Изобретение относится к металлургии, а именно к способам удаления окалины, в которых применяют жидкость.
Известен способ удаления окалины с поверхности металлической полосы на широкополосном стане горячей прокатки, включающий подачу струй воды под давлением соплами, оси которых лежат в одной плоскости, навстречу движущейся полосе. При этом предварительно на основании усредненных статистических характеристик окалины и вида ожидаемой окалины определяют требуемые высоту струй, угол наклона струй, перекрытие смежных стенок струй, давление подаваемой жидкости и осуществляют удаление окалины с установленными параметрами, которые остаются постоянными в процессе перемещения полосы (Оптимизация сопел для гидросбива окалины на широкополосном стане горячей прокатки / Беккер Э.-Г., Биркемайер Г., Бюхеле В.И. др. // Металлургический завод и технология. – С.74-78).
Удаление окалины известным способом не обеспечивает высокого качества очистки поверхности изделий от окалины, поскольку создаваемая струями удельная энергия удаления окалины постоянна для конкретного процесса прокатки из-за неизменных параметров струй, т.к. известный способ не предполагает отслеживания взаимосвязи параметров струй с характеристиками конкретной окалины.
Ближайшим аналогом заявляемого изобретения является способ удаления окалины с применением воды, включающий подачу воды под давлением, создаваемым соплами несколькими струями, оси которых лежат в одной плоскости, направленными под углом к поверхности изделий, полученных путем прокатки, таких как заготовки, тонкие слябы, блюмы, перемещаемых со скоростью 0,025-0,33 м/с нисходящими из изложницы, из индукционной печи или восходящими в прокатные станы, и им подобных, удаление водой окалины с поверхности этих продуктов, регулирование высоты струй и давления воды, подачу воды с перерывом (Патент РФ №2129053, кл. B 21 B 45/08, опубл. 20.04.1999).
Признаками ближайшего аналога, совпадающими с существенными признаками заявляемого изобретения, являются: подача жидкости под давлением нечетным количеством, по меньшей мере трех, струй, оси которых лежат в одной плоскости, направленных под углом к поверхности перемещаемого изделия, регулирование высоты струй и давления жидкости.
Известный способ не обеспечивает достижение требуемого технического результата по следующим причинам.
Поскольку вид, структура и расположение образующейся окалины неоднородны по поверхности обрабатываемого изделия, то настройка параметров струй жидкости по статистическим усредненным величинам характеристик окалины приводит к появлению на поверхности изделия участков с неудаленной окалиной и очищенных от окалины, но переохлажденных участков. Наличие участков с неудаленной окалиной обусловлено тем, что для удаления более прочной окалины требуется удельная энергия удаления, значение которой больше среднего, а наличие переохлажденных участков обусловлено тем, что для удаления менее прочной окалины требуется удельная энергия удаления, значение которой меньше среднего.
Известный способ не предполагает отслеживания в режиме реального времени взаимосвязи характеристик конкретной окалины с параметрами струй жидкости, определяющими удельную энергию удаления окалины, поскольку настройку параметров струй осуществляют по статистическим усредненным величинам, что не обеспечивает высокого качества удаления окалины.
В основу изобретения поставлена задача усовершенствования способа удаления окалины с поверхности изделий путем оптимизации технологических параметров.
Технический результат – обеспечение в режиме реального времени необходимой энергии удаления окалины в зависимости от характеристик окалины на поверхности изделия путем оптимизации параметров струй жидкости, что позволяет достичь высокого качества удаления окалины.
Технический результат достигается тем, что в способе удаления окалины с поверхности изделия, включающем подачу жидкости под давлением нечетным количеством, по меньшей мере трех, струй, оси которых лежат в одной плоскости, направленных под углом к поверхности перемещаемого изделия, регулирование высоты струй и давления жидкости, по изобретению в процессе перемещения изделия непрерывно измеряют температурное поле поверхности изделия, осуществляют изменение высоты струй и угла наклона струй в зависимости от измеренного температурного поля и одновременно ведут синхронное перемещение струй вдоль поперечной оси изделия относительно неподвижной центральной струи, которую устанавливают так, что ее ось лежит в плоскости, проходящей через продольную ось изделия, причем струи, расположенные по разные стороны от неподвижной центральной струи, перемещают во взаимно противоположных направлениях на одинаковое расстояние.
Целесообразно в процессе изменения высоты струй, угла наклона струй и их синхронного перемещения перекрытие смежных стенок струй на поверхности изделия поддерживать равным 0,07-0,09 ширины факела струи.
Окалина, образующаяся на поверхности изделий, неоднородна по типу, структуре и плотности, т.е. имеет разные характеристики. Это различие можно установить по температуре окалины, определяемой по термограммам поверхности перемещаемого изделия. Для удаления окалины с разными характеристиками требуется различная удельная энергия удаления окалины.
Обеспечение удельной энергии удаления окалины осуществляют струями жидкости, подаваемыми под давлением. При этом значение удельной энергии удаления окалины, обеспечиваемое струями, зависит от высоты струй, угла наклона струй к поверхности перемещаемого изделия, перекрытия смежных стенок струй и давления жидкости. Изменение характеристик окалины по поверхности перемещаемого изделия вызывает необходимость регулирования удельной энергии удаления окалины в режиме реального времени, которое обеспечивается путем оптимизации и изменения параметров струй жидкости, что позволяет достичь высокого качества удаления окалины с поверхности изделия.
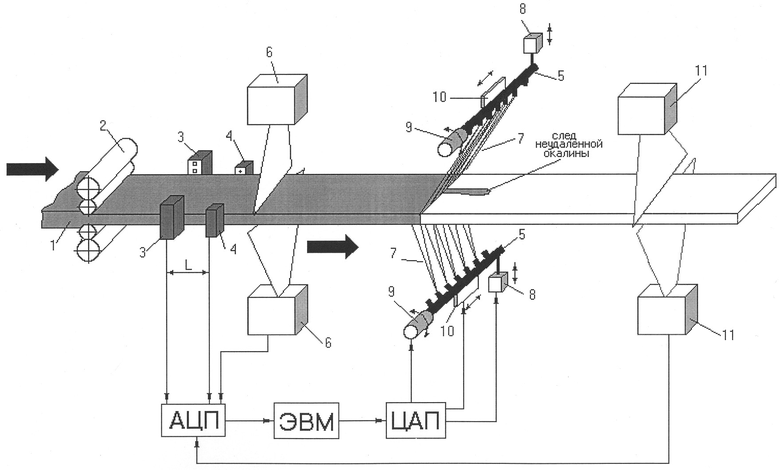
На чертеже показана схема системы, реализующей способ удаления окалины с поверхности листа.
Пример.
Осуществляли удаление окалины с поверхности листа, выходящего из чистовой клети кварто стана 2300 перед его подачей в правильную машину горячей правки. Ширина листа Вз=2300 мм, толщина – tз=12 мм, длина – Lз=25 м. Скорость перемещения листа Vз=1,3 м/с.
Удаление окалины выполняли струями жидкости, формируемыми соплами, установленными на коллекторах.
Предварительно по известным геометрическим характеристикам листа Вз, tз, Lз; скорости его перемещения Vз; усредненным данным о температуре и плотности окалины, которые характеризуют удельную энергию ее удаления Е; данным о типе и характеристиках форсунок (эквивалентный диаметр Dэкв, углы α продольного и поперечного β раскрытия струи, угол наклона струи γ, расход жидкости v); давлению жидкости Р определяли высоту струи (расстояние от сопла до обрабатываемой поверхности) H, необходимое число струй (сопел на коллекторе) n, расстояние между ними А, при котором на поверхности листа обеспечивается перекрытие смежных стенок струй, равное 0,07-0,09 ширины факела струи. С учетом найденных параметров на коллекторе монтировали сопла в количестве n с расстоянием А между ними, углом наклона γ, и коллекторы устанавливали на расстоянии Н по обе стороны от поверхности листа. В процессе перемещения листа осуществляли регулирование параметров Н, А, γ и Р в зависимости от характеристик окалины на поверхности листа.
При выходе листа 1 из чистовой клети кварто 2 с помощью датчиков 3 измеряли его ширину и толщину, значения которых и момент измерения (t1) через аналогово-цифровой преобразователь (АЦП) передавали в ЭВМ управляющей программе. Датчиками 4, установленными на расстоянии L от датчиков 3, фиксировали момент прохождения переднего торца листа (t2), который также передавали в ЭВМ. По полученным значениям определяли скорость перемещения листа: V=L/(t2-t1). По найденному значению скорости рассчитывали интервал времени Δt, через который подавали жидкость для удаления окалины на коллекторы 5.
Далее при прохождении листа под сканерами 6 непрерывно измеряли температурное поле поверхностей листа путем фиксирования термограмм верхней и нижней поверхностей, которые передавали в ЭВМ управляющей программе. Используя преобразование Фурье, для отсканированных участков верхней и нижней поверхностей листа определяли значения удельной энергии удаления окалины Е, которая должна быть создана струями 7 жидкости. С помощью зависимости между удельной энергией удаления окалины Е и параметрами струй Dэкв, v, α, β, Н и Р, и скоростью перемещения Vз листа в ЭВМ определяли необходимую высоту струи Н’ и соответствующее изменение высоты струи ΔH=H-H’, обеспечиваемое перемещением коллекторов 5 по вертикали. Изменение высоты струи ведет к изменению ширины ее факела на поверхности листа и изменению величины перекрытия смежных стенок струй. Поэтому далее по известным ширине листа Вз, высоте струи H’, числе струй (сопел) n и параметрам Dэкв, α определяли необходимый угол наклона струй γ’ к поверхности листа и расстояние между струями А’, при которых будет обеспечено перекрытие смежных стенок струй равным 0,07-0,09 ширины факела струи. По полученным значениям определяли величины изменения угла наклона струй (сопел) Δγ=γ-γ‘ и расстояния, на которое перемещали струи ΔА=А-А’. Значения смещений ΔH, Δγ и ΔА по обратной связи от ЭВМ к цифро-аналоговому преобразователю (ЦАП) в реальном режиме времени преобразовывали в управляющие сигналы, передаваемые на приводы механизмов 8 возвратно-поступательного перемещения коллекторов по вертикали, механизмов 9 наклона сопел, механизмов 10 возвратно-поступательного перемещения сопел по горизонтали, осуществляя при этом изменение высоты струй, угла наклона струй и одновременное синхронное перемещение струй вдоль поперечной оси листа относительно неподвижной центральной струи, которую устанавливали так, что ее ось располагалась в плоскости, проходящей через продольную ось листа, причем струи, расположенные по разные стороны от неподвижной центральной струи, перемещали во взаимно противоположных направлениях на одинаковое расстояние.
В случае, когда при заданном давлении жидкости невозможно обеспечить перекрытие смежных стенок струй равным 0,07-0,09 ширины факела струи, ЭВМ выдает управляющий сигнал на регулирование давления жидкости Р.
При дальнейшем перемещении листа 1 сканерами 11 фиксировали термограммы его нижней и верхней поверхностей после выполнения операции удаления окалины на отсканированном участке поверхности. Полученные термограммы передавали в ЭВМ для определения температуры поверхностей и проверки на наличие участков с неудаленной окалиной. При наличии следов неудаленной окалины выполняли корректировку параметров Р, Н, А, γ и формировали управляющие воздействия для механизмов коллекторов и давления жидкости. Описанный процесс выполняли непрерывно в течение всего времени перемещения листа длиной Lз.
Через интервал времени Δt от момента прохождения заднего торца листа, зафиксированного датчиком 4, подачу жидкости прекращали.
Кроме того, осуществляли удаление окалины с поверхности листа с теми же параметрами, в таких же условиях и с подобными характеристиками окалины известным способом – ближайшим аналогом, основанным на предварительном определении усредненного значения удельной энергии удаления окалины, по которому определяли высоту струй, угол наклона струй и расстояние между ними. Далее с учетом найденных параметров струй на коллекторах устанавливали сопла, с помощью которых на поверхность листа подавали воду под давлением на протяжении всего времени перемещения листа и осуществляли удаление окалины.
Качество удаления окалины предлагаемым и известным способами оценивали по термограммам поверхности листа, зафиксированным после выполнения над ним операций по удалению окалины. Термограммы позволили определить температуру поверхности листа и зафиксировать наличие участков с неудаленной окалиной, и определить их площадь. В результате установили, что при удалении окалины известным способом площадь участков с неудаленной окалиной составила 0,4 площади поверхности листа, а 0,24 площади поверхности листа были переохлаждены. В то время как при удалении окалины предлагаемым способом переохлажденные участки отсутствовали, а площадь участков с неудаленной окалиной составила 0,07 площади поверхности листа.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЖИДКОСТИ НА ПОВЕРХНОСТЬ ПРОКАТА | 2003 |
|
RU2247617C1 |
| УСТРОЙСТВО И СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ С ДВИЖУЩЕЙСЯ ЗАГОТОВКИ | 2017 |
|
RU2697746C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОЧИСТКИ ИЗДЕЛИЯ С ПОДЛЕЖАЩИМ УДАЛЕНИЮ ПОВЕРХНОСТНЫМ СЛОЕМ | 2016 |
|
RU2717427C2 |
| СПОСОБ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ЦИСТЕРН ОТ ОСТАТКОВ МЫШЬЯКСОДЕРЖАЩИХ ХЛОРОРГАНИЧЕСКИХ ПОЛИМЕРНЫХ СОЕДИНЕНИЙ | 2017 |
|
RU2661572C1 |
| УСТРОЙСТВО И СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ С ДВИЖУЩЕЙСЯ ЗАГОТОВКИ | 2017 |
|
RU2699426C1 |
| ОЗДОРОВИТЕЛЬНЫЙ КОМПЛЕКС | 2014 |
|
RU2578582C1 |
| Устройство для отбора проб из факела распыленной жидкости | 1982 |
|
SU1047531A1 |
| ЩЕЛЕВАЯ ГОРЕЛКА С ПРИНУДИТЕЛЬНОЙ ПОДАЧЕЙ ВОЗДУХА | 2016 |
|
RU2618635C1 |
| Установка производства искусственного снега для нужд сельского хозяйства | 2019 |
|
RU2711596C1 |
| Способ производства искусственного снега для нужд сельского хозяйства | 2019 |
|
RU2701666C1 |
Изобретение относится к металлургии, а именно к способам удаления окалины, в которых применяют жидкость. Задача изобретения - обеспечение в режиме реального времени необходимой энергии удаления окалины в зависимости от характеристик окалины. Способ включает подачу жидкости под давлением нечетным количеством по меньшей мере трех струй, оси которых лежат в одной плоскости, направленных под углом к поверхности перемещаемого изделия, регулирование высоты струй и давления жидкости в зависимости от результатов непрерывного измерения температурного поля поверхности изделия в процессе его перемещения. Струи синхронно перемещают вдоль поперечной оси изделия относительно неподвижной центральной струи, которую устанавливают так, что ее ось лежит в плоскости, проходящей через продольную ось изделия. Струи, расположенные по разные стороны от неподвижной центральной струи, перемещают во взаимно противоположных направлениях на одинаковое расстояние. В процессе изменения высоты струй, угла наклона струй и их синхронного перемещения перекрытие смежных стенок струй на поверхности изделия поддерживают равным 0,07-0,09 ширины факела струи. Способ обеспечивает высокое качество удаления окалины с разными характеристиками. 1 з.п. ф-лы, 1 ил.
| УСТРОЙСТВО И СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ С ПРИМЕНЕНИЕМ ВОДЫ | 1993 |
|
RU2129053C1 |
| СПОСОБ УПРАВЛЕНИЯ УСЛОВИЯМИ ОХЛАЖДЕНИЯ НАГРЕТОГО ТЕЛА | 1993 |
|
RU2067904C1 |
| Способ охлаждения движущегося горячего металла | 1986 |
|
SU1764730A1 |
| Фильтр | 1973 |
|
SU484882A1 |

