Изобретение относится к области скобяных изделий, а также к области инструментальной промышленности, в частности к способам изготовления ригеля, конструкции ригеля, и могут быть широко использованы при изготовлении замков, запорных систем, дверей, сейфов и т.д.
Известен способ изготовления ригеля, включающий изготовление силового элемента в виде внутренней части, наружной части с полостью и размещение внутренней части в полости с возможностью перемещения в последней (RU 2122094 С1).
Известен ригель, содержащий силовой элемент в виде внутренней части и наружной части с полостью, причем внутренняя часть размещена в полости с возможностью перемещения в последней (RU 2122094 С1).
Задача, на решение которой направлены заявляемые технические решения, состоит в расширении арсенала технических средств для способа изготовления ригеля и конструкции ригеля.
Технический результат, который может быть получен при осуществлении способа изготовления ригеля и конструкции ригеля заключается в реализации указанной выше задачи - расширение арсенала технических средств для способа изготовления ригеля и конструкции ригеля.
Сущность заявляемого способа заключается в том, что в способе изготовления ригеля, включающем изготовление силового элемента в виде внутренней части, наружной части с полостью и размещение внутренней части в полости с возможностью перемещения в последней, согласно изобретению внутреннюю часть изготавливают в виде фрезы или фрез.
Сущность заявляемого устройства заключается в том, что в ригеле, содержащем силовой элемент в виде внутренней части и наружной части с полостью, причем внутренняя часть размещена в полости с возможностью перемещения в последней, согласно изобретению внутренняя часть выполнена в виде фрезы или фрез.
На фиг.1 показан способ изготовления ригеля (вариант 1) и конструкция ригеля (вариант 1), а также способ изготовления урезы и конструкция фрезы; на фиг.2 показан способ изготовления ригеля (вариант 2) и конструкция ригеля (вариант 2); на фиг.3 показан способ изготовления ригеля (вариант 3) и конструкция ригеля (вариант 3); на фиг.4 и 5 показан способ изготовления ригеля (вариант 4) и конструкция ригеля (вариант 4).
Ригель 1 (см. фиг.1, вариант 1) содержит силовой элемент, выполненный в виде фрезы или фрез (на фиг.1 условно показана одна фреза и один тип фрезы по причине очевидности и понятности существа заявляемого технического решения). Фреза - режущий многолезвийный инструмент в виде тела вращения с зубьями для фрезерования. Материал режущей части - быстрорежущая сталь, твердый сплав или композит (с. 1426, “Советский энциклопедический словарь”, М.: “Советская энциклопедия”, 1985 г.). Фрезы бывают следующих основных типов: торцевые; дисковые для обработки плоских поверхностей; дисковые для обработки пазов; прорезные; концевые для обработки пазов; радиусные выпуклые; радиусные вогнутые; двухугловые; цилиндрические; концевые; фрезы для пазов сегментных шпонок. Автор-заявитель предлагает ригель изготовить в виде фрезы любого типа, т.е. в виде изделия “Фреза”. Фреза может быть выполнено в виде стандартизованного или нестандартизованного изделия и, преимущественно, из инструментальной стали, быстрорежущей стали, твердого сплава или композита. Используемая фреза может быть новая, а может быть бывшая в употреблении, может быть использована фреза частично вышедшая из строя и которая уже не может быть использована по традиционному известному назначению. Благодаря наличию режущих элементов, расположенных на внешних поверхностях тела фрезы, обеспечивается надежная защита от несанкционированного отрезания ригеля, выполненного в виде фрезы. Дело в том, что при взаимодействии режущего инструмента, преимущественно, дисковой пилы, с режущими элементами фрезы ригель 1 начинает вращаться совместно с режущим инструментом, а также совершать осевые продольные перемещения. Ригель 1 может содержать любое количество фрез (может быть пакeт или пучок концевых фрез или стопка дисковых фрез), взаимодействующих или не взаимодействующих между собой, сообщенных или не сообщенных между собой.
Фреза содержит геометрическое тело с режущими элементами, выполненное в виде ригеля 1 (см. фиг.1). В результате изготовления фрезы в виде ригеля обеспечивается высокая степень унификации и стандартизации при его использовании в замках, запорных системах, дверях, сейфах и т.д. В качестве фрезы может быть использована любая фреза из указанных выше. Фреза может быть обращена любой концевой частью в сторону запорного отверстия. Для предлагаемого способа изготовления фрезы в виде ригеля не являются существенными конкретные частные случаи исполнения фрезы, т.к. речь идет о классе устройств “Фреза”.
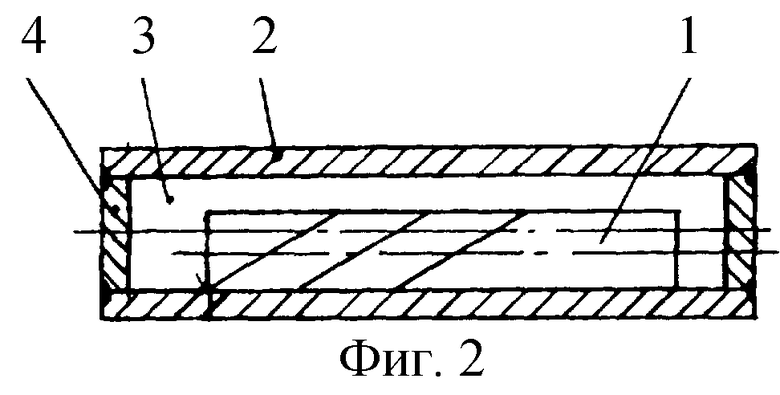
Ригель (см. фиг.2, вариант 2) содержит силовой элемент, выполненный в виде внутренней части и наружной части 2 с полостью 3, средство фиксации 4, причем внутренняя часть выполнена в виде фрезы 1 или фрез (на фиг.2 условно показана одна фреза) и размещена в полости 3 с возможностью перемещения в последней. Размеры фрезы 1 или фрез меньше размеров полости 3. Данное обстоятельство обеспечивает свободное перемещение фрезы 1 или фрез в полости 3. Средство фиксации 4 предназначено для фиксации фрезы 1 или фрез в полости 3 и может быть выполнено в любом виде, преимущественно в виде заглушек, установленных с диаметрально противоположных частей полости 3. Наружная часть 2 выполнена в виде втулки с полостью 3 или трубы. На наружной части 2 могут быть выполнены средства соединения, например отверстия, впадины, рифления, кольцевые проточки и т.д. В полости 3 могут быть размещены фрезы одного диаметра или разных диаметров. Исследования показали, что наличие фрезы или фрез в полости 3 значительно усложняет процесс отрезания ригеля, а также обеспечивает эффективное разрушение самого режущего инструмента, который применяется для отрезания ригеля.
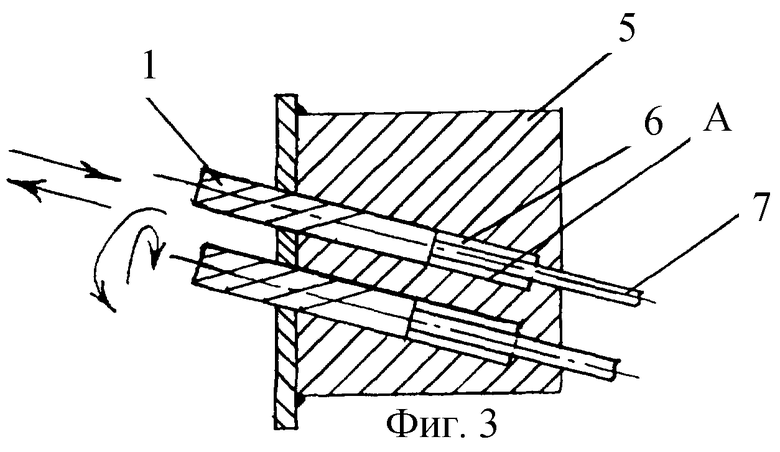
Ригель (см. фиг.3, вариант 3) содержит силовую часть, выполненную в виде фрезы 1 или фрез (фреза 1 или фрезы могут быть помещены в полость 3 (см. фиг.2) наружной части 2, а затем в наклонные отверстия 6), несиловую часть 7, корпус 5 с наклонными отверстиями 6 и наклонными поверхностями “А”. Силовая часть выполнена в виде фрезы 1 или фрез или в виде наружной части 2 с полостью 3 и внутренней части, выполненной в виде фрезы 1 или фрез, и размещена в полости 3. Угол между горизонталью и осевой линией фрезы 1, в направлении по часовой стрелке, равен 10-45 градусам (при горизонтальном расположении фрезы 1 угол равен 0 градусов). Величина выбранного угла должна обеспечить самопроизвольное перемещение фрезы 1 в крайнее правое положение, относительно поверхности “А” в наклонном отверстии 6, под действием силы тяжести. Фреза 1 установлена с возможностью поворота и возвратно-поступательного перемещения в наклонном отверстии 6. На фиг.3 условно показана схема взаимодействия поверхности фрезы 1 с поверхностью “А”, где имеет место трение скольжения. Однако следует отметить, что на поверхности “А” могут быть размещены шарики или ролики, которые позволят реализовать схему трения качения между сопрягаемыми поверхностями. На выбор угла из указанного выше диапазона оказывает влияние большое количество факторов, таких как шероховатость сопрягаемых поверхностей, наличие или отсутствие смазки в сопрягаемой паре и т.д. Несиловая часть 7 выполнена из стальной проволоки или прутка и взаимодействует с силовой частью, перемещая ее в крайнее левое положение. Корпус 5 выполнен из стали и представляет собой деталь или сборочную единицу.
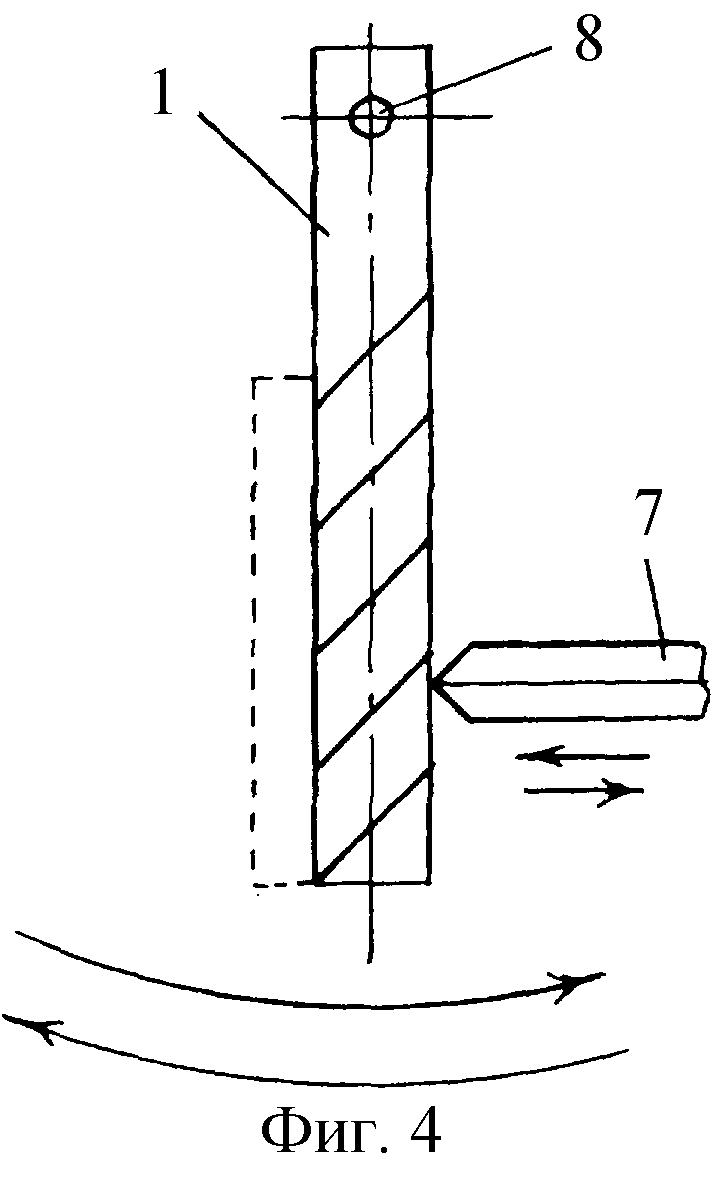
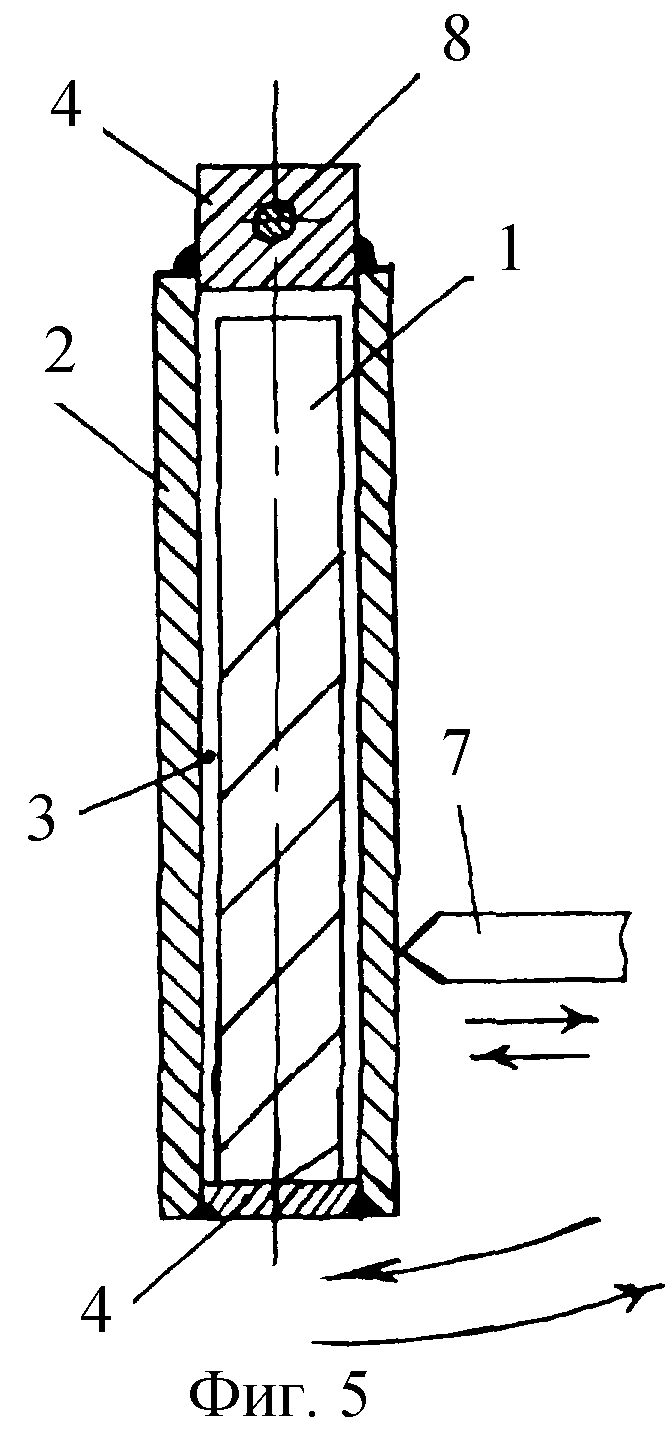
Ригель (см. фиг.4, вариант 4), содержит силовую часть в виде физического маятника, выполненную в виде фрезы 1 или фрез, несиловую часть 7 и ось 8, причем несиловая часть 7 и силовая часть сообщены между собой. Фреза 1 установлена с возможностью качания или поворота относительно оси 8 или совместно с осью 8. К фрезе 1 могут быть закреплены, например, посредством клеевой композиции другие фрезы (на фиг.4 другое сверло условно показано пунктирной линией), причем одно из них взаимодействует с осью 8. Силовая часть может быть выполнена в виде внешней части 2 с полостью 3, внутренней части и средства фиксации 4, причем внутренняя часть выполнена в виде фрезы 1 или фрез и размещена в полости 3 с возможностью перемещения в последней. При данном исполнении несиловая часть 7 взаимодействует с поверхностью внешней части 2, а с осью 8 взаимодействует элемент средства фиксации 4, например заглушка. Внешняя часть 2 может быть выполнена из стали, или полимерного материала, или композиционного материала и т.д.
Пример реализации способа изготовления ригеля (вариант 1).
Изготовили ригель в виде силового элемента, причем силовой элемент изготовили в виде ряда стандартных фрез всех типов указанных выше по действующему ГОСТу (см. фиг.1). Изготовили ряд нестандартных фрез. Взяли также фрезы, бывшие в употреблении, разных типов. Фрезы изготовили из быстрорежущей стали, инструментальной стали и других сплавов. На фрезах изготовили средства крепления последних к элементам соединения или использовали центральные отверстия фрез, а также в качестве средства крепления использовали внешнюю поверхность фрезы или фрез.
Способ изготовления фрезы.
Изготовили геометрическое тело в виде тела вращения с режущими элементами (см. фиг.1), причем геометрическое тело изготовили в виде ригеля. Изготовили тело из инструментальной стали с полным соблюдением технологии изготовления фрез. Таким образом, фрезу изготовили в виде ригеля. Именно выполнение фрезы в виде ригеля обеспечивает высокую степень унификации, стандартизации и повышает стойкость изделия к взлому при несанкционированном проникновении в замкнутый объем.
Способ изготовления ригеля (вариант 2).
Изготовили ригель (см. фиг.2), содержащий силовой элемент в виде внутренней части и наружной части 2 с полостью 3, причем внутреннюю часть изготовили в виде фрезы 1 или фрез и разместили в полости 3 с возможностью перемещения в последней. Фрезу 1 или фрезы могут возвратно-поступательно перемещаться в полости 3, а также поворачиваться в последней. Объем полости 3 больше объема одной фрезы 1 или фрез. Наружную часть 2 изготовили в виде втулки из конструкционной стали. После размещения фрезы 1 или фрез в полости 3 произвели закупоривание полости 3 посредством средств фиксации 4, в частности заглушками, которые разместили на концевых частях полости 3 и закрепили к материалу наружной части 2, образовав разъемное или неразъемное соединение (резьба, клей, посадка в натяг и т.д.).
Устройство (вариант 2) работает следующим образом.
При взаимодействии с режущим инструментом, например дисковой фрезой, происходит разрушение внешней части 2 ригеля, а затем фреза или пила вступает во взаимодействие с внутренней частью ригеля, т.е. фрезой 1 или фрезами. В результате такого взаимодействия фреза 1 или фрезы начинают вращаться совместно с режущим инструментом, а также (в отдельных случаях) совершать возвратно-поступательные перемещения в полости 3.
Способ изготовления ригеля (вариант 3).
Изготовили силовую часть в виде фрезы 1 (см. фиг.3) или фрез, или в виде наружной части 2 (см. фиг.2, на фиг.3 данный вариант условно не показан, в связи с этим следует обращаться к фиг.2) с полостью 3 и внутренней части, выполненной в виде фрезы 1 или фрез, причем внутреннюю часть разместили в полости 3 с возможностью перемещения в последней (по аналогии с решением, описанным выше). Изготовили несиловую часть 7, корпус 5 с наклонными отверстиями 6, причем несиловую часть 7 ввели в кинематическое взаимодействие с силовой частью. Силовую часть разместили на наклонной поверхности “А” с возможностью перемещения (возвратно-поступательного и кругового) относительно последней.
Устройство (вариант 3) работает следующим образом.
В результате взаимодействия несиловой части 7 с силовой часть происходит принудительное перемещение силовой части в наклонных отверстиях 6 вдоль наклонной поверхности “А”. На фиг.3 показан ригель в положении “закрыто”. Если переместить несиловые части 7 вправо, то произойдет перемещение силовой части ригеля вправо вниз до упора под действием силы тяжести. В результате такого перемещения силовая часть полностью разместится в наклонных отверстиях 6 и не будет выступать за пределы корпуса 5, т.е. ригель будет находиться в положении “открыто”.
Способ изготовления ригеля (вариант 4).
Изготовили ригель, содержащий силовую часть, несиловую часть 7 (см. фиг.4) и ось 8, причем силовую часть изготовили в виде физического маятника, который изготовили в виде фрезы 1 или фрез. На фрезе 1 выполнили средство закрепления, преимущественно, в виде отверстия, которое ввели во взаимодействие с осью 8. К фрезе 1 закрепляли другие фрезы посредством клеевой композиции, а также иными средствами. Силовую часть кинематически сообщили с несиловой частью 7. Изготовили также ригель с несилой частью 7 (см. фиг.5) и силовой частью, в виде наружной части 2 с полостью 3 и внутренней части, причем внутреннюю часть изготовили в виде фрезы 1 или фрез и разместили в полости 3. Изготовили ось 8. После размещения фрезы 1 или фрез в полости 3 произвели закупоривание полости 3 посредством средств фиксации 4, в частности заглушками, которые разместили на концевых частях полости 3 и закрепили к материалу наружной части 2, образовав разъемное или неразъемное соединение. На верхней части средства фиксации 4 изготовили отверстие, которое ввели во взаимодействие с осью 8. Несиловую часть 7 изготовили с возможностью кинематического взаимодействия с наружной частью 2.
Устройство (вариант 4) работает следующим образом.
В результате перемещения несиловой части 7 влево происходит отклонение нижней части силовой части ригеля и его поворот относительно оси 8 и запирание замка или двери. При перемещении несиловой части 7 вправо происходит возврат силовой части ригеля под действием силы тяжести в исходное положение. Основные существенные моменты взаимодействия режущего инструмента с частями ригеля обозначены выше по тексту.
Таким образом, заявляемые технические решения “Способ изготовления ригеля (варианты)”, “Ригель (варианты)”, “Способ изготовления фрезы” и “Фреза” обеспечивают достижение поставленной задачи и получение нового технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РИГЕЛЯ И РИГЕЛЬ | 2003 |
|
RU2245431C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РИГЕЛЯ И РИГЕЛЬ | 2001 |
|
RU2193642C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РИГЕЛЯ И РИГЕЛЬ | 2001 |
|
RU2194140C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РИГЕЛЯ И РИГЕЛЬ | 2001 |
|
RU2204002C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РИГЕЛЯ И РИГЕЛЬ | 2001 |
|
RU2193641C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РИГЕЛЯ И РИГЕЛЬ | 2001 |
|
RU2206689C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РИГЕЛЯ И РИГЕЛЬ | 2001 |
|
RU2205930C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РИГЕЛЯ И РИГЕЛЬ | 2001 |
|
RU2204001C1 |
| РИГЕЛЬ | 2005 |
|
RU2295616C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РИГЕЛЯ И РИГЕЛЬ | 2001 |
|
RU2193640C1 |
Изобретение относится к области скобяных изделий и касается способа изготовления ригеля, включающего изготовление силового элемента в виде внутренней части, наружной части с полостью и размещение внутренней части в полости с возможностью перемещения в последней, причем внутреннюю часть изготавливают в виде фрезы или фрез. Данный способ позволяет повысить устойчивость к взлому. 2 н.п. ф-лы, 5 ил.
| РИГЕЛЬ ДВЕРНОГО ЗАМКА | 1996 |
|
RU2122094C1 |
| Трехпозиционный регулятор температуры | 1972 |
|
SU455330A1 |
| US D455636 S, 16.04.2002. | |||

