Настоящее изобретение относится к герметичным застежкам-молниям, другими словами, к тем застежкам-молниям, которые изготовлены таким образом, чтобы предотвращать проникновение текучих сред, даже если они находятся под давлением в заданных пределах.
Застежка-молния такого типа, как известно, содержит две ленты из эластичного материала, причем края лент, обращенные друг к другу, прижаты друг к другу таким образом, чтобы обеспечивать требуемое уплотнение, создаваемое в результате сопряжения двух групп выровненных зубчиков, выполняемого путем прохождения замка застежки-молнии.
Эти зубчики прикрепляют к лентам различными способами, один из которых описан, например, в патенте США US-A-2910745, а другой описан в английском патенте GB-A-2047334.
В последнем документе описана система, наиболее часто используемая в настоящее время в данной области техники, фиксации зубчиков на лентах, которые этими зубчиками соединяют, причем эта система содержит формование зубчиков, состоящих из двух половинок, расположение между половинками края лент, которые этими зубчиками соединяют, и соединение двух половинок друг с другом и с лентами посредством механических скрепляющих средств, которые перфорируют ленты.
Это решение является сложным и дорогостоящим в использовании, и при его применении невозможно гарантировать обеспечение эффективной герметичности застежки-молнии, так как жидкость, находится она под давлением или нет, может легко проходить сквозь отверстия, через которые проводят механические крепежные средства - обычно охватываемые и охватывающие соединяемые элементы.
Создана герметичная застежка-молния, которая позволяет исключить упомянутые выше недостатки благодаря тому, что зубчики и ленты, которые этими зубчиками соединяют, изготавливают из материалов, которые могут быть приварены друг к другу химическим способом таким образом, что, когда зубчики формуют с использованием литьевого формования в требуемых местах на соответствующих лентах, их приваривают химическим способом к лентам, не оставляя пор или отверстий, сквозь которые может проникать вода.
Для усовершенствования конструкции застежки-молнии согласно изобретению предложено формирование сквозного отверстия в каждой ленте в месте расположения каждого зубчика таким образом, чтобы обеспечить возможность прохождения материала для литьевого формования сквозь отверстие, и расположения двух половинок зубчика с противоположных сторон ленты с образованием зубчика в ходе одной операции литьевого формования и с использованием упрощенного оборудования.
Задачей изобретения является создание герметичной застежки-молнии, обеспечивающей эффективное предотвращение проникновения через нее текучих сред, в том числе и находящихся под давлением в заданных пределах.
Этот технический результат достигается тем, что в герметичной застежке-молнии, содержащей две ленты из эластичного материала, края которых, обращенные друг к другу, прижимаются друг к другу путем соединения двух групп выровненных зубчиков при прохождении замка застежки молнии, достигается тем, что по меньшей мере наружные слои двух лент и зубчики изготовлены из материалов, свариваемых друг с другом химическим способом, причем зубчики приварены к лентам химическим способом в момент инжекционного формования зубчиков.
Зубчики сформованы из материала, выбираемого из группы, включающей полипропилен, поликарбонат, полиэтилентерефталат, полибутилен, поливинилхлорид, полиамид и полистирол, а по меньшей мере наружные слои лент изготовлены из термопластичного эластомера, который может быть приварен химическим способом к зубчикам.
Каждый из зубчиков изготовлен инжекционным формованием из двух половинок, расположенных с противоположных сторон краев лент таким образом, чтобы они оставались прикрепленными к лентам благодаря сварке, вызванной химическим соединением.
Каждая из лент в каждом месте, охватываемом двумя половинками зубчика, содержит отверстие, сквозь которое может проходить материал для инжекционного формования, из которого формуют зубчики.
Задняя часть двух половинок каждого зубчика содержит поверхность, наклоненную под углом к ленте, к которой прикреплен зубчик, причем на эту поверхность воздействует замок несущей поверхностью, параллельной указанной поверхности.
Наружные слои каждой из лент образуют уплотняющий бортик на краю, который обращен и который прижимается к краю другой ленты, причем наружные слои содержат армирующий слой, заключенный между ними.
Армирующий слой состоит из ленты из текстильного материала.
Армирующий слой может состоять из группы нитей из материала, обладающего высокой устойчивостью к изгибам и к тянущим усилиям.
Армирующий слой состоит из сетки из пластичного материала, способного к соединению с наружными слоями ленты.
Армирующий слой может состоять из полосы пластичного материала, способного к соединению с наружными слоями ленты, отличающейся теми признаками, которые заявлены в отличительной части упомянутого пункта формулы изобретения.
Ниже приведено более подробное описание некоторых примеров вариантов осуществления герметичной застежки-молнии согласно изобретению, причем эти примеры не могут быть расценены как ограничение использования других вариантов осуществления изобретения, которые могут быть созданы специалистами в данной области техники на основании изучения сущности изобретения, раскрытой в упомянутом выше п.1 формулы изобретения.
В упомянутом описании даны также ссылки на сопроводительные чертежи, на которых изображено:
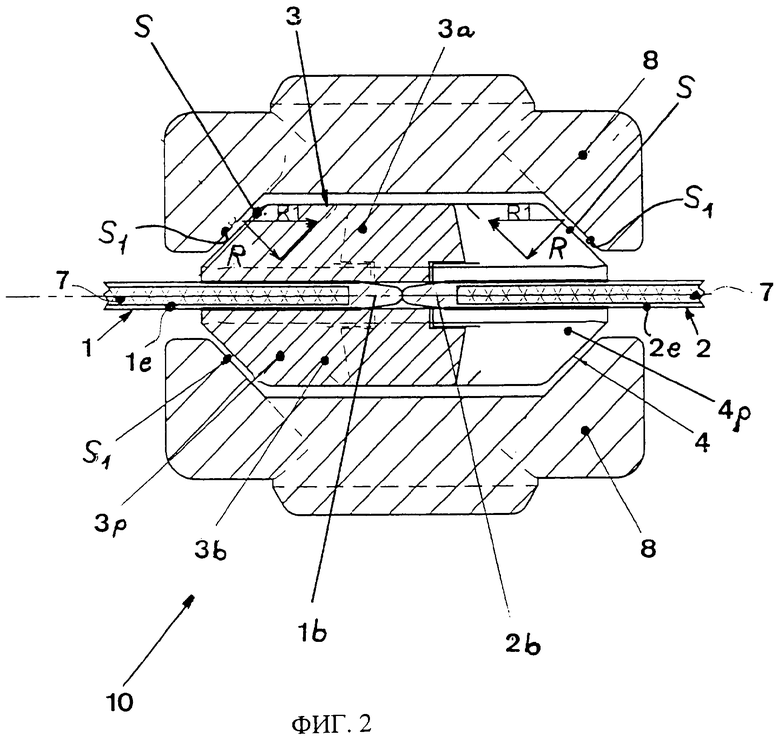
на Фиг.1 - продольное сечение ленты, на которую наложены две половинки зубчика застежки-молнии согласно изобретению;
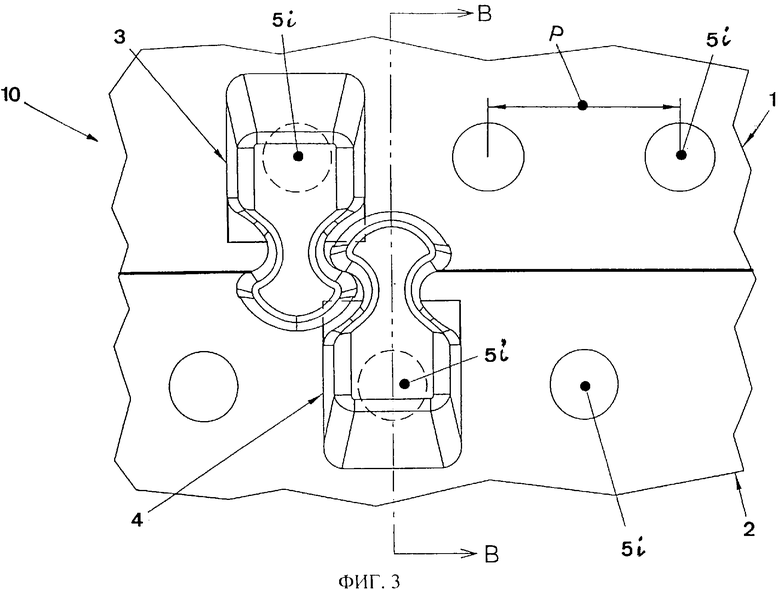
на Фиг.2 - продольное сечение двух лент, соединенных зубчиками в момент, когда застежка-молния закрыта замком;
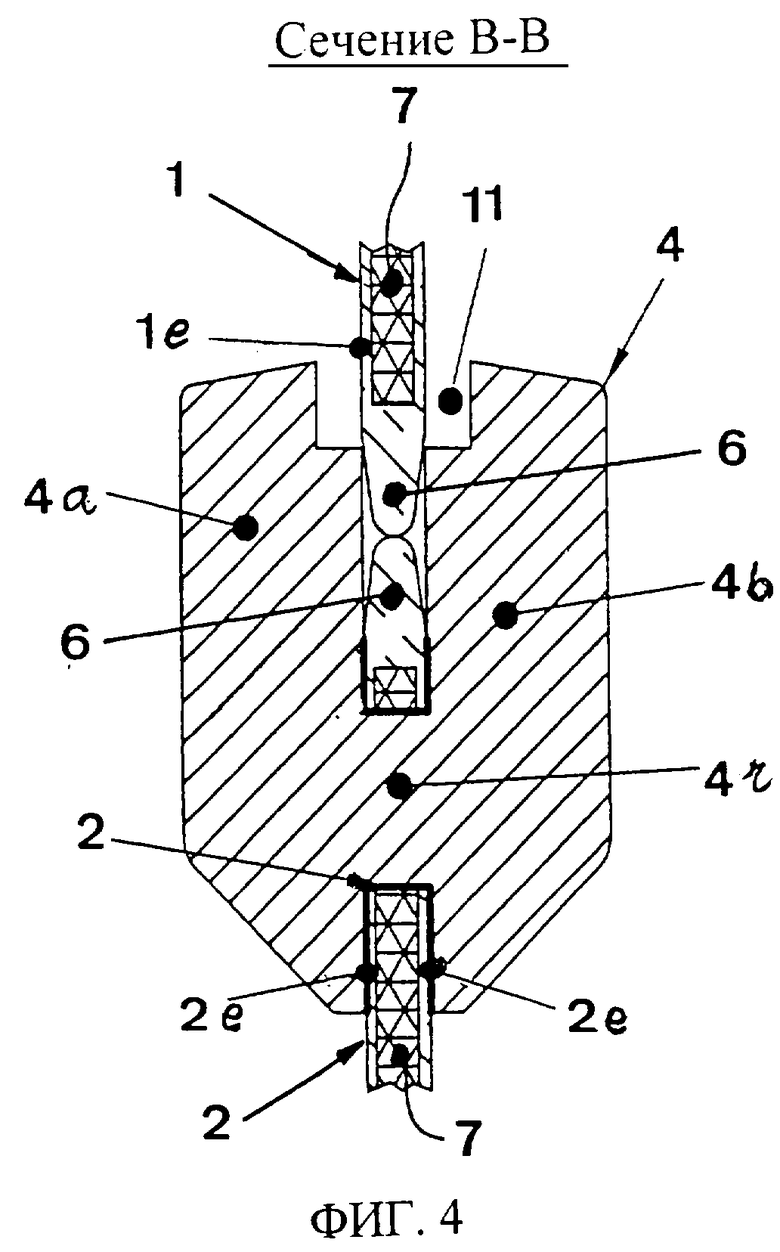
на Фиг.3 - вид сверху двух лент, соединенных двумя зубчиками застежки-молнии согласно изобретению, в которой ленты содержат отверстия в местах, где ленты заключены между двумя половинками зубчиков;
на Фиг.4 - продольное сечение зубчика и частей лент конфигурации по фиг.3.
Со ссылкой на фиг.1 и 3 герметичная застежка-молния 10 (см. Фиг.3) согласно изобретению состоит из двух лент 1, 2, соединенных друг с другом двумя группами выровненных зубчиков 3, 4 (на фигурах показана только одна пара этих зубчиков).
Зубчики 3, 4 размещены вдоль обращенных друг к другу краев двух лент 1, 2, которые прижимаются друг к другу при прохождении замка 8 (см. Фиг.2) известного типа для закрывания и открывания застежек-молний.
Ленты 1, 2, как более четко показано на Фиг.4, состоят из двух наружных слоев 1е, 2е, которые сводятся вместе и оканчиваются уплотняющим бортиком 6 на их обращенных друг к другу краях, которые прижимаются друг к другу с помощью зубчиков 3, 4, и армирующего слоя 7, проложенного между этими слоями.
Наружные слои 1е, 2е и, следовательно, соответствующие уплотняющие бортики 6 изготовлены в застежке-молнии 10 согласно изобретению из термопластичного эластомерного материала.
Зубчики 3, 4, один из которых показан на Фиг.1 и 4 соответственно, выполнены из двух половинок 3а, 3b, 4а, 4b, расположенных с противоположных сторон краев лент 1, 2, и изготовлены из синтетических смол, выбираемых, например, из группы, содержащий полипропилен (ПП), поликарбонат (ПК), полиэтилентерефталат (ПЭТ), полибутилен (ПБТ), поливинилхлорид (ПВХ), полиамид (ПА) и полистирол (ПС, очевидно, высокой плотности).
Зубчики 3, 4, сформованные известным способом путем инжекционного формования, прикрепляют химическим скреплением в момент их формования к лентам 1, 2, и они остаются надежно закрепленными на лентах без образования каких-либо пор или отверстий, сквозь которые может проникать жидкость, находящаяся под давлением или нет.
Этого результата достигают благодаря тому, что, как было упомянуто выше, материалы, которые используют для изготовления зубчиков 3, 4 и, по меньшей мере, наружных слоев 1е, 2е лент 1, 2, могут быть сведены вместе химическим способом.
Это является фундаментальным требованием при изготовлении герметичной застежки-молнии 10 согласно изобретению, причем могут быть также использованы материалы, отличные от тех, которые перечислены выше, если они отвечают этим требованиям.
Для улучшения инжекционного формования при формовании зубчиков 3, 4 во время одновременного соединения вместе двух обращенных друг к другу половинок 3а, 3b, 4а, 4b предложено в каждом месте лент 1, 2, которое заключено между двумя половинками зубчиков 3, 4, изготавливать отверстие 5i (см. Фиг.3, 4), благодаря которым можно обеспечить возможность прохождения материала, используемого при инжекционном формовании зубчиков, о котором идет речь. (Расстояние Р между двумя отверстиями 5i равно шагу зубчиков).
Таким образом, надежное соединение двух половинок 4а, 4b зубчика 4 обеспечивают с помощью соединительной шейки 4r, делая зубчики способными выдерживать повторно прикладываемые напряжения при закрывании и открывании застежки-молнии 10.
Кроме того, когда выполняют описанный выше процесс, операция инжекционного формования зубчика упрощается; две половинки зубчика формуют с помощью инжекционного формования за один цикл, используя более простое и более дешевое оборудование.
Для уменьшения силы, требуемой для закрывания застежки-молнии или для закрывания герметически закрываемой застежки-молнии 10 согласно изобретению, предложено формование задней части 3р, 4р (см. Фиг.2) каждого зубчика 3, 4 таким образом, чтобы она содержала поверхность S, наклоненную под углом α к ленте (1, 2), к которой прикрепляют каждый зубчик.
Конструкция соответствующего замка 8 выполнена таким образом, что он прижимается к этой поверхности S несущей поверхностью S1, параллельной поверхности S, что позволяет потребителю воздействовать с меньшим усилием R, увеличиваемым действием наклоненной поверхности, для того, чтобы создать силу R1, достаточную для сжатия бортиков 6 лент 1, 2 во время закрывания застежки-молнии 10.
В заключительной части описания рекомендуется формировать полость 11 в каждом зубчике 3, 4 вблизи соответствующего бортика 6, выполненную так, чтобы она могла вмещать бортики 6, когда они частично деформированы в результате сжатия для создания требуемого герметичного уплотнения.
Преимущество изобретения состоит в том, что при химическом приваривании зубчиков к соответствующей ленте с помощью химической реакции образуется промежуточный однородный слой, и зубчики с лентой становятся неотъемлемым единым целым, образуя более надежную и хорошую водонепроницаемую застежку-молнию.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЕРМЕТИЗАЦИИ СОЕДИНЕНИЯ МЕЖДУ ЗАСТЕЖКОЙ-МОЛНИЕЙ И ПРЕДМЕТОМ ОДЕЖДЫ С ПОДКЛАДКОЙ | 2003 |
|
RU2277367C2 |
| ВЫСОТНЫЙ КОМПЕНСИРУЮЩИЙ КОМПЛЕКТ | 2004 |
|
RU2258547C1 |
| ПОЛУКОМБИНЕЗОН ДЛЯ ИНВАЛИДОВ-КОЛЯСОЧНИКОВ | 2018 |
|
RU2689614C1 |
| ЗАСТЕЖКА-МОЛНИЯ | 2011 |
|
RU2484747C1 |
| Способ выполнения одежды для защиты от пониженных температур | 1989 |
|
SU1671248A1 |
| Защитный комплект мембранного типа | 2023 |
|
RU2827236C1 |
| Конверт детский прогулочный (варианты) | 2015 |
|
RU2667487C1 |
| Комбинезон | 1986 |
|
SU1466689A1 |
| КОНВЕРТ ДЕТСКИЙ ПРОГУЛОЧНЫЙ (ВАРИАНТЫ) | 2015 |
|
RU2591473C1 |
| СПОСОБ РЕМОНТА ЗАМКА ЗАСТЕЖКИ-МОЛНИИ И УСТРОЙСТВО ДЛЯ РЕМОНТА | 2012 |
|
RU2514263C2 |
Герметичная застежка-молния обеспечивает эффективное предотвращение проникновения через нее текучих сред, в том числе и находящихся под давлением в заданных пределах. Застежка-молния содержит две ленты из эластичного материала, обращенные друг к другу, края которых прижимаются один к другому путем соединения двух групп выровненных зубчиков при прохождении замка застежки-молнии. По меньшей мере наружные слои двух лент и зубчики изготовлены из материалов, свариваемых друг с другом химическим способом. Зубчики приварены к лентам химическим способом в момент инжекционного формования зубчиков. Каждый из зубчиков изготовлен инжекционным формованием из двух половинок, расположенных с противоположных сторон краев лент таким образом, чтобы они оставались прикрепленными к лентам благодаря сварке, вызванной химическим соединением. 9 з.п. ф-лы, 4 ил.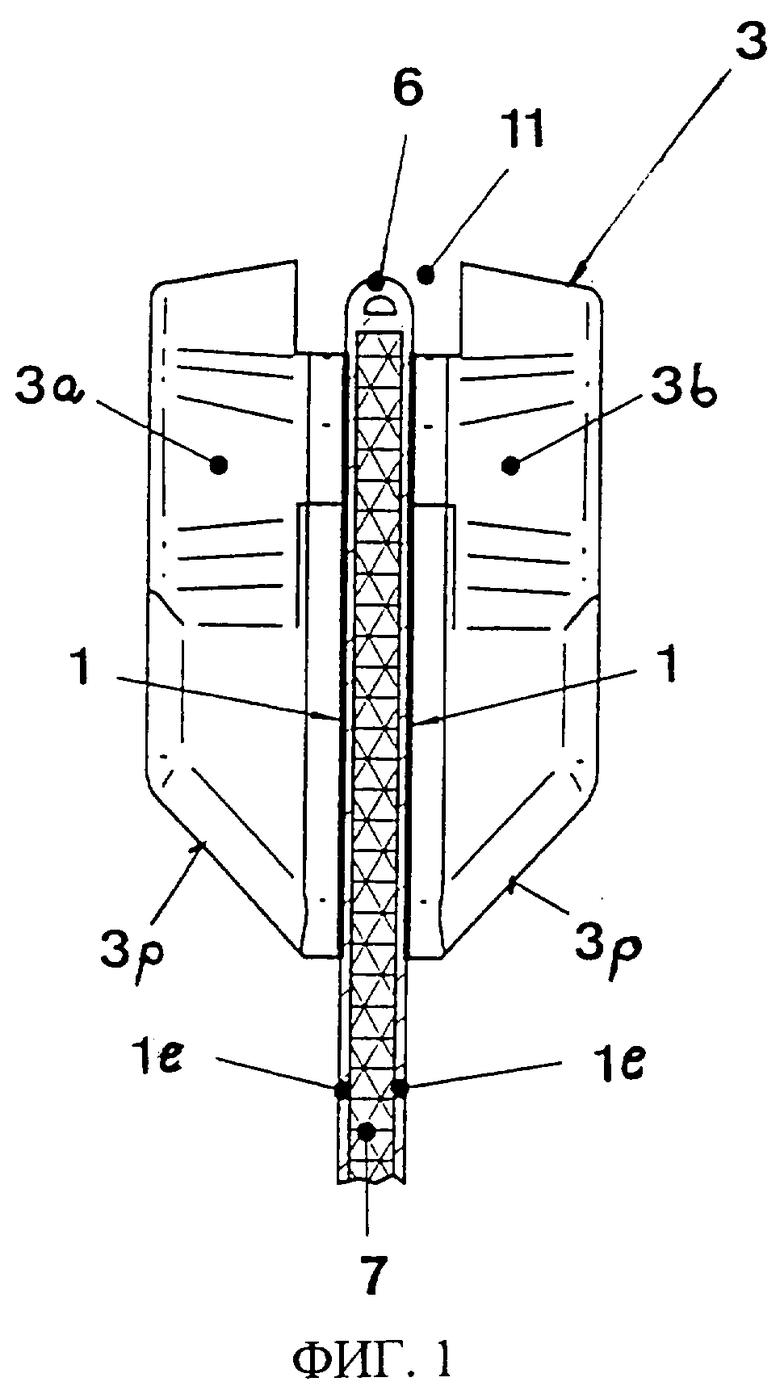
| DE 3014039 A1, 06.11.1980 | |||
| US 5653266 А, 05.08.1997 | |||
| DE 4211341 A1, 07.10.1993 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| US 4765038 А, 23.08.1988 | |||
| Способ изготовления застежки-молний | 1977 |
|
SU624566A3 |

