Изобретения относятся к области запирающих устройств, в частности к способу изготовления ригеля и к конструкции ригеля, и могут быть широко использованы при изготовлении дверей, замков, сейфов и т. д.
Известен способ изготовления ригеля, включающий изготовление головки и хвостовика (патент Германии 349511, от 03.03.22, НКИ, 68а, 74/01).
Известен ригель, содержащий головку и хвостовик (патент РФ 2061156, Е 05 В 15/10, 1996).
Задача, на решение которой направлены заявляемые технические решения, состоит в расширении арсенала технических средств для способа изготовления ригеля и конструкции ригеля.
Технический результат, который может быть получен при осуществлении способа изготовления ригеля и ригеля, заключается в реализации указанной выше задачи - расширении арсенала технических средств для способа изготовления ригеля и конструкции ригеля.
Сущность заявляемого способа заключается в том, что в способе изготовления ригеля, включающем изготовление головки и хвостовика, согласно изобретению дополнительно снабжают корпусом с опорой и направляющими, причем изготовление корпуса осуществляют путем формирования отдельных силовых элементов, параллельных друг другу, или путем жесткого скрепления отдельных силовых элементов параллельно друг другу на расстоянии, которое выбирают равным длине направляющих, а направляющие формируют из соосных отверстий, изготовленных на силовых элементах, параллельных друг другу, при этом головку изготавливают в виде тел вращения, а хвостовик изготавливают в виде дополнительной направляющей и закрепляют его на головке.
Сущность заявляемого устройства заключается в том, что ригель, содержащий головку и хвостовик, согласно изобретению дополнительно снабжен корпусом с опорой и направляющими, причем корпус выполнен в виде отдельных силовых элементов, параллельных друг другу и установленных на расстоянии, которое равно длине направляющих, а направляющие выполнены в виде соосных отверстий, выполненных на силовых элементах, при этом головка выполнена в виде тел вращения, установленных на направляющих, а хвостовик выполнен в виде дополнительной направляющей и кинематически сообщен с головкой.
Сопоставительный анализ заявляемого способа изготовления ригеля с прототипом показывает, что заявляемый способ имеет общие признаки с прототипом:
- изготавливают головку;
- изготавливают хвостовик.
Заявляемый способ изготовления ригеля отличается от прототипа новыми признаками:
- дополнительно снабжают корпусом с опорой и направляющими;
- изготовление корпуса осуществляют путем формирования отдельных силовых элементов, параллельных друг другу, или путем жесткого скрепления отдельных силовых элементов параллельно друг другу на расстоянии, которое выбирают равным длине направляющих;
- направляющие формируют из соосных отверстий, изготовленных на силовых элементах, параллельных друг другу;
- головку изготавливают в виде тел вращения;
- хвостовик изготавливают в виде дополнительной направляющей и закрепляют его на головке.
Сопоставительный анализ заявляемого ригеля с прототипом показывает, что заявляемый ригель имеет общие признаки с прототипом:
- содержит головку и хвостовик.
Заявляемый ригель отличается от прототипа новыми признаками:
- дополнительно снабжен корпусом с опорой и направляющими;
- корпус выполнен в виде отдельных силовых элементов, параллельных друг другу и установленных на расстоянии, которое равно длине направляющих;
- направляющие выполнены в виде соосных отверстий, выполненных на силовых элементах;
- головка выполнена в виде тел вращения, установленных на направляющих;
- хвостовик выполнен в виде дополнительной направляющей и кинематически сообщен с головкой.
Из приведенного перечня признаков заявляемого способа изготовления ригеля, конструкции ригеля и достижения поставленной задачи наглядно видно, что заявляемые технические решения представляют собой новую совокупность признаков, как сочетание известных и новых признаков, обеспечивающих получение нового технического результата, неизвестного на дату подачи заявки. Новый технический результат, который может быть получен при осуществлении изобретения, заключается в расширении арсенала технических средств для способа изготовления ригеля и конструкции ригеля.
Предлагаемый способ изготовления ригеля и ригель промышленно применимы, т.к. могут быть использованы в строительстве, промышленности, сельском хозяйстве и других отраслях народного хозяйства, где используются замки, двери, сейфы, запорные устройства и запорные системы.
Технические решения заявляемых объектов соответствуют критерию "новизна", т. к. они неизвестны из уровня техники на дату подачи заявки. Не известна из уровня техники совокупность существенных признаков заявляемых технических решений и их влияние на получение требуемого технического результата.
Технические решения заявляемых объектов соответствуют критерию "изобретательский уровень", т.к. не выявлены решения, имеющие признаки, совпадающие с их отличительными признаками, и не обнаружена известность влияния отличительных признаков на получаемый технический результат.
Таким образом, заявляемые технические решения "Способ изготовления ригеля" и "Ригель" связаны между собой настолько, что они образуют единый изобретательский замысел и соответствуют всем критериям, предъявляемым к изобретению, и обеспечивают получение нового технического результата.
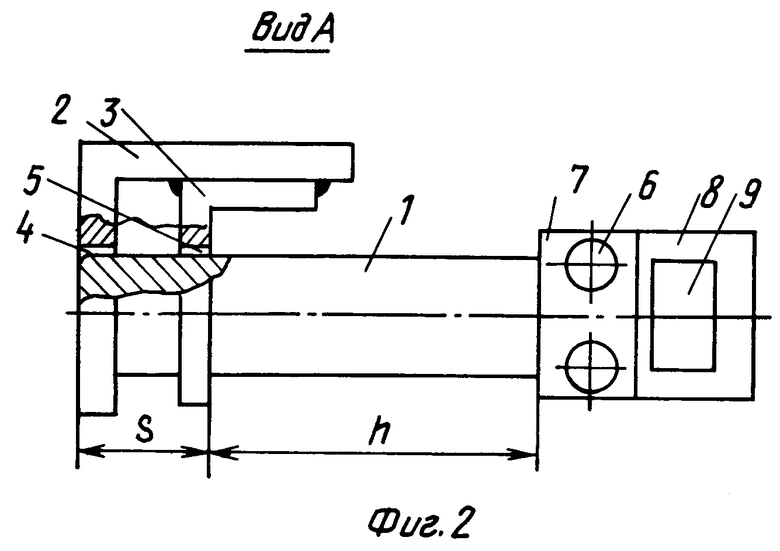
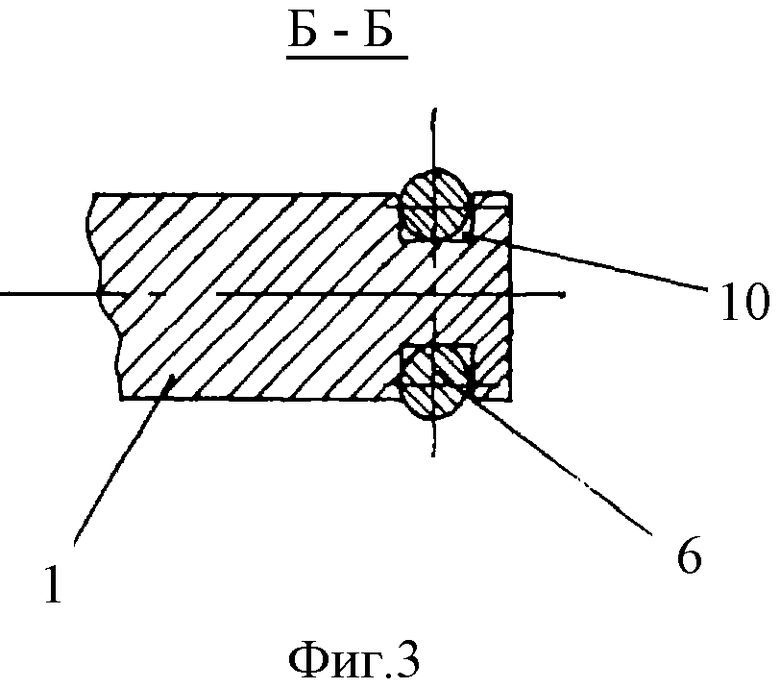
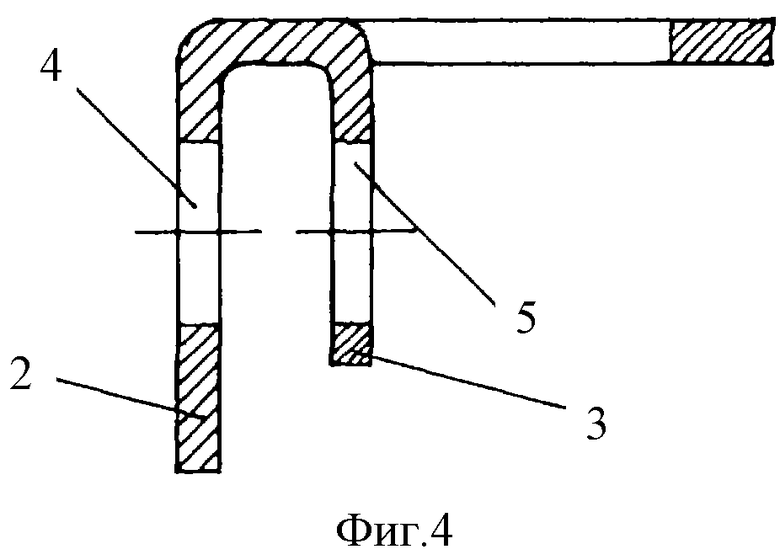
На фиг.1 показан способ изготовления ригеля и общий вид ригеля; на фиг.2 - вид А на фиг.1; на фиг.3 - сечение Б-Б фиг.1; на фиг.4 - вариант исполнения корпуса ригеля.
Ригель дополнительно снабжен корпусом с опорными поверхностями и направляющими. Корпус выполнен в виде отдельных силовых элементов 2 и 3 (см. фиг. 1, 2, 4), параллельных друг другу и установленных на расстоянии "S", которое равно длине направляющих. Направляющие выполнены в виде соосных отверстий 4, 5, выполненных на силовых элементах 2, 3. Головка ригеля выполнена в виде тел вращения 1, размещенных в направляющих. Каждое тело вращения 1 имеет кольцевую полость 10 (см. фиг.3 ), выполненную на его наружной поверхности. Хвостовик ригеля выполнен в виде дополнительной направляющей, образованной двумя стержнями или осями 6 (далее стержни) и планками 7. Головка и хвостовик ригеля кинематически взаимодействуют между собой. Стержни 6 скреплены между собой, сверху и снизу, планками 7. Стержни 6 обхватывают тела вращения 1 по кольцевым полостям 10. Серьга 8 выполнена с тремя отверстиями, два из которых взаимодействуют со стержнями 6, а третье отверстие 9 предназначено для соединения серьги 8 со средством привода подвижных деталей ригеля. Стержни 6 могут быть выполнены в виде болтов, или винтов, или заклепок и т. д., на фиг.1, 2 показано исполнение стержней 6 в виде заклепок. Нижняя планка 7 фиксируется на стержнях 6 путем развальцовки торцевых частей стержней 6. На фиг.1, 2 показан ригель в положении "открыто", при этом расстояние между торцевыми частями планок 7, обращенными в сторону силовых элементов 2 и 3, и ближайшей поверхностью силового элемента 3 равно величине хода ригеля - "h". Корпус ригеля может быть выполнен как в виде цельнометаллической конструкции, т. е. состоящий из одной детали, так и в виде сборочной единицы, состоящей из двух или более частей. На фиг.1 и 2 показан корпус ригеля, выполненный в виде сборочной единицы, а именно выполненный из двух силовых элементов 2 и 3 с опорными поверхностями. В качестве силовых элементов могут быть использованы любой формы детали с опорными поверхностями. На фиг.1 и 2 показаны силовые элементы 2 и 3, выполненные в виде равнополочного и в виде неравнополочного уголков, жестко скрепленных между собой сварными швами. Соосные отверстия 4 и 5 выполняют после жесткого скрепления силовых элементов 2 и 3 между собой. Данное обстоятельство позволяет добиться более качественного изготовления соосных отверстий 4 и 5. На фиг.4 показан пример изготовления и выполнения корпуса ригеля в виде одной детали с опорными поверхностями. Один из силовых элементов 2 (см. фиг.4) изготавливают путем отгибания части заготовки на угол 90o, а другой силовой элемент 3 изготавливают путем предварительной частичной вырубки листового материала и последующего его отгибания на угол 90o и параллельного его расположения относительно силового элемента 2. На корпусе ригеля могут быть выполнены присоединительные отверстия под крепежные элементы. На фиг.1, 2 и 4 показан ригель без присоединительных отверстий, т. к. предусматривает вариант скрепления к элементам двери или замка посредством сварных швов.
Способ реализуется следующим образом.
Дополнительно снабдили ригель корпусом с опорой и направляющими. Изготовление корпуса произвели путем формирования отдельных силовых элементов 2 и 3 (см. фиг. 4), параллельных друг другу, из листового материала толщиной 3 мм. Изготовление корпуса произвели путем жесткого скрепления отдельных силовых элементов 2 и 3 (см. фиг.1 и 2) параллельно друг другу посредством сварных швов, причем в качестве силового элемента 2 использовали равнополочный уголок с размерами 40•40•5 мм, а качестве силового элемента 3 использовали неравнополочный уголок с размерами 32•20•4 мм. Скрепление силовых элементов 2 и 3 между собой произвели на расстоянии, которое выбрали равным длине направляющих. После этого изготовили направляющие путем высверливания и/или фрезерования соосных отверстий 4 и 5 на силовых элементах 2 и 3. Изготовили головку в виде отдельных тел вращения 1 из металлического прутка диаметром 18 мм. На наружной поверхности каждого тела вращения 1 изготовили кольцевые полости 10. Разместили тела вращения 1 в соосных отверстиях 4, 5, т. е. в направляющих. Хвостовик изготовили в виде дополнительной направляющей из двух стержней 6 (см. фиг.1-3) и двух планок 7. В каждой планке 7 изготовили по два отверстия. Взяли одну планку 7 и ввели в его отверстия стержни 6 и переместили планку 6 под шляпки стержней 6, затем разместили серьгу 8 между телами вращения 1, разместили стержни 6 в кольцевых полостях путем обхвата тел вращения 1. После этого установили в нижней части стержней 6 вторую планку 7 и закрепили ее путем развальцовки торцевой части стержней 6. Тела вращения 1 изготовили с возможностью свободного вращения между стержнями 6, а стержни 6, в свою очередь, изготовили с возможностью перемещения в кольцевых полостях 10.
Устройство работает следующим образом.
Для перемещения тел вращения 1 в направляющих, образованных соосными отверстиями 4 и 5, берутся за стержни 6 или за серьгу 8 с отверстием 9 и совершают необходимое перемещение на величину "h" или иную величину.
Благодаря тому, что тела вращения 1 имеют дополнительную степень свободы и способны вращаться вокруг своих осей, их крайне сложно распилить при взломе двери или замка.
Таким образом, заявляемые технические решения "Способ изготовления ригеля" и "Ригель" обеспечивают достижение поставленной задачи и получение нового технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РИГЕЛЯ И РИГЕЛЬ | 2001 |
|
RU2205929C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РИГЕЛЯ И РИГЕЛЬ | 2001 |
|
RU2205928C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РИГЕЛЯ И РИГЕЛЬ | 2001 |
|
RU2206689C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РИГЕЛЯ И РИГЕЛЬ | 2001 |
|
RU2204001C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РИГЕЛЯ И РИГЕЛЬ | 2001 |
|
RU2204002C1 |
| РИГЕЛЬ | 2004 |
|
RU2270905C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РИГЕЛЯ И РИГЕЛЬ | 2003 |
|
RU2240411C1 |
| РИГЕЛЬ | 2005 |
|
RU2295615C1 |
| РИГЕЛЬ | 2005 |
|
RU2295616C1 |
| РИГЕЛЬ | 2005 |
|
RU2295617C1 |
Изобретение относится к области скобяных изделий и касается ригеля замка, содержащего головку и хвостовик, при этом он дополнительно снабжен корпусом с опорой и направляющими, причем корпус выполнен в виде отдельных силовых элементов, параллельных друг другу и установленных на расстоянии, которое равно длине направляющих, а направляющие выполнены в виде соосных отверстий, выполненных на силовых элементах, при этом головка выполнена в виде тел вращения, установленных на направляющих, а хвостовик выполнен в виде дополнительной направляющей и кинематически сообщен с головкой. Данный ригель имеет повышенную устойчивость к взлому. 2 с.п. ф-лы, 4 ил.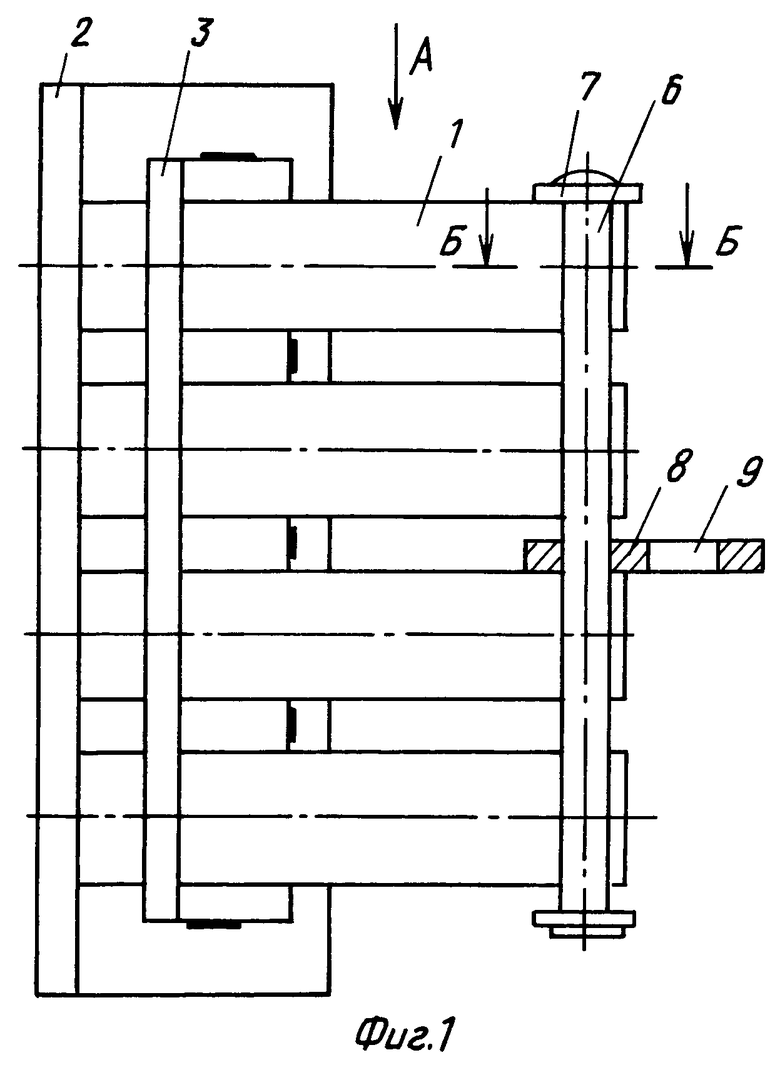
| ЗАМОЧНЫЙ РИГЕЛЬ | 1993 |
|
RU2061156C1 |
| ДВЕРНОЙ ЗАМОК | 1998 |
|
RU2131504C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЖАТОГО ВОЗДУХА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2042050C1 |
| УСТРОЙСТВО ДЛЯ ВВОДА И ЧТЕНИЯ ИНФОРМАЦИИ В КОДЕ БРАЙЛЯ | 2017 |
|
RU2660007C1 |
| Регулятор температуры перегрева пара | 1976 |
|
SU619754A1 |

