Настоящее изобретение относится к фильере покрытия, которая используется для вытягивания оптического волокна, и к соответствующему способу вытягивания оптического волокна.
Описание уровня техники
Традиционно для обеспечения механической прочности и свойств пропускания оптическое волокно покрывают несколькими слоями смоляного покрытия. В качестве первого слоя покрытия на оптическое волокно накладывают смолу, отверждаемую ультрафиолетовым излучением, имеющую сравнительно низкую характеристику модуля Юнга, а в качестве второго слоя покрытия используют смолу, отверждаемую ультрафиолетовым излучением, имеющую сравнительно высокую характеристику модуля Юнга.
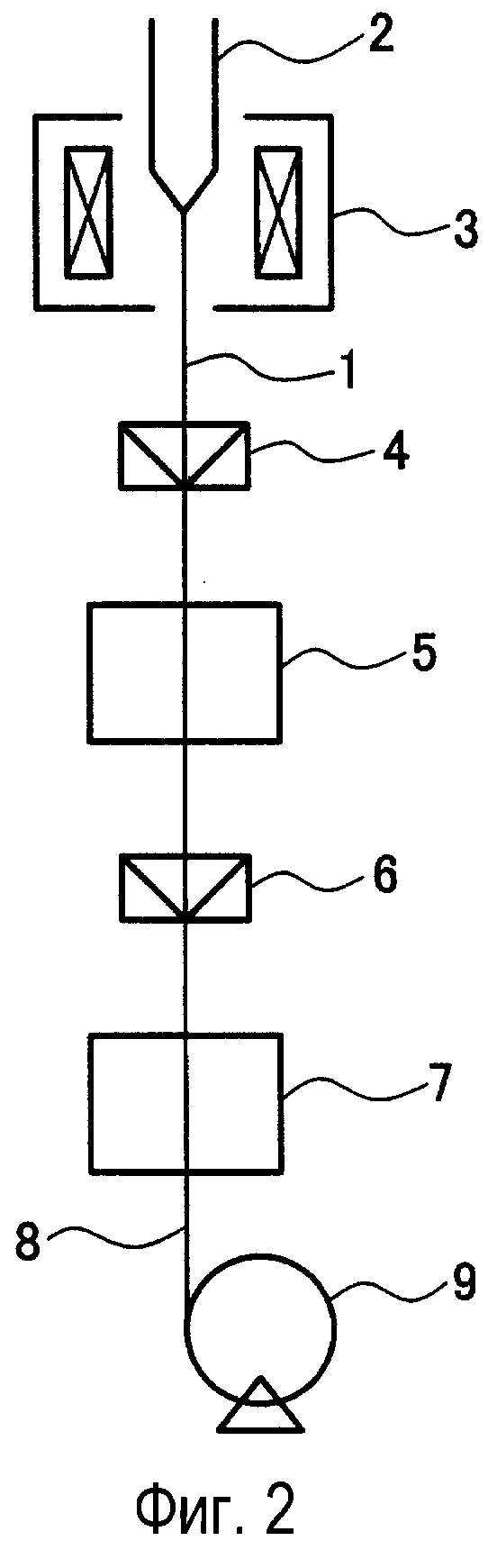
Ниже со ссылкой на фиг.2 представлено описание устройства вытягивания оптического волокна для наложения смолы, отверждаемой ультрафиолетовым излучением.
На фиг.2 под позицией 1 обозначено оптическое волокно. Оптическое волокно 1 формируют посредством плавления при нагревании для вытягивания исходного материала 2 оптического волокна в вытяжной печи 3. Жидкую первую смолу, отверждаемую ультрафиолетовым излучением, накладывают поверх оптического волокна 1, пропуская оптическое волокно 1 через первое устройство 4 покрытия смолой. Затем, пропуская оптическое волокно 1 через первое устройство 5 отверждения (УФ-лампу) для облучения ультрафиолетовым светом, отверждают смолу; таким образом, формируют первое смоляное покрытие на оптическом волокне 1.
Затем поверх первого слоя смолы покрытия формируют второй слой смолы покрытия в виде смолы, отверждаемой ультрафиолетовым излучением, пропуская оптическое волокно, покрытое смолой, через второе устройство 6 покрытия смолой и второе устройство 7 отверждения. Оптическое волокно 8, покрытое смолой, наматывают с помощью намоточного устройства 9. Процесс покрытия смолой осуществляют вертикально.
Прежде предполагалось, что для повышения скорости выработки оптического волокна нужно соответственно ужесточать требования к процессу. В частности, обработку покрытием смолой, отверждаемой ультрафиолетовым излучением, требовалось осуществлять на высокой скорости. Однако при высокоскоростном процессе покрытия возникают трудности, связанные с тем, что смолы, отверждаемые ультрафиолетовым излучением, невозможно накладывать стабильно и однородно по толщине.
Для решения вышеупомянутой проблемы был предложен процесс покрытия, раскрытый в японской патентной заявке, прошедшей экспертизу, за №Hei 7-5336. Согласно этому процессу покрытия для предотвращения возникновения дефектов в смоле покрытия при прохождении через фильеру покрытия управляют температурой наложения жидкой смолы, отверждаемой ультрафиолетовым излучением, и осуществляют управление вязкостью области смолы, отверждаемой ультрафиолетовым излучением, в которой скорость сдвига ниже критической скорости сдвига, при температуре наложения в предварительно заданном диапазоне. В этом процессе покрытия описано, что вязкость составляет от 500 сП до 3000 сП при температуре наложения от 60°С до 100°С в области, где скорость сдвига при температуре наложения ниже критической скорости сдвига.
Однако согласно вышеупомянутому источнику информации из уровня техники скорость сдвига обычной смолы, отверждаемой ультрафиолетовым излучением, составляет от 104 до 105 с-1. Если осуществлять процесс вытягивания при скорости сдвига, меньшей критической скорости сдвига, то линейная скорость будет невелика. При высокоскоростном вытягивании, например, с линейной скоростью 10 м/с граничная скорость сдвига оказывается чрезвычайно высокой; таким образом, она легко превышает критическую скорость сдвига.
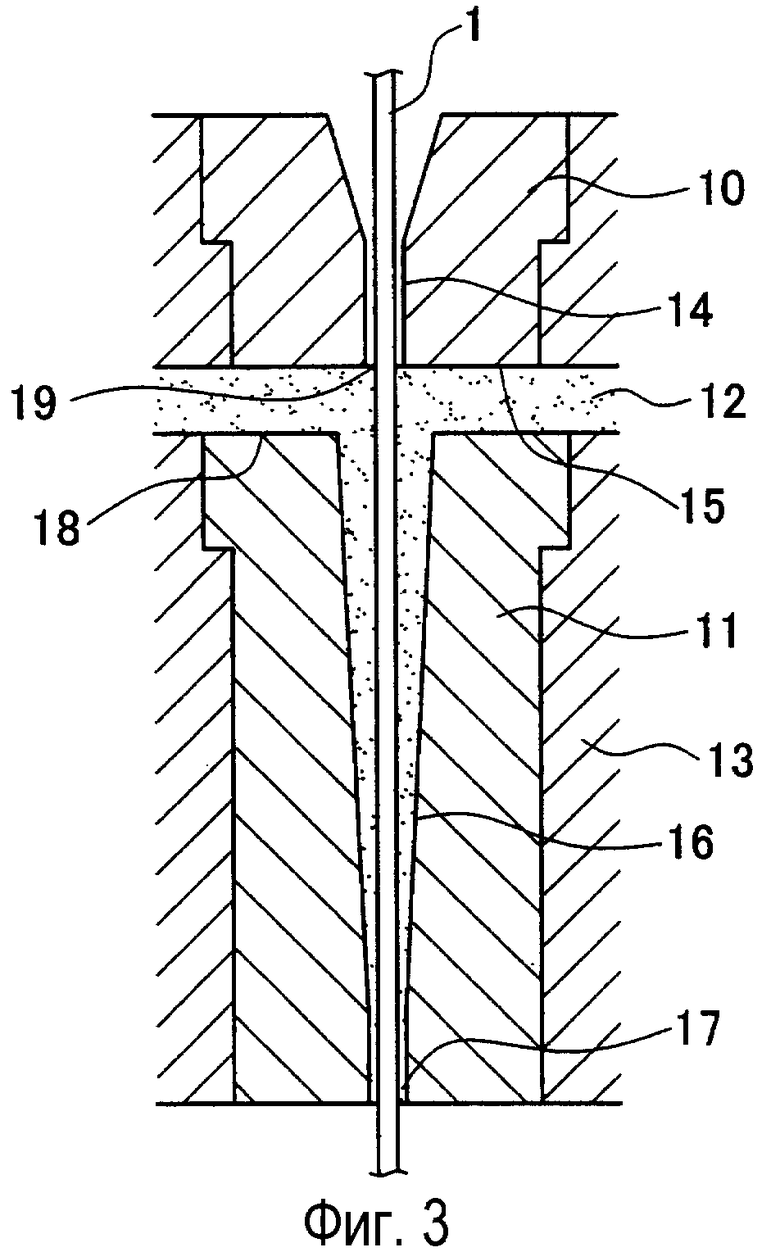
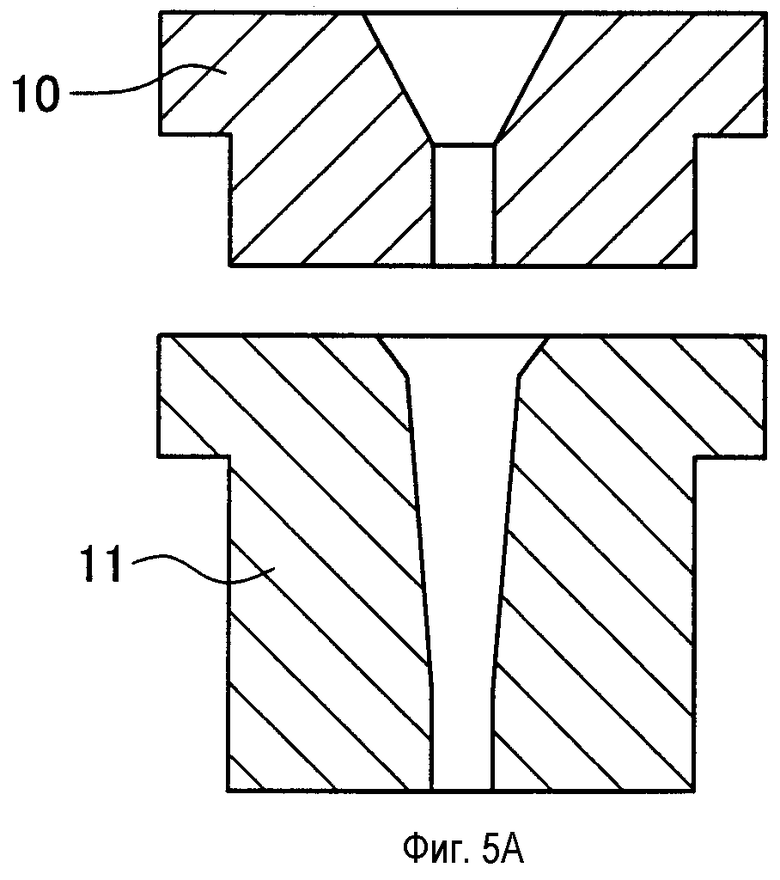
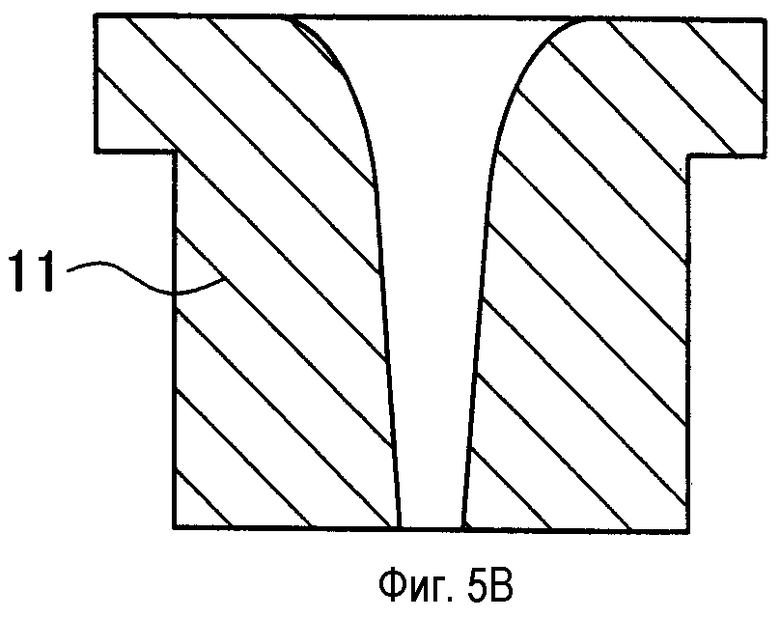
С другой стороны, с повышением скорости вытягивания оптического волокна особое значение приобретает аспект конструкции фильеры покрытия. В японской патентной заявке, прошедшей экспертизу, за №Hei 7-91092 приведен пример такой конструкции фильеры покрытия. Ниже со ссылкой на фиг.3, 4 и 5 приведено объяснение фильеры покрытия, раскрытой в этом источнике информации, определяющем уровень техники.
На фиг.3 позицией 1 обозначено оптическое волокно. Смолу 12 накладывают на оптическое волокно 1, пропуская оптическое волокно 1 через направляющую фильеру 10 и фильеру 11. Позиция 13 обозначает держатель для поддержания направляющей фильеры 10 и фильеры 11. Позиция 14 обозначает отверстие направляющей фильеры. Позиция 15 обозначает нижнюю поверхность направляющей фильеры. Позиция 16 обозначает сужающуюся часть фильеры 11. Позиция 17 обозначает выходное отверстие фильеры 11. Позиция 18 обозначает верхнюю поверхность фильеры 11. Позиция 19 обозначает мениск.
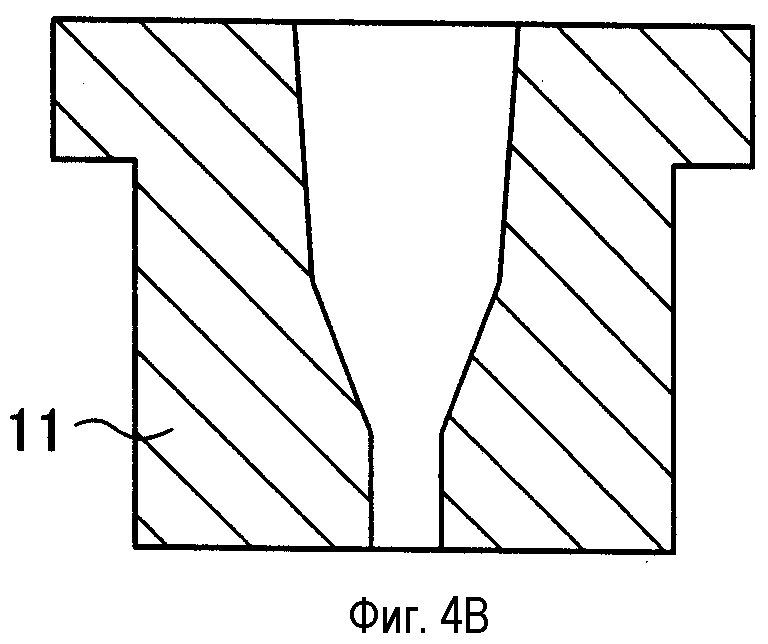
На фиг.4А и 5А показаны направляющая фильера 10, фильера 11 и их формы. В вышеупомянутом источнике информации из уровня техники описаны соотношения между размерами В и Н согласно фиг.4, соотношение между G и С, соотношение между G и D и диапазон значений угла α.
В вышеупомянутом источнике информации из уровня техники рассмотрен случай, когда сужающаяся часть фильеры 11 содержит два отдела, и эта модифицированная конструкция показана на фиг.4В. Однако подробное описание такой конструкции отсутствует. Кроме того, рассмотрен случай, когда сужающаяся часть фильеры 11 имеет криволинейное сечение, и эта модифицированная конструкция показана на фиг.5В. Однако подробное описание указанной конструкции отсутствует.
Кроме того, в случае наложения смолы непосредственно на оптическое волокно и в случае повторного наложения смолы на оптическое волокно, покрытое смолой, требуются фильеры 11 разной формы. Кроме того, при фактической операции вытягивания и возрастании скорости вытягивания от низкой скорости, например начальной скорости, (скажем, 0.5 м/с) до высокой скорости, с которой изделие вытягивают в рабочем режиме (скажем, 30 м/с), температура оптического волокна, покрываемого смолой, не фиксируется. Это приводит к некоторой нестабильности условий покрытия. Для достижения высокого качества оптического волокна операцию покрытия нужно осуществлять стабильно во избежание явлений проскальзывания смолы в каждом диапазоне скоростей.
Сущность изобретения
Настоящее изобретение решает вышеупомянутые проблемы. Задачей настоящего изобретения является способ вытягивания оптического волокна, который позволяет стабильно покрывать смолой оптическое волокно даже при высокоскоростной операции вытягивания и позволяет добиться высокой производительности и снижения затрат. Другой задачей настоящего изобретения является обеспечение фильеры для вытягивания оптического волокна, используемой согласно способу вытягивания.
Для решения вышеупомянутых проблем первый аспект настоящего изобретения обеспечивает способ вытягивания оптического волокна для вытягивания оптического волокна с использованием устройства вытягивания оптического волокна, содержащего первое устройство покрытия смолой, при этом указанное первое устройство покрытия смолой содержит первую фильеру для вытягивания оптического волокна и воронку для нанесения покрытия, и второе устройство покрытия смолой, содержащее вторую фильеру для вытягивания оптического волокна, при этом указанный способ содержит следующие этапы: вычисляют граничную скорость сдвига для скорости вытягивания по меньшей мере 20 м/с в соответствии со значением давления смолы внутри воронки для покрытия, формируют оптическое волокно со смоляным покрытием, при этом формирование оптического волокна со смоляным покрытием содержит нанесение смоляного покрытия на оптическое волокно посредством первого устройства покрытия смолой с граничной скоростью сдвига и со скоростью вытягивания по меньшей мере 20 м/с, при этом граничная скорость сдвига смолы, по существу, находится в диапазоне от -1,5×105 до 0 с-1, вычисляют вторую граничную скорость сдвига смолы в соответствии со значением диаметра смоляного покрытия, наносят второе смоляное покрытие на оптическое волокно со смоляным покрытием посредством второго устройства покрытия смолой со второй граничной скоростью сдвига смолы и скоростью вытягивания по меньшей мере 20 м/с, при этом вторая граничная скорость сдвига, по существу находится в диапазоне от -3×105 до 2×105 с-1.
Указанный способ обеспечивает возможность осуществлять стабильное покрытие смолой даже, если граничная скорость сдвига по абсолютной величине превышает 105 с-1. Поэтому операцию вытягивания можно осуществлять на высокой скорости вытягивания и можно реализовать способ вытягивания оптического волокна, обеспечивающий высокую производительность и снижение затрат.
Согласно вышесказанному настоящее изобретение предусматривает, что граничную скорость сдвига смолы вычисляют в соответствии со значением давления смолы внутри воронки для разлива покрытия, и граничную скорость сдвига задают в пределах от -1.5×105 до 0 с-1. Это дает возможность осуществлять стабильное покрытие смолой на оптическом волокне даже, если граничная скорость сдвига по абсолютной величине превышает 105 с-1.
Кроме того, граничную скорость сдвига смолы вычисляют в соответствии с количеством смолы покрытия, и граничную скорость сдвига задают в пределах от -3×105 до 2×105 с-1. Это дает возможность осуществлять стабильное покрытие смолой в оптическом волокне, покрытом смолой, даже если граничная скорость сдвига по абсолютной величине превышает 105 с-1.
Кроме того, согласно настоящему изобретению граничную скорость сдвига задают по-разному в соответствии формой фильеры, применяемой для осуществления операции покрытия смолой оптического волокна и фильерой, применяемой для осуществления операции покрытия смолой оптического волокна, покрытого смолой. Это дает возможность реализовать устройство вытягивания оптического волокна, которое может осуществлять стабильное покрытие смолой даже в высокоскоростной операции вытягивания.
Кроме того, согласно настоящему изобретению можно осуществлять стабильное покрытие смолой даже, если граничная скорость сдвига по абсолютной величине превышает 105 с-1. Поэтому операцию вытягивания можно осуществлять на высокой скорости вытягивания и можно реализовать способ вытягивания оптического волокна, обеспечивающий высокую производительность и снижение затрат.
Краткое описание чертежей
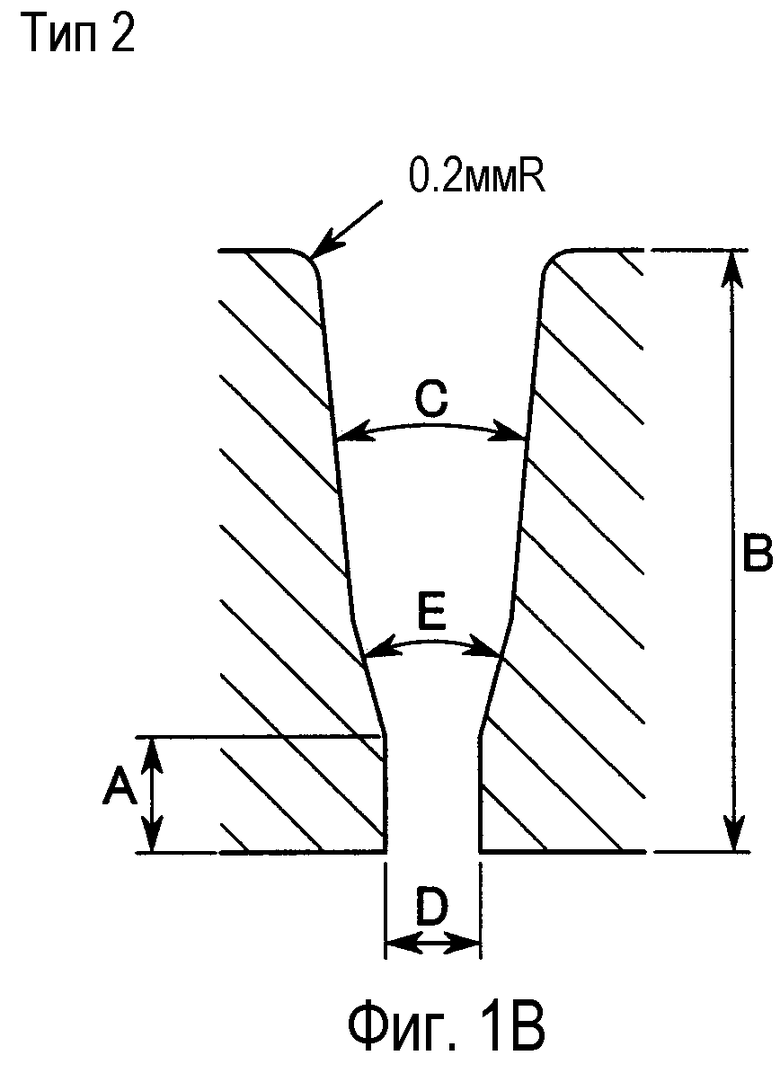
На фиг.1А и 1В представлены виды в разрезе фильеры для вытягивания оптического волокна согласно настоящему изобретению.
На фиг.2 представлена принципиальная схема процессов, осуществляемых в устройстве вытягивания оптического волокна согласно настоящему изобретению.
На фиг.3 представлен вид в разрезе традиционного устройства покрытия смолой.
На фиг.4А и 4В представлены виды в разрезе, иллюстрирующие пример реализации направляющей фильеры и фильеры, которые используются в традиционном устройстве покрытия смолой.
На фиг.5А и 5В представлены виды в разрезе, иллюстрирующие другой пример реализации направляющей фильеры и фильеры, которые используются в традиционном устройстве покрытия смолой.
Подробное описание изобретения
Ниже со ссылкой на чертежи приведено описание варианта реализации настоящего изобретения.
На фиг.1 показан пример фильеры для вытягивания оптического волокна согласно настоящему изобретению.
Фильера для вытягивания используется в первом устройстве 4 покрытия смолой и во втором устройстве 6 покрытия смолой, содержащихся в устройстве вытягивания оптического волокна, показанном на фиг.2.
Форма фильеры для вытягивания определяется в соответствии с размерами А, В, D и углом С, показанными на фиг.1А, и размерами А, В, D и углами С и F, показанными на фиг.1В. Указанные размеры и углы определяют в соответствии с граничной скоростью сдвига оптического волокна, покрываемого смолой покрытия.
Граничную скорость сдвига вычисляют по следующей основной формуле.
Во-первых, находят решение уравнения F1 Навье-Стокса с использованием граничных условий, выраженных формулами F2 и F3.



Здесь v обозначает скорость смолы, г обозначает положение в радиальном направлении, р обозначает значение давления, z обозначает положение в оптическом волокне при условии, что направление вперед является положительным направлением. Rf обозначает радиус оптического волокна, Vf обозначает скорость оптического волокна, Rd обозначает радиус фильеры (как функцию z).
Решение как функцию z можно представить формулой F4.

Граничную скорость сдвига можно выразить формулой F5 и формулой F6.


Здесь величина в правой стороне формулы F6, а именно ∂р/∂z, неизвестна. Чтобы получить значение ∂р/∂z, необходимо определить значение давления Pini на входе верхней части фильеры и значение давления Pout на выходе нижней части фильеры. Иначе необходимо ввести величину потока Q. Таким образом, подставляя формулы F7 и F8 в формулу F6, получаем формулу F9.



Здесь пределы интегрирования в направлении оси z находятся в диапазоне, в котором смола не порождает вихревого течения.
При покрытии оптического волокна, выполненного из стекла, граничную скорость сдвига вычисляют, подставляя значение давления смолы покрытия в сосуде покрытия в Pini на входе верхней части фильеры. При покрытии оптического волокна, покрытого смолой, граничную скорость сдвига вычисляют в соответствии с величиной потока смолы, которую вычисляют, исходя из диаметра ранее нанесенного слоя смолы покрытия.
В результате эксперимента, проведенного согласно данному варианту осуществления, при покрытии смолой оптического волокна, выполненного из стекла, была получена стабильная граничная скорость сдвига смолы в пределах от -1.5×105 до 0 с-1. Кроме того, при покрытии оптического волокна, покрытого смолой, была получена стабильная граничная скорость сдвига смолы в пределах от -3×105 до 2×105 с-1.
В устройстве вытягивания оптического волокна согласно настоящему изобретению используется фильера, имеющая граничную скорость сдвига смолы от -1.5×105 до 0 с-1, в первом устройстве 4 покрытия смолой для осуществления операции покрытия смолой оптического волокна. В устройстве вытягивания оптического волокна согласно настоящему изобретению также используется фильера, имеющая граничную скорость сдвига смолы от -3×105 до 2×105 с-1, во втором устройстве 6 покрытия смолой для осуществления операции покрытия смолой оптического волокна, покрытого смолой. Таким образом, применяется конструкция, позволяющая повысить эффективность вытягивания за счет наличия фильеры для покрытия смолой оптического волокна и фильеры для покрытия смолой оптического волокна, покрытого смолой, соответственно. Формы фильер отличаются друг от друга.
Кроме того, способ вытягивания оптического волокна согласно настоящему изобретению предусматривает использование вышеупомянутого устройства вытягивания оптического волокна для осуществления операции вытягивания оптического волокна. Этот способ дает возможность реализовать стабильную операцию наложения смолы и продуктивную операцию вытягивания в устройстве покрытия смолой даже при высокой скорости вытягивания.
Ниже приведены примеры формы фильеры для вытягивания оптического волокна и расчеты граничной скорости сдвига.
Пример 1
В примере осуществления операции покрытия смолой оптического волокна, выполненного из стекла, примеры расчета граничной скорости сдвига и операции вытягивания с использованием фильер (1-го и 2-го типа), показанных на фиг.1А и 1В, осуществляются при условии, что давление покрытия равно 0.3 МПа, вязкость смолы равна 0.9, 1.5 и 2.0 Па·с, диаметр стекла равен 125 мкм, и диаметр готового волокна с покрытием равен 190 мкм. Результат для фильеры 1-го типа показан в таблице 1. Результат для фильеры 2-го типа показан в таблице 2.
Тип 1
Тип 2
Величины А, В, С и D, указанные в таблице 1, имеют тот же смысл, что и на фиг.1А. Величины А, В, С, D и Е, указанные в таблице 2, имеют тот же смысл, что и на фиг.1В. Символы ○ в таблицах 1 и 2 указывают отсутствие дефекта покрытия вне зависимости от вязкости смолы и скорости операции покрытия смолой, например фазы повышенной скорости или рабочей скорости. Символы Δ означают, что на фазе повышенной скорости при, по меньшей мере, одном значении вязкости смолы возник, по меньшей мере, один дефект покрытия. Символы × указывают, что оптическое волокно разрушилось по причине ненормального покрытия на фазе повышенной скорости или что ненормальное покрытие возникло на рабочей скорости.
Пример 2
В примере осуществления операции покрытия смолой оптического волокна, покрытого смолой, граничную скорость сдвига вычисляют, подставляя фактическое измеренное значение, чтобы осуществить экспериментальное вытягивание с использованием фильер (1-го и 2-го типа), показанных на фиг.1А и 1В, при условии, что вязкость смолы равна 0.9, 1.5 и 2.0 Па·с, и диаметр предварительно покрытых оптических волокон равен 190 мкм. Результаты для фильеры 1-го типа показаны в таблице 3. Результаты для фильеры 2-го типа показаны в таблице 4.
Тип 1
Тип 2
Символы ○, Δ и × в таблицах 3 и 4 имеют тот же смысл, что и в таблицах 1 и 2. В случае невозможности осуществления операции вытягивания по причине разрушения оптического волокна использовали значение, выведенное из данных, полученных для случая низкой линейной скорости.
Согласно вышеприведенным результатам в случае покрытия смолой оптического волокна, выполненного из стекла, стабильный диапазон граничной скорости сдвига предпочтительно составляет от -1.5×105 до 0 с-1. Покрытое оптическое волокно предпочтительно покрывать на стабильной граничной скорости сдвига в пределах от -3×105 до 2×105 с-1. Согласно этому примеру фильеры для вытягивания оптического волокна, граничную скорость сдвига оптического волокна относительно смолы покрытия вычисляют в соответствии со значением давления смолы внутри сосуда покрытия, и граничную скорость сдвига задают в пределах от -1.5×105 до 0 с-1. Это дает возможность осуществлять стабильную операцию покрытия смолой оптического волокна даже, если граничная скорость сдвига по абсолютной величине превышает 105 с-1.
Кроме того, согласно этому примеру фильеры для вытягивания оптического волокна граничную скорость сдвига оптического волокна, покрытого смолой, относительно смолы покрытия вычисляют в соответствии с диаметром смолы покрытия, и граничную скорость сдвига задают в пределах от -3×105 до 2×105 с-1. Это дает возможность осуществлять стабильную операцию покрытия смолой в оптическом волокне, покрытом смолой, даже если граничная скорость сдвига по абсолютной величине превышает 105 с-1.
Кроме того, согласно настоящему изобретению граничную скорость сдвига задают по-разному в соответствии формой фильеры, применяемой для осуществления операции покрытия смолой оптического волокна и формой фильеры, применяемой для осуществления операции покрытия смолой оптического волокна, покрытого смолой. Это дает возможность осуществлять стабильное покрытие смолой даже в высокоскоростной операции вытягивания.
Кроме того, в этом примере способа вытягивания оптического волокна можно осуществлять стабильное покрытие смолой с использованием вышеупомянутого устройства вытягивания оптического волокна даже, если граничная скорость сдвига по абсолютной величине превышает 105 с-1. Поэтому операцию вытягивания можно осуществлять на более высокой скорости вытягивания и можно реализовать способ вытягивания оптического волокна, обеспечивающий высокую производительность и снижение затрат.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПТИЧЕСКОЕ ВОЛОКНО И ЛЕНТА ОПТИЧЕСКИХ ВОЛОКОН | 2014 |
|
RU2661064C1 |
| СМОЛЯНАЯ КОМПОЗИЦИЯ, ОПТИЧЕСКОЕ ВОЛОКНО И СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКОГО ВОЛОКНА | 2019 |
|
RU2788910C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ОПТИЧЕСКОЕ ВОЛОКНО | 1997 |
|
RU2169125C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОПТИЧЕСКОГО ВОЛОКНА И ПОЛУЧЕННОЕ ТАКИМ ОБРАЗОМ ОПТИЧЕСКОЕ ВОЛОКНО | 2007 |
|
RU2448920C2 |
| ОТВЕРЖДАЕМОЕ ИЗЛУЧЕНИЕМ ПЕРВИЧНОЕ ПОКРЫТИЕ D1378 CA ДЛЯ ОПТИЧЕСКОГО ВОЛОКНА | 2007 |
|
RU2439112C2 |
| ОПТИЧЕСКОЕ ВОЛОКНО И ОПТИЧЕСКАЯ ПЕРЕДАЮЩАЯ СИСТЕМА | 2012 |
|
RU2607676C2 |
| СМОЛЯНАЯ КОМПОЗИЦИЯ, ОПТИЧЕСКОЕ ВОЛОКНО И СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКОГО ВОЛОКНА | 2019 |
|
RU2773017C1 |
| ОТВЕРЖДАЕМОЕ ИЗЛУЧЕНИЕМ ПЕРВИЧНОЕ ПОКРЫТИЕ D1365 BJ ДЛЯ ОПТИЧЕСКОГО ВОЛОКНА | 2007 |
|
RU2436824C2 |
| ОТВЕРЖДАЕМОЕ ИЗЛУЧЕНИЕМ ПЕРВИЧНОЕ ПОКРЫТИЕ D1379 P ДЛЯ ОПТИЧЕСКОГО ВОЛОКНА | 2007 |
|
RU2439010C2 |
| АРМИРОВАНИЕ ВОЛОКНАМИ АНИЗОТРОПНЫХ ПЕНОМАТЕРИАЛОВ | 2015 |
|
RU2705952C2 |

Фильера для вытягивания оптического волокна выполнена так, что граничную скорость сдвига оптического волокна относительно смоляного покрытия вычисляют в соответствии со значением давления смолы внутри воронки покрытия, и граничная скорость сдвига составляет от -1.5×105 до 0 с-1. Кроме того, фильера для вытягивания оптического волокна выполнена так, что граничную скорость сдвига оптического волокна относительно смоляного покрытия вычисляют в соответствии с диаметром смолы покрытия, и граничная скорость сдвига составляет от -3×105 до 2×105 с-1. Таким образом, способ вытягивания оптического волокна, предусматривающий применение фильеры для вытягивания оптического волокна, позволяет реализовать стабильную операцию покрытия смолой даже в высокоскоростной операции вытягивания и добиться высокой производительности. Техническая задача изобретения - повышение качества оптического волокна. 4 табл., 5 ил.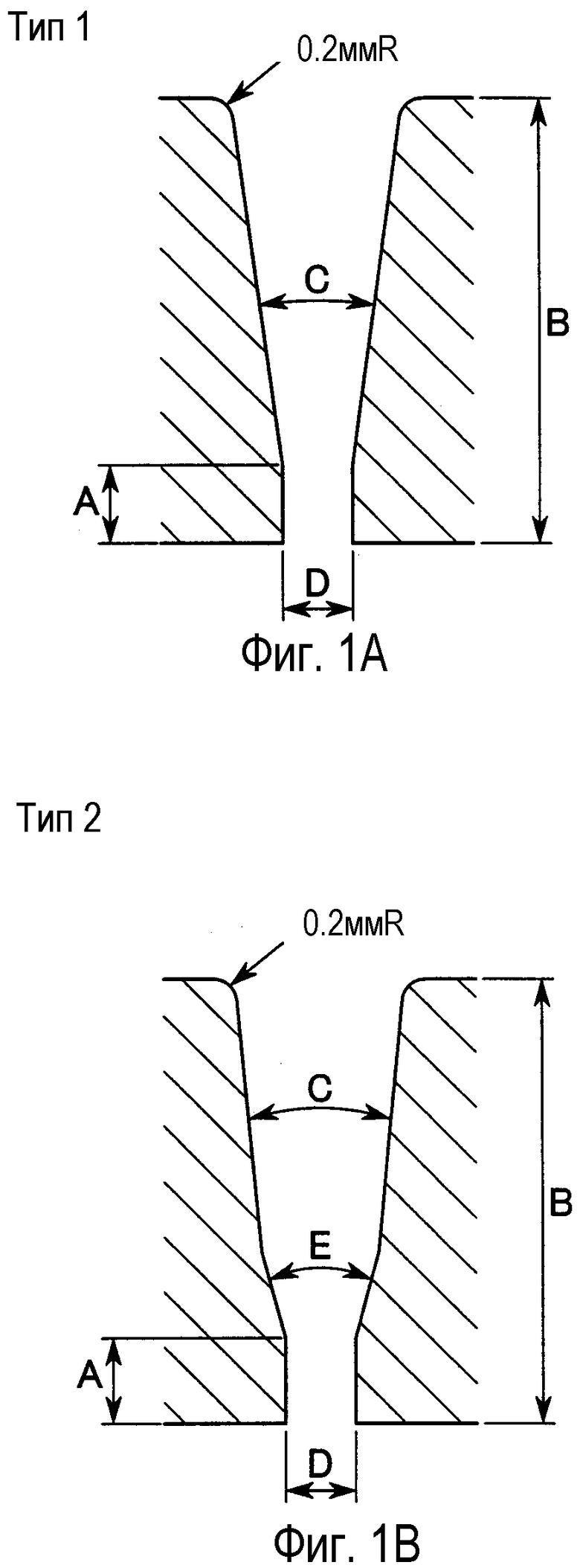
Способ вытягивания оптического волокна для вытягивания оптического волокна с использованием устройства вытягивания оптического волокна, содержащего первое устройство покрытия смолой, при этом указанное первое устройство покрытия смолой содержит первую фильеру для вытягивания оптического волокна и воронку для нанесения покрытия и второе устройство покрытия смолой, содержащее вторую фильеру для вытягивания оптического волокна, при этом указанный способ содержит следующие этапы: вычисляют граничную скорость сдвига для скорости вытягивания по меньшей мере 20 м/с в соответствии со значением давления смолы внутри воронки для покрытия, формируют оптическое волокно со смоляным покрытием, при этом формирование оптического волокна со смоляным покрытием включает нанесение смоляного покрытия на оптическое волокно посредством первого устройства покрытия смолой с граничной скоростью сдвига и со скоростью вытягивания по меньшей мере 20 м/с, при этом граничная скорость сдвига смолы, по существу, находится в диапазоне от -1,5·105 до 0 с-1, вычисляют вторую граничную скорость сдвига смолы в соответствии со значением диаметра смоляного покрытия, наносят второе смоляное покрытие на оптическое волокно со смоляным покрытием посредством второго устройства покрытия смолой со второй граничной скоростью сдвига смолы и скоростью вытягивания по меньшей мере 20 м/с, при этом вторая граничная скорость сдвига, по существу, находится в диапазоне -3·105÷2·105 с-1.
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |

