Изобретение относится к области электромашиностроения и касается технологии изготовления обмотанного ротора неявнополюсной электрической машины.
Известен способ изготовления ротора неявнополюсной машины - турбогенератора (см. Н.В.Виноградов. Производство электрических машин. М.: Энергия, 1970, стр.226-230). Зубцовую зону формируют фрезеровкой пазов в бочке ротора. Укладку обмотки начинают с внутренних катушек, витки катушки опускают в пазы по одному, изгибая их при заводке.
Известна технология сборки ротора, применяемая для неявнополюсных электрических машин (см. Турбогенераторы. Расчет и конструкция. В.В.Титов, Г.М.Хуторецкий и др. Энергия, ЛО, 1967, стр.14, 15), согласно которой зубцы, набранные из листов магнитопроводящего материала, закрепляют отдельными склепанными пакетами на валу ротора посредством ласточкина хвоста. После установки всех зубцов укладывают обмотку аналогично описанному выше.
Существенным недостатком известных способов является их низкая производительность вследствие необходимости поочередной укладки витков, а также высокая вероятность повреждения витковой изоляции вследствие изгибания витков катушки при заводке их в паз.
Задачей изобретения является устранение отмеченных недостатков, а именно сокращение времени изготовления ротора неявнополюсной машины и повышение надежности конструкции.
Поставленная задача достигается за счет того, что в известном способе изготовления ротора неявнополюсной электрической машины, при котором закрепляют на бочке ротора зубцы и устанавливают многовитковые катушки, сборку осуществляют с чередованием установки катушек и зубцов, а именно на бочке ротора устанавливают сначала катушку большего размера, затем закрепляют примыкающие к катушке зубцы, далее устанавливают катушки меньшего размера и закрепляют их аналогично креплению первой катушки. Зубцы, изготовленные из листового материала, набирают в пазах на бочке ротора, спрессовывают, например, с помощью технологических накладок и закрепляют на бочке ротора запорными элементами. Для предотвращения распушевки зубцовой зоны краевые зоны зубцов, набранных из листового материала, выполняют ступенчатыми.
Вследствие исключения повитковой укладки катушек, устанавливаемых на роторе целиком, значительно сокращается время изготовления ротора, при этом благодаря исключению операции изгиба отдельных витков при укладке снижается вероятность повреждения изоляции и повышается надежность конструкции.
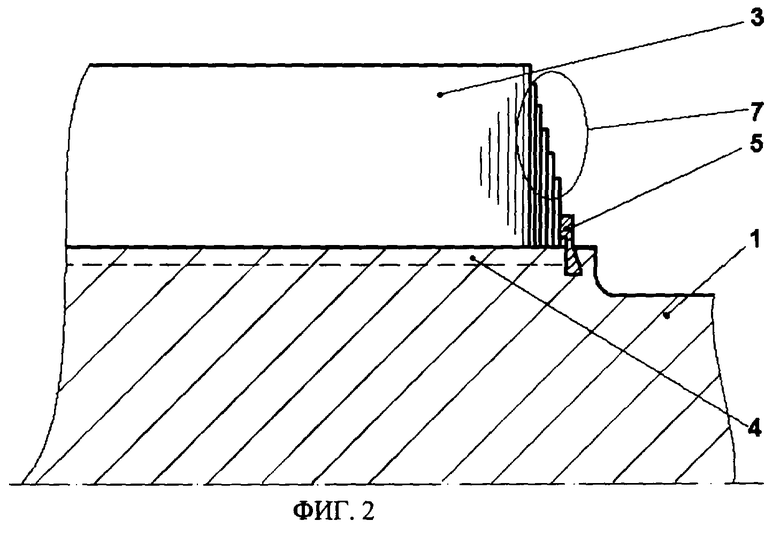
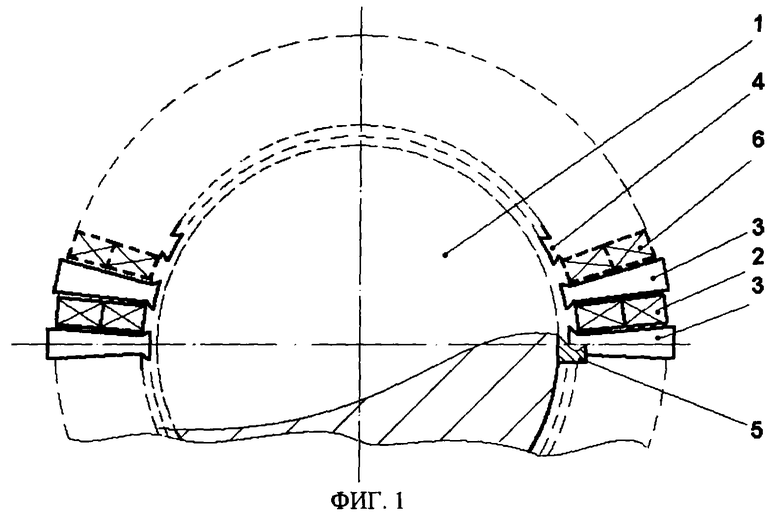
Изобретение иллюстрируется чертежами, где на фиг.1 показан фрагмент ротора на начальном этапе сборки (установлена первая катушка), на фиг.2 - продольный разрез зубца ротора.
Согласно способу, изготовление ротора неявнополюсной электрической машины осуществляют следующим образом.
На бочке ротора 1 (см. фиг.1) размещают катушку 2 большего размера. Затем закрепляют на бочке ротора 1 примыкающие к катушке 2 зубцы 3. Зубцы 3, изготовленные из листового материала (листовой электротехнической стали), набирают непосредственно в пазах 4 на бочке, после чего их спрессовывают с помощью технологических накладок (на чертеже не показаны) и закрепляют на валу торцевыми запорными элементами 5, в частности, тангенциальными шпонками. Возможная установка первого зубца 3 до размещения первой катушки позволяет использовать его как направляющий элемент.
Далее осуществляют поочередную установку на бочке ротора 1 катушек 6 меньшего размера (на чертеже показаны пунктиром) и закрепляют их аналогично креплению первой катушки 2. В процессе сборки для прижатия катушки к зубцу применяют технологические струбцины (на чертеже не показано). После укладки всех катушек выполняют операции по подпрессовке пазовых частей катушек и далее по известному технологическому процессу. Для предотвращения распушевки краевые зоны 7 шихтованных зубцов выполняют ступенчатыми (см. фиг.2).
Технико-экономический эффект от использования заявляемого решения заключается в снижении себестоимости изготовления ротора за счет значительного сокращения времени технологического процесса, а также в повышении надежности конструкции благодаря снижению вероятности повреждения изоляции при укладке катушек.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОР СИНХРОННОЙ НЕЯВНОПОЛЮСНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2011 |
|
RU2474944C2 |
| НЕЯВНОПОЛЮСНЫЙ РОТОР СИНХРОННОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2009 |
|
RU2410819C1 |
| РОТОР СИНХРОННОЙ НЕЯВНОПОЛЮСНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ (ВАРИАНТЫ) | 2003 |
|
RU2253935C1 |
| ЭЛЕКТРОМЕХАНИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2018 |
|
RU2716489C2 |
| Модульный статор синхронной вращающейся электрической машины | 2019 |
|
RU2722923C1 |
| НЕЯВНОПОЛЮСНЫЙ РОТОР СИНХРОННОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2011 |
|
RU2485659C2 |
| БЕСКОНТАКТНАЯ ИНДУКТОРНАЯ ВЕНТИЛЬНАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА С ЭЛЕКТРОМАГНИТНЫМ ВОЗБУЖДЕНИЕМ | 2004 |
|
RU2277284C2 |
| Ротор неявнополюсной электрической машины | 1990 |
|
SU1767621A1 |
| СИНХРОННЫЙ ЭЛЕКТРИЧЕСКИЙ ДВИГАТЕЛЬ С ПОСТОЯННЫМИ МАГНИТАМИ | 1995 |
|
RU2141156C1 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU1077010A1 |
Изобретение относится к области электромашиностроения, а именно к технологии изготовления роторов неявнополюсных электрических машин. Технический результат изобретения, заключающийся в сокращении времени изготовления ротора и повышении надежности конструкции, достигается путем того, что в способе сборки ротора неявнополюсной электрической машины, заключающемся в закреплении на бочке ротора зубцов и установке многовитковых катушек, сборку осуществляют с чередованием установки катушек и зубцов, а именно на бочке ротора устанавливают сначала катушку большего размера, затем закрепляют примыкающие к катушке зубцы, далее устанавливают катушки меньшего размера и закрепляют их аналогично креплению первой катушки. 2 з.п. ф-лы, 2 ил.
| SU 1496593 А, 27.06.1997 | |||
| СПОСОБ НАМОТКИ ЯКОРЕЙ КОЛЛЕКТОРНЫХ ЭЛЕКТРИЧЕСКИХ МАШИН (ВАРИАНТЫ) | 1997 |
|
RU2126584C1 |
| US 4095333 А, 20.06.1978 | |||
| DE 4239996 А, 01.06.1994. | |||

