует недостаточный контакт между лезвием и зажимами, чтобы зажимы предотвращали коррозию.
В одном объекте изобретение характеризует поддерживаемое лезвие для использования в бритвенной системе, причем поддерживаемое лезвие содержит: (а) лезвие с заостренной кромкой и плоскую часть; и (b) держатель лезвия с верхней поверхностью и нижней поверхностью, при этом плоская часть лезвия установлена на верхней поверхности держателя лезвия. Держатель лезвия имеет алюминиевое покрытие на части наружной поверхности, например, на нижней поверхности держателя лезвия. В некоторых вариантах осуществления нижняя поверхность держателя лезвия покрывается целиком.
Некоторые варианты осуществления включают в себя один или несколько следующих признаков. Держатель лезвия включает в себя верхнюю часть, к которой прикреплена плоская часть лезвия, нижнюю часть и изогнутую часть между верхней и нижней частями. Алюминиевое покрытие имеет менее 5 мкм в толщину. Держатель лезвия формируют из стали.
В другом объекте изобретение характеризует систему бритья, содержащую: (а) корпус лезвийного узла; и (b) в корпусе блок поддерживаемого лезвия, содержащий (i) лезвие с заостренной кромкой и плоской частью; и (ii) держатель лезвия с верхней поверхностью и нижней поверхностью, при этом плоская часть лезвия установлена на верхней поверхности держателя лезвия, а держатель лезвия имеет алюминиевое покрытие на части своей наружной поверхности.
Некоторые варианты осуществления включают в себя один или несколько следующих признаков. Бритвенная система далее содержит рукоятку, на которой установлен корпус лезвийного узла. Множество поддерживаемых лезвий устанавливают в корпусе. Поддерживаемое лезвие удерживается в корпусе без зажимов. Корпус лезвийного узла является легкосъемным с рукоятки. Альтернативно, корпус лезвийного узла установлен постоянно на рукоятке, например корпус составляет единое целое с рукояткой. Покрытие находится на нижней поверхности держателя лезвия. Покрытие целиком охватывает нижнюю поверхность держателя лезвия.
В еще одном объекте изобретение характеризует способ изготовления поддерживаемого лезвия для использования в бритвенной системе, содержащий этапы, на которых: (а) обеспечивают металлическую основу; (b) покрывают алюминием по меньшей мере часть металлической основы; (с) формируют металлическую основу для получения держателя лезвия; и (d) прикрепляют лезвие к держателю лезвия.
Некоторые варианты осуществления включают в себя один или несколько следующих признаков. Этап покрытия выполняют перед этапом формирования, к примеру, нанесением алюминия на лист или полоску металла. Этап покрытия содержит обработку, выбранную из группы, состоящей из PVD (физическое осаждение из паровой фазы), CVD (химическое осаждение из паровой фазы) и металлизации. Этап покрытия содержит нанесение слоя толщиной менее 5 мкм на поверхность металлической основы. Покрытие включает покрытие только на одну поверхность металлической основы, оставляя вторую поверхность непокрытой. Этап прикрепления содержит сварку.
Изобретение также характеризует способы предотвращения коррозии в бритвенных системах за счет обеспечения алюминиевого покрытия на по меньшей мере части поверхности держателя лезвия.
Выражение «бритвенные системы», используемое здесь, предназначено для описания как одноразовых бритв, в которых лезвийный узел постоянно закреплен на рукоятке бритвы, так и систем, в которых лезвийный узел содержит сменный картридж, который установлен на рукоятке бритвы с возможностью отсоединения.
Подробности одного или нескольких вариантов осуществления изобретения изложены на приведенных ниже сопровождающих чертежах и в описании. Другие признаки и преимущества изобретения станут очевидны из подробного описания, чертежей и формулы изобретения.
Чертеж является видом сбоку поддерживаемого лезвия.
Одинаковые символы на различных чертежах указывают на подобные элементы.
Подробное описание предпочтительного варианта осуществления
Как показано на чертеже, поддерживаемое лезвие 10 включает в себя лезвие 12 и держатель 14 лезвия. Лезвие 12 приварено к верхней части 16 держателя лезвия. Держатель лезвия также включает в себя изогнутую часть 18, имеющую радиус R кривизны от примерно 0,05 мм до примерно 0,15 мм, и нижнюю часть 20. В некоторых вариантах осуществления держатель лезвия может иметь толщину от примерно 0,1 мм до примерно 0,4 мм, к примеру, от примерно 0,15 мм и до примерно 0,3 мм. Обычно лезвие формируют из стали, например из нержавеющей стали.
Держатель лезвия может быть сформирован из любого желательного металла, но, как правило, его формируют из стали, например углеродистой или нержавеющей стали. Держатель лезвия включает в себя алюминиевое покрытие 21 на нижней поверхности 22 держателя лезвия. Обычно, покрытие целиком покрывает нижнюю поверхность держателя лезвия. Верхнюю поверхность 23 держателя лезвия, как правило, не покрывают, поскольку это обычно препятствует образованию сварочного шва 24, если используют традиционные методы сварки. Кроме того, покрытие верхней поверхности 23 является излишним вследствие хорошей проводимости от покрытия 21 через держатель лезвия к лезвию и, следовательно, неоправданно повышает стоимость.
Покрытие может иметь любую желательную толщину. Однако тонкое покрытие, к примеру, менее 5 мкм и предпочтительно 2-3 мкм поддерживает допуск конструкции и относительно недорого для изготовления. Покрытие должно быть достаточно толстым, чтобы выдержать намеченный ресурс бритвенной системы, например, по меньшей мере 14 раз бритья. В некоторых вариантах осуществления предпочтительно, чтобы толщина покрытия была по меньшей мере 1 мкм.
Алюминиевое покрытие может наноситься любым процессом, который будет обеспечивать достаточную адгезию покрытия к нижележащей стали. Если покрытие сформировано на плоском листовом металле, то перед изгибанием держателя лезвия до желательной формы адгезия должна быть достаточной, чтобы позволить металлу быть сформированным (к примеру, штамповкой) без отслоения покрытия. Подходящие способы покрытия включают в себя нанесение покрытия осаждением из паров (PVD), химическое осаждение в паровой фазе (CVD) и металлизацию. Покрытие предпочтительнее формировать практически чистым алюминием.
Картриджи или бритвы, которые включают в себя поддерживаемые лезвия, могут быть испытаны на коррозийную стойкость согласно ASTM G44-99. В предпочтительных вариантах осуществления поддерживаемые лезвия способны выдерживать 12 или более часов при условиях, установленных в ASTM G44-99.
Описано несколько вариантов осуществления изобретения. Однако разумеется, различные изменения могут быть сделаны без отхода от сущности и объема изобретения.
Например, поддерживаемые лезвия могут быть использованы в любых типах бритвенных картриджей, которые предназначены для включения поддерживаемых лезвий, в том числе картриджи, которые включают в себя алюминиевые зажимы.
Соответственно, другие варианты осуществления лежат в объеме нижеследующей формулы изобретения.
Изложенные здесь размеры и величины не следует строго ограничивать точными числовыми значениями. Вместо этого, если не указано иного, любой такой размер означает как указанную величину, так и функционально равнозначный диапазон, окружающий эту величину. Например, размер, указанный как «40 мм», означает «примерно 40 мм».
Все документы, приводимые в подробном описании изобретения, в своей релевантной части, включены сюда посредством ссылки; упоминание любого документа не следует толковать как признание того, что он является прототипом по отношению к настоящему изобретению. Если любое значение или определение термина в данном письменном документе противоречит любому значению или определению термина в документе, введенном посредством ссылки, следует руководствоваться значением или определением, назначенным термину в данном документе.
Хотя описаны и проиллюстрированы конкретные варианты осуществления, для специалистов будет очевидно, что различные другие изменения и модификации могут быть сделаны без отхода от сущности и объема изобретения. Поэтому предполагается охватить в приложенной формуле изобретения все такие изменения и модификации, которые лежат в объеме данного изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПОРНАЯ КОНСТРУКЦИЯ ДЛЯ ГИБКОГО БЛОКА ЛЕЗВИЯ | 2008 |
|
RU2412802C1 |
| БРИТВЫ, ЛЕЗВИЙНЫЕ БЛОКИ ДЛЯ НИХ И СПОСОБЫ ИХ ПРОИЗВОДСТВА | 2005 |
|
RU2331508C2 |
| БРИТВЕННОЕ ЛЕЗВИЕ, БРИТВЕННЫЙ КАРТРИДЖ И СПОСОБ ИЗГОТОВЛЕНИЯ БРИТВЕННОГО ЛЕЗВИЯ | 2012 |
|
RU2630092C2 |
| БРИТВЕННЫЙ КАРТРИДЖ | 2012 |
|
RU2728483C2 |
| ЦЕЛЬНОЕ ЖЕСТКОЕ БРИТВЕННОЕ ЛЕЗВИЕ | 2012 |
|
RU2733516C2 |
| БРИТВЕННЫЙ СТАНОК С КРЫЛОВИДНЫМ ОБРАМЛЕНИЕМ СРЕДСТВА ДЛЯ БРИТЬЯ | 2008 |
|
RU2424109C2 |
| НАГРЕВАЕМЫЕ БРИТВЕННЫЕ ЛЕЗВИЯ | 2006 |
|
RU2395386C2 |
| БРИТВЫ, ЛЕЗВИЙНЫЕ БЛОКИ ДЛЯ НИХ И СПОСОБЫ ИХ ПРОИЗВОДСТВА | 2005 |
|
RU2336156C2 |
| КАССЕТЫ ДЛЯ КАРТРИДЖЕЙ БРИТВЕННЫХ ЛЕЗВИЙ | 2005 |
|
RU2380217C2 |
| БРИТВЕННЫЕ ЛЕЗВИЯ С ПОКРЫТИЯМИ НА ОСНОВЕ АЛЮМИНИЙ-МАГНИЕВОГО БОРИДА (AlMgB) | 2012 |
|
RU2594232C2 |
Блок лезвийного узла для бритвенной системы содержит лезвие (12) с заостренной кромкой и плоской частью, держатель (14) лезвия с верхней и нижней поверхностью. Плоская часть лезвия установлена на верхней поверхности держателя лезвия, а держатель лезвия имеет алюминиевое покрытие (21) на части своей наружной поверхности (22). Изобретение обеспечивает предотвращение коррозии лезвий и исключает необходимость использования алюминиевых зажимов. 3 н. и 17 з.п. ф-лы, 1 ил.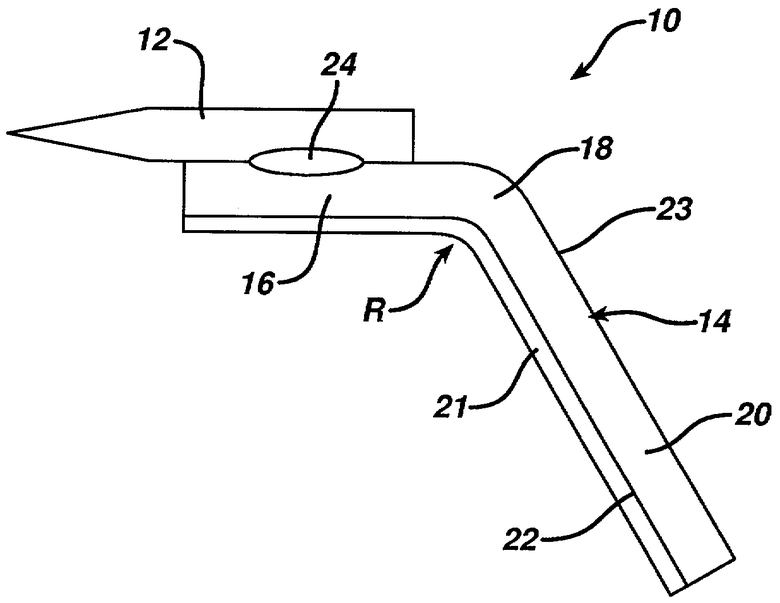
1. Блок лезвийного узла для бритвенной системы, содержащий лезвие с заостренной кромкой и плоской частью и держатель лезвия с верхней и нижней поверхностями, при этом плоская часть лезвия установлена на верхней поверхности держателя лезвия, а держатель лезвия имеет алюминиевое покрытие на части своей наружной поверхности.
2. Блок по п.1, отличающийся тем, что алюминиевое покрытие расположено на нижней поверхности держателя лезвия.
3. Блок по п.1, отличающийся тем, что алюминиевое покрытие расположено на всей нижней поверхности держателя лезвия.
4. Блок по п.1, отличающийся тем, что держатель лезвия включает в себя верхнюю часть, на которой установлена плоская часть лезвия, нижнюю часть и изогнутую часть между верхней и нижней частями.
5. Блок по п.1, отличающийся тем, что алюминиевое покрытие имеет толщину менее 5 мкм.
6. Лезвийный узел по п.1, отличающийся тем, что держатель лезвия выполнен из стали.
7. Бритвенная система, включающая корпус и размещенный в этом корпусе блок лезвийного узла, содержащий лезвие с заостренной кромкой и плоской частью, держатель лезвия с верхней поверхностью и нижней поверхностью, при этом плоская часть лезвия закреплена на верхней поверхности держателя лезвия, а держатель лезвия имеет алюминиевое покрытие на части своей наружной поверхности.
8. Бритвенная система по п.7, отличающаяся тем, что дополнительно содержит рукоятку, на которую установлен корпус блока лезвийного узла.
9. Бритвенная система по п.7, отличающаяся тем, что в корпусе установлено множество блоков лезвийных узлов.
10. Бритвенная система по п.7, отличающаяся тем, что блок лезвийного узла выполнен с возможностью удерживания в корпусе без зажимов.
11. Бритвенная система по п.8, отличающаяся тем, что корпус установлен на рукоятке с возможностью отделения.
12. Бритвенная система по п.8, отличающаяся тем, что корпус установлен на рукоятке неразъемно.
13. Бритвенная система по п.7, отличающаяся тем, что алюминиевое покрытие расположено на нижней поверхности держателя лезвия.
14. Бритвенная система по п.7, отличающаяся тем, что алюминиевое покрытие расположено на всей нижней поверхности держателя лезвия.
15. Способ изготовления блока лезвийного узла для бритвенной системы, содержащий этапы, на которых изготавливают металлическую основу, покрывают алюминием по меньшей мере часть металлической основы, формируют металлическую основу для получения держателя лезвия и прикрепляют к держателю лезвие.
16. Способ по п.15, отличающийся тем, что этап покрытия выполняют перед этапом формирования.
17. Способ по п.15, отличающийся тем, что этап покрытия содержит процесс, выбранный из группы, состоящей из PVD процесса (физическое осаждение из паровой фазы), CVD процесса (химическое осаждение из паровой фазы) и металлизации.
18. Способ по п.15, отличающийся тем, что этап покрытия содержит нанесение слоя толщиной менее 5 мкм на поверхность металлической основы.
19. Способ по п.15, отличающийся тем, что этап покрытия содержит покрытие только одной поверхности металлической основы, оставляя вторую поверхность непокрытой.
20. Способ по п.15, отличающийся тем, что лезвие к держателю прикрепляют посредством сварки.
| US 5787586 А, 04.08.1998 | |||
| US 2005172494 A1, 11.08.2005 | |||
| US 2005198842 A1, 15.09.2005 | |||
| ДЕЛИТЕЛЬ ЧАСТОТЫ | 0 |
|
SU240016A1 |
| ТРУБНЫЙ РЯД АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА | 2004 |
|
RU2266486C1 |
| Устройство для дозирования сыпучих материалов | 1930 |
|
SU25295A1 |
| RU 22105622 C2, 20.08.2003 | |||
| Способ металлизации торцовых поверхностей малогабаритных диэлектрических деталей | 1987 |
|
SU1456392A1 |

