Изобретение относится к металлургии, а именно: к технологии прокатного производства и может быть использовано в процессах термической обработки металла, транспортируемого в линиях станов горячей прокатки.
Целью изобретения является интенсификация охлаждения за счет формирования высоконапорными струями безотрывного от поверхности охлаждения движущегося слоя охладителя.
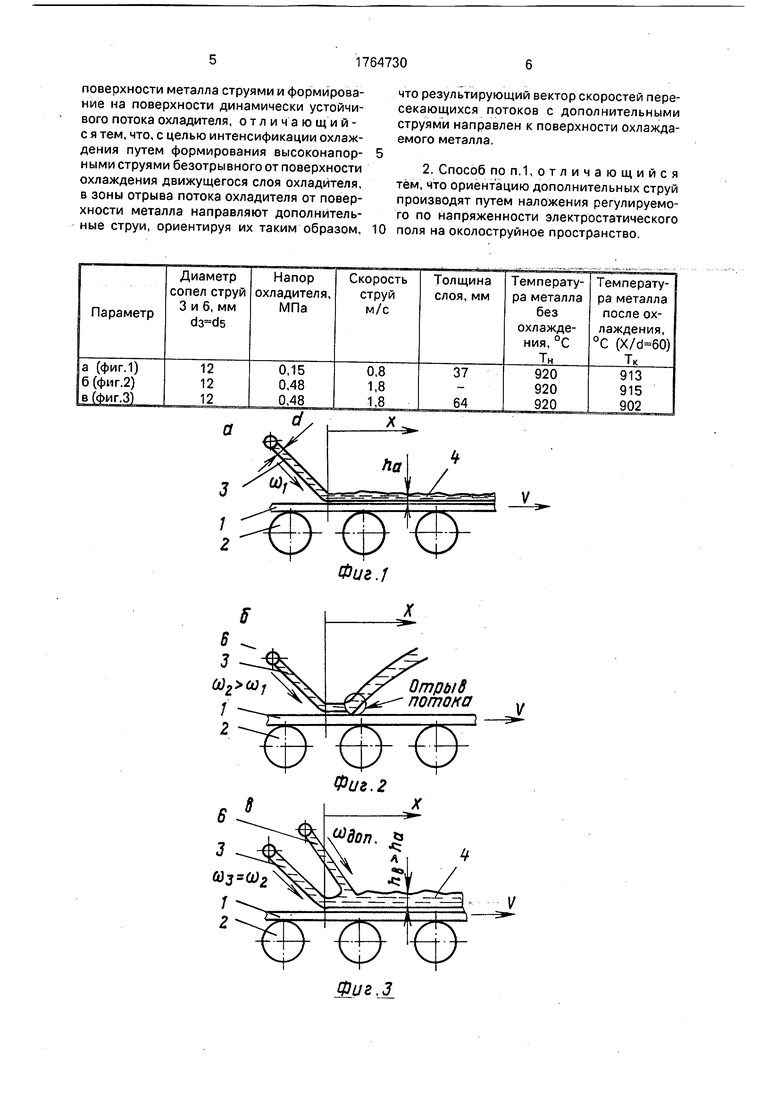
Фиг.1 - способ охлаждения согласно аналогу.
Фиг.2 - способ охлаждения согласно прототипу.
Фиг.З - предлагаемый способ охлаждения.
Фиг.4 - распределение плотности отводимого теплового потока для трех упомянутых способ охлаждения.
Фиг,5 - схема ориентации результирующего вектора скорости пересекающихся потоков основных и дополнительных струй.
Фиг.6 - ориентация дополнительных струй с помощью изменения угла их наклона.
Фиг,7 - ориентация дополнительных струй с помощью коллектора вдоль оси транспортирования металла.
XI
О
-N VI со
о
Фиг. 8 - ориентация дополнительных струй путем наложения электростатического поля на околоструйное пространство.
Фиг.9 - схема реализации предложенного способа охлаждения горячего металла.
Горячий металл (фиг.1) в виде полосового проката 1 движется в направлении V по роликам 2. Лист подвергается охлаждению с помощью наклонных относительно поверхности металла струй 3 охладителя. Диа- метр струй d, скорость истечения to. На поверхности металла 1 сформирован динамически устойчивый поток охладителя, представляющий собой движущийся слой 4 толщиной ha. На фиг,2 показано охлажде- ние металла 1 струями 3 при высоком напоре охладителя в коллекторе 5. В этом случае скорость истечения Ofc ои, На некотором от точки с координатой X О (X - координата вдоль линии транспортирования с началом в точке формирования слоя охладителя на поверхности металла) происходит отрыв потока от поверхности металла.
Формирование слоя 4 высоконапорными струями 3 осуществляется путем подачи дополнительных струй 6 в зоны отрыва струй 3 от металла (фиг.З).
На фиг.4 показаны расчетные зависимости распределения плотности отводимого от металла теплового потока вдоль координаты X/d для трех вышеуказанных случаев, Расчеты произведены с учетом проведенных экспериментальных и теоретических исследований. Кривая а - соответствует случаю охлаждения по аналогу (фиг.1), б - охлаждение по прототипу (фиг.2), в - охлаждение предлагаемым способом (фиг.З). Исходные данные и параметры охлаждения приведены в таблице 1.
Установлено, что интенсивность тепло- обмена между металлом и слоем жидкости пропорциональна толщине слоя h. Поэтому дополнительные струи 6 не только прижимают к металлу отраженный поток от высоконапорных наклонных струй 3, но и увеличивает толщину слоя h, при этом hB ha (фиг.З). Вследствие этого тепловой поток q, отводимый от металла, больше в случае в по сравнению с а и б. Температура металла после охлаждения для этого случая меньше, как это видно из табл.1.
На фиг.5 показана ориентация дополнительных струй 6 за счет изменения угла подачи охладителя, реализуемого поворотом коллектора 5.
На фиг.6 показана ориентация дополнительных струй 6 за счет перемещения коллектора 5 вдоль линии транспортирования.
Для создания безотрывного слоя дополнительные струи 6 ориентируют таким образом, что результирующий вектор Шрез рез (фиг.7) двух составляющих ядоп (вектор скорости дополнительных струй 5) и (вектор скорости наклонных струй) направлены к поверхности охлаждаемого металла.
Это обусловлено тем, что интенсивность теплообмена между металлом и слоем воды характеризуется наличием и преобладанием в турбулентном потоке жидкости по- перечных относительно поверхности металла градиентов скорости жидкости, играющих основную роль в данном виде теплообмена.
На фиг.З показана ориентация дополнительных струй 6 за счет наложения резуль- тируемого электростатического поля на околоструйное пространство с помощью электродов 7.
На фиг.9 показана схема реализации способа охлаждения движущегося горячего металла.
Пример. Способ охлаждения движущегося горячего металла осуществляется следующим образом. Листовой прокат сечением 1000 х 8 с начальной температурой 920°С и скоростью его движения V 1,5 м/с охлаждают струями 8 и 9, расположенными порядно по 8 сопел в ряду, со встречным наклоном (фиг.9). Расстояние между рядами наклонных струй 1250 мм. В зоны отрыва направляют дополнительные струи 10 и 11, расположенные напротив наклонных струй. Диаметр сопел 12мм, расход воды через сопло 1, м3/с, общий расход-4,75 10 3м3/с. Для расширения зоны действия струи, сопла снабжены поворотными отбойниками 12, 13, установленными под углом к оси струи. Отбойниками 12 направляют наклонные струи под углом 60° к поверхности металла. Отбойниками 13 направляют дополнительные струи, ориентируя их таким образом, чтобы на металле формировался динамически устойчивый безотрывной слой 4 охладителя.
При длине слоя I 0,6 м падение температуры металла составляет 45° и температура достигает 875°С.
Предлагаемый способ охлаждения движущегося горячего металла позволяет обеспечить требуемую технологию теплового режима охлаждения с высокой скоростью охлаждения, что обеспечивает уменьшение выпуска продукции второго сорта.
Формула изобретения
1. Способ охлаждения движущегося горячего металла, включающий подачу охладителя наклонными относительно
поверхности металла струями и формирование на поверхности динамически устойчивого потока охладителя, отличающий- с я тем, что, с целью интенсификации охлаждения путем формирования высоконапорными струями безотрывного от поверхности охлаждения движущегося слоя охладителя, в зоны отрыва потока охладителя от поверхности металла направляют дополнительные струи, ориентируя их таким образом,
0
что результирующий вектор скоростей пересекающихся потоков с дополнительными струями направлен к поверхности охлаждаемого металла.
2. Способ по п. 1,отличающийся тем, что ориентацию дополнительных струй производят путем наложения регулируемого по напряженности электростатического поля на околоструйное пространство.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДВИЖУЩЕГОСЯ ГОРЯЧЕГО ПРОКАТА | 1992 |
|
RU2031143C1 |
| Способ сжижения природного газа и устройство для его осуществления | 2020 |
|
RU2737986C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ВАННОГО ТИПА | 1992 |
|
RU2038387C1 |
| Устройство для охлаждения проката | 1989 |
|
SU1721101A1 |
| Установка для сжижения газа | 2020 |
|
RU2757553C1 |
| СПОСОБ УПРАВЛЕНИЯ ПОГРАНИЧНЫМ СЛОЕМ НА АЭРОДИНАМИЧЕСКОЙ ПОВЕРХНОСТИ ЛЕТАТЕЛЬНОГО АППАРАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2508228C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ВАННОГО ТИПА | 1992 |
|
RU2031142C1 |
| Фурма для глубинной подачи газопорошковых реагентов в металл | 1985 |
|
SU1301846A1 |
| Способ регулирования температуры полосы в очаге деформации | 1982 |
|
SU1026351A1 |
| Способ сжижения природного газа и устройство для его осуществления | 2020 |
|
RU2737987C1 |


Изобретение относится к металлургии, а именно: к технологии прокатного производства и может быть использовано в процессах термической обработки металла, транспортируемого в линиях станов горячей прокатки. Цель изобретения - интенсификация охлаждения за счет формирования высоконапорными струями безотрывного от поверхности охлаждения движущегося слоя охладителя. При подаче на поверхность движущегося горячего металла струй охладителя интенсивность охлаждения определяется, в частности, величиной напора струи, однако при высоком напоре струя теряет стабильность на поверхности металла и происходит отрыв потока охладителя от поверхности. Сущность способа заключается в том, что указанный отрыв подавляют, направляя в его зону дополнительные струи охладителя под встречными углами. Таким образом, удается совместить противоречивые требования высокого напора струи и стабилизации потока охладителя, 1 з.п.ф-лы, 9 ил., 1 табл.
Фиг.З
0 5 W 15 20 25 30
5 6
воп.
шнтл
Фиг.5
®накл
&доп. Фиг.6
/////777777/// /7//УX/77ж/////////УУ
- . .
Фиг. 7
Фиг.4
x/d
- . .
1764730
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ регулирования температуры полосы в очаге деформации | 1982 |
|
SU1026351A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
