Изобретение относится к области текущего наземного ремонта двухконтурного авиационного газотурбинного двигателя и может быть использовано при замене переднего корпуса модуля вентилятора.
Известен способ сборки агрегатов газотурбинного двигателя, при котором осуществляют проверку соосности опор подшипников с применением индикаторных приспособлений и оправки (см. А.Н.Никитин, Г.З.Серебренников. Технология сборки и автоматизации производства воздушно-реактивных двигателей. М. "Машиностроение", 1992, с.156-158). С этой целью в гнезда подшипников вставляют технологические кольца, подобранные с минимальным зазором. Внутри колец вставляется технологическая оправка, к которой крепятся индикаторы. Несоосность определяют путем измерения торцевого биения технологического кольца. Если несоосность превышает 0,1 мм, то производится замена одного из корпусов агрегатов двигателя. Сборку агрегатов двигателя производят на специальном технологическом стапеле в цехах по производству двигателей.
Наиболее близким к предлагаемому способу является способ замены переднего корпуса модуля вентилятора газотурбинного двигателя, включающего корпус вентилятора с установленными на его оси обтекателем с индуктором и ротором с передней и задней цапфами, корпус газогенератора с установленным на его оси ротором, передний и задний корпус второго контура, камеру сгорания с сопловым аппаратом турбины высокого давления, турбину высокого давления, сопловый аппарат турбины низкого давления, ротор турбины низкого давления, корпус опор турбины с коком и форсажную камеру с регулируемым соплом, при котором осуществляют полный демонтаж двигателя с отстыковкой модуля вентилятора, производят разборку модуля вентилятора, демонтируя ротор вентилятора и разбирая первую и вторую опоры вентилятора, производят замену вышедшего из строя корпуса вентилятора, устанавливают технологические кольца в опоры вентилятора, производят монтажную сборку модуля вентилятора на технологическом стапеле, устанавливают в технологические кольца технологическую скалку с кронштейном и индикаторными часами и измеряют торцевое биение поверхности технологического кольца относительно оси вращения скалки (см. "Руководство по капитальному ремонту двигателя 88". Московское машиностроительное предприятие им. Чернышева В.В., М., 1988 г.). После измерения торцевых биений (если они находятся в соответствии с установленными допусками) вновь осуществляют разборку модуля вентилятора, извлекая технологическую скалку. Затем производят сборку модуля вентилятора на технологическом стапеле. На заднюю цапфу ротора вентилятора устанавливают кронштейн с индикаторными часами и вновь измеряют торцевые биения. Если эти биения находятся в пределах допусков, то сборку модуля вентилятора считают годной и приступают к монтажу других агрегатов двигателя.
Известный способ замены переднего корпуса модуля вентилятора включает большое число технологических операций, требует использования технологических стапелей и может осуществляться в специальных помещениях (цехах) заводов по производству и сборке двигателей.
Задача изобретения состояла в упрощении технологии замены переднего корпуса модуля вентилятора и обеспечении возможности проведения текущего ремонта двигателя, связанного с заменой корпуса вентилятора, непосредственно в пунктах базирования летательных аппаратов, например в ангарах.
Указанная задача решается тем, что предложен способ замены переднего корпуса модуля вентилятора газотурбинного двигателя, содержащего корпус вентилятора с установленными на его оси обтекателем с индуктором и ротором с передней и задней цапфами, корпус газогенератора с установленным на его оси ротором, передний и задний корпусы второго контура, камеру сгорания с силовым аппаратом турбины высокого давления, турбину высокого давления, силовой аппарат турбины низкого давления, ротор турбины низкого давления, корпус опор турбины с коком, смеситель и форсажную камеру с регулируемым соплом, при котором производят демонтаж двигателя и замену вышедшего из строя переднего корпуса вентилятора, устанавливают технологическое кольцо, размещают по оси двигателя технологическую скалку с кронштейном и индикаторными часами и, вращая скалку, измеряют с помощью индикаторных часов торцевые биения поверхности технологического кольца относительно оси вращения скалки, и в котором согласно изобретению производят частичный демонтаж двигателя, включающий отделение форсажной камеры с регулируемым соплом, корпуса смесителя с задним корпусом второго контура корпуса опоры турбины совместно с коком, ротора турбины низкого давления и обтекателя вентилятора с индуктором, устанавливают технологическое кольцо на задний фланец силового аппарата турбины низкого давления, устанавливают технологическую скалку в переднюю и заднюю цапфы ротора вентилятора, закрепляют на технологической скалке рядом с технологическим кольцом кронштейн с индикаторными часами и дополнительно к измерению торцевых биений поверхности технологического кольца относительно оси вращения скалки измеряют радиальные биения внутренней кольцевой поверхности технологического кольца относительно оси вращения скалки, затем заменяют вышедший из строя передний корпус модуля вентилятора на кондиционный и вновь измеряют торцевые и радиальные биения поверхностей технологического кольца относительно оси вращения скалки и если измеренные до и после замены переднего корпуса вентилятора показания совпадают в пределах технологических допусков, то принимают решение о допустимости сопряжения заменяющего корпуса вентилятора с двигателем.
Другим отличием предлагаемого способа является то, что при установке технологической скалки в передней и задней цапфах ротора вентилятора ее центрируют с помощью центрирующих втулок.
Благодаря отмеченным выше особенностям осуществления предлагаемого способа резко упрощается технология замены переднего корпуса модуля вентилятора. Такая замена в соответствии с предлагаемым способом может осуществляться без специальных стапелей в полевых условиях. При этом отпадает необходимость доставки двигателя на завод-изготовитель.
Сущность изобретения поясняется чертежами.
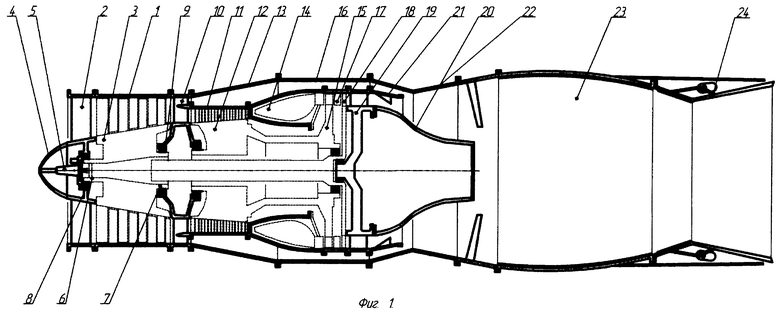
На фиг.1 изображен ремонтируемый газотурбинный двигатель в сборе в продольном сечении.
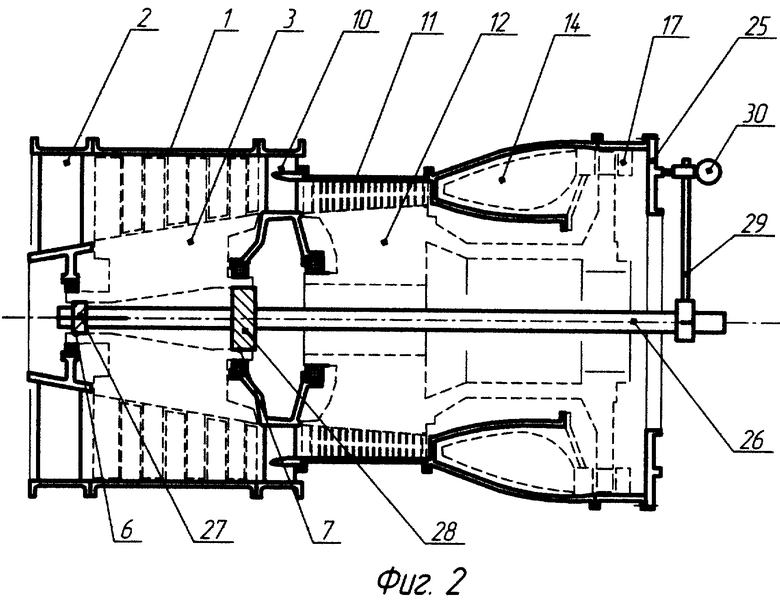
На фиг.2 представлен вид фрагмента двигателя после частичного демонтажа при измерении торцевых биений.
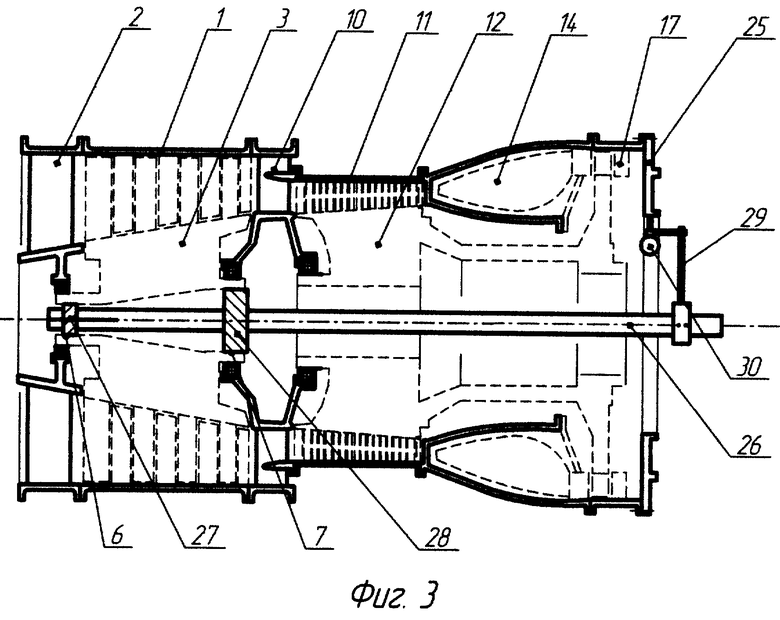
На фиг.3 представлен вид фрагмента двигателя после частичного демонтажа при измерении радиальных биений.
Ремонтируемый газотурбинный двигатель содержит (фиг.1) корпус 1 вентилятора с пристыкованным к нему передним корпусом 2, подлежащим замене. На оси корпуса 1 вентилятора установлены ротор 3 вентилятора и обтекатель 4 с индуктором 5. На передней и задней цапфах 6 и 7 ротора 3 установлены передняя и задняя опоры 8 и 9 корпуса 1 вентилятора. Двигатель содержит также корпус 10 опор компрессора, корпус 11 газогенератора с установленным на его оси ротором 12 газогенератора, передний корпус 13 второго контура двигателя, камеру 14 сгорания с сопловым аппаратом турбины 15 высокого давления, задний корпус 16 второго контура двигателя, сопловой аппарат 17 турбины низкого давления, ротор 18 турбины низкого давления, опору 19 турбины с коком 20, смеситель 21, корпус 22 смесителя и форсажную камеру 23 с регулируемым соплом 24.
В соответствии с предлагаемым способом для замены поврежденного переднего корпуса 2 вентилятора двигатель подвергают частичному демонтажу, при котором осуществляют последовательное отделение форсажной камеры 23 с регулируемым соплом, корпуса 22 смесителя с задним корпусом 16 второго контура двигателя, смесителя 21, опоры 19 турбины совместно с коком 20, ротора 18 турбины низкого давления и обтекателя 4 вентилятора совместно с индуктором 5, оставляя часть двигателя, изображенную на фиг.2 и 3. Затем на задний фланец соплового аппарата 7 турбины низкого давления закрепляют технологическое кольцо 25. В переднюю и заднюю цапфы 6 и 7 ротора 3 вентилятора устанавливают технологическую скалку 26, центрируя ее в цапфах 6 и 7 с помощью центрирующих втулок 27 и 28 соответственно. На конце технологической скалки 26 рядом с технологическим кольцом 25 закрепляют кронштейн 29 с индикаторными часами 30, касающимися торцевой поверхности технологического кольца 25 (см. фиг.2). Затем вращая технологическую скалку 26 с помощью специального приспособления (на чертеже не показано) вокруг ее оси, измеряют с помощью индикаторных часов 30 торцевые биения поверхности технологического кольца 25 относительно оси вращения скалки 26. Далее кронштейн 29 на технологической скалке 26 заменяют на другой кронштейн 21, имеющий Г-образную форму, закрепленные на котором индикаторные часы 30 контактируют с внутренней кольцевой поверхностью технологического кольца 25, и, вращая скалку 26, измеряют радиальные биения внутренней кольцевой поверхности технологического кольца 25 относительно оси вращения скалки 26. Затем снимают заменяемый передний корпус 2 вентилятора и заменяют его на другой кондиционный передний корпус 2 и вновь измеряют торцевые и радиальные биения поверхностей технологического кольца 25 относительно оси вращения технологической скалки 26. Если измеренные до и после замены переднего корпуса 2 вентилятора показания биений совпадают в пределах технологических допусков, то принимают решение о допустимости сопряжения заменяющего переднего корпуса 2 вентилятора с ремонтируемым двигателем.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 2013 |
|
RU2555933C2 |
| ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 2013 |
|
RU2544414C1 |
| ТУРБОРЕАКТИВНЫЙ ДВИГАТЕЛЬ, СОДЕРЖАЩИЙ ГЕНЕРАТОР ТОКА, УСТАНОВЛЕННЫЙ В ВЕНТИЛЯТОРЕ, И СПОСОБ УСТАНОВКИ УПОМЯНУТОГО ГЕНЕРАТОРА В ВЕНТИЛЯТОРЕ | 2008 |
|
RU2485328C2 |
| ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 2013 |
|
RU2545110C1 |
| ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 2013 |
|
RU2556090C2 |
| СПОСОБ КАПИТАЛЬНОГО РЕМОНТА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) И ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ, ОТРЕМОНТИРОВАННЫЙ ЭТИМ СПОСОБОМ (ВАРИАНТЫ), СПОСОБ КАПИТАЛЬНОГО РЕМОНТА ПАРТИИ, ПОПОЛНЯЕМОЙ ГРУППЫ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ И ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ, ОТРЕМОНТИРОВАННЫЙ ЭТИМ СПОСОБОМ | 2013 |
|
RU2555932C2 |
| СПОСОБ КАПИТАЛЬНОГО РЕМОНТА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) И ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ, ОТРЕМОНТИРОВАННЫЙ ЭТИМ СПОСОБОМ (ВАРИАНТЫ), СПОСОБ КАПИТАЛЬНОГО РЕМОНТА ПАРТИИ, ПОПОЛНЯЕМОЙ ГРУППЫ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ И ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ, ОТРЕМОНТИРОВАННЫЙ ЭТИМ СПОСОБОМ | 2013 |
|
RU2555922C2 |
| ТУРБОРЕАКТИВНЫЙ ДВИГАТЕЛЬ | 2013 |
|
RU2555939C2 |
| ТУРБИНА ДВУХКОНТУРНОГО ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2012 |
|
RU2499145C1 |
| ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 2013 |
|
RU2532737C1 |
Изобретение относится к области текущего наземного ремонта двухконтурного авиационного газотурбинного двигателя и может быть использовано при замене переднего корпуса модуля вентилятора. Способ замены переднего корпуса модуля вентилятора состоит в следующем. Производят демонтаж двигателя и замену вышедшего из строя переднего корпуса вентилятора. Устанавливают технологическое кольцо. Размещают по оси двигателя технологическую скалку с кронштейном и индикаторными часами. Вращая скалку, измеряют с помощью индикаторных часов торцевые биения поверхности технологического кольца относительно оси вращения скалки. Производят частичный демонтаж двигателя, включающий отделение форсажной камеры с регулируемым соплом, корпуса смесителя с задним корпусом второго контура, корпуса опор турбины совместно с коком, ротора турбины низкого давления и обтекателя вентилятора с индуктором. Устанавливают технологическое кольцо на задний фланец соплового аппарата турбины низкого давления. Устанавливают технологическую скалку в переднюю и заднюю цапфы ротора вентилятора. Закрепляют на технологической скалке рядом с технологическим кольцом кронштейн с индикаторными часами. Дополнительно к измерению торцевых биений измеряют радиальные биения внутренней кольцевой поверхности технологического кольца относительно оси вращения скалки. Заменяют вышедший из строя передний корпус модуля вентилятора на кондиционный. Вновь измеряют торцевые и радиальные биения поверхностей технологического кольца. Если измеренные до и после замены переднего корпуса показания биений совпадают в пределах технологических допусков, то принимают решение о допустимости сопряжения заменяющего переднего корпуса вентилятора с двигателем. Технический результат - упрощение технологии замены переднего корпуса модуля вентилятора. 1 з.п. ф-лы, 3 ил.
| А.Н.НИКИТИН, Г.З.СЕРЕБРЕННИКОВ | |||
| Технология сборки и автоматизации производства воздушно-реактивных двигателей | |||
| - М., "Машиностроение", 1992 | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| ДВУХКОНТУРНЫЙ ТУРБОРЕАКТИВНЫЙ ДВИГАТЕЛЬ | 1988 |
|
RU1584492C |
| US 5317877 A, 02.03.1994 | |||
| DE 4108083 А, 23.06.1992. | |||

