Область техники, к которой относится изобретение
Настоящее изобретение относится к системам контроля, более конкретно к способам и устройствам слежения, т.е. контроля количества жидкости, наносимой на объекты в модуле нанесения жидких покрытий. В частном случае настоящее изобретение ориентировано на использование в оборудовании для производства консервных банок при осуществлении контроля расхода жидкого лака, наносимого на наружную поверхность банок.
Уровень техники
Известны различные способы нанесения лака на заготовки консервных банок или готовые консервные банки (см., например, патенты США №5288524 и №5575400), а также оборудование для производства консервных банок, подобных банкам для пива, изготавливаемых из алюминия или стали, в котором печатающий модуль осуществляет печатание графического изображения на боковой поверхности подаваемых в него цилиндрических консервных банок.
В некоторых случаях перед печатающим модулем устанавливается модуль нанесения лакового покрытия, в котором на банки сначала наносят так называемую грунтовку с последующей сушкой в сушильной печи. Эта грунтовка представляет собой белый лак, наносимый для того, чтобы закрыть наружную металлическую поверхность банки. Лак подается в модуль нанесения лакового покрытия из соответствующей емкости для лака, причем в этом модуле лак сначала переносится к вращающемуся ролику глубокой печати. Данный ролик упирается в боковую поверхность вращающегося наносящего ролика для равномерного переноса лака на этот ролик. Консервная банка, поступающая в модуль нанесения лакового покрытия, вводится в контакт с боковой поверхностью наносящего ролика, так что пленка влажного лака переносится на поверхность вращающейся банки. В принципе, аналогичный модуль нанесения лакового покрытия может быть установлен за печатающим модулем для того, чтобы наносить прозрачный лак на графический рисунок (так называемое "наружное" лакирование). В таком случае можно обойтись без нижнего слоя грунтовки. Допустимо также так называемое размерное лакирование, т.е. нанесение прозрачного лака непосредственно на металлическую поверхность консервной банки, которая после высыхания лака подается к печатающему модулю. Как правило, рисунок, напечатанный на подобном "размерном" покрытии, не покрывается "наружным" лаком.
Известны и другие варианты использования модуля нанесения лакового покрытия на консервные банки посредством наносящего ролика, связанного с соответствующей емкостью для лака (см., например, патент США №4388391).
Традиционно слежение за процессом нанесения лака (контроль) осуществляется оператором, который производит случайный отбор образцов консервных банок, покрытых слоем лака, после того как они прошли последующую сушку в сушильной печи. В типовом случае две банки, взятые в течение одной смены от каждой поточной линии, подвергаются анализу, предусматривающему определение сухого веса лаковой пленки. Подобный анализ является трудоемким и может длиться до 30 мин. При этом очевидно, что при проведении такого анализа дефекты системы нанесения покрытия могут остаться невыявленными, по крайней мере, в требуемые сроки. В случае если на банку нанесено избыточное количество грунтовочного покрытия, последующее печатание графического изображения не сможет полностью закрыть толстый слой белой грунтовки, так что консервные банки приобретут серый оттенок. Подобные серые банки должны быть отбракованы, с соответствующим возрастанием затрат.
Наличие избытка лака может также привести к нежелательному нанесению лака на внутреннюю поверхность банок. Поскольку, из экономических соображений, линия производства консервных банок не может быть остановлена на время анализа, в случае возникновения погрешностей система успевает выпустить значительное число дефектных банок. Так, типичная производительность подобных линий составляет 1000-2200 банок в мин. Поскольку в течение некоторого времени погрешности остаются необнаруженными, существует также риск выхода из строя оборудования. Это приводит к существенным затратам времени и, следовательно, средств на чистку модуля нанесения лакового покрытия или печатающего модуля. В случае избытка лака могут появляться консервные банки, не полностью высохшие в сушильной печи. Подобные банки нужно выбраковывать. Кроме того, в процессе обработки консервных банок в расположенном далее модуле обжима наличие избытка грунтовки или наружного лака может привести к появлению складок в зоне сужения банки. С другой стороны, недостаточное количество лака на консервных банках может привести к потерям алюминия на дальнейших этапах обработки, например, в модуле обжима.
Очевидно, существует потребность в постоянном слежении, т.е. контроле расхода лака, наносимого на каждую консервную банку, по меньшей мере, путем усреднения, однако способы такого контроля и устройства для их осуществления до настоящего времени не разработаны.
Вместе с тем, известны устройства для слежения за расходом жидкости, применяемые в других областях техники. Так, в японском патентном документе №60-1222320 описано устройство для нанесения адгезива на шпон. В данном устройстве между резервуаром для адгезива и дозатором установлена промежуточная емкость. Емкость снабжена бесконтактным датчиком уровня для измерения уровня жидкого адгезива. Имеется также счетчик для измерения числа единиц шпона, прошедших мимо дозатора в течение отрезка времени, за который уровень жидкости в емкости, по данным, поступающим от датчика, понизился от верхнего до нижнего уровня. С датчиком уровня и счетчиком связано устройство обработки данных, предназначенное для расчета потребления адгезива на единицу шпона.
Аналогичное устройство, а также способ контроля расхода жидкости, наиболее близкие к настоящему изобретению, описаны в немецком патентном документе №3925016 (А). Как показано на фиг.1 указанного документа, известное устройство контроля расхода жидкости, наносимой на изделия в модуле (3) нанесения покрытия, содержит емкость (4), установленную между резервуаром для жидкости (глазури) и модулем нанесения покрытия для промежуточного хранения указанной жидкости и соединенную с указанным модулем питающей трубой (5), средство (6) для подачи указанной жидкости из резервуара (35) жидкости в указанную емкость (4) по входной трубе (36), клапан (37), установленный в указанной входной трубе (15) с возможностью перехода из закрытого в открытое положение и обратно, и средство обработки данных (не изображенный на чертеже компьютер), в который поступают данные, необходимые для определения расхода жидкости на одно изделие.
В известном устройстве имеются также два бесконтактных датчика (9', 9") для индикации верхнего (А1) и нижнего (А2) уровней жидкости (глазури) в промежуточной емкости.
Известный способ контроля расхода жидкости, наносимой на изделия (2) в модуле (3) нанесения покрытия с использованием описанного устройства контроля, включает следующие операции:
прерывистого перевода указанного клапана (37) из закрытого в открытое положение, открывающее доступ жидкости в емкость (4) и обеспечивающее повышение в ней уровня поверхности жидкости от нижнего уровня (А2) до верхнего уровня (А1) и далее до предельного уровня (В), прерывание подачи жидкости в промежуточную емкость путем прерывистого перевода клапана (37) из открытого в закрытое положение, приводящее к понижению в ней уровня поверхности жидкости от предельного уровня (В) до верхнего уровня (А1) и далее от верхнего уровня (А1) до нижнего уровня (А2), и измерение первого значения, характеризующего изменение уровня (а именно понижение уровня) указанной жидкости в указанной емкости. В качестве такого значения в известном способе используют значение скорости, с которой падает уровень жидкости в указанной емкости. При этом измерение указанной скорости производят путем измерения времени, в течение которого жидкость опускается от верхнего (контрольного) уровня А1, лежащего ниже предельного уровня В, поддерживаемого в емкости (4) в процессе нанесения покрытия, до нижнего уровня А2, до которого опускается жидкость после закрытия клапана 36.
Для нахождения расхода жидкости, наносимой на каждое изделие, помимо найденного значения времени падения уровня, используются также значения скорости подачи покрываемых изделий (керамических плиток 2) и их размера в направлении подачи.
Недостаток описанных известных решений, связанных с контролем наносимого количества жидкости, заключается в их чувствительности к различным искажениям профиля (нерегулярностям) поверхности жидкости в промежуточной емкости. Часто оказывается необходимым постоянно перемешивать жидкость. Подобное перемешивание означает наличие искажений профиля поверхности порядка 5-10 мм, что приведет к погрешностям в оценке положения верхнего и нижнего уровней жидкости в емкости. Эти ошибки непосредственно перейдут в погрешности расчета потребления жидкости. Перемешивание может привести также к образованию в емкости пены. При наличии вспенивания определение уровня жидкости становится неоднозначным; как следствие, его трудно измерить с помощью датчика уровня. Далее, подобная чувствительность к нерегулярностям поверхностного слоя делает описанные схемы малопригодными для использования в оборудовании для производства консервных банок также и по другой причине. В данном оборудовании в модуле для нанесения покрытия предусмотрен датчик выбраковки, служащий для идентификации дефектной банки до того, как она подойдет к наносящему ролику. Когда обнаруживается дефектная банка, подлежащая удалению, модуль нанесения покрытия отводится от банок, так что дефектная банка, а часто также предыдущая и последующая банки проходят мимо наносящего ролика без нанесения на них лака. При таком отводе модуля емкость, установленная между модулем нанесения покрытия и резервуаром лака, неизбежно подвергалась бы вибрациям, приводящим к погрешностям измерения, обсуждавшимся выше.
Чувствительность к колебаниям поверхности - не единственная трудность, свойственная известным устройствам. Можно отметить, в частности, что оператор не может отличить точно измеренные значения от значений, подверженных влиянию искажений поверхности,
Далее, расчет расхода производится только в дискретные периоды, когда подача лака прекращена и уровень жидкости в емкости понижается. Таким образом, не обеспечивается постоянный контроль расхода в течение всего времени работы оборудования.
Следует отметить, что оборудование по производству консервных банок работает с очень высокой производительностью, в типичном случае составляющей 1000-2000 банок в минуту, и при малом расходе лака, наносимого на каждую банку. Для типичной алюминиевой или стальной банки для напитков оно составляет примерно 200 мг влажной грунтовки и примерно 150 г лака для наружного лакирования. По причинам, отмеченным выше, отклонения, превышающие 15-30% от заданного значения, представляются недопустимыми. Следовательно, требуется высокая точность контроля расхода жидкости.
Сущность изобретения
В связи с этим задача, решение которой обеспечено настоящим изобретением, заключается, прежде всего, в создании способа и устройства контроля расхода жидкости в модуле нанесения покрытия, обеспечивающих преодоление или, по меньшей мере, смягчение проблем и ограничений, свойственных известным способам и устройствам.
Вторая задача, решаемая изобретением, состоит в создании способа и устройства, позволяющих оператору идентифицировать нежелательные тренды в расходе жидкости и тем самым дающих ему возможность осуществить корректирующие воздействия уже на ранней стадии.
Другая задача заключается в создании способа и устройства, позволяющих оператору идентифицировать неверно рассчитанные значения расхода.
Дальнейшая задача, поставленная перед изобретением, состоит в создании способа и устройства для контроля расхода жидкости, которые могут быть реализованы при низких затратах и при лишь незначительных модификациях существующего производственного оборудования.
Следующая задача заключается в создании способа и устройства для контроля расхода жидкости в течение всего времени работы модуля нанесения покрытия.
Еще одной задачей является создание способа и устройства, позволяющих осуществлять высокоточный контроль расхода жидкости в модуле нанесения покрытия, даже когда существует потребность в непрерывном перемешивании указанной жидкости перед подачей в указанный модуль нанесения покрытия.
Дальнейшая задача, решенная настоящим изобретением, состоит в создании способа и устройства, позволяющих осуществлять высокоточный контроль расхода жидкости в модуле нанесения покрытия, даже когда указанный модуль подвергается вибрациям.
Конкретная задача, на решение которой направлено настоящее изобретение, заключается в создании способа и устройства контроля расхода лака на одну консервную банку в оборудовании для обработки консервных банок.
Для решения поставленных задач создан способ контроля расхода жидкости, наносимой на изделия в модуле нанесения покрытия, связанном с резервуаром жидкости через промежуточную емкость, имеющую входную трубу, соединенную с указанным резервуаром, и питающую трубу, соединенную с указанным модулем нанесения покрытия, причем во входной трубе, с возможностью перехода из закрытого в открытое положение и обратно, установлен клапан, включающий операции:
прерывистого перевода указанного клапана из указанного открытого в указанное закрытое положение, закрывающее доступ жидкости в указанную емкость и обеспечивающее понижение в ней уровня поверхности жидкости от верхнего уровня до нижнего уровня,
прерывистого перевода указанного клапана из указанного закрытого в указанное открытое положение, открывающее доступ жидкости в указанную емкость и обеспечивающее повышение в ней уровня поверхности жидкости от нижнего уровня до верхнего уровня,
определения первого значения, характеризующего изменение уровня указанной жидкости в указанной емкости, и
расчета расхода жидкости на одно изделие с использованием указанного первого значения.
Отличительные особенности данного способа контроля заключаются в том, что: производят измерение, посредством расходомера, связанного с указанной входной трубой, количества указанной жидкости, поступающей в указанную емкость,
производят подсчет числа изделий, на которые в указанном модуле нанесения покрытия нанесена указанная жидкость,
первое значение определяют, как общее количество указанной жидкости, прошедшей указанный расходомер в течение временного интервала между двумя последовательными переходами указанной поверхности жидкости на единственный из указанных уровней, осуществляют расчет второго значения, соответствующего общему числу изделий, на которые в течение того же временного интервала нанесена указанная жидкость, при этом расчет расхода жидкости на одно изделие осуществляют делением первого указанного значения на второе указанное значение.
В соответствии с этим способом количество жидкости, наносимой на каждое изделие, рассчитывается, как среднее значение по некоторому периоду времени. Благодаря повторным вычислениям подобных средних значений и последовательному представлению этих значений оператору обеспечивается возможность выявления неблагоприятных трендов уже на ранней стадии их формирования.
Использование расходомера позволяет с высокой точностью измерять действительное количество жидкости, поступающее в емкость. Кроме того, контроль расхода жидкости на одно изделие может осуществляться и во время операций заполнения, т.е. при подаче жидкости в емкость. Становится возможным также оценить точность расчетного значения расхода на одно изделие путем анализа разности количества жидкости, поступившей в емкость в период от одного заполнения до другого. Данная разность указывает на степень нерегулярности поверхностного слоя жидкости в емкости во время измерения. Далее, способ согласно настоящему изобретению может быть при малых затратах реализован в существующих модулях нанесения покрытия, при минимальной модификации оборудования. Все или, по меньшей мере, большинство операций, составляющих способ по изобретению, могут контролироваться с помощью компьютерной программы, запускаемой на обычном компьютере.
В соответствии с предпочтительным вариантом реализации способ по изобретению предусматривает также операции определения положения клапана и задание верхнего и нижнего уровней на основе переходов клапана в закрытое и открытое положение соответственно. В данном варианте производится расчет потока жидкости в емкость и количества покрытых изделий в период, задаваемый двумя последовательными переходами клапана в единственное из своих возможных положений. Установлено, что это уменьшает, по сравнению с известными способами и устройствами, чувствительность к нерегулярностям поверхности жидкости.
Согласно первому аспекту изобретения единственным используемым уровнем является нижний уровень и управление клапаном осуществляют таким образом, чтобы обеспечить открывание и закрывание на основе сигналов уровня, поступающих от датчика уровня, связанного с емкостью. Согласно второму аспекту изобретения единственным используемым уровнем является верхний уровень и управление клапаном осуществляют таким образом, чтобы обеспечить открывание и закрывание на основе сигналов уровня, поступающих от датчика уровня, связанного с емкостью.
Согласно третьему аспекту изобретения единственным используемым уровнем является верхний уровень и управление клапаном осуществляют таким образом, чтобы обеспечить открывание на основе сигнала уровня, поступающего от датчика уровня, связанного с емкостью, и закрывание, когда через расходомер пройдет заданное количество жидкости.
Один из вариантов данного способа дополнительно предусматривает операцию управления закрыванием указанного клапана на основе сигнала уровня от датчика уровня, связанного с указанной емкостью или когда заданное количество указанной жидкости пройдет через расходомер.
В одном из предпочтительных вариантов реализации изобретения расчетное значение расхода на одно изделие подают на дисплейные средства для отображения в графической форме последовательности подобных значений. Это дает оператору возможность идентифицировать нежелательные тренды в расходе жидкости, так что корректирующие меры могут быть приняты уже на ранней стадии. Дополнительно может быть предусмотрена операция отображения граничных значений для указанного расхода жидкости на одно изделие в составе указанного отображения в графической форме. Эти граничные значения могут быть извлечены из базы данных с учетом типа изделия и/или жидкости.
Кроме того, способ может дополнительно предусматривать операции расчета разности между двумя последовательно рассчитанными первыми значениями и передачи указанной разности к дисплейным средствам для отображения. Перед расчетом указанного первого значения способ может предусматривать операцию выдерживания времени задержки, составляющего около 5-10 с, после того как клапан перешел в закрытое положение.
В одном из своих предпочтительных вариантов способ по настоящему изобретению дополнительно включает операцию постоянного приведения вязкости жидкости в промежуточной емкости к заданному значению с использованием блока контроля вязкости, гидравлически связанного с этой емкостью. При этом если указанный блок контроля вязкости не обеспечивает удовлетворительное управление указанной вязкостью, формируется предупреждающий сигнал, который подают на указанные дисплейные средства в форме видимого изменения соответствующего значения расхода жидкости в указанном графическом отображении.
Может быть также предусмотрена операция передачи указанного значения расхода жидкости на одно изделие в хост-компьютер для хранения.
Далее, согласно настоящему изобретению создано также устройство контроля расхода жидкости, наносимой на изделия в модуле нанесения покрытия, содержащее:
емкость для промежуточного хранения указанной жидкости, соединенную с указанным модулем питающей трубой,
средство для подачи указанной жидкости из резервуара жидкости в указанную емкость по входной трубе,
клапан, установленный в указанной входной трубе с возможностью перехода из закрытого в открытое положение и обратно. В отличие от известного устройства, устройство по настоящему изобретению дополнительно содержит:
средство подсчета числа изделий, на которые в указанном модуле нанесения покрытия нанесена указанная жидкость, и для получения тем самым данных о числе изделий,
средство для подачи указанной жидкости из указанной емкости по питающей трубе в указанный модуль нанесения покрытия,
блок управления клапаном, выполненный с возможностью обеспечения прерывистого перевода указанного клапана из указанного закрытого в указанное открытое положение, открывающее доступ жидкости в указанную емкость и обеспечивающее повышение в ней уровня поверхности жидкости от нижнего уровня до верхнего уровня,
расходомер, связанный с указанной входной трубой для измерения количества указанной жидкости, поступающей в указанную емкость и обеспечения тем самым данных о потоке указанной жидкости.
При этом указанное средство обработки данных, выполненное с возможностью обмена данными с указанными средством подсчета, указанным клапаном и указанным расходомером, осуществляет, на основе указанных данных о потоке и указанных данных о числе изделий, соответствующих временному интервалу между двумя последовательными переходами указанного клапана в единственное из указанных положений (открытое или закрытое), расчет общего количества указанной жидкости, прошедшей расходомер в течение указанного временного интервала, и общего числа изделий, на которые в течение указанного временного интервала нанесена указанная жидкость, с последующим расчетом расхода жидкости на одно изделие путем деления указанного общего количества на указанное общее число.
Клапан устройства по изобретению предпочтительно содержит датчик положения клапана, выполненный с возможностью подачи в указанное средство обработки данных выходного сигнала, указывающего на переход клапана в указанное закрытое или открытое положение. При этом данный клапан предпочтительно установлен по ходу потока за указанным расходомером и в непосредственной близости от емкости.
В устройстве могут быть предусмотрены также связанный с указанной емкостью датчик уровня для указания на достижение указанного верхнего или нижнего уровней. При этом блок управления клапаном связан с указанным датчиком уровня и выполнен с возможностью обеспечения перевода указанного клапана в указанное закрытое (открытое) положение, когда указанный датчик уровня указывает на достижение указанного верхнего (нижнего) уровня.
Кроме того, блок управления клапаном может быть дополнительно связан с указанным средством обработки данных и выполнен с возможностью обеспечения перевода указанного клапана в указанное закрытое положение, когда через указанный расходомер пройдет заданное количество указанной жидкости.
В промежуточной емкости может быть установлен блок перемешивания для непрерывного перемешивания жидкости.
В предпочтительном варианте осуществления устройство контроля дополнительно содержит дисплейные средства, связанные с указанным средством обработки данных, при этом указанное средство обработки данных выполнено с возможностью дискретной подачи на указанные дисплейные средства указанного расчетного значения расхода жидкости на одно изделие для отображения последовательности указанных значений в графической форме. В указанное средство обработки данных предпочтительно введены граничные значения для указанного значения расхода жидкости на одно изделие, при этом указанное средство обработки данных выполнено с возможностью выдачи предупреждающего визуального и/или аудиосигнала, когда указанное значение расхода жидкости на одно изделие выйдет за пределы указанных граничных значений.
Далее, устройство предпочтительно содержит блок контроля вязкости, гидравлически связанный с указанной емкостью для непрерывного контроля и управления вязкостью жидкости в указанной емкости, при этом средство обработки данных связано с блоком контроля вязкости и выполнено с возможностью выдачи предупреждающего визуального и/или аудиосигнала, когда указанный блок контроля вязкости указывает на наличие дефекта в управлении указанной вязкостью.
При этом средство обработки данных может содержать машиночитаемую среду, на которой записана компьютерная программа, обеспечивающая указанную связь, с возможностью обмена данными, с указанным средством подсчета, указанным клапаном и указанным расходомером, а также выполнение указанных расчетов.
Настоящее изобретение включает в себя также способ контроля расхода лака на одну консервную банку в модуле нанесения покрытия, связанном с резервуаром лака, снабженным входной трубой для подачи лака, в оборудовании для производства консервных банок. Данный способ предусматривает следующие операции:
прерывистый перевод клапана, установленного во входной трубе из закрытого в открытое положение, открывающее доступ лаку в промежуточную емкость, соединенную питающей трубой с указанным модулем 3 нанесения покрытия, и обеспечивающее повышение в ней уровня поверхности жидкости от нижнего уровня до верхнего уровня,
измерение, посредством расходомера, связанного с указанной входной трубой, количества указанной жидкости, поступающей в указанную емкость,
подсчет числа изделий, на которые в указанном модуле нанесения покрытия нанесена указанная жидкость,
расчет первого значения, соответствующего общему количеству указанной жидкости, прошедшей указанный расходомер в течение временного интервала между двумя последовательными переходами указанной поверхности жидкости на единственный из указанных уровней,
расчет второго значения, соответствующего общему числу изделий, на которые в течение того же временного интервала нанесен указанный лак, и
расчет расхода лака на одно изделие делением первого указанного значения на второе указанное значение.
Согласно предпочтительным альтернативным вариантам данный способ включает также операции определения положения указанного клапана и задания указанных верхнего и нижнего уровней на основе переходов указанного клапана в указанные закрытое и открытое положения соответственно.
Кроме того, указанные операции расчета дополнительно включают:
а) ожидание момента закрывания указанного клапана,
б) считывание со средства расчета потока, связанного с указанным расходомером, при клапане в закрытом (или открытом) положении, первого значения потока и считывание со средства подсчета числа банок, на которые в указанном модуле нанесения покрытия нанесен указанный лак, первого числа банок,
в) ожидание момента открывания указанного клапана,
г) ожидание момента закрывания указанного клапана,
д) при клапане в закрытом положении считывание с указанного средства расчета потока второго значения потока и считывание с указанного средства подсчета второго числа банок, расчет указанного первого значения, соответствующего разности между указанными значениями потока, расчет указанного второго значения, соответствующего разности между указанными числами банок, расчет значения расхода лака на одно изделие путем деления указанного первого значения на указанное второе значение, и повторение операций (в)-(д) с использованием указанного второго значения потока как указанного первого значения потока и указанного второго числа банок как указанного первого числа банок.
В альтернативном варианте операции расчета дополнительно включают:
а) ожидание момента открывания указанного клапана,
б) считывание со средства расчета потока, связанного с указанным расходомером, при клапане в открытом положении, первого значения потока и считывание со средства подсчета числа банок, на которые в указанном модуле нанесения покрытия нанесен указанный лак, первого числа банок,
в) ожидание момента закрывания указанного клапана,
г) считывание с указанного средства расчета потока, при клапане в закрытом положении, второго значения потока,
д) ожидание момента открывания указанного клапана,
е) при клапане в открытом положении считывание с указанного средства подсчета второго числа банок, расчет указанного первого значения, соответствующего разности между указанными значениями потока, расчет указанного второго значения, соответствующего разности между указанными числами банок, расчет значения расхода лака на одно изделие путем деления указанного первого значения на указанное второе значение, и повторение операций (в)-(е) с использованием указанного второго значения потока как указанного первого значения потока и указанного второго числа банок как указанного первого числа банок.
В следующем альтернативном варианте операции расчета дополнительно включают:
а) ожидание момента открывания указанного клапана,
б) считывание со средства расчета потока, связанного с указанным расходомером, при клапане в открытом положении, первого значения потока и считывание со средства подсчета числа банок, на которые в указанном модуле нанесения покрытия нанесен указанный лак, первого числа банок,
в) считывание с указанного средства расчета потока второго значения потока и расчет разности между указанными первым и вторым значениями потока,
г) повторение операции (в) до тех пор, пока указанная разность не станет равной заданному значению,
д) закрывание указанного клапана,
е) ожидание момента открывания указанного клапана,
ж) при клапане в открытом положении считывание с указанного средства подсчета второго числа банок, расчет указанного второго значения, соответствующего разности между указанными числами банок, расчет значения расхода лака на одно изделие путем деления указанного первого значения на указанное второе значение, и повторение операций (в)-(ж) с использованием указанного второго значения потока как указанного первого значения потока и указанного второго числа банок как указанного первого числа банок.
Для осуществления предложенного способа контроля расхода лака на одну консервную банку в модуле нанесения покрытия в оборудовании для производства консервных банок в рамках настоящего изобретения создано соответствующее устройство, содержащее:
средство подсчета числа изделий, на которые в указанном модуле нанесения покрытия нанесена указанная жидкость, для получения тем самым данных о числе изделий,
емкость для промежуточного хранения указанного лака, средство для подачи указанного лака из резервуара лака в указанную емкость по входной трубе,
средство для подачи указанного лака из указанной емкости по питающей трубе в указанный модуль нанесения покрытия,
клапан, установленный в указанной входной трубе с возможностью перехода из закрытого в открытое положение и обратно,
блок управления клапаном, выполненный с возможностью обеспечения прерывистого перевода указанного клапана из указанного закрытого в указанное открытое положение, открывающего доступ лака в указанную емкость и обеспечивающего повышение в ней уровня поверхности лака от нижнего уровня до верхнего уровня,
расходомер, связанный с указанной входной трубой для измерения количества указанного лака, поступающей в указанную емкость, и обеспечения тем самым данных о потоке указанного лака, и
средство обработки данных для обмена данными с указанными средством (32, 33) подсчета, указанным клапаном и указанным расходомером.
Указанное средство обработки данных, на основе указанных данных о потоке и указанных данных о числе изделий, соответствующих временному интервалу между двумя последовательными переходами указанного клапана в единственное из указанных положений, осуществляет расчет общего количества указанного лака, прошедшего расходомер в течение указанного временного интервала, и общее число изделий, на которые в течение указанного временного интервала нанесен указанный лак, с последующим расчетом расхода лака на одно изделие путем деления указанного общего количества на указанное общее число.
Перечень чертежей
Перечисленные и другие задачи, решаемые настоящим изобретением, а также его достоинства станут понятнее из нижеследующего описания, сопровождаемого чертежами, иллюстрирующими предпочтительный вариант реализации изобретения, на которых:
фиг.1 представляет собой схематичную иллюстрацию устройства контроля по настоящему изобретению, установленного в модуле нанесения покрытия, входящего в состав стандартного оборудования для производства консервных банок;
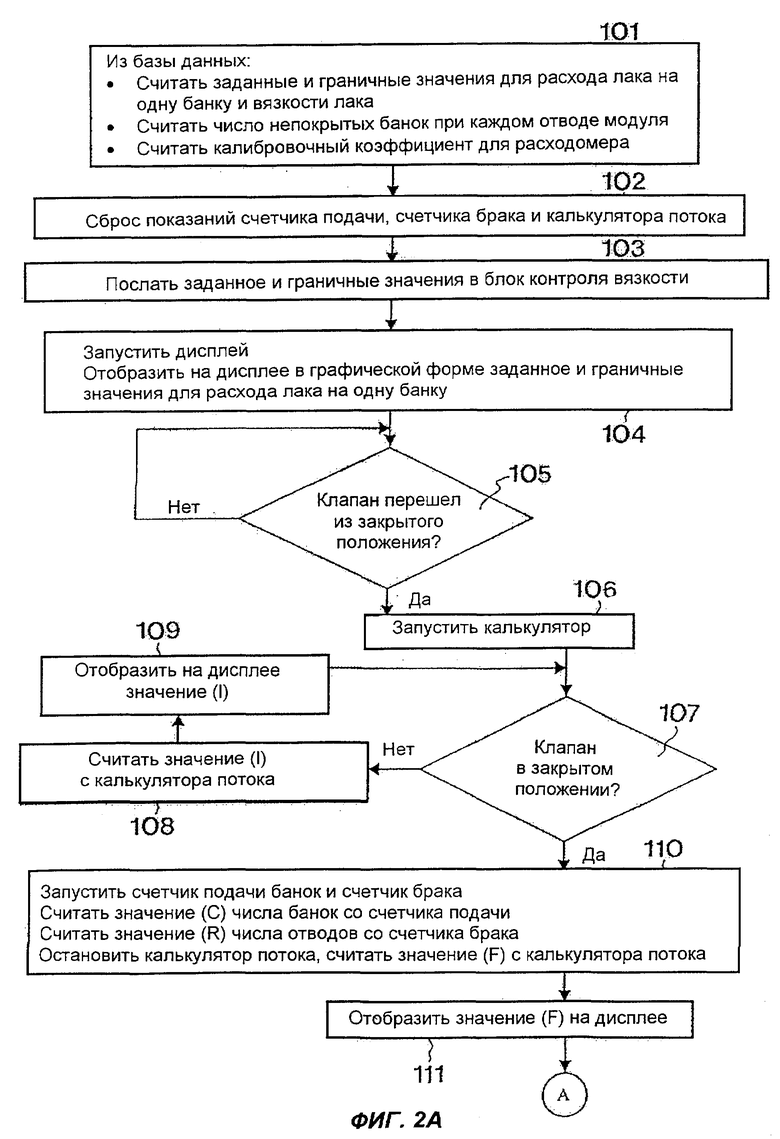
на фиг.2А приведена блок-схема первой, подготовительной последовательности действий, выполняемой средствами обработки данных, входящими в состав устройства контроля по настоящему изобретению;
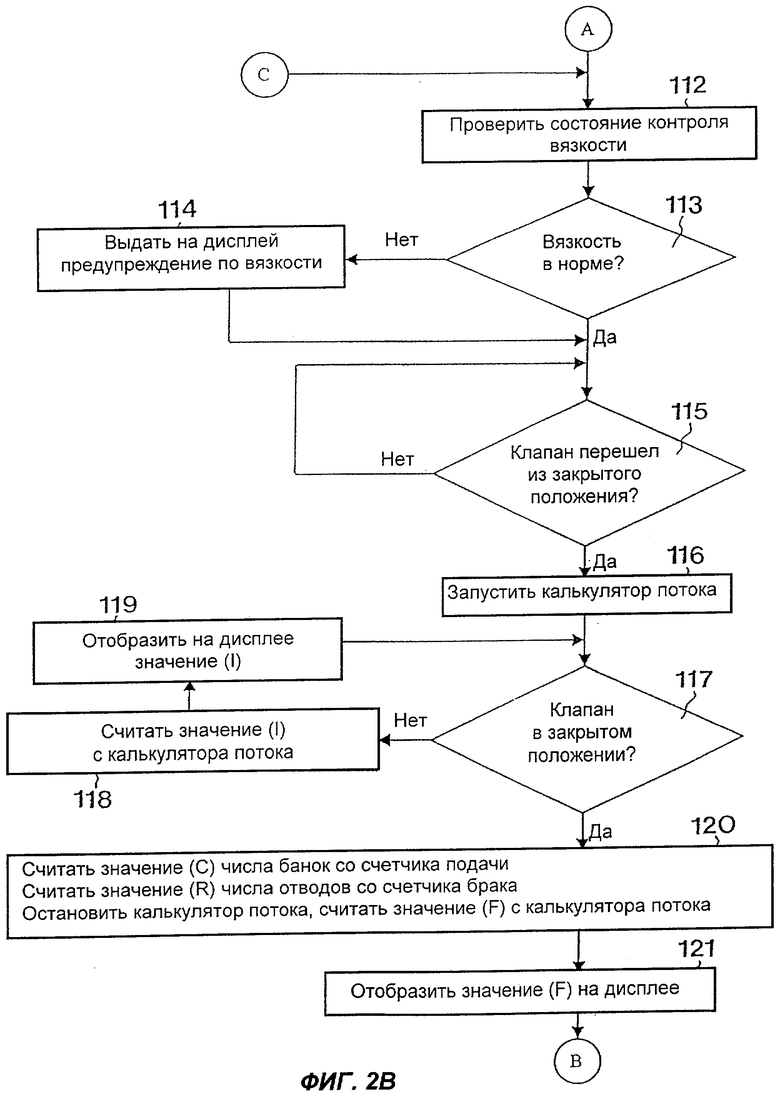
на фиг.2В приведена блок-схема второй последовательности действий, выполняемой средствами обработки данных;
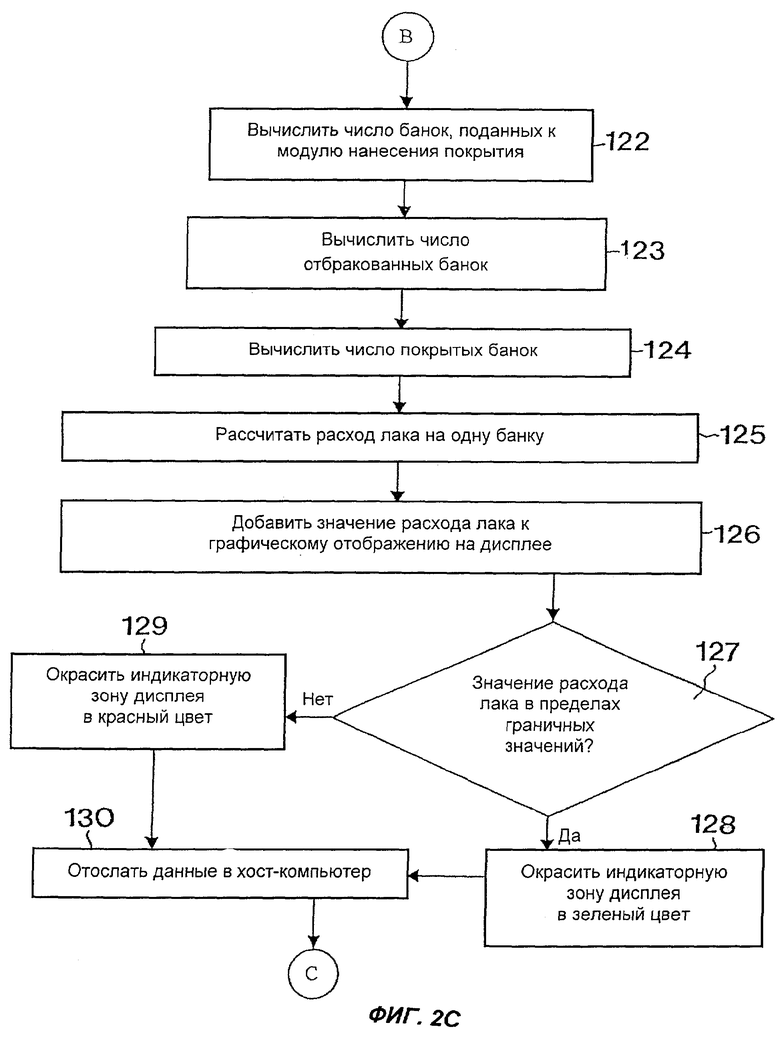
на фиг.2С приведена блок-схема третьей последовательности действий, выполняемой средствами обработки данных;
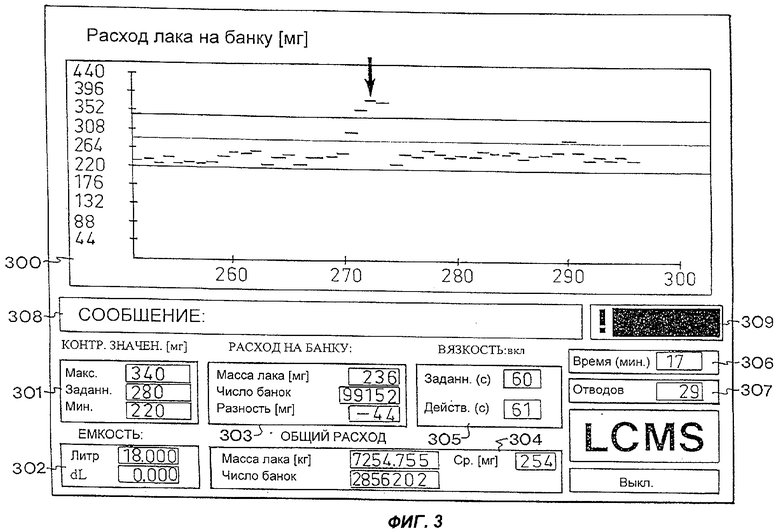
фиг.3 иллюстрирует представление данных измерений на дисплее в процессе работы устройства по изобретению.
Сведения, подтверждающие возможность осуществления изобретения
Фиг.1 схематично иллюстрирует релевантные части оборудования для производства консервных банок, в состав которого включено устройство контроля по настоящему изобретению. В состав этого оборудования входят механизм 1 подачи для непрерывной подачи консервных банок 2 к модулю 3 нанесения покрытия. Механизм 1 подачи выполнен с возможностью подвода консервных банок 2 к вращающему наносящему ролику 4 модуля 3 нанесения покрытия, так что лак переносится с него на наружную боковую поверхность банок 2. Датчик 5 подачи банок установлен смежно с механизмом 1 подачи для индикации подачи консервной банки 2 в модуль 3 нанесения покрытия. Для того чтобы предотвратить контакт между наносящим роликом 4 и любой подаваемой к нему дефектной банкой, модуль 3 нанесения покрытия имеет возможность отводиться от механизма 1 подачи с помощью отводящего блока (не изображен), когда отдельный датчик (не изображен) обнаруживает дефектную банку. В модуле 3 нанесения покрытия предусмотрен также датчик 6 отвода для индикации отвода данного модуля.
Верхняя часть модуля 3 нанесения покрытия соединена посредством питающей трубы 7 с донной частью промежуточной емкости 8 для лака. Труба 9 возврата соединяет нижнюю часть модуля 3 нанесения покрытия с верхней частью промежуточной емкости 8. Под наносящим роликом 4 установлен поддон 10 для сбора избытка лака. Поддон 10 соединен трубой 12 с сосудом 11 для сбора лака. В альтернативном (не изображенном на фиг.1) варианте указанная труба 12 может отводить избыточный лак в промежуточную емкость 8. В питающей трубе 7 установлен насос 13, выполняющий функцию средства для непрерывной подачи жидкости (в частности лака) из емкости 8 в модуль 3 нанесения покрытия и затем обратно в промежуточную емкость 8 по трубе 9 возврата.
Промежуточная емкость 8 связана с резервуаром 14 лака посредством входной трубы 15. Во входной трубе 15 установлен насос 15', представляющий собой средство для подачи жидкости (в частности лака) из резервуара 14 в промежуточную емкость 8. Расходомер 16 обеспечивает измерение потока лака через входную трубу 15. Во входной трубе 15 имеется впускной клапан 17. Когда клапан 17 находится в открытом положении, лак может поступать в емкость 8; когда клапан в закрытом положении, поступление лака прерывается. Имеется датчик 18 положения клапана, индицирующий положение клапана 17. Датчик 18 предпочтительно выполнен с возможностью индицировать, по меньшей мере, закрытое положение клапана, причем переход клапана 17 из закрытого положения косвенно указывает на то, что он находится в открытом положении. В этом варианте датчик 18 положения клапана будет вырабатывать первый сигнал уровня (высокий/низкий), когда клапан 17 находится в закрытом положении, и второй сигнал (низкий/высокий), когда клапан 17 находится в открытом положении.
С емкостью 8 связан датчик 19 уровня, содержащий первый и второй элементы 20, 21, индицирующие моменты, когда уровень лака в емкости 8 достигает соответственно нижнего В и верхнего А уровней, изображенных пунктирными линиями на фиг.1. Блок 22 управления клапаном электрически связан с впускным клапаном 17 и с датчиком 19 уровня. Блок 22 управления выполнен с возможностью открывать клапан 17, когда датчик 19 уровня указывает на достижение в емкости 8 нижнего уровня В, и закрывать клапан 17, когда датчик 19 уровня указывает на достижение верхнего уровня А. В результате функционирования блока 22 управления емкость 8 будет дискретно наполняться лаком до уровня А.
Емкость 8 дополнительно снабжена блоком 23 перемешивания, входящим внутрь емкости и снабженным мешалкой 24, например, в форме лопастей или аналогичных элементов, расположенной ниже самого низкого уровня В лака в емкости 8. Блок 23 перемешивания служит для тщательного перемешивания разбавителя, поступающего в емкость 8 вместе с лаком. Предусмотрено также поддержание в емкости 8 постоянной температуры. Колебания температуры являются нежелательными, поскольку они приводят к соответствующим колебаниям вязкости лака. Свежий лак, поступающий по питающей трубе 15, как правило, является более холодным, чем лак, оставшийся в емкости 8, тогда как лак, возвращаемый по трубе 9 возврата, имеет более высокую температуру, чем оставшийся лак. Мешалка 24 в емкости 8 предпочтительно находится в постоянном вращении.
С емкостью 8 связан также блок 25 контроля вязкости, который служит для непрерывного измерения и контроля вязкости лака в емкости 8. Блок 25 контроля вязкости соединен с датчиком 26 вязкости, входящим внутрь емкости 8. Емкость 27 с разбавителем, например бутилгликолем, соединена с промежуточной емкостью 8 посредством трубы 28 подачи разбавителя, тогда как отводящая труба 29 соединяет подающую трубу 7 с емкостью 8. На основе данных о вязкости, выданных датчиком 26, блок 25 контроля вязкости управляет вязкостью, селективно воздействуя на клапан 30 управления в трубе 28 и тем самым подавая разбавитель к датчику 26 вязкости, в котором разбавитель перед поступлением в емкость 8 смешивается с лаком, поступающим через отводную трубу 29.
Счетчик 32 подаваемых банок электрически связан с датчиком 5 подачи банок для того, чтобы воспринимать импульсы, поступающие от этого датчика и подсчитывать число банок 2, подаваемых к модулю 3 нанесения покрытия. Аналогично, счетчик 33 брака электрически связан с датчиком 6 отвода для того, чтобы воспринимать импульсы, поступающие от этого датчика, и подсчитывать число банок 2, выбракованных в модуле 3 нанесения покрытия. В совокупности счетчики 32, 33 образуют средство 32, 33 подсчета числа банок, на которые в модуле 3 нанесен лак. Средство расчета потока, выполненное, например, в виде калькулятора 34, электрически связано с расходомером 16, чтобы рассчитывать количество лака, проходящего через расходомер 16.
Со счетчиком 32 подаваемых банок, счетчиком 33 брака и калькулятором 34 потока электрически связано, с возможностью обмена данными, средство 35 обработки данных. Средство 35 обработки данных электрически связано также с датчиком 18 положения клапана и блоком 25 контроля вязкости. Блок 36 управления дисплеем 37, образующий вместе с ним дисплейные средства, электрически связан со средством 35 обработки данных для осуществления управления представлением данных на дисплее 37. Блок 38 памяти электрически связан со средством 35 обработки данных для формирования базы данных. Средство 35 обработки данных может также обмениваться данными с хост-компьютером 40 через сетевое соединение 39.
Работа устройства контроля, представленного на фиг.1, кратко может быть описана следующим образом. Жидкость (в конкретном варианте лак) непрерывно циркулирует между емкостью 8 и модулем 3 нанесения покрытия по подающей трубе 7 и трубе 9 возврата. Когда клапан 17 закрыт, уровень лака в емкости 8 понижается. При достижении уровня В клапан 17 открывается и дает доступ лаку в емкость 8, так что уровень лака в ней будет повышаться. При достижении уровня А клапан 17 закроется и т.д.
Как количество лака, поступающее в емкость 8, так и число покрытых изделий (в конкретном варианте консервных банок) измеряются в период, в течение которого поверхность лака в емкости 8 опускается от уровня А до уровня В и снова возвращается на уровень А. На основе выполненных измерений рассчитывается средний расход лака на изделие (банку) в течение указанного периода. Альтернативно, данный период может соответствовать движению поверхности лака от уровня В до уровня А и снова до уровня В.
Предпочтительная особенность описанной схемы заключается в наличии расходомера 16. Расходомер 16 может быть использован для измерения с высокой точностью количества лака, поступающего в емкость 8 во время операций наполнения.
Еще одна предпочтительная особенность состоит в том, что расчет числа покрытых банок запускается движением впускного клапана 17 относительно точно определенного положения клапана 17. Это способствует повышению точности расчетного значения расхода лака на одно изделие.
Предпочтительная особенность заключается и в том, что вычисление расхода лака на изделие производится в период между двумя последовательными движениями поверхности лака от и до одного и того же уровня из уровней А, В. Как следствие, контроль расхода лака может производиться в течение всего времени функционирования модуля 3 нанесения покрытия, без каких-либо пропусков, т.е. интервалов, в течение которых контроль не осуществляется. Далее, нерегулярности поверхности, влияющие на точность рассчитанного значения, проявятся как вариации общего количества лака, поступившего в емкость 8 во время заполнения ее лаком от уровня В до уровня А. Следовательно, становится возможным оценить точность рассчитанного значения расхода.
Кроме того, предполагается, что сочетание перечисленных особенностей обеспечит снижение чувствительности к нерегулярностям поверхности.
Далее будут более подробно описаны некоторые элементы рассмотренного варианта устройства.
Предпочтительно, чтобы расходомер 16 обладал высоким быстродействием и обеспечивал высокую точность измерений. В варианте, реализованном на практике, был применен расходомер магнитоиндукционного типа (в частности, "promag 33", предлагаемый фирмой Endress + Hauser Inc.). Для использования расходомера данного типа проходящая через него среда должна иметь магнитную проводимость не менее 5 μS/см, что соблюдается для лаков, используемых в данном случае. Выходной сигнал расходомера 16 может иметь форму аналогового напряжения или тока, пропорциональных расходу (скорости потока). Однако для достижения высокой точности расходомер 16 предпочтительно работает в "импульсном режиме", в котором он вырабатывает выходные импульсы с частотой, пропорциональной скорости измеряемого потока. Количество импульсов, выработанных расходомером в течение определенного временного интервала, может быть преобразовано в объем лака. Для осуществления этого преобразования долен быть введен калибровочный коэффициент, соответствующий объему лака, приходящемуся на один импульс.
Желательно сконструировать промежуточную емкость 8 таким образом, чтобы площадь поверхности лака была минимальной при условии возможности удовлетворительного перемешивания лака с помощью единственной мешалки 24. В одном реализованном варианте изобретения площадь внутренней поверхности емкости 8 составляла 19 дм2 при общем ее объеме 80 л, тогда как объем, заключенный между уровнями А и В, предпочтительно составлял 13-18 л. В этом случае при использовании оборудования для производства консервных банок с подачей в темпе 1500 банок/мин, можно заполнять емкость 8 от уровня В до уровня А с периодичностью 20-30 с и при такой скорости потока, которая позволяет получить достаточную точность от расходомера 16.
Впускной клапан 17 предпочтительно следует установить не более чем на 30-50 см над емкостью 8 для того, чтобы избежать существенных различий между действительным верхним уровнем лака и уровнем А, идентифицируемым с помощью второго элемента 21.
Блок 25 контроля вязкости представляет собой стандартное устройство, имеющееся в продаже, например, модель Universal Control, поставляемую фирмой Opticolor. В этот блок 25 могут извне вводиться заданное и граничные значения времени осаждения, используемые при управлении вязкостью. Предпочтительно, блок 25 представляет собой автономный модуль, который измеряет вязкость и управляет ею, выдавая данных через последовательный интерфейс (RS232) обработки данных предупредительный сигнал при превышении граничных значений. В альтернативном варианте данные по вязкости могут передаваться от блока 25 в средство 35 обработки данных периодически.
В одном из реализованных вариантов осуществления изобретения счетчик 32 подаваемых банок, счетчик 33 брака и калькулятор 34 потока представляют собой дискретные 32-разрядные блоки цифрового модуля ввода/вывода, который взаимодействует с персональным компьютером через последовательный интерфейс (Interbus-S). Компьютерная программа, хранящаяся на жестком диске компьютера, выполняет операции, необходимые для определения расхода лака на одну банку, как это будет описано далее, со ссылкой на фиг.2А-С. Целесообразность применения модуля ввода/вывода обусловлена тем хорошо известным фактом, что программы, выполняемые в системе Microsoft Windows, не могут быть использованы для прямого подсчета импульсов при высокой частоте следования в связи с тем, что частота программных прерываний составляет 0,1 с. Применительно к оборудованию для производства консервных банок, работающему с производительностью около 1500 банок/мин, средний временной интервал между смежными импульсами, поступающими от счетчика подачи, составит 0,04 с. На практике, интервал между импульсами от расходомера, работающего в "импульсном" режиме, может оставлять 0,05 с.
Блок 22 управления клапаном может быть выполнен в виде автономного модуля, предпочтительно представляющего собой программируемый логический контроллер (ПЛК). ПЛК может быть электрически связан со средством обработки данных для того, чтобы получать от него старт/стопный сигнал, инициирующий или завершающий последовательность действий по периодическому заполнению емкости 8 лаком.
Фиг.2А-С иллюстрируют структуру программы, которая в соответствии с предпочтительным вариантом изобретения хранится в выполняющем ее компьютере. Таким образом, персональный компьютер может объединять в себе средство 35 обработки данных, блок 36 управления дисплеем, дисплей 37 и блок 38 памяти, показанные на фиг.1. В некоторых случаях вполне допустимо, чтобы компьютер дополнительно содержал также, по меньшей мере, один из следующих блоков: блок 22 управления клапаном, счетчик 32 подаваемых банок, счетчик 33 брака и калькулятор 34 потока по фиг.1.
Как показано на фиг.2А, основная программа предусматривает первую последовательность шагов 101-111 по запуску устройства контроля. На шаге 101 в оперативную память компьютера загружаются данные из базы данных, хранящейся на жестком диске 38, т.е. в блоке памяти 38, или в отдельном хост-компьютере. Типичная база данных содержит указанные заданное и граничные значения для расхода лака на одну банку и данные для управления вязкостью лака. Кроме того, база данных может дополнительно содержать калибровочный коэффициент для расходомера 16, удельный вес лака и масштабирующий коэффициент, соответствующий числу банок, остающихся без покрытия при каждом отводе модуля 3 нанесения покрытия. В принципе, можно выбирать указанные данные из списка, составленного для соответствующего типа лака и/или консервных банок, которые вводятся оператором через клавиатуру компьютера (не изображена). На шаге 102 на счетчик 32 подачи банок, счетчик 33 брака и калькулятор 34 потока подаются сигналы, обеспечивающие их установку на начальные показания. На шаге 103 заданное и граничные значения вязкости посылаются в блок 25 контроля вязкости. На шаге 104 инициализируется блок 36 управления дисплеем для того, чтобы запустить дисплей 37, на котором появляется диаграмма, где ордината соответствует расходу лака на одну банку, а абсцисса - номеру измерений. Заданное и граничные значения расхода лака предпочтительно отображаются на дисплее в виде горизонтальных линий, как это будет более подробно объяснено далее, со ссылкой на фиг.3.
На шаге 105 средство обработки данных ждет до тех пор, пока датчик 18 положения клапана обнаружит переход клапана 17 из закрытого положения. После этого программа переходит на шаг 106, на котором инициируется калькулятор 34 потока, который начинает подсчет числа импульсов от расходомера 16. Затем, на шаге 107 средство 35 обработки данных проверяет, с использованием датчика 18 положения клапана, вернулся ли клапан 17 в свое закрытое положение, т.е. перекрыт ли поток лака в емкость 8. Если нет, с калькулятора 34 потока считывается промежуточный отсчет (I), который, с использованием калибровочного коэффициента, преобразуется в количество лака. Это количество затем в цифровой форме выводится на дисплей 37 (шаг 109). Цикл шагов 107-109 повторяется до тех пор, пока клапан 17 не вернется в закрытое состояние. Тогда, на шаге 110, инициируются счетчик 32 подачи банок и счетчик 33 брака, которые начинают подсчитывать число банок 2, подаваемых к модулю 3 нанесения покрытия, и число отводов модуля 3 нанесения покрытия соответственно. В этот момент средство 35 обработки данных считывает отсчет (С) числа банок со счетчика 32 подачи банок и отсчет (R) числа отводов со счетчика 33 брака. Затем, предпочтительно по истечении задержки в 5-10 с для того, чтобы дать лаку, оставшемуся во входной трубе 15 ниже клапана 17, стечь в емкость 8, калькулятор 34 потока останавливается; с него считывается отсчет (F) потока, который преобразуется в количество лака. Затем это количество лака, соответствующее общему количеству лака, поступившего в емкость 8, отображается в цифровой форме на дисплее 37 (шаг 111).
По завершении этой начальной последовательности запускается основной цикл 112-130. Первая часть этого основного цикла представлена на фиг.2В. На шаге 112 средство 35 обработки данных проверяет состояние блока 25 контроля вязкости. Если вязкость вышла за граничные значения, блок 25 контроля вязкости вырабатывает предупредительный сигнал. Если средство 35 обработки данных принимает указанный сигнал (шаг 113), на дисплее 37 появляется предупреждающее сообщение (шаг 114). В альтернативном варианте шаги 112-114 могут быть опущены, т.е. проверка вязкости может осуществляться периодически, например каждые 4 с, независимо от выполнения главного цикла.
Затем программа переходит на шаг 115, на котором средство 35 обработки данных ожидает, пока датчик 18 положения клапана обнаружит переход клапана 17 из своего закрытого положения, т.е. момента, когда лаку открывается доступ в емкость 8. В данный момент средство 35 обработки данных запускает калькулятор 34 потока (шаг 116).
По завершении шага 116 средство 35 обработки данных проверяет, с использованием датчика 18 положения клапана, вернулся ли клапан 17 в свое закрытое положение, т.е. перекрыт ли поток лака в емкость 8 (шаг 117). Если нет, с калькулятора 34 потока считывается промежуточный отсчет (I), который, с использованием калибровочного коэффициента, преобразуется в количество лака. Это количество затем в цифровой форме выводится на дисплей 37 (шаг 118). Цикл шагов 117-119 повторяется до тех пор, пока клапан 17 не вернется в закрытое состояние.
Затем выполняется шаг 120, на котором средство 35 обработки данных считывает отсчет (С) числа банок со счетчика 32 подачи банок и отсчет (R) числа отводов со счетчика 33 брака. Потом, предпочтительно по истечении задержки, средство 35 обработки данных останавливает калькулятор 34 потока и считывает с него отсчет (F) потока, который преобразуется в количество лака. Затем это количество лака, соответствующее общему количеству лака, поступившего в емкость 8 между шагами 115-120, отображается в цифровой форме на дисплее 37 (шаг 121).
На фиг.2С представлена вторая часть главного цикла 112-130. На шагах 122-124 средство 35 обработки данных вычисляет число банок, на которое в период времени между двумя последовательными переходами клапана из закрытого состояния было нанесено покрытие лака. Сначала, на шаге 122, как разность между двумя последовательно считанными отсчетами (С) числа банок, вычисляется число банок, которые были поданы к модулю 3 нанесения покрытия в данный период времени. Далее, на шаге 123, как разность между двумя последовательно считанными отсчетами (R) отводов, умноженная на масштабирующий фактор, вычисляется число банок, которые были отбракованы в данный период времени. Разность между значениями, полученными на шагах 122 и 123 соответственно, представляет число консервных банок, на которые в течение данного периода был нанесен лак.
На шаге 125 делением количества лака, определенного на шаге 120, на число банок, рассчитанное на шаге 124, рассчитывается расход лаковой композиции на одну банку. Количество лака (л) предпочтительно сначала преобразуется в вес (мг) путем умножения на значение удельного веса, установленного на шаге 101. На шаге 126 найденный расход лака добавляется к графическому отображению на дисплее 37. После этого средство 35 обработки данных сравнивает этот расход лака с соответствующими граничными значениями (шаг 127). Если значение расхода лежит внутри интервала, заданного граничными значениями, индикаторная зона на дисплее 37 имеет зеленую окраску (шаг 128). Если же нет, эта зона становится красной (шаг 129). На следующем шаге 130 релевантные данные, такие как расход лака на одну банку, отсылаются на хост-компьютер для хранения. По завершении шага 130 программа возвращается на шаг 112 для следующего выполнения цикла 112-130.
На фиг.3 приведен вариант выведенного на дисплей компьютера пользовательского интерфейса устройства контроля по настоящему изобретению. На дисплее предусмотрено верхнее поле 300, в котором в графической форме (в виде штрихов) отображаются последовательно рассчитываемые значения расхода лака. Это позволяет оператору обнаруживать нежелательные тренды в расходе лака и осуществлять корректирующие воздействия. Стрелка на фиг.3 указывает момент, когда оператором было выполнено одно подобное воздействие.
Желательно использовать цвет каждого штриха для индикации текущего результата измерений. Штрих белого цвета используется, когда система не вырабатывает никакого предупредительного сигнала. Желтый штрих указывает на наличие неисправности в управлении вязкостью. Синий штрих указывает на выход из строя расходомера 16, например, наличие воздуха во входной трубе 15. Наконец, красный штрих обозначает, что текущее значение расхода лака на одну банку лежит вне граничных значений, заданных в поле 300.
В нижней части дисплея имеются поля 301-307 для цифрового отображения релевантных данных. В поле 301 выводятся заданное, а также максимальное и минимальное значения расхода лака на одну банку. Все эти значения приведены также в поле 300 в виде горизонтальных линий. В поле 302 отображается, с дискретным обновлением, количество (I) лака, поступающее в емкость 8. По завершении последовательности действий, связанных с заполнением этой емкости, в этом же окне 302 отображается общее количество лака (F), поступившее в емкость 8. В окне 302 желательно также отображать разность (dL) между общими количествами лака, поступившего в емкость 8 при двух последовательных заполнениях. Это даст оператору индикатор точности расчетного значения расхода лака на одну банку.
Поле 303 содержит самое свежее расчетное значение расхода лака на одну банку, а также соответствующее ему число обработанных банок. В поле 304 отображаются данные о полном расходе лака и общем числе обработанных банок с начала работы устройства контроля. В поле 305 представлены данные о заданном и текущем значениях времени осаждения для блока 25 контроля вязкости. Поле 306 показывает время, прошедшее с момента последнего обновления на дисплее значения расхода лака. В поле 307 индицируется число (R) отводов. В поле 308 на естественном языке выводятся сообщения об ошибках. Индикаторная зона, цвет которой переходит из зеленого в красный, если расход лака на одну банку выходит за пределы граничных значений (шаги 127-129 на фиг.2С), соответствует полю 309.
Согласно шагу 114 (фиг.2В), предупреждение в отношении вязкости выдается оператору при обнаружении дефекта при контроле вязкости. Как уже упоминалось, это предупреждение предпочтительно выдается в виде визуально наблюдаемого изменения, например цвета или формы соответствующего штриха в поле 300. Можно также предусмотреть выдачу звукового сигнала, когда-либо расход лака выходит за пределы граничных значений, либо обнаружен дефект при контроле вязкости. Альтернативно, средство 35 обработки данных может выдать контрольный, или управляющий сигнал на выключение оборудования для производства консервных банок.
Следует отметить, что приведенное описание относится к предпочтительному варианту осуществления изобретения и могут быть предложены также другие модификации, не выходящие за пределы объема охраны изобретения, определяемого прилагаемой формулой изобретения. В частности, возможен вариант, согласно которому измерения производят в интервале времени, в течение которого поверхность лака перемещается от нижнего уровня В до верхнего уровня А и обратно до нижнего уровня В (см. фиг.1).
В соответствии с другим вариантом у датчика уровня имеется только один, первый элемент, указывающий на достижение нижнего уровня В в емкости 8. В этом, как и предыдущем случае, при достижении поверхностью лака уровня В, будет открываться клапан 17 и лак будет поступать в емкость 8, так что его уровень начнет повышаться. В этом варианте, однако, количество лака, которое должно поступить в емкость 8, определяется расходомером 16. Когда средство 35 обработки данных установит, что через расходомер 16 прошло заданное количество лака, оно закроет клапан 17. И в этом случае поверхность лака в емкости 8 вернется к верхнему уровню. После закрывания клапана 17 поверхность лака в емкости 8 постепенно понизится до уровня В, клапан 17 снова откроется и описанный процесс повторится. И количество лака, поступившее в емкость 8, и число банок, покрытых лаком, измеряются в том интервале времени, в котором поверхность лака в емкости 8 повышается от уровня В и затем вновь опускается до уровня В.
Разумеется, нет необходимости физически запускать и останавливать калькулятор 34 потока соответственно в начале и в конце указанного временного интервала. Вместо этого, в начале и в конце этого интервала средство 35 обработки данных может считывать с калькулятора 34 потока первый и второй отсчеты прошедшего потока. Разность между этими отсчетами соответствует общему количеству жидкости, поступившей в емкость 8 во время операций заполнения.
В одном (не изображенном) варианте датчик 5 подачи банок и датчик 6 отвода объединены в единый датчик, который расположен смежно с механизмом 1 подачи для индикации проходящей мимо него консервной банки 2. Этот датчик связан с модулем управления датчиком, который выполнен с возможностью выдачи первого сигнала, когда в модуль 3 нанесения покрытия поступает бездефектная банка, и второго сигнала, когда поступающая банка является дефектной. Предпочтительно при этом выполнить датчик таким образом, что при прохождении дефектной банки никакого сигнала не выдается. Модуль управления датчиком выполнен с возможностью анализа последовательности импульсов, поступающих от датчика, для идентификации дефектной банки по внезапному пропуску импульса в последовательности импульсов и выработки соответствующего второго сигнала. Второй сигнал подается как на модуль отвода для начала отвода модуля 3 нанесения покрытия, так и на счетчик 33 брака для индикации этого отвода.
В случае, когда известно, что количество отводов достаточно мало и постоянно во времени, последовательность выходных сигналов от датчика 5 подачи банок может быть использована для аппроксимации числа консервных банок 2, на которые в модуле 3 нанесения покрытия был нанесен лак. В этих условиях, без ущерба для точности измерений, датчик 6 отвода и счетчик 32 брака могут не использоваться.
В общем случае способ согласно настоящему изобретению позволяет использовать модуль нанесения покрытия в режиме нанесения минимального количества жидкости на каждое изделие, с соответствующей экономией жидкости и сокращении операционных затрат. В частности, с помощью устройства по настоящему изобретению оператор может регулировать количество лака, наносимого на одну банку. Если банки должны иметь так называемый "открытый" стиль оформления, т.е. когда белая грунтовка должна быть видна через графический рисунок, модуль нанесения покрытия настраивается на оптимальное значение, лежащее между максимальным и минимальным значениями. Если же используется "закрытый" стиль оформления, т.е. если графическое изображение должно полностью покрывать всю банку, модуль нанесения покрытия может работать вблизи минимально допустимого количества наносимой жидкости. В результате может быть достигнута значительная экономия лака.
Следует отметить также, что каждое значение расхода лака на одну банку рассчитывается, как среднее значение по некоторому числу консервных банок. В типичном случае, применительно к предпочтительному варианту, каждое расчетное значение основывается на данных по 50000-100000 банок. Производители консервных банок стремятся снизить производственные расходы. Повышение производительности автоматически приведет к более быстрому обновлению расчетного значения потребления лака на дисплее 37 устройства по изобретению. Сокращение расхода лака на одну банку может потребовать соответствующего уменьшения заполняемого объема в емкости 8, например, путем перенастройки датчиков уровня на меньшее расстояние А-В с тем, чтобы избежать замедления темпа обновления значений расхода на дисплее 37.
Устройство по настоящему изобретению может быть также применено для контроля расхода лака в вытяжном прессе, используемым при производстве консервных банок. Однако использование изобретения не ограничивается производством консервных банок; напротив, оно применимо и к другим ситуациям, в которых требуется высокоточный непрерывный контроль расхода жидкости, особенно если жидкость является сравнительно дорогой.
Изобретения предназначены для контроля количества жидкости, наносимой на одно изделие (в конкретном варианте - лака на консервную банку) в модуле нанесения покрытия. Устройство содержит средство подсчета, обеспечивающее получение данных о числе банок, на которые нанесен лак, промежуточную емкость для лака, средство подачи лака из резервуара в емкость по входной трубе, средство подачи лака из емкости к модулю нанесения покрытия. Во входной трубе установлен клапан, имеющий возможность перехода из закрытого положения в открытое положение, в котором лак поступает в емкость. С входной трубой связан расходомер для получения данных о скорости потока. Средство обработки данных о скорости потока и о числе банок в течение интервала времени между двумя последовательными возвратами клапана в одно и то же положение обеспечивает расчет общего количества лака, прошедшего расходомер в течение указанного временного интервала, и общего числа банок, покрытых лаком в течение этого же интервала, чтобы затем рассчитать расход лака на одну банку. Изобретения обеспечивают непрерывный контроль расхода лака с повышенной точностью, благодаря нечувствительности к колебаниям поверхности жидкости в промежуточной емкости. 2 н. и 31 з.п. ф-лы, 3 ил.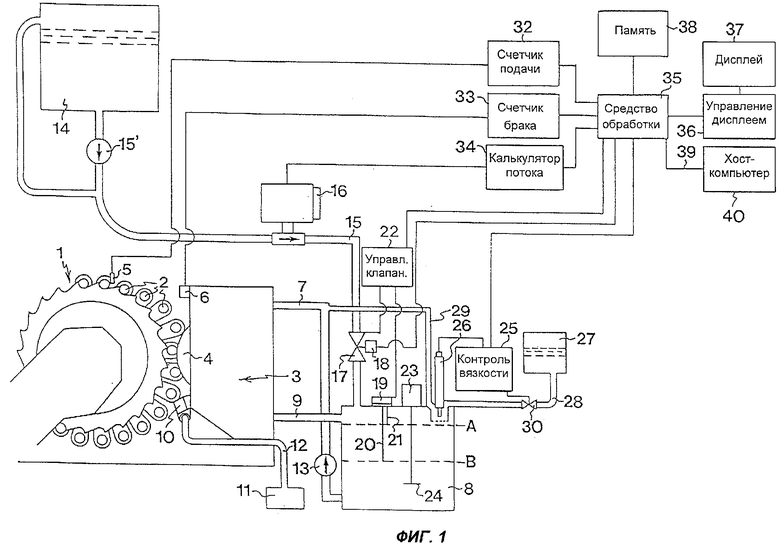
| DE 3925016 A1, 31.01.1991 | |||
| Установка для нанесения покрытий | 1986 |
|
SU1398926A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ РАСХОДА ЖИДКОСТИ | 1992 |
|
RU2060533C1 |
| US 5288524 A, 22.02.1994. | |||

