Изобретение относится к электроэнергетике, а именно к способам изготовления зажимов спирального типа для закрепления защищенных самонесущих проводов воздушных линий электропередачи 6-35 кВ.
Известен способ изготовления, например, натяжных зажимов спирального типа для крепления волоконно-оптических кабелей линий связи или воздушных линий электропередачи, заключающийся в обработке стальной проволоки путем придания ей формы спирали постоянного шага, соединении в пряди и формовке крепежной петли [1].
Этот способ имеет следующие недостатки:
- сложность технологического цикла изготовления из-за необходимости применения дорогостоящего оборудования и различных дополнительных приспособлений, которые не выпускаются отечественной промышленностью;
- трудность получения натяжных зажимов спирального типа с техническими параметрами, которые бы отвечали высоким требованиям, предъявляемым к линейной арматуре воздушных линий электропередачи.
Наиболее близким техническим решением по отношению к предложенному является способ изготовления зажимов спирального типа для крепления защищенных самонесущих проводов воздушных линий электропередачи 6÷35 кВ, заключающийся в обработке стальной проволоки путем придания ей формы спирали постоянного шага, соединении в пряди, округлении концов проволочных прядей и формовке крепежной петли [2].
Однако настоящему техническому решению также присущи существенные недостатки:
- в данном техническом решении проволоки спирального зажима скрепляются между собой в единую прядь посредством нескольких слоев клея с абразивом, наносимых на внутреннюю поверхность спиральных проволок; это достаточно трудоемкая технология, требующая значительных трудовых и временных затрат, и небезопасная для здоровья рабочих, занятых в производстве спиральных изделий такого типа; кроме того, при таком типе скрепления проволочных спиралей не достигается необходимая по условиям эксплуатации прочность сцепления проволок с проводом линии, так как слои абразива с клеем в процессе эксплуатации быстро истираются и искрашиваются, ослабляя сцепление проволок с проводом;
- концы проволок прядей при таком способе их изготовления получаются заостренными. Для их округления приходится вводить дополнительную операцию по обработке концов проволок и придания им формы полусферы на вращающихся абразивных кругах; эта операция очень трудоемкая, требует хорошей квалификации рабочего и надежной защиты его во время процесса обработки. Тем не менее последнее оказывается малоэффективным, так как в ходе эксплуатации проволоки сильно изнашиваются, теряют сферическую форму на концах и повреждают провод, а особенно сильно оболочку волоконно-оптического кабеля, если зажимы монтируются на линиях связи;
- не обеспечивается требуемая прочность заделки провода или кабеля в зажимах, изготовленных по данному способу, в ходе срока жизни зажимов на воздушных линиях электропередачи (как раз из-за слабого сцепления клея с абразивом на внутренней поверхности проволок прядей).
Авторы ставят перед собой практическую задачу: разработать новый способ изготовления зажимов спирального типа для закрепления защищенных самонесущих проводов воздушных линий электропередачи 6÷35 кВ, который бы не имел тех существенных недостатков, которые были отмечены выше у известных технических решений аналогичного назначения.
Предлагаемое изобретение обеспечивает достижение положительного технического результата, а именно: расчетной прочности заделки провода в зажимах спирального типа на протяжении всего срока службы на воздушных линиях электропередачи, а также упрощение и удешевление технологического процесса их изготовления.
Указанный технический результат достигается за счет совокупности существенных признаков заявляемого способа изготовления зажимов спирального типа, в частности способ изготовления зажимов спирального типа для крепления защищенных самонесущих проводов воздушных линий электропередачи 6÷35 кВ, заключающийся в обработке стальной проволоки путем придания ей формы спирали постоянного шага, соединении в пряди, округлении концов проволочных прядей и формовке крепежной петли; при этом сначала центральные отрезки стальной проволоки, предназначенные для формовки крепежной петли, соединяют между собой, скручивая их друг с другом, затем концевые отрезки проволочной пряди подвергают обработке до придания им формы спирали заданного шага и диаметра, скрепленение нескольких проволок в пряди осуществляют посредством использования термоусадочной трубки, которую надвигают на всю длину каждой проволочной пряди, формуют крепежную петлю, помещают проволочные спирали в тепловую камеру на 20÷30 минут при температуре 150÷180°С, вынимают их из тепловой камеры и после временной выдержки округление концов проволочных спиралей выполняют плавлением их до получения запаянных в материал термоусадочной трубки концов проволочных спиралей; в качестве материала для термоусадочной трубки используют полиэтилен; плавление концов проволочных спиралей осуществляют в пламени газовой горелки; перед скреплением проволок в пряди на их концы надевают эластичные колпачки с нанесенным на их поверхности смазочным материалом.
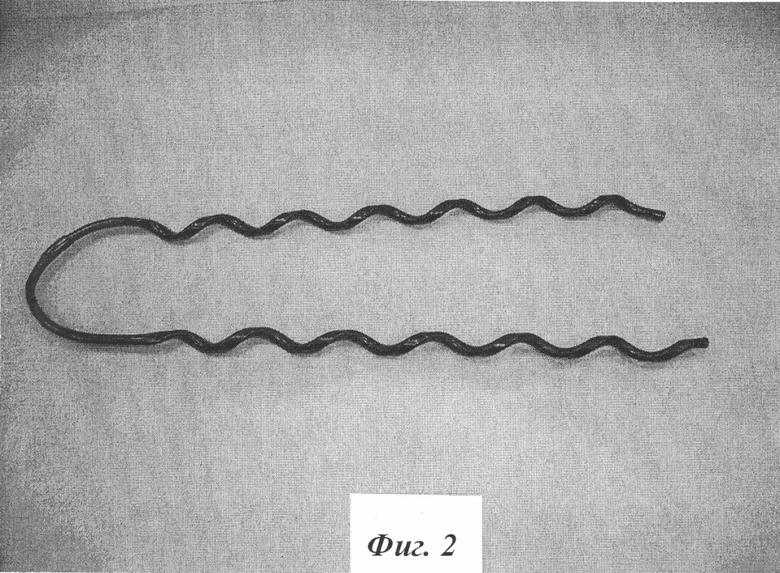
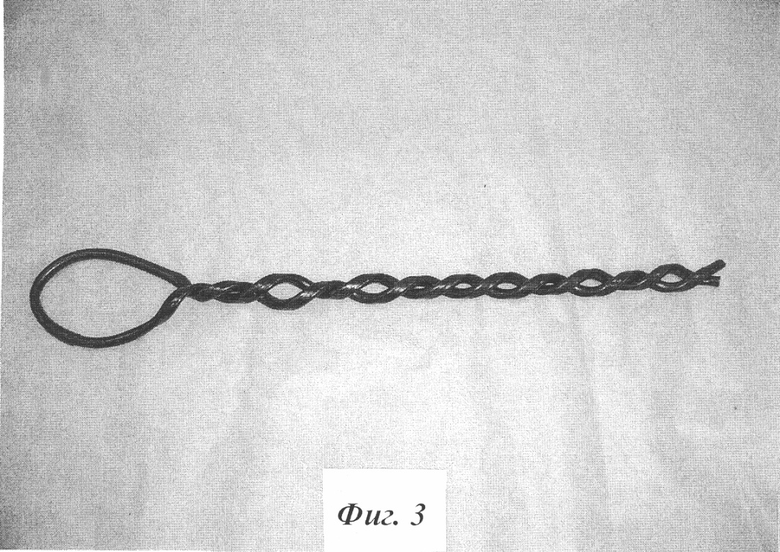
На фиг.1 представлен общий вид зажима спирального типа для защищенных самонесущих проводов воздушных линий электропередачи 6÷35 кВ, изготовленный по способу согласно настоящему изобретению; на фиг.2 показан изготовленный по предложенному способу спиральный зажим в том виде, в каком он поставляется на воздушную линию электропередачи; на фиг.3 - то же, что на фиг.2, зажим показан в том виде, в каком он монтируется на провода линии электропередачи; на фиг.4 представлен общий вид изолирующей подвески с зажимом, изготовленным по предложенному способу.
Зажим спирального типа для закрепления защищенных самонесущих проводов воздушных линий электропередачи 6÷35 кВ представляет собой прядь 1, набранную из стальных проволок 2; в пряди 1 может быть от одной и более проволок 2. Прядь 1 выполняется в виде крепежной петли 3 и двух концевых отрезков 4. Проволоки 2 концевых отрезков 4 преформированы в форме спиралей с постоянным шагом и диаметром спирали, а проволоки 2 крепежной петли 3 скручены плотно друг с другом. При монтаже на воздушной линии электропередачи или линии связи зажим крепежной петлей 3 надевается на шейку изолятора 5, а спиральными концевыми отрезками 4 навивается на провод 6 или кабель в обе стороны от изолятора 7; может быть вариант, когда оба спиральных концевых отрезка 4 зажима навиваются на провод 6 или кабель встречно друг другу в одну сторону от изолятора 7 (в этом случае используется второй спиральный зажим, который закрепляется на проводе 6 или кабеле в другую сторону от изолятора 7 линии).
Пример изготовления зажима спирального типа по предложенному способу. В качестве исходного материала для изготовления такого зажима берется стальная гостированная проволока 2 определенной подходящей марки, характеризуемая требуемыми техническими свойствами и параметрами. Затем центральные отрезки нескольких проволок 2 (в зависимости от того, сколько должно быть проволок в одной пряди 1), из которых будет на последующих технологических операциях формоваться крепежная петля 3 зажима, на специальном устройстве плотно скручиваются друг с другом, а концевые отрезки 4 пряди 1 подвергаются обработке (преформированию) до преобразования их в спирали рассчитанных значений шага и диаметра (эта операция также выполняется на соответствующем устройстве). После этого на спиральные концевые отрезки 4 пряди 1 могут надеваться колпачки (не показаны) из эластичного материала, на которые наносится слой смазочного материала; затем на прядь 1, начиная с колпачка, на всю ее длину надевается термоусадочная трубка 8, например полиэтиленовая. Термоусадочные трубки 8 характеризуются высоким коэффициентом усадки, то есть в процессе тепловой обработки их диаметр после усадки уменьшается в несколько раз (коэффициент усадки стандартных трубок может варьироваться от 2:1 до 6:1).
Следующая операция состоит в формовке крепежной петли 3 спирального зажима, которая выполняется различными путями, если вручную, то чаще всего на оправках, а если в автоматическом режиме, то на специальных станках. После того как крепежная петля 3 образована, зажим помещают в тепловую камеру (термошкаф) и выдерживают его в течение приблизительно получаса при температуре 150÷180°С; в результате такой термической обработки термоусадочная трубка 8 жестко охватывает проволочные спирали 2 и скрученные проволоки крепежной петли 3 пряди 1 зажима, образуя прочную монолитную конструкцию. Для того чтобы обеспечить практически полную герметизацию конструкции зажима, концы спиральных отрезков 4 оплавляются, например, в пламени газовой горелки (если используются эластичные колпачки, то их снимают с проволочных спиралей 2); в результате этой операции спиральный зажим получается полностью герметичным, так как концы его спиральных отрезков 4 будут запаянными в материал тремоусадочной трубки 8. После запайки концевых спиральных отрезков 4 зажим маркируют, упаковывают в тару и отправляют на линии.
Предложенный способ позволяет изготовить зажимы спирального типа для подвески защищенных самонесущих проводов воздушных линий электропередачи 6÷35 кВ высокой надежности и долговечности безаварийной работы; замена клея с абразивом, которые наносились на внутреннюю поверхность спиральных прядей зажимов с целью скрепления проволочных спиралей, на термоусадочную трубку не только позволила отказаться от дорогостоящей и вредной с точки зрения безопасности здоровья рабочих технологической операции, но и обеспечила возможность получить зажимы спирального типа с отличными техническими характеристиками: оптимальная прочность заделки провода (кабеля) в зажиме; полная герметичность зажима, в результате которой он не будет подвержен атмосферным воздействиям (гололед, изморозь, ветровые нагрузки, вибрация и т.п.), что очень важно для воздушных линий электропередачи; исключена практически полностью вероятность повреждения концами зажима поверхности проводов или оболочки оптических кабелей (для известных зажимов эта была очень серьезная проблема); очень привлекательный дизайн изготовленного таким способом спирального зажима; при использовании предложенного способа изготовления зажимов спирального типа достигается также возможность их многоразового использования на воздушных линиях электропередачи, так как после демонтажа зажимов с линии они практически не теряют своих прочностных характеристик и эксплуатационных качеств.
Сама по себе технология изготовления зажимов спирального типа существенно упрощается и удешевляется за счет исключения очень трудоемкой операции нанесения на внутреннюю поверхность спиральных прядей нескольких слоев клея с абразивом (эта операция выполняется вручную - кисточками наносится клей и одновременно абразив:, причем эта процедура повторяется несколько раз с циклами сушки нанесенных слоев клея и абразива в термокамере). Кроме того, заявленный способ фактически универсален и может быть использован для изготовления широкого спектра линейной спиральной арматуры (протекторы, поддерживающие и натяжные зажимы, соединительные и ремонтные зажимы и т.п.).
Источники информации
1. Каталог "APRESA", фирмы PLP, №41007, Севилья, Испания, стр.15, рис.6, 1984 г.
2. Патент Российской Федерации №2035104, Н 02 G 1/04, от 28.01.93, опубликован 10.05.95, Бюллетень №13.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИНЕЙНОЙ СПИРАЛЬНОЙ АРМАТУРЫ (ВАРИАНТЫ) | 2009 |
|
RU2407823C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНЫХ ЗАЖИМОВ С ПРОТЕКТОРОМ | 2010 |
|
RU2417496C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИНЕЙНОЙ СПИРАЛЬНОЙ АРМАТУРЫ | 2012 |
|
RU2519259C2 |
| Зажим спирального типа с экраном по ограничению трекинг-эрозии и механических повреждений оболочки волоконно-оптического кабеля | 2023 |
|
RU2803785C1 |
| ЭКРАН ДЛЯ ЗАЩИТЫ ОТ КОРОННЫХ РАЗРЯДОВ НА ЛИНЕЙНОЙ СПИРАЛЬНОЙ АРМАТУРЕ САМОНЕСУЩИХ НЕМЕТАЛЛИЧЕСКИХ ОПТИЧЕСКИХ КАБЕЛЕЙ, ПОДВЕШЕННЫХ НА ОПОРАХ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ | 2015 |
|
RU2611590C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАТЯЖНЫХ ЗАЖИМОВ СПИРАЛЬНОГО ТИПА | 1993 |
|
RU2035104C1 |
| ГАСИТЕЛЬ ВИБРАЦИИ | 2010 |
|
RU2412510C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ЗАЩИЩЕННЫХ ИЗОЛЯЦИЕЙ ПРОВОДОВ НА ОПОРАХ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ (ВАРИАНТЫ) | 2016 |
|
RU2644402C1 |
| СПИРАЛЬНЫЙ ЗАЖИМ | 2017 |
|
RU2656852C1 |
| СПИРАЛЬНЫЙ НАТЯЖНОЙ ЗАЖИМ | 2012 |
|
RU2521438C2 |

Изобретение относится к электроэнергетике и может быть использовано при изготовлении зажимов спирального типа для закрепления защищенных самонесущих проводов воздушных линий электропередачи 6-35 кВ. Способ заключается в том, что несколько стальных проволок обрабатывают до скручивания друг с другом их центральных отрезков и преобразования их кольцевых отрезков в спирали заданного шага и диаметра. На проволоки надевается термоусадочная трубка и формуется крепежная петля. Проволочные спирали помещаются в термошкаф и выдерживаются в течение 30 мин при температуре 150-180°С, после чего концы концевых отрезков проволок оплавляются. Технический результат - возможность многократного использования зажимов и их высокая надежность, обеспечение необходимой прочности заделки провода или кабеля, независимо от тяжелых условий эксплуатации (гололед, ветер, вибрация и т.п.), а также упрощение и удешевление технологического процесса изготовления зажимов. 3 з.п. ф-лы, 4 ил.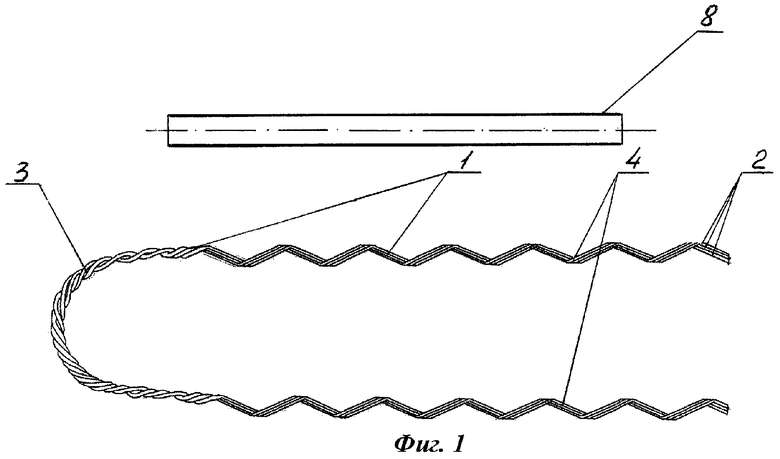
| СПОСОБ ИЗГОТОВЛЕНИЯ НАТЯЖНЫХ ЗАЖИМОВ СПИРАЛЬНОГО ТИПА | 1993 |
|
RU2035104C1 |
| RU 93004038 A, 27.05.1995 | |||
| RU 94027704 A1, 27.04.1996 | |||
| СПОСОБ ПОЛУЧЕНИЯ ЛИНАЛООЛА | 2002 |
|
RU2215731C1 |
| US 3739075 A, 12.06.1973. | |||

