Настоящее изобретение относится к лазерной обработке материалов и, в частности, к способу и устройству для защиты лазерного блока от пыли и отходов обработки, образующихся в области обработки в процессе лазерной обработки мишени (объекта) или подложки.
Настоящее изобретение представляет особенную ценность для аппарата лазерной гравировки или маркировки. В связи с этим описание уровня техники, решаемых задач и примеров осуществления будет дано применительно к такому аппарату для лазерной гравировки. Однако изобретение может использоваться также применительно к оборудованию любого другого типа, предназначенному для лазерной обработки материалов, такому как аппараты для других видов лазерной обработки поверхности, для резки лазером и лазерной сварки.
Уровень техники
В общем случае, как это описано, например, в патентных документах Германии DE-A1-4338774 или DE-A1-440523, аппарат для лазерной гравировки содержит лазерный блок и направляющее устройство для мишени или объекта обработки, которое расположено под лазерным блоком и предназначено для направления объекта при его перемещении мимо лазерного блока. Лазерный блок содержит лазерную головку, предназначенную для генерирования лазерного излучения, и управляющую головку, предназначенную для направления и фокусирования лазерного излучения на объект для гравировки знаков. При лазерной обработке объекта материал удаляется с него в виде мелких частиц. Эти частицы или отходы создают пыль, которая либо прилипает к поверхности объекта, либо отлетает от него под действием лазерного излучения. В таком аппарате важно предотвратить проникновение пыли в лазерный блок, поскольку присутствие пыли может приводить к повреждению оптических компонентов или ухудшению их характеристик.
В аппарате для лазерной гравировки, раскрытом в европейском патентном документе ЕР-А1-0085484, использована не описываемая в дальнейшем система создания воздушной завесы, включающей опускаемую гофрированную трубу, расположенную между лазерным блоком и находящейся под ним областью гравировки, для предотвращения попадания пыли в лазерный блок. Такая система может быть достаточной для того, чтобы защитить лазерный блок от пыли, содержащейся в окружающей среде. Однако в лазерный блок могут попадать также пыль или отходы, которые образуются в области гравировки в результате удаления материала объекта. Эта проблема усугубляется при высокоточной гравировке, когда расстояние между лазерным блоком и областью гравировки должно быть уменьшено, так что источник образования пыли приближается к чувствительному лазерному блоку.
Очевидно, что ситуация ухудшается еще больше, если лазерный блок должен быть расположен под областью гравировки, поскольку гравитация способствует осаждению пыли на лазерный блок. В тех случаях когда маркировочные знаки должны быть выгравированы на двух сторонах объекта, особенно с точным расположением по отношению друг к другу, может быть оптимальным или даже необходимым выполнение гравировки с обеих сторон. Если объект необходимо переворачивать между операциями гравировки, легко теряется позиционное соотношение между противоположными сторонами. Эта проблема проявляется особенно в случаях выполнения гравировки на непрерывной ленте материала, так как операция переворачивания является сложной для выполнения и требует много места. Такая операция переворачивания не совместима с высокими производственными скоростями. Кроме того, при использовании двух последовательных гравировальных установок для гравировки каждой стороны ленты и промежуточной установки для переворачивания ленты расстояние между гравировальными установками должно быть настолько большим, что трудно соблюсти позиционное соотношение между маркировочными знаками на противоположных сторонах ленты. Далее, если подлежащий лазерной гравировке объект мал, имеет малый вес и/или изготовлен из гибкого материала, известная система создания воздушной завесы может нежелательным образом изменять положение или форму объекта в ходе операции гравировки.
По совокупности существенных признаков ближайшими аналогами заявленного способа, устройства и аппарата могут быть выбраны технические решения, раскрытые в патентных документах DE 3822097, SU 311542 и FR 2627409, соответственно.
Сущность изобретения
Задача, на решение которой направлено настоящее изобретение, заключается в устранении или по меньшей мере снижении указанных недостатков и создании усовершенствованного способа и устройства для защиты лазерного блока от пыли, образуемой в области обработки в процессе обработки мишени (объекта) или подложки. Более конкретно, изобретение направлено на решение задачи устранения доступа пыли к лазерному блоку с одновременным обеспечением возможности высокоточной лазерной обработки объектов всех видов.
Кроме того, изобретение направлено на решение задачи минимального влияния на положение и форму объекта, находящегося в области обработки в процессе его обработки. Еще одной задачей изобретения является обеспечение возможности лазерной обработки объекта с любой стороны или с обеих сторон объекта.
В соответствии с изобретением решение указанных и других задач достигается за счет способа и устройства, которые охарактеризованы в независимых пунктах формулы изобретения. Предпочтительные примеры осуществления изобретения изложены в зависимых пунктах формулы изобретения.
За счет установления в области обработки давления, равного давлению окружающей среды, могут быть сведены к минимуму воздействующие на объект усилия. Таким образом, меры для защиты от пыли позволяют осуществлять обработку любых видов объектов, даже мелких, легких по весу и/или гибких объектов. За счет создания в первой области, находящейся между областью обработки и лазерным блоком, продольного потока газа, направленного к области обработки, эффективно предотвращается перемещение пыли к лазерному блоку. Кроме того, способ и устройство по изобретению позволяют производить обработку объекта снизу, поскольку продольный поток газа в первой области может быть отрегулирован таким образом, чтобы нейтрализовать силу тяжести, которая действует на образующуюся в процессе обработки объекта пыль.
В одном примере осуществления газ одновременно отводят из зоны, прилегающей к области обработки, и подают в первую область, находящуюся между областью обработки и лазерным аппаратом, устанавливая тем самым в области обработки давление, равное давлению окружающей среды, и создавая поток газа, направленный к области обработки. Предпочтительно чтобы продольный поток газа ускорялся в направлении области обработки для увеличения его способности нейтрализовать опускание пыли под действием силы тяжести.
В другом примере осуществления корпус устройства для защиты от пыли расположен между лазерным блоком и областью обработки. Внутри корпуса имеется проход, идущий от входного отверстия для лазерного излучения, обращенного к лазерному аппарату, до выходного отверстия для лазерного излучения, которое обращено к области обработки и обычно находится вблизи нее. Газ одновременно подают в проход и отводят из него через различные участки прохода. За счет равного количества подаваемого и отводимого газа в области выходного отверстия для лазерного излучения, а практически также и в области обработки, обеспечивается поддержание давления, по существу равного давлению окружающей среды. В простом и эффективном примере выполнения баланс подачи и отвода газа достигают путем регулирования количества отводимого газа таким образом, чтобы установить в области обработки давление, по существу равное давлению окружающей среды.
Предпочтительно чтобы отвод газа осуществлялся из области выходного отверстия для лазерного излучения, поскольку такой отвод облегчает регулирование давления около выходного отверстия для лазерного излучения. Кроме того, образуемая пыль может удаляться из области, расположенной вокруг выходного отверстия для лазерного излучения. Таким образом, объект может очищаться от пыли в процессе обработки.
Продольный поток газа предпочтительно создают по существу по всему поперечному сечению прохода в упомянутой первой области. В одном примере выполнения это достигается путем подачи газа в первую область в виде по меньшей мере одной пары противоположных входных потоков газа, которые взаимодействуют между собой с формированием продольного потока газа, направленного к области обработки. Предпочтительно чтобы противоположные потоки газа вместе полностью перекрывали поперечное сечение прохода в первой области. На входе в проход противоположные потоки газа предпочтительно направлены по существу перпендикулярно продольной геометрической оси прохода, так что при встрече они образуют продольный поток газа, полностью занимающий поперечное сечение прохода.
В другом примере осуществления создают отдельный периферийный поток газа, идущий вдоль периферии прохода в первой области. Предпочтительно это осуществляется путем направления одной или нескольких газовых струй от периферии прохода к области обработки. Такие газовые струи препятствуют образованию застойных зон вблизи стенок прохода и в особенности в углах прохода. Дополнительно такие газовые струи могут способствовать перемещению образуемой пыли от объекта к входному отверстию для лазерного излучения, где она далее эффективно удаляется.
Из области указанного выходного отверстия для лазерного излучения газ предпочтительно отводят по меньшей мере в двух диаметрально противоположных направлениях. Такое решение допускает достаточный контроль давления в области обработки, а также эффективное удаление пыли из области обработки.
В следующем примере осуществления во второй области прохода формируют барьер давления, предпочтительно между первой областью и лазерным блоком. Барьер давления, то есть область высокого давления по сравнению с давлением в области обработки, способствует предотвращению доступа пыли к лазерному блоку.
В дополнительном варианте осуществления в третьей области прохода создают поперечный поток газа, предпочтительно между первой областью и лазерным блоком. Поперечный поток газа создают между противолежащими окнами, выполненными на участках боковых стенок прохода, предпочтительно в виде полосы или завесы, которая полностью перекрывает поперечное сечение прохода. Любая пыль, проходящая через первую область и вторую область, при ее наличии, существенно замедляется и эффективно удаляется этим поперечным потоком газа. Поперечный поток газа предпочтительно создают путем поддержания баланса подачи и отвода газа, что предотвращает взаимодействие поперечного потока газа с полем течения (распределением скоростей и давления в потоке газа) в первой области и потенциальное влияние поперечного потока на это поле течения.
В одном из примеров осуществления поперечное сечение прохода имеет некруговую форму по меньшей мере в первой области. Такая конфигурация предотвращает образования вихревого движения газа в первой области. Такое движение, например, вокруг продольной оси прохода создало бы центральную зону низкого давления, в которой пыль могла бы перемещаться к лазерному блоку. Поперечное сечение прохода предпочтительно имеет форму прямоугольника. Для устранения образования застойных областей вблизи стенок прохода, и в особенности в углах прямоугольника, предпочтительно чтобы в боковых стенках прохода, предпочтительно в областях углов, были выполнены формирующие струи отверстия. Форма и расположение каждого такого отверстия обеспечивает поток газа вдоль периферийной части прохода в направлении области обработки.
Перечень фигур чертежей
Пример осуществления настоящего изобретения будет подробнее описан ниже со ссылками на прилагаемые чертежи, на которых:
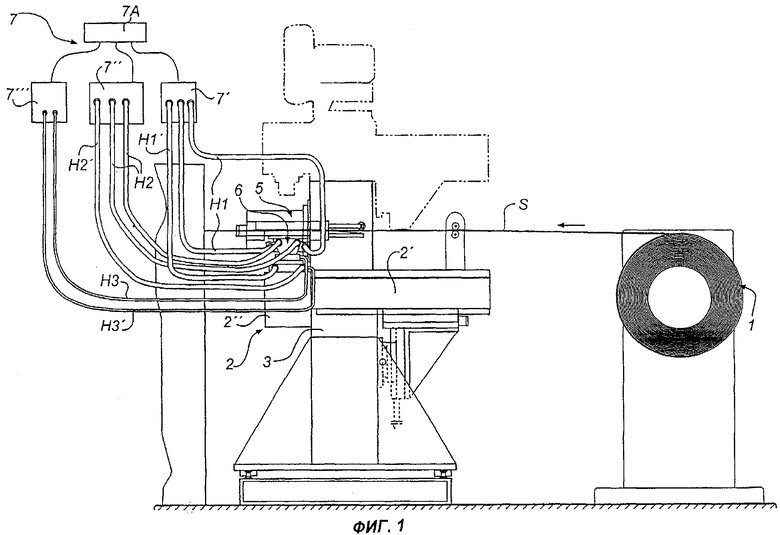
фиг.1 изображает на виде сбоку аппарат для лазерной гравировки в системе для изготовления закрепляемых на концах банок маркированных ушек или колец, предназначенных для вскрытия этих банок, при этом аппарат для лазерной гравировки содержит устройство для защиты от пыли в соответствии с изобретением,
фиг.2 изображает на виде сбоку устройство для защиты от пыли по фиг.1,
фиг.3 представляет вид в разрезе по центральной линии устройства для защиты от пыли, показанного на фиг.2,
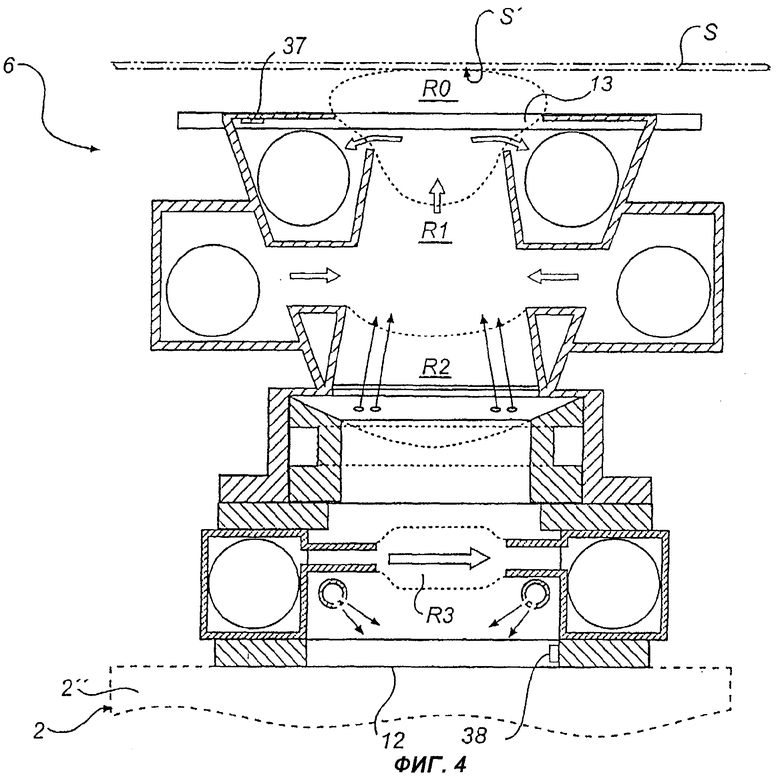
фиг.4 изображает устройство на виде, соответствующем виду по фиг.3, при этом на чертеже схематично указаны области с различными характеристиками газа внутри устройства для защиты от пыли,
фиг.5 изображает в перспективе устройство для защиты от пыли по фиг.2-4,
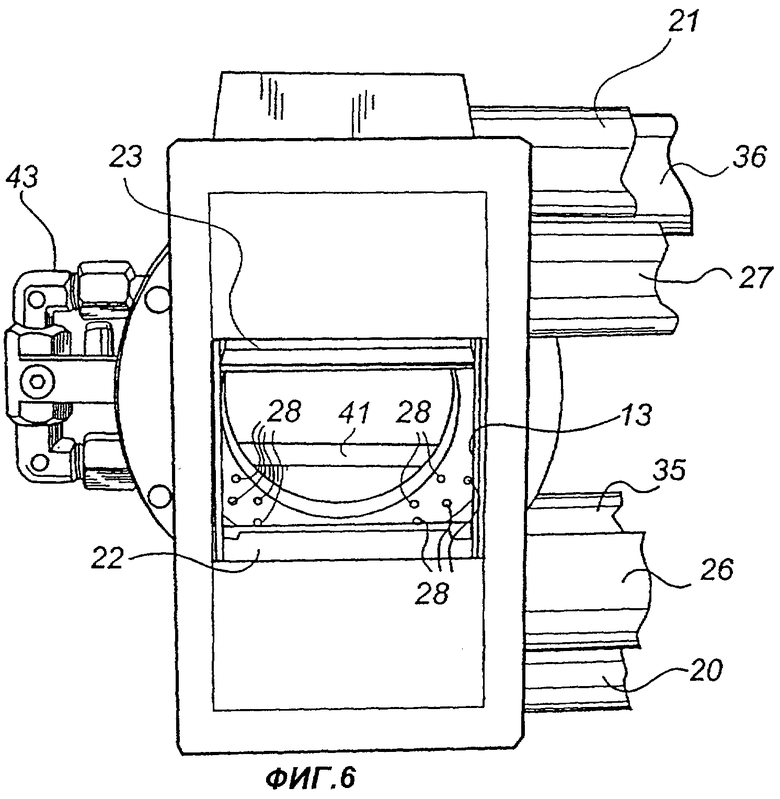
фиг.6 изображает устройство для защиты от пыли по фиг.5, вид с торца с некоторым наклоном.
Сведения, подтверждающие возможность осуществления изобретения
На фиг.1 показана часть системы для изготовления закрепляемых на концах банок с напитками маркированных ушек или колец, предназначенных для вскрытия этих банок (не показаны). Тонкая металлическая полоса S подается от источника 1 к лазерному блоку 2, установленному на опорной секции 3, а затем к аппарату 4 для формования ушек, который сам по себе известен и формует ушки посредством штамповки и вырубки полосы S (см., например, буклет "This is PLM Fosie", выпущенный фирмой заявителя PLM Fosie AB в середине девяностых годов). Во время прохода над лазерным блоком 2 полоса S направляется направляющим устройством 5 и подается от источника 1 с помощью подающих средств (не показаны), объединенных с аппаратом 4 для формования ушек.
Лазерный блок 2 является высокоскоростным устройством большой мощности, который способен обеспечить гравировку или маркировку поверхности полосы S. Этот лазерный блок 2 содержит лазерную головку 2', предназначенную для генерирования лазерного излучения с соответствующей длиной волны, и так называемую развертывающую головку 2'', которая предназначена для того, чтобы принимать лазерное излучение от лазерной головки 2', фокусировать и направлять генерируемое излучение в заданную область гравировки на поверхности полосы S. Таким образом, на поверхности полосы S образована область S' лазерной обработки (фиг.2-4).
Поскольку ушко имеет очень небольшую поверхность, на которую может быть нанесена маркировка, лазерное излучение должно быть точно позиционировано на полосе S, а сама полоса S также должна быть точно позиционирована в ходе операции лазерной гравировки. В общем случае полоса S изготовлена из алюминия и имеет толщину примерно 0,24 мм, а ширину примерно 67 мм. Такая полоса S будет изгибаться даже при приложении к ней относительно малых усилий.
Между развертывающей головкой 2" и направляющим устройством 5 предусмотрено устройство 6 для защиты от пыли. Устройство 6 для защиты от пыли сообщается с блоком 7, причем сообщение обеспечивает передачу текучей среды. Блок 7 обеспечивает управление, одновременную подачу и отвод воздуха к устройству 6 для защиты от пыли и от него, как это будет подробно описано ниже со ссылками на фиг.2-4. Газорегулировочный блок 7 содержит главное устройство 7А управления, такое как компьютер, устройство 7' для нагнетания воздуха, такое как вентилятор или насос, устройство 7'' для всасывания воздуха, такое как вентилятор или насос, и устройство 7''' высокого давления, такое как компрессор. Главное устройство 7А управления может быть связано также с одним или несколькими датчиками давления, как будет описано ниже.
Как показано более подробно на фиг.2-4, устройство 6 для защиты от пыли содержит корпус 8 с фланцем 9 на своем первом конце для непосредственного крепления к развертывающей головке 2'' (на фиг.2-4 она обозначена штриховыми линиями) с помощью болтов или других крепежных средств (не показаны), проходящих через отверстия во фланце 9. Продольный проход 11 идет от входного отверстия 12 для лазерного излучения, расположенного на первом конце корпуса, до выходного отверстия 13 для лазерного излучения, расположенного на противоположном втором конце корпуса. В установленном устройстве выходное отверстие 13 находится напротив области S' лазерной обработки, и излучение направляется через проход 11 от развертывающей головки 2'' к поверхности полосы S (на фиг.2-4 показана штрих-пунктирными линиями).
Корпус 8 имеет смотровое окно W для обследования прохода 11 во время работы устройства 6. Второй конец корпуса 8 может быть соединен с направляющим устройством 5 (показано только на фиг.1), но может и не соединяться с ним. Расстояние от выходного отверстия 13 до поверхности полосы обычно составляет не больше одного или двух сантиметров.
Как показано на фиг.3, на участке боковой стенки прохода 11 образованы два противолежащих впускных отверстия или окна 16, 17 для воздуха. В представленном примере выполнения, как показано на фиг.6, проход 11 ограничен четырьмя боковыми стенками и имеет по существу квадратное или прямоугольное поперечное сечение. Впускные окна 16, 17 для воздуха, которые имеют одинаковую форму и размеры, проходят сквозь соответствующие боковые стенки 14, 15 прямоугольного прохода 11. Окна 16, 17 сообщаются с соответствующими впускными воздушными камерами 18, 19, каждая из которых снабжена патрубком 20, 21 для соединения с устройством 7' с помощью шлангов Н1 или подобных средств (фиг.1).
На фиг.3 показаны также два противолежащих выпускных отверстия или окна 22, 23 для воздуха, образованных в боковых стенках 14, 15 вблизи выходного отверстия 13 для лазерного излучения. Окна 22, 23, которые одинаковы по форме и размерам, проходят сквозь соответствующие боковые стенки 14, 15 прямоугольного прохода 11. Выпускные окна 22, 23 сообщаются с соответствующими выпускными воздушными камерами 24, 25, каждая из которых снабжена патрубком 26, 27 для соединения с устройством 7'' с помощью шлангов Н2 или подобных средств (фиг.1).
Во время работы устройство 7' для нагнетания воздуха непрерывно и симметрично подает воздух через впускные окна 16, 17. Таким образом, создаются два встречных симметричных воздушных потока, показанные стрелками на фиг.3, выходящие из окон 16, 17 в направлении центра прохода 11. Одновременно воздух симметрично всасывается в двух противоположных направлениях, как показано стрелками на фиг.3, из области выходного отверстия 13 через два противолежащих выпускных окна 22, 23. Таким образом, устройство 7" непрерывно всасывает воздух через окна 22, 23, создавая тем самым область R0, которая схематично показана на фиг.4, с давлением, по существу равным давлению окружающей среды. В результате около выходного отверстия 13 для лазерного излучения и в области S' обработки устанавливается нормальное внешнее давление. При встрече входящих через окна 16, 17 воздушных потоков в области R1 (фиг.4) формируется объединенный воздушный поток, идущий в продольном или вертикальном направлении к выходному отверстию 13 для лазерного излучения и области S' обработки. Поскольку впускные окна 16, 17 для воздуха образованы в соответствующих боковых сторонах прохода 11, продольный воздушный поток устанавливается по существу по всему поперечному сечению прохода.
В показанном примере выполнения стенки 14, 15 прохода в области R1 наклонены к продольной геометрической оси L прохода 11, так что его поперечное сечение непрерывно уменьшается к выходному отверстию 13. При таком выполнении продольный воздушный поток в области R1 ускоряется с приближением к выходному отверстию 13. Как было установлено, это улучшает способность устройства 6 защищать развертывающую головку 2'' от пыли, образующейся в области S' обработки.
Было обнаружено, что для достижения оптимальных рабочих характеристик выпускные окна 22, 23 для воздуха должны быть расположены с наклоном к продольной оси L под углом, предпочтительно равным 30-60°, так что эти окна 22, 23 до некоторой степени обращены к выходному отверстию 13. Как было установлено, такое расположение увеличивает способность удалять пыль из области обработки, а также устанавливает по существу равномерное давление в области R0 возле выходного отверстия 13, равное внешнему давлению. Для дальнейшего повышения равномерности распределения давления в области R0 общая площадь окон 22, 23 должна составлять примерно 2/3 от площади выходного отверстия 13 для лазерного излучения.
Как показано на фиг.4, в проходе 11 непосредственно под областью R1 создается область R2 застойного воздуха с относительно высоким давлением. Таким образом, в области R2 формируется барьер давления, то есть градиент давления с повышением давления в направлении входного отверстия 12. Этот барьер давления способствует предотвращению попадания пыли на развертывающую головку 2''.
При другой геометрии прохода 11 могут образовываться вихревые области, в особенности в угловых частях прохода 11. В таких вихревых или застойных областях пыль может скользить вдоль стенок прохода 11 и проникать в область R1. Для устранения этого явления, как показано на фиг.2 и 6, между входным отверстием 12 для лазерного излучения и впускными окнами 16, 17 для воздуха предусмотрены отверстия 28 для формирования струй, выходящие в проход 11. Эти отверстия 28 расположены таким образом, чтобы сформированные струи J были направлены к центральной точке Р в области S' обработки, то есть на поверхность полосы, как это показано одинарными стрелками на фиг.3 и 4. Более конкретно, в каждой поперечной угловой области прохода 11 образованы пять отверстий 28 (фиг.6). Двадцать отверстий 28 сообщаются с общей кольцевой камерой 29 (фиг.3), которая соединяется с устройством 7''' высокого давления газорегулировочного блока 7, например, с помощью шланга НЗ (фиг.1). Благодаря естественному расширению формируемых воздушных струй J вдоль стенок прохода 11 создается поток воздуха. Такой периферийный воздушный поток ликвидирует указанные вихревые области. Струи J выполняют дополнительную функцию удаления частиц пыли, образующихся в области S' обработки в ходе операции гравировки.
Устройство для защиты от пыли в соответствии с предпочтительным примером выполнения по фиг.1-6 содержит вспомогательную пылезащитную конструкцию 30. Эта конструкция 30 создает поперечный воздушный слой или струю, полностью пересекающую поперечное сечение прохода 11 в области R3 (показана на фиг.4), находящейся между областью R2 и входным отверстием 12. Этот поперечный воздушный слой предназначен для того, чтобы улавливать и удалять всю пыль, которая проходит через области R1 и R2, например тяжелые частицы. Как показано на фиг.3, в боковых стенках прохода 11 образованы два противолежащих отверстия или окна 31, 32. Окна 31, 32 проходят сквозь соответствующие боковые стенки прямоугольного прохода 11. Окна 31, 32 сообщаются с соответствующими воздушными камерами 33, 34, каждая из которых снабжена патрубком 35, 36 для соединения с газорегулировочным блоком 7 с помощью соответствующих шлангов Н1', Н2' или подобных средств (фиг.1). Окно 31 сообщается с устройством 7' для нагнетания воздуха и оснащено подающим соплом 31', выступающим в проход 11. Окно 32 сообщается с устройством 7'' для всасывания воздуха и оснащено приемным соплом 32', выступающим в проход 11. Подающее сопло 31' выполнено таким образом, что формирует поперечный слой из поступающего воздуха, а приемное сопло 32', которое имеет несколько больший размер в продольном направлении, предназначено для приема практически всего воздуха, выходящего из сопла 31'. Во время работы скорость подачи и отвода воздуха через окна 31, 32 по существу сбалансированы, так что в проходе 11 устанавливается поперечный воздушный поток, практически не взаимодействующий с другими областями R0-R2.
Устройство для защиты от пыли в показанном на чертежах примере выполнения было использовано в аппарате для лазерной обработки с получением удовлетворительных результатов. В данном случае подача воздуха к окнам 16, 17, 31 производится устройством 7' для нагнетания воздуха с примерной производительностью 10000-30000 л/мин, причем подаваемый воздух распределяется между этими тремя окнами равномерно. Устройство 7''' высокого давления подает воздух под давлением от 0,15 до 0,4 МПа (1,5-4 бар) в кольцевую камеру 29, тем самым равномерно распределяя его между отверстиями 28, каждое из которых имеет диаметр примерно 1,5 мм. В то же время устройство 7'' для всасывания воздуха управляется главным устройством 7А, отводя воздух через окна 22, 23, 32. Воздушные потоки регулируются таким образом, что давление в области выходного отверстия 13 для лазерного излучения устанавливается по существу равным давлению окружающей среды, следовательно, такое же давление будет в области S' обработки на полосе S. В одном варианте это достигается без использования управления с обратной связью, а просто за счет обеспечения баланса воздушных потоков, входящих в корпус 8 и выходящих из него. В другом примере выполнения отвод воздуха активно регулируется устройством 7А управления на основе выходных сигналов одного или нескольких датчиков давления (датчики 37, 38 на фиг.3), которые установлены в местах, имеющих сообщение с проходом 11. В альтернативном варианте все воздушные потоки, входящие в корпус 8 и выходящие из него, активно регулируются устройством 7А управления.
Допустимое отклонение величины давления в области выходного отверстия 13 от давления окружающей среды зависит от типа объекта. Для рассматриваемого объекта обработки давление в области выходного отверстия 13 предпочтительно регулируется в пределах ±1 кПа (±10 мбар) относительно величины давления окружающей среды для того, чтобы избежать нежелательного воздействия на расположение или форму полосы S в ходе операции гравировки.
Как показано на фиг.3-6, устройство 6 для защиты от пыли содержит дополнительную очистную конструкцию 40. Очистная конструкция 40 предусмотрена у первого конца корпуса 8, то есть напротив развертывающей головки 2''. Очистная конструкция 40 содержит две боковые полые трубы 41, 42, соединенные с наружным соединительным устройством 43 корпуса 8 (фиг.6). Соединительное устройство 43 в свою очередь подсоединено к устройству 7''' высокого давления с помощью шланга НЗ' или подобных средств (фиг.1). На периферии каждой трубы 41, 42 выполнен один ряд или несколько рядов отверстий 44. Каждый ряд отверстий 44 смещен от поперечного направления таким образом, что направляет воздух к входному отверстию 12 с целью удаления пыли, осаждающейся на развертывающей головке 2''. Предпочтительно газорегулировочный блок 7 обеспечивает импульсную подачу воздуха через очистную конструкцию 40, так что воздух выбрасывается из рядов отверстий 44 короткими толчками (фиг.5). Оптимальным является использование очистной конструкции 40 каждый раз, когда пыль могла осесть на развертывающей головке 2'', например, при повторном запуске лазерного гравировального аппарата после остановки или перерыва в производстве.
Устройство 6 для защиты от пыли может быть подвергнуто различным модификациям в рамках объема формулы изобретения. Так например, для создания продольного воздушного потока в области R1 и поперечного воздушного потока в области R3 может быть предусмотрено любое количество окон. Могут быть предусмотрены также дополнительные окна для выпуска воздуха с целью улучшения регулирования давления в области выходного отверстия 13 для лазерного излучения. Для достижения желаемого распределения потока в проходе 11 может использоваться и другая схема расположения окон. То же самое относится к отверстиям 28, формирующим воздушные струи.
Следует заметить, что газорегулировочный блок 7 может содержать фильтр (не показан) для удаления частиц пыли, присутствующих в потоке воздуха, который идет через устройство 6 для защиты от пыли. Кроме того, помимо воздуха могут использоваться и другие газы.
В дополнение к описанному устройству 6 для защиты от пыли изобретение относится также к способу защиты лазерного блока 2 от пыли во время лазерной обработки мишени или объекта - в данном примере выполнения полосы S - в области S' обработки. В самом широком аспекте данный способ содержит этапы создания в области S' обработки давления, по существу равного давлению окружающей среды, и создания в области R1, расположенной между областью S' обработки и лазерным блоком 2, продольного потока газа, направленного к области S' обработки.
Следует понимать, что устройство и способ по изобретению могут использоваться для защиты других типов установок для нанесения маркировки, которые предназначены для немеханической обработки объектов.


Изобретение относится к области лазерной обработки, в частности к способу и устройству для защиты от пыли в аппарате для лазерной обработки, и могут найти применение в различных отраслях машиностроения. Согласно способу защиты лазерного блока (2) от пыли в процессе лазерной обработки объекта (S), производимой в области (S') обработки, в этой области (S') устанавливают давление, по существу равное давлению окружающей среды; в первой области, находящейся между областью (S') обработки и лазерным блоком (2), создают продольный проток газа, направленный к указанной области (S') обработки, предотвращая тем самым перемещение пыли к лазерному блоку (2), и в то же время сводя к минимуму усилия воздействия на мишень (S). Соответствующее устройство (6) для защиты от пыли скомпоновано с образованием прохода (11) от входного отверстия (12) для лазерного излучения, обращенного к лазерному блоку (2), до выходного отверстия (13) для лазерного излучения, обращенного к объекту (S). Проход (11) находится в сообщении с газорегулировочным блоком, который обеспечивает подачу газа в этот проход по меньшей мере через одно впускное окно (16, 17) для газа, пространственно отделенное от выходного отверстия (13) для лазерного излучения. Одновременно газорегулировочный блок отводит газ из прохода (11) по меньшей мере через одно выпускное окно (22, 23) для газа, расположенное вблизи выходного отверстия (13). В результате устраняется доступ пыли к лазерному блоку с одновременным обеспечением высокоточной лазерной обработки объектов всех видов. 3 н. и 34 з.п. ф-лы, 6 ил.
| DE 3822097 А, 04.01.1990 | |||
| Воспламенительный состав | 2016 |
|
RU2627409C1 |
| УСТРОЙСТВО для ОХЛАЖДЕНИЯ МАТЕРИАЛА | 0 |
|
SU311542A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВОЛОКНИСТОГО МАТЕРИАЛА | 1991 |
|
RU2051219C1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |

