Настоящее изобретение относится к области изготовления кондитерских брусков. Изобретение относится, в частности, к брускам, содержащим твердую кондитерскую трехмерную сердцевину, покрытую, по меньшей мере частично, карамелью.
Бруски на основе карамели, содержащие сердцевину, например, типа вафель, бисквита или мороженого, представляют собой кондитерские изделия, пользующиеся большим спросом. Карамель придает продукту пластичность, аналогичную жевательной резинке, которая является чрезвычайно предпочтительной, так как позволяет карамели хорошо смешиваться во рту с остальной частью продукта. Сердцевина, покрытая с нескольких сторон карамелью, позволяет получить лучшую однородность во рту, чем структура в виде наложенных друг на друга слоев, такая как простая слоистая структура типа, например, карамель/вафля.
В связи с этим существует потребность в производстве брусков, которые представляют собой композитные продукты, в общем, сформированные в виде твердой трехмерной сердцевины, покрытой, по меньшей мере частично, с трех сторон слоем карамели, который, в свою очередь, покрыт внешним слоем шоколада.
Традиционный способ изготовления таких кондитерских брусков состоит в непрерывной подаче на конвейер отдельных частей сердцевины, которые должны покрываться вертикально подаваемым потоком жидкой карамели таким образом, чтобы сердцевина покрывалась с нескольких сторон. Температура, необходимая для достижения достаточной степени текучести, составляет порядка 60°С и больше, например, для карамели типа жженого сахара. Основной недостаток нанесения такого покрытия при прохождении через вертикальный поток состоит в сложности контроля за толщиной покрытия вертикальных сторон сердцевины. В частности, из-за высокой текучести при прохождении сердцевины через вертикальный поток карамель не может немедленно затвердеть и поэтому имеет тенденцию стекать вниз по вертикальным сторонам сердцевины, формируя нежелательный градиент толщины покрытия. В результате возникает проблема обеспечения качества и воспроизводства продукта. Другой недостаток связан с большой массой жидкости, которая необходима для формирования надлежащего покрытия, так как относительно большая ее пропорция подлежит повторному использованию. Для этого необходима система повторного использования и повторной обработки массы сахара, с учетом проблемы, состоящей в том, что эта масса имеет тенденцию быстрого затвердевания при контакте с компонентами установки для повторного использования. В некоторых случаях необходимо устанавливать туннельную систему охлаждения для ускорения охлаждения покрытия, снижения эффекта образования градиента и, таким образом, снижения "потерь" материала покрытия.
В американском патенте 4518617 описан способ изготовления блоков вафель, сформированных в виде наложенных друг на друга слоев вафель, покрытых промежуточными слоями крема, расположенных между двумя слоями вафель. Такой процесс относится к производству продуктов, имеющих конфигурацию типа "сэндвича", на основе последовательного нанесения слоев крема и поэтому не имеет отношения к покрытию нескольких сторон кондитерского основания слоем карамели.
Заявка на европейский патент 0304570 относится к способу изготовления кондитерской массы на барабане, посыпанию массы прежде, чем она остынет, твердыми компонентами и помещение указанной массы на ленту конвейера.
Американский патент 4454834 относится к способу покрытия листов вафель и подобных изделий путем распределения затвердевающей кондитерской массы поверх листов вафель так, что формируется продукт со структурой типа "сэндвич".
Настоящее изобретение не предназначено для формирования структур типа "сэндвич", но направлено на продукты, имеющие покрытие с нескольких сторон, которые обычно получаются с помощью технологии подачи на конвейер кондитерского основания через жидкий вертикальный поток карамели.
Задача предлагаемого изобретения состоит в создании такого способа изготовления кондитерских брусков, с помощью которого были бы устранены вышеуказанные недостатки и, в частности, устранена проблема, связанная с образованием градиента толщины во время нанесения покрытия на продукт с трех сторон с использованием традиционных процессов.
Указанная задача решается благодаря способу изготовления отдельных кондитерских брусков, содержащих трехмерную сердцевину и слой кондитерского материала на основе карамели, который, по меньшей мере, частично покрывает эту сердцевину. Способ содержит операцию, во время которой, по меньшей мере, одна непрерывная полоса кондитерского материала на основе карамели формируется в горячем состоянии на охлаждающем барабане. Затем после достаточной степени охлаждения на указанном барабане полоса отсоединяется от барабана. Полоса затем наносится на основание сердцевины, непрерывно поступая на конвейер. Нанесение выполняется путем контакта полосы, по существу, в плоскости нанесения, которая расположена в непосредственной близости к самой высоко поднятой поверхности или к линии контакта с основанием. В соответствии с важным аспектом настоящего изобретения в момент переноса полоса переводится в вязкопластичное состояние, которое позволяет ей сгибаться под действием собственного веса так, что она, по меньшей мере, частично покрывает стороны указанного основания, расположенные под указанной поверхностью/линией контакта. Продукт затем разрезается на порции требуемой длины.
Такой способ имеет преимущество, состоящее в нанесении слоя или покрытия из кондитерского материала на основание сердцевины без недостатков, связанных с традиционными процессами нанесения покрытия вертикальным потоком. В частности, нанесение производится с пониженным градиентом толщины покрытия по сторонам сердцевины или даже при его отсутствии и приводит к минимальным потерям материала. В результате обеспечивается лучший контроль за допуском размеров продукта. При этом обеспечивается не только качество и воспроизводимость продукта, но также легче выполняются конструктивные модификации структуры и характеристик продукта, соответствующие потребностям потребителей, такие, например, как адаптация продукта к различным вкусовым привычкам на различных рынках.
Предпочтительно деформация полосы происходит путем изгибания свободных частей вокруг основания сердцевины без существенных модификаций исходных размеров полосы, которые определяются во время нанесения полосы на указанный барабан. Под выражением "свободные части" следует понимать части полосы, которые не находятся в контакте с поверхностью или с линией контакта основания в момент нанесения на основание. При этом неожиданно оказалось возможным выполнять нанесение полосы, по меньшей мере, для частичного покрытия сердцевины, с использованием свойств вязкопластичной деформации кондитерского материала, просто позволяя ей изгибаться под воздействием собственного веса, что не влияет, однако, на сформированную толщину или ширину полосы. Несущественные модификации размеров следует понимать как растяжение в степени меньше 5% по отношению к исходным размерам, которые были определены в момент формирования полосы.
В соответствии с предпочтительным вариантом настоящего изобретения нанесение полосы из кондитерского материала выполняется путем наложения материала в горячем состоянии на барабан. Исходная температура кондитерского материала представляет собой действующую температуру, которая позволяет сформировать требуемые размеры полосы по толщине и ширине через отверстие, которое имеет размеры, соответствующие размерам осаждаемой полосы.
Задание размеров полосы является важным этапом, во время которого формируется полоса с размерами, соответствующими формируемому слою кондитерского материала в сложенном или нанесенном на основание сердцевины состоянии в качестве покрытия.
Для управления физическими характеристиками полосы, в частности ее вязкопластичным состояниям в момент нанесения на основание сердцевины, необходимо охлаждать полосу для того, чтобы она в достаточной степени отвердела до момента ее отсоединения от барабана. С этой целью используется барабан для охлаждения полосы из карамели от места нанесения полосы на барабан до места ее отсоединения. В соответствии с одной из характеристик настоящего изобретения температура полосы снижается на охлаждающем барабане на 50-60°С, предпочтительно от 52 до 57°С. Это снижение температуры соответствует разности между исходной температурой полосы карамели во время формирования размеров и конечной температурой или температурой нанесения полосы на основание. Важно отметить, что полоса не подвергается какой-либо механической нагрузке во время управляемого снижения ее температуры на барабане; это позволяет сохранить нетронутой эмульсионную структуру системы сахар/жир. При этом сохраняются хорошие характеристики материала, преимущество которых, в частности, состоит в задержке явления передачи влаги к сердцевине.
Исходная температура t1, необходимая для того, чтобы карамель могла свободно проходить через отверстие, что обеспечивает точное формирование размеров полосы на барабане, составляет от 75 до 95°С, предпочтительно от 85 до 92°С.
Исходная температура выбирается такой, чтобы масса карамели находилась в состоянии низкой вязкости, что позволяет формировать требуемые размеры полосы при проходе через отверстие. Если масса будет слишком вязкой из-за чрезмерно низкой температуры, нельзя будет сформировать размеры полосы на барабане или, по меньшей мере, требуемые размеры, и при этом возникает риск частичной или полной блокировки отверстия материалом. Чрезмерно высокая исходная температура может привести к стеканию полосы, которая будет провисать на поверхности барабана.
Конечная температура t2 полосы в момент ее нанесения составляет для ее части от 25 до 40°С, предпочтительно от 32 до 37°С. Величина конечной температуры материала также является важной, поскольку она определяет пластическое состояние материала. Если полоса будет слишком горячей, невозможно будет ее легко отделить от барабана, что может привести к образованию разрывов или к растяжению. С другой стороны, полосу в состоянии чрезмерного отвердения будет легко отделить, но она не будет складываться после нанесения на основание сердцевины, и покрытие будет выполнено неправильно.
Конечно, величины температуры могут в определенной степени изменяться в зависимости от типа используемой карамели и ее состава, зависящего, например, от того, является ли она жженым сахаром, зефиром, нугой или другим подобным продуктом. Следует также отметить, что полоса не должна иметь равномерную температуру по всему своему поперечному сечению. Температурный градиент в несколько градусов наблюдается между поверхностью полосы, находящейся в контакте с барабаном, и внешней поверхностью полосы. Однако, когда полоса сходит с поверхности барабана, устанавливается определенная степень уравновешивания температуры внутри полосы. При этом под приведенными значениями температуры следует понимать средние величины температуры для данной секции полосы.
Оказалось возможным определить путем соответствующих измерений вязкости, что пластичная вязкость материала на основании карамели в диапазоне вязкости, обеспечивающем необходимый изгиб, предпочтительно должна составлять от 4000 до 10000 пуаз для скорости сдвига от 2 до 8 секунд-1, предпочтительно от 4500 до 7600 пуаз. Карамель является вязким продуктом с не-ньютоновским поведением, причем ее вязкость зависит от рассматриваемого порогового значения сдвига.
Точное регулирование температуры полосы, по существу, достигается путем точной регулировки температуры охлаждающего барабана и скорости движения барабана. При этом температура барабана обычно поддерживается на постоянном уровне порядка 18-22°С, предпочтительно 20°С+/-1°С со скоростью продвижения порядка 4-7 м/минуту, предпочтительно 5-6 м/минуту. Барабан охлаждается с помощью внутренней циркуляции охлаждающей жидкости, такой как вода или смесь воды и глицерина. Размеры барабана могут быть различными. Однако диаметр барабана предпочтительно выбирают от 90 см до 1,5 м, предпочтительно больше 1 метра.
В первом возможном режиме работы барабан вращается в направлении, противоположном направлению перемещения основания сердцевины так, что полоса после ее отсоединения формирует петлю с раскрывом вперед; поверхность контакта полосы с барабаном затем становится поверхностью контакта с основанием сердцевины. Этот режим работы имеет то преимущество, что он позволяет наносить на внешнюю поверхность кусочки добавок, таких как зерна, орехи, сушеные фрукты, кусочки шоколада, леденцов и тому подобное. Их нанесение обычно происходит после нанесения полосы на барабан и до отсоединения ее с барабана. Преимущество этого варианта состоит в том, что используется относительно вязкое состояние полосы для обеспечения прилипания твердых включений, которые при контакте с полосой остаются на ней. По мере опускания вдоль поверхности барабана прилипшие добавки закрепляются благодаря постепенному затвердению полосы. Нанесение компонентов на барабан является одним из вариантов настоящего изобретения, который сам по себе является предпочтительным по сравнению с традиционными процессами с использованием вертикального потока, поскольку позволяет получить лучшую равномерность нанесения по всей поверхности продукта. Действительно, при технологии с использованием вертикального потока нанесение добавок выполняется после нанесения покрытия сердцевины карамелью, и поэтому на вертикальных стенках покрытия обеспечивается более слабое прилипание по сравнению с верхней поверхностью покрытия. Поэтому в традиционных процессах получается неравномерная плотность добавок в верхней плоскости и на боковых стенках покрытия. В отличие от этого в соответствии с настоящим изобретением нанесение производится на плоскую полосу, поэтому обеспечивается равномерное распределение добавок.
В соответствии с возможным альтернативным вариантом барабан вращается в направлении, совпадающем с направлением движения основания сердцевины; внешняя поверхность полосы, нанесенной на барабан, затем становится поверхностью, входящей в контакт с основанием сердцевины. Этот режим работы имеет преимущество, в соответствии с которым улучшается прилипание полосы к основанию благодаря тому, что внешняя поверхность полосы по отношению к барабану, в общем, на несколько градусов теплее, чем поверхность, находящаяся в прямом контакте с барабаном. Поэтому становится возможным использовать преимущество, создаваемое благодаря этой разнице температур в полосе, для улучшения ее прилипания.
В соответствии с предпочтительным вариантом режима работы на барабан наносятся несколько непрерывных полос, формируемых на барабане параллельно друг к другу. С этой целью поверх барабана устанавливается резервуар, содержащий расплавленную массу кондитерского материала на основе карамели. Резервуар содержит формирующую размеры гребенку, в которой выполнен ряд из нескольких отверстий, которые позволяют формировать размеры последовательности из нескольких непрерывных параллельных полос на барабане для нанесения покрытия на ряд из нескольких оснований сердцевины, проходящих непрерывно и параллельно на конвейере, расположенном ниже охлаждающего барабана. Последовательность из нескольких оснований сердцевины получается благодаря разрезанию на порции листа большей ширины и разделения в поперечном направлении этих порций с помощью средства разделителя в соответствии с определенным поперечным разделением, которое больше, чем развернутая ширина наносимых полос.
В соответствии с другим режимом работы нанесение слоя кондитерского материала производится последовательно путем установки, по меньшей мере, двух барабанов, установленных последовательно так, что, по меньшей мере, первый барабан наносит полосу с первой толщиной поверх основания сердцевины, и затем, по меньшей мере, второй барабан наносит полосу со второй толщиной так, что она накладывается поверх первой. Такая компоновка имеет преимущество, состоящее в том, что она может работать с широким диапазоном размеров слоя кондитерского материала как в отношении толщины, так и в отношении ширины. В частности, становится возможным получать большую толщину покрытия порядка 5-7 мм. Также становится возможным изменять толщину в некоторых частях структуры, например, путем нанесения полосы с различной шириной. Возможно также выполнять покрытие материалами с различной природой и/или характеристиками, такими как, например, нанесение первого слоя из карамели (внутренний слой), после чего наносится второй слой, состоящий из нуги, или наоборот.
В соответствии с настоящим изобретением слой из кондитерской карамели, служащий для формирования покрытия, выбирается из материалов на основании жженого сахара, жевательной пасты, зефира и нуги. В своем составе они содержат эмульсию, состоящую в основном из сахара, воды, жира и в случае необходимости белков, и температура приготовления которых изменяется в пределах приблизительно от 120 до 130°С.
Сердцевина бруска предпочтительно представляет собой вафли или стопку из нескольких слоев вафель с нанесением промежуточного покрытия из крема заполнителя, такого как пралине. Однако сердцевина также может состоять из бисквитной основы, основы в виде мороженого или отвердевшей, такой, как нуга или любые их комбинации.
И, наконец, бруски могут быть полностью или частично покрыты шоколадом после разрезания их на порции.
Задача предлагаемого изобретения состоит также в создании такого устройства для изготовления кондитерских брусков, с помощью которого устраняется проблема, связанная с образованием градиента толщины во время нанесения покрытия на продукт с трех сторон с использованием традиционных процессов.
Указанная задача решается с помощью устройства для изготовления кондитерских брусков, содержащих трехмерную сердцевину, покрытую слоем кондитерского материала на основании карамели, которая, по меньшей мере, частично покрывает указанную сердцевину; причем указанное устройство содержит:
- конвейер, предназначенный для передвижения непрерывной линии из материала, на который необходимо нанести покрытие;
- по меньшей мере, один охлаждающий барабан, расположенный над конвейером, содержащий цилиндрическую поверхность;
- подогреваемый резервуар, предназначенный для помещения в него кондитерской массы в форме, в которой она может наноситься на поверхность барабана; при этом
устройство содержит на выходном отверстии резервуара средство задания размеров, которое позволяет формировать размеры, по меньшей мере, одной полосы на барабане, причем указанное средство содержит отверстие, ограниченное как в направлении, параллельном поверхности барабана с возможностью формировать размер полосы по толщине, так и в вертикальном направлении с возможностью формировать размер полосы по ширине с тем, чтобы получать полосу с определенными размерами на поверхности барабана, которая может накладываться поверх непрерывной линии, формирующей сердцевину, на которую должно наноситься покрытие.
Вышеприведенные характеристики, а также другие преимущества настоящего изобретения будут понятны из подробного описания и чертежей, приведенных только в качестве не ограничивающих примеров, на которых:
фигура 1 представляет вид сбоку принципиальной схемы установки в соответствии со способом настоящего изобретения;
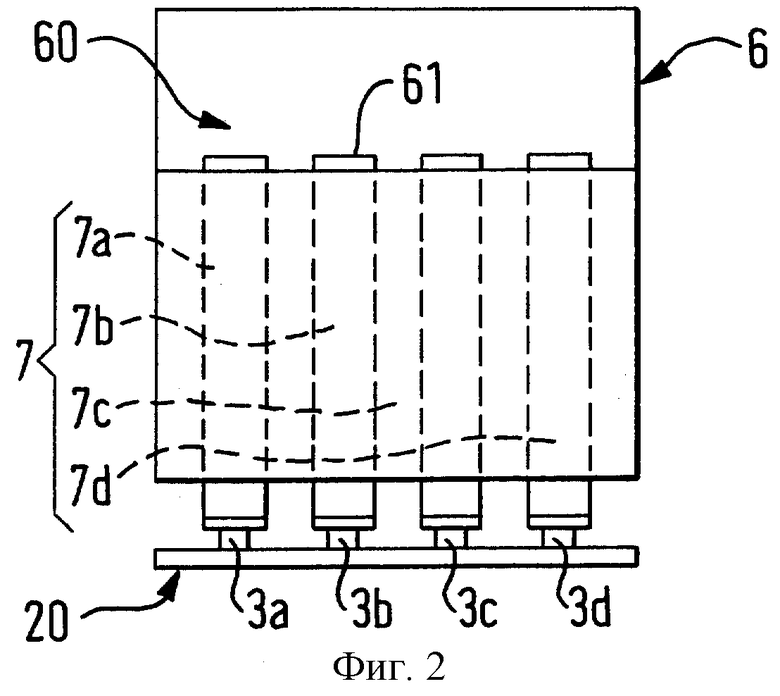
фигура 2 изображает вид спереди установки по фигуре 1 с частичным сечением вдоль линии "А-А", которая изображает принцип формирования размеров и нанесения полосы;
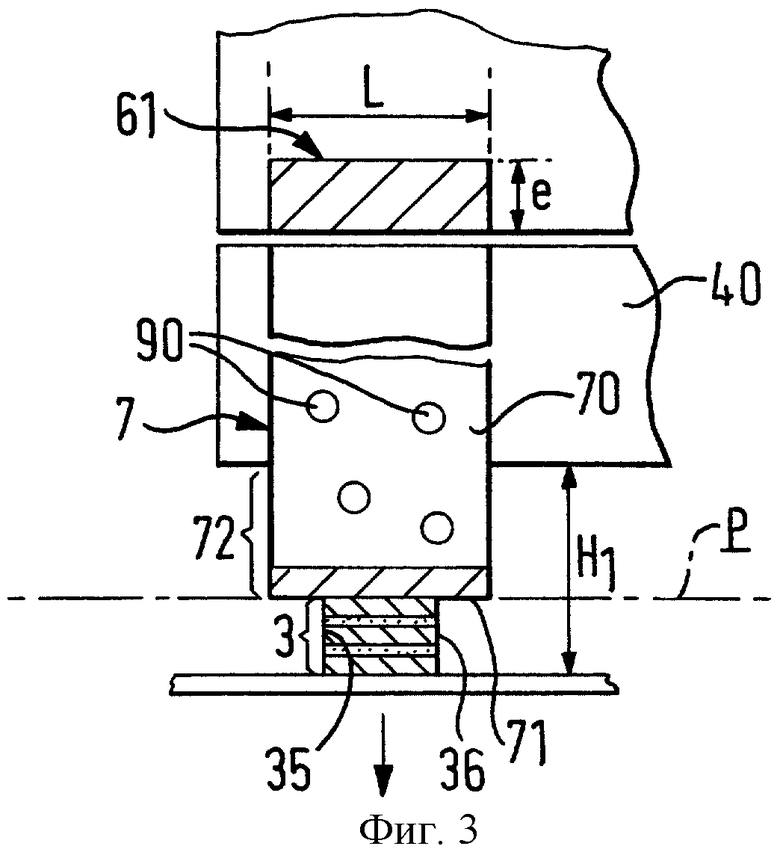
фигура 3 представляет подробное изображение фигуры 2 с частичным сечением по линии "А-А";
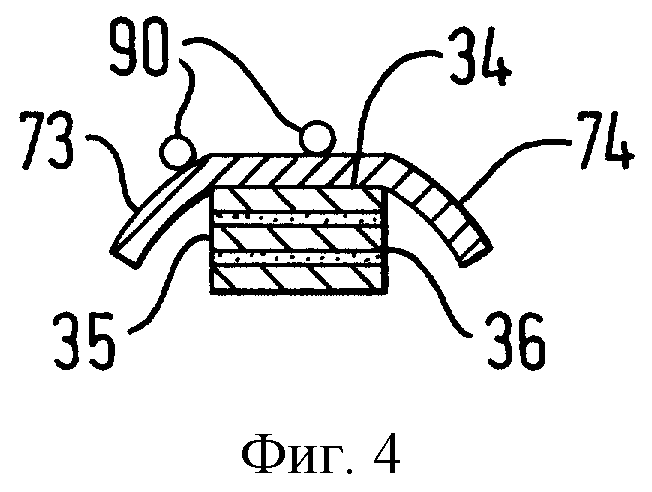
фигура 4 представляет подробное изображение сечения вдоль линии В-В при изгибании полосы;
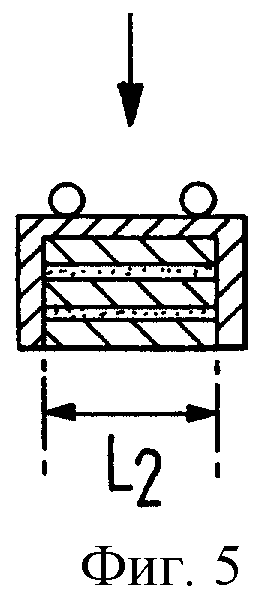
фигура 5 представляет подробное изображение сечения по линии С-С после изгибания полосы;
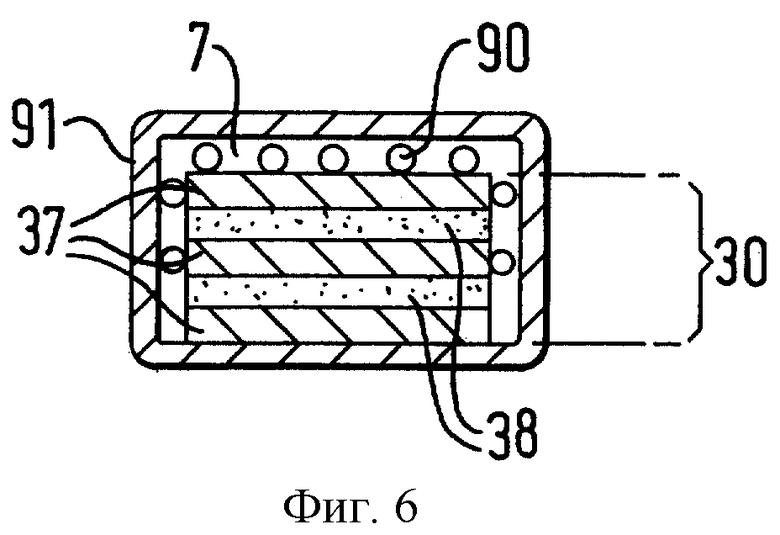
фигура 6 представляет вид поперечного сечения окончательно сформированного кондитерского бруска;
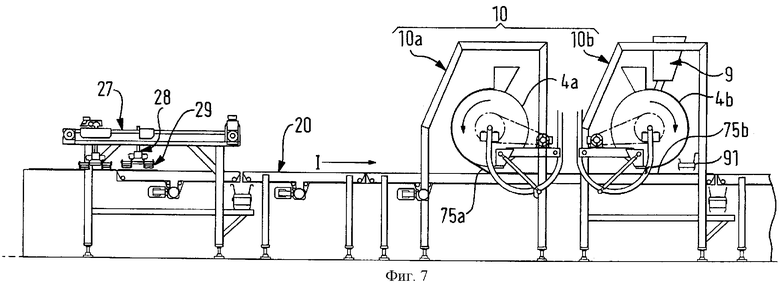
фигура 7 изображает вид сбоку установки, предназначенной для выполнения процесса в соответствии с другим вариантом настоящего изобретения;
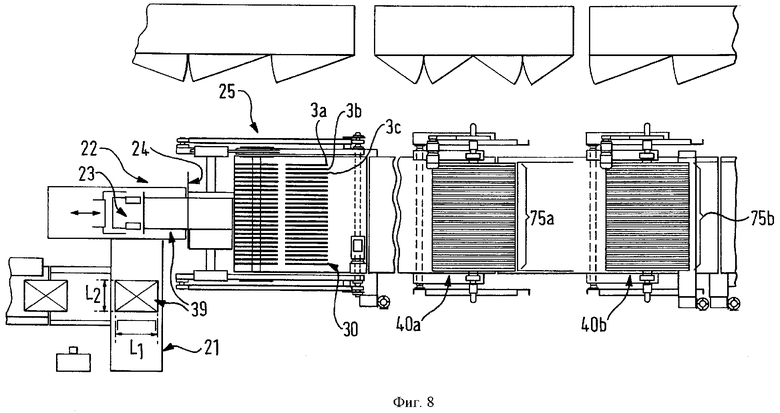
фигура 8 изображает вид сверху установки по фигуре 7;
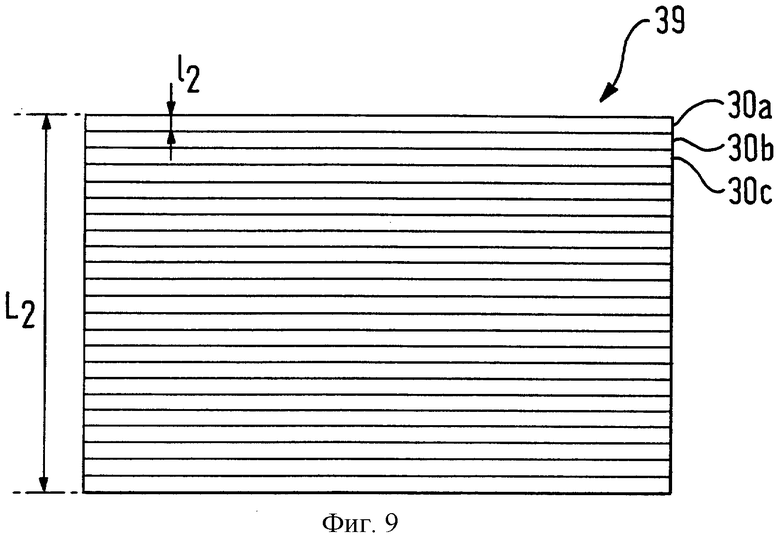
фигура 9 изображает вид сверху вафельного листа после разрезания;
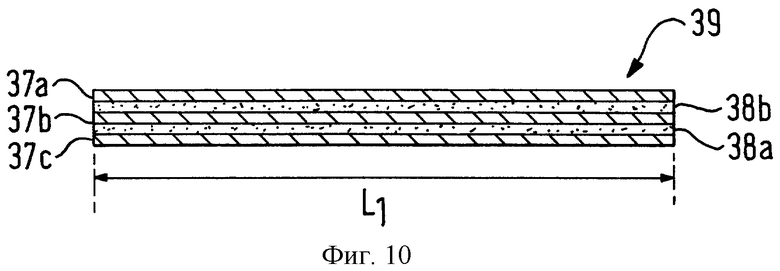
фигура 10 изображает вид сбоку вафельного листа по фигуре 9;
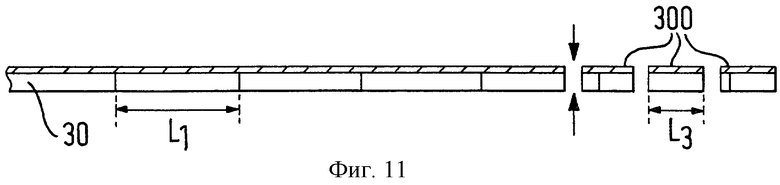
фигура 11 изображает линию или основание, сформированную последовательностью вафель, на которые нанесено покрытие во время разрезания на порции для формирования брусков;
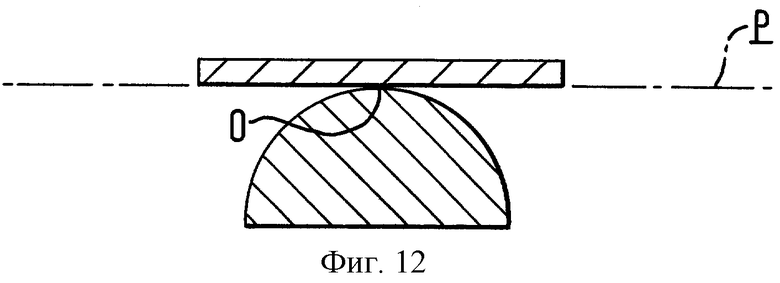
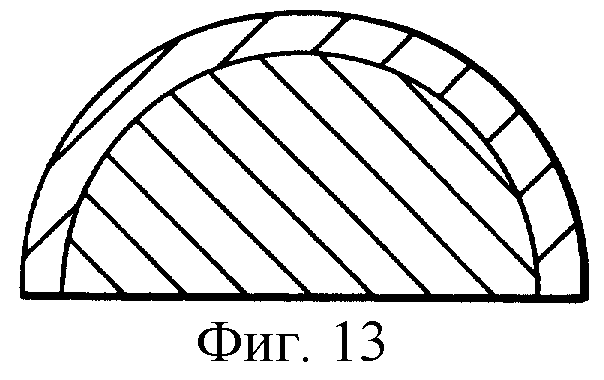
фигура 12 изображает пример продукта, на который должно быть нанесено покрытие, имеющего полуцилиндрическую форму;
фигура 13 изображает продукт с покрытием по фигуре 12;
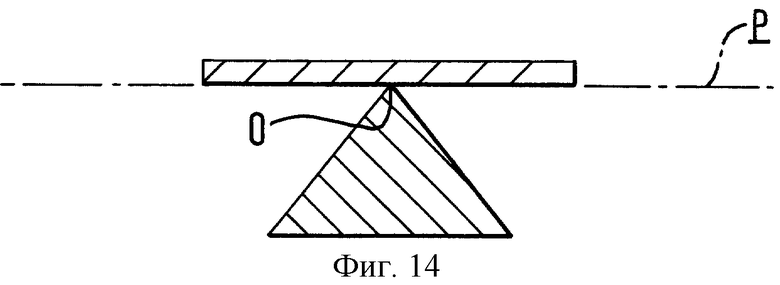
фигура 14 изображает пример продукта, на который должно быть нанесено покрытие, имеющего треугольную форму;
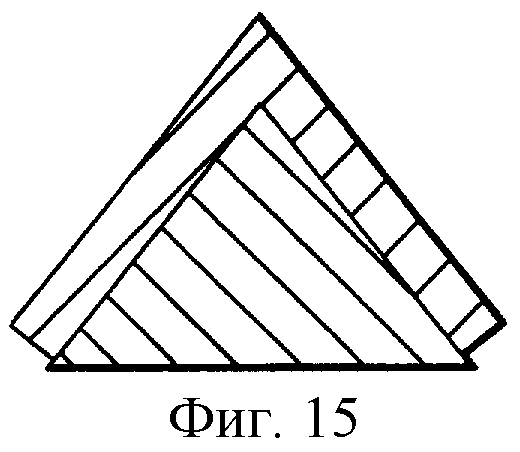
фигура 15 изображает продукт по фигуре 14 с нанесенным покрытием.
Первый вариант установки 10 для нанесения покрытия, которая выполняет данный способ, изображен на фигуре 1. Установка включает конвейер 20, выполненный в виде конвейерной полосы, установленной горизонтально для подачи вафель 30, 31, 32 индивидуальной длины L1. Листы вафель располагаются на конвейерной полосе вплотную так, что они формируют непрерывное основание 3, на которое должно наноситься покрытие, предназначенное для формирования сердцевины конечного продукта. Основание 3 поэтому движется в направлении I горизонтального перемещения.
Над конвейером установлено устройство нанесения покрытия, которое содержит охлаждающий барабан 4, имеющий цилиндрическую поверхность 40. Цилиндрическая поверхность предпочтительно выполнена в виде гладкой поверхности. Барабан установлен на оси О вращения, которая расположена, по существу, поперек направления I движения вафельного основания. Резервуар 5, предназначенный для помещения в него расплавленной кондитерский массы 8, такой как карамель, установлен в верхней части барабана 4. Средство нагрева предпочтительно установлено в резервуаре с целью поддержания массы в жидком или полужидком состоянии при постоянной температуре порядка 85-95°С. Резервуар открыт снизу так, что кондитерская масса, содержащаяся в резервуаре, может поступать с образованием постоянного контакта с барабаном под воздействием силы тяжести.
Как показано на фигуре 2, резервуар содержит средство 60 калибровки, которое выполнено в форме гребенки, предназначенной для формирования параллельной последовательности 7 полос 7а, 7b, 7c, 7d кондитерского материала. Полосы располагаются вертикально над соответствующими последовательностями из нескольких оснований 3а, 3b, 3с, 3d сердцевины, которые непрерывно перемещаются на конвейере 20. Средство 60 задания размеров состоит из последовательности параллельных отверстий 61, выполненных в стенке резервуара так, что их количество соответствует количеству полос, которые следует нанести на поверхность охлаждающего барабана. Каждое отверстие 61 имеет индивидуальные размеры по ширине L и по толщине е для формирования отдельной полосы требуемых размеров. Микрометрическая система регулировки толщины и/или ширины, которые можно регулировать отдельно для каждого отверстия, преимущественно может быть установлена, с целью обеспечения возможности регулировать размеры каждой из полос, в частности, для компенсации изменения температуры в резервуаре (эта система не представлена на чертеже).
Каждая полоса 7 наносится благодаря вращению охлаждающего барабана, который охлаждает самый ближний к донной части слой кондитерский массы 8 в резервуаре так, что она прилипает благодаря своей вязкости к поверхности барабана, при этом ее размеры определяются при прохождении через отверстие 61. В процессе перемещения вдоль некоторого сектора барабана полоса из кондитерского материала постепенно охлаждается, и ее вязкость пропорционально повышается, что приводит к формированию полосы, имеющей определенную прочность до момента, когда она достигает нижней точки барабана, где она затем отделяется с помощью скребка 80, установленного по касательной к барабану. Температура барабана, а также скорость вращения барабана представляют собой параметры, регулируемые в соответствии с конкретными свойствами массы, которую необходимо охлаждать, и вязкопластичным состоянием, желательным для массы, с тем, чтобы обеспечить возможность изгиба ее в момент нанесения на основание, на которое должно наноситься покрытие. Угол установки резервуара также зависит от требуемых свойств конечного продукта. В общем, резервуар устанавливается таким образом, что полоса проходит вдоль сектора барабана в диапазоне от 180 до 270 градусов, предпочтительно от 190 до 220 градусов (включая границы).
В некоторых случаях полоса может отслаиваться сама благодаря эффекту натяжения покрытой части, что устраняет необходимость использования скребка. Однако чрезмерное натяжение нежелательно и может привести к нежелательному растяжению полосы так, что предпочтительно, чтобы скорость вращения барабана, по существу, была идентична скорости передвижения основания 3 на средстве конвейера.
В представленном случае предусмотрена также возможность нанесения зерен, таких как вспушенный рис и тому подобное, с использованием загрузочной воронки 9, расположенной, по существу, вертикально по центру барабана вблизи к выходным отверстиям устройств задания размеров. При этом зерна подаются под действием силы тяжести на полосу кондитерской массы на этапе, когда полоса имеет высокую липкость по отношению к частицам с малой массой. Приклеенные зерна закрепляются при дальнейшем перемещении благодаря повышению вязкости полосы. Как показано на фигуре 3, полоса, в которой устанавливается достаточный уровень вязкопластичности по мере ее перемещения на барабане, наносится на верхнюю часть вафель 3, на соответствующую горизонтальную плоскость нанесения Р, в изображенном случае представляющую вафлю, имеющую, по существу, прямоугольное сечение, на верхнюю поверхность 34 вафли.
Следует отметить, что полоса между линией отсоединения от барабана и линией нанесения на вафлю формирует петлю 72, которая раскрывается в направлении I перемещения так, что внешняя поверхность 70 полосы, на которую нанесены зерна или другие добавки 90, представляет собой внешнюю поверхность покрытия вафли, и поверхность контакта 71 с барабаном представляет собой внутреннюю поверхность, предназначенную для прилипания к вафле. Высота H1 между линией отсоединения и лентой конвейера может быть выбрана для получения оптимального вязкопластичного состояния полосы, необходимого для изгиба, требуемого в момент нанесения на вафлю. Проведенные с этой целью испытания показали, что оптимальная высота составляет приблизительно от 4 до 15 см, предпочтительно 5-8 см.
Предпочтительно полоса загибается в момент нанесения на каждую боковую сторону бруска, и ширина L полосы, по существу, соответствуют развертке верхней поверхности 34 и боковых поверхностей 35, 36 вафли так, что полоса может полностью и точно покрывать видимые части вафли. На фигуре 4 изображен промежуточный этап, во время которого свободные части 73, 74 загибаются под действием их собственного веса, и затем на фигуре 5 изображено покрытие полосы с полным изгибом и прилипанием свободных частей 73, 74 к вафле. Выражение "свободные части" следует понимать как части полосы, которые расположены на расстоянии от поверхности вафли, на которую наносится покрытие в момент соприкосновения полосы с вафлей. В этом случае, на примере вафли с прямоугольным сечением, свободные части составляют боковые поверхности покрытия, которые предназначены для покрытия боковых частей вафли. В соответствии с предпочтительным вариантом настоящего изобретения в момент нанесения вдоль определенной плоскости Р полоса должна быть в не затвердевшем, эластичном и пластичном состоянии, которое позволяет ей складываться вдоль плоскости Р под углом деформации, большим 20 градусов, предпочтительно от 45 до 90 градусов. При этом становится возможным измерять деформацию полосы путем измерения угла, формируемого свободными частями полосы при их складывании по отношению к горизонтальному положению, соответствующему плоскости нанесения. В случае, когда полоса имеет способность складываться на угол меньше 20 градусов из-за чрезмерно высокой жесткости, из-за ускоренного отверждения или из-за большой ее толщины, становится трудным обеспечить нанесение покрытия на поверхность кондитерского изделия в соответствии с настоящим изобретением. Важно также, чтобы полоса была сформирована таким образом, чтобы она могла складываться, без сползания или растяжения, которые могут изменить ее исходные размеры, что трудно поддается управлению. Незначительное сползание может, однако, быть приемлемым в той степени, когда оно не будет проявляться визуально как дефект на продукте с покрытием. Важно также обратить внимание на то, что на поверхности полоса должна сохранить способность прилипать к поверхности, на которую она наносится. Поверхность контакта должна поэтому предпочтительно оставаться относительно эластичной и не должна быть полностью затвердевшей, хотя и должна обладать определенной прочностью, чтобы ее можно было отделить от барабана с помощью средства скребка.
Как показано на фигуре 1, затвердевание непрерывной полосы кондитерской массы после того, как она изгибается и прилипает к основанию, продолжается при ее перемещении вдоль конвейера до тех пор, пока она не будет разрезана на отдельные порционные бруски с помощью соответствующего резака 81, такого как механическая или ультразвуковая разрезающая система. Следующий этап представляет собой покрытие брусков слоем шоколада с использованием любых средств такого типа, как погружение в расплавленную шоколадную массу или нанесения расплавленной шоколадной массы путем распыления (этот этап не представлен).
На фигуре 6 изображен конечный кондитерский продукт, готовый для упаковки после нанесения покрытия внешнего слоя шоколада. Сама сердцевина продукта содержит последовательность из слоев вафель 37 и слоев 38 крема-наполнителя. Покрытие 7 из карамели покрывает верхнюю и боковые поверхности сердцевины и содержит добавки 90. Наконец, внешний слой шоколада 91 представляет собой окончательное покрытие.
На фигурах 7 и 8 представлена компоновка установки в соответствии с одним из вариантов изобретения. Вафли получаются из вафельных листов 29, как показано на фигурах 9 и 10. Эти листы имеют длину L1 и ширину L2, которая выбрана таким образом, чтобы обеспечить нанесение покрытия по ширине множества отдельных вафель 3а, 3b, 3с и так далее. Ширина L2 представляет собой произведение ширины l2 каждой из отдельных вафель так, что обеспечивается возможность нанесения покрытия на определенное количество вафель из указанного листа, например в данном случае на 23 отдельные вафли шириной l2 и длиной L1. Каждый вафельный лист предпочтительно имеет слоистую структуру, содержащую наложенные друг на друга слои 37а, 37b, 37с вафель со слоем заполняющего крема 38а, 38b, который расположен между каждым слоем вафель. Заполняющий слой может предпочтительно представлять собой слой крема из пралине с ароматизатором и тому подобное.
Листы 39 вафель формируются путем распределения заполняющего крема поверх слоя вафли, помещения нового слоя вафли поверх него и затем сжатия слоев вафель вместе, и это повторяется до тех пор, пока не будет получено требуемое количество слоев вафель.
Каждый цельный вафельный лист 39 переносится на полосе 21 конвейера до разрезающей станции 22. Лист затем устанавливается между толкателем 23 и резаком 24. Толкатель выполняет продольное движение вперед и назад и при этом перемещает лист 39 через резак, который состоит из разрезающей сетки, установленной в виде последовательности вертикально ориентированных режущих лезвий или проводов. Вафли отрезаются от листа и затем отделяются индивидуально с помощью пластины скольжения для придания им разделяющего расстояния в поперечном направлении, определяемого разделяющим средством, таким как игольчатая разделительная станция 25. Станция выполнена в форме устройства перемещения 27, которое помещается над разрезанным вафельным листом и содержит разделяющее устройство 28 скольжения, которое может передвигаться вдоль устройства перемещения, и которое снабжено иглами 29, которые разделяют вафли. Установленные на держателе иглы выполняют вертикальные движения вперед и назад так, что они втыкают иглы в каждый лист в разделительной станции. Конечно, расстояние, разделяющее вафли, определяется в соответствии с положением полос на барабане, их шириной и относительным расстоянием между ними. Предпочтительно, чтобы поперечное расстояние между каждой вафлей составляло приблизительно от 1 до 5 см, так чтобы можно было получить высокую производительность при ограниченных размерах установки.
Вафли 30, установленные таким образом с разделением в поперечном направлении, переносятся на конвейере 20 в направлении к линии 10 нанесения покрытия. С этой целью формируются непрерывные линии вафель, установленные вплотную друг за другом, в направлении перемещения, как описано выше в примере по фигуре 1. Линия нанесения покрытия содержит две станции 10а, 10b нанесения покрытия, отделенные друг от друга в продольном направлении по линии, которые формируют последовательность из двух барабанов 4а, 4b, установленных последовательно. Первый барабан 4а вращается в направлении перемещения конвейера так, что он позволяет выполнять нанесение на вафли последовательности 75а параллельных полос из карамели так, что внешняя поверхность полос на барабане становится поверхностью прилипания к вафлям. Эта поверхность несколько теплее по сравнению с поверхностью, находящейся в контакте с барабаном, благодаря чему обеспечивается прилипание этих первых полос к вафлям.
Вторая станция 10b нанесения покрытия установлена так, что барабан 4b вращается в противоположном направлении по отношению к направлению перемещения. При этом становится возможным установить в верхней части барабана средство 9, предназначенное для нанесения твердых добавок, таких как зерна, орехи и сушеные фрукты или карамельную или шоколадную крошку и тому подобное. Это средство обычно представляет собой воронку с регулируемым отверстием, направленным на барабан, причем к ней подключен вибратор. Система 91 повторного использования расположена горизонтально, по вертикали ниже вертикальной касательной к поверхности барабана для сбора частей, отделившихся от полосы.
Компоновка из двух последовательно установленных станций нанесения покрытия в соответствии с настоящим изобретением позволяет осуществлять выбор толщины покрытия в широких пределах, которая может составлять от 1 мм, когда работает одна станция, до максимум до 7-8 мм, когда работают две станции. При толщине полосы более 3,5-4 мм наблюдается повышение жесткости, которое приводит к недостаточной способности изгибаться для обеспечения правильного покрытия и прилипания полос. Максимальная толщина каждой полосы поэтому должна изменяться в соответствии с природой материала наносимого покрытия и в соответствии с температурными условиями и регулировкой устройства.
После нанесения покрытия на вафли следует операция разрезания на порции 300 требуемой длины с помощью средства разрезания, которое изображено на фигуре 11. Длина L3 порции может быть независимой от и, в общем, меньше чем длина L1 порций 30 вафель от конца до конца сразу же после нанесения покрытия. Покрытие карамелью имеет преимущество, состоящее в том, что с его помощью порции 30 соединяются друг с другом так, что формируется непрерывное основание с нанесенным покрытием, которое можно легко разрезать на любые требуемые куски.
Следует понимать, что покрытие бруска может выполняться и путем нанесения нижнего слоя карамели так, что оно будет находиться в контакте с нижней поверхностью сердцевины (не представлено). С этой целью можно предусмотреть нанесение, с использованием дополнительного барабана, плоского слоя из карамели на ленту конвейера. Эта полоса формируется с требуемыми размерами в отношении ее толщины и ширины. Вафля затем тангенциально наносится на плоский слой карамели, который еще неполностью затвердел так, что обеспечивается прилипание вафли к нижнему слою. Операция нанесения покрытия на другие поверхности выполняется так же, как описано в предыдущих примерах.
На фигурах 12-15 изображены различные варианты возможных форм брусков с покрытием в соответствии с настоящим изобретением. На фигурах 12 и 13 изображены компоновки полосы из кондитерского материала путем вязкопластичного изгиба поверх сердцевины с полукруглым поперечным сечением. В этом случае полоса наносится на плоскость нанесения Р, расположенную в непосредственной близости к наиболее высоко поднятой линии или к касательной к кривой О основания сердцевины. На фигурах 14 и 15 изображены компоновки полосы, нанесенной поверх сердцевины с треугольным поперечным сечением.
Конечно, возможно применение других форм трехмерного основания, таких, которые имеют, например, квадратную или трапецеидальную форму сечения. Во всех случаях объект, на который должно быть нанесено покрытие, имеет трехмерную поверхность, на которую должно наноситься покрытие, и нанесение выполняется вдоль наиболее высоко поднятой линии или поверхности основания, после чего свободные части складываются сами вниз поверх кромок основания, с использованием свойств сгибания материала карамели.
Оказалось, что с помощью описанного способа можно получить хорошую равномерность толщины покрытия вдоль всех поверхностей, на которые наносится покрытие; причем до настоящего времени такая равномерность не могла быть получена в соответствующих диапазонах толщины с использованием традиционных процессов. Такая равномерность позволяет получить лучшее качество продукта при более равномерной фактуре и консистенции. При этом наблюдается лучшее распределение твердых добавок в слое кондитерского материала. Также наблюдается существенное снижение пропорции массы для повторного использования.
Различные составы массы карамели, которая пригодна для нанесения покрытия, приведены в следующих примерах.
Пример 1
Кондитерскую массу типа жевательной пасты, ароматизированную мятой, приготавливают следующим образом. 12 кг фраппе готовят из 50 вес.% белка яиц и 50 вес.% воды. К фраппе добавляют массу подсластителя, нагретую до температуры приготовления 126°С и состоящую из 100 кг сиропа глюкозы, 100 кг сахара и 12 кг жира. Фраппе смешивают с массой подсластителя при температуре приготовления и перемешивают. Резервуар заполняют массой и поддерживают при температуре порядка 90°С для подачи массы на цилиндр.
Пример 2
Массу карамели приготавливают следующим образом. 5 кг цветного желатина 140 получают путем погружения 50 вес.% желатина в 50 вес.% воды. Туда добавляют сахарную массу, нагретую до 129°С и состоящую из 100 кг сиропа глюкозы, 60 кг сахара и 15 кг жира. Цветной желатин 140 смешивают с сахарной массой. Резервуар заполняют массой и поддерживают при температуре порядка 90°С для подачи массы на цилиндр.
Пример 3
Применяют следующие ингредиенты для массы зефира и массы нуги:
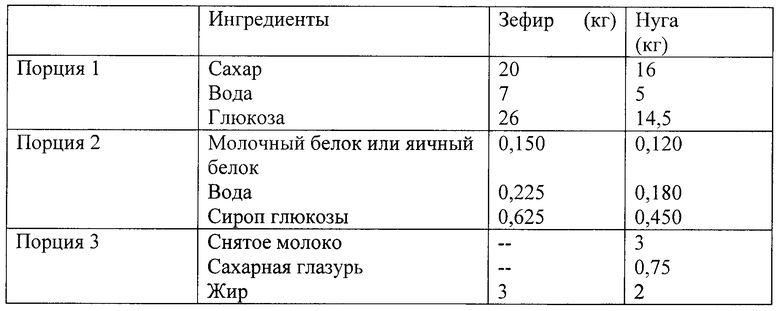
Пример 4
Зефирную массу получают путем варки порции 1 при 123°С для получения сиропа. Порцию 1 добавляют к порции 2 и затем взбивают в высокоскоростной планетарной взбивальной машине. Порцию 3 добавляют при низкой скорости, и затем масса поступает в резервуар.
Пример 5
Массу нуги получают при варке порции 1 при 120°С до тех пор, пока не будет получен сироп, который затем добавляют к порции 2. Порции 1 и 2 взбивают в высокоскоростной планетарной взбивальной машине. Затем порцию 3 добавляют при низкой скорости и смесь помещают в резервуар.
Пример 6
Карамель типа, приведенного в Примере 2, подвергают испытаниям на измерение вязкости при температуре 35°С, которая соответствует средней температуре нанесения на вафлю. Были получены следующие результаты:
Изобретение предназначено для использования в кондитерской промышленности при изготовлении отдельных кондитерских брусков, содержащих трехмерную сердцевину и, по меньшей мере, один слой кондитерского материала на основе карамели. Этот слой, по меньшей мере, частично покрывает указанную сердцевину. Способ предусматривает формирование размеров одной непрерывной полосы из кондитерского материала на охлаждающем барабане, отделение и нанесение полосы на основание путем контакта ее в плоскости, расположенной вблизи к наиболее высоко поднятой поверхности/линии контакта кондитерского основания. Полоса в момент нанесения находится в вязкопластичном состоянии так, что может деформироваться под действием собственного веса, по меньшей мере, частично закрывая боковые стороны указанного основания под указанной поверхностью или линией контакта. Предусмотрено регулирование температуры полосы в период между нанесением ее на барабан и нанесением на покрываемое основание. Устройство содержит конвейер для перемещения основания, расположенный над ним охлаждающий барабан, подогреваемый резервуар для кондитерской массы, средство для формирования размеров полосы на барабане. Изобретение обеспечивает получение кондитерского изделия с равномерной толщиной покрытия. 2 с. и 14 з.п. ф-лы, 15 ил., 1 табл.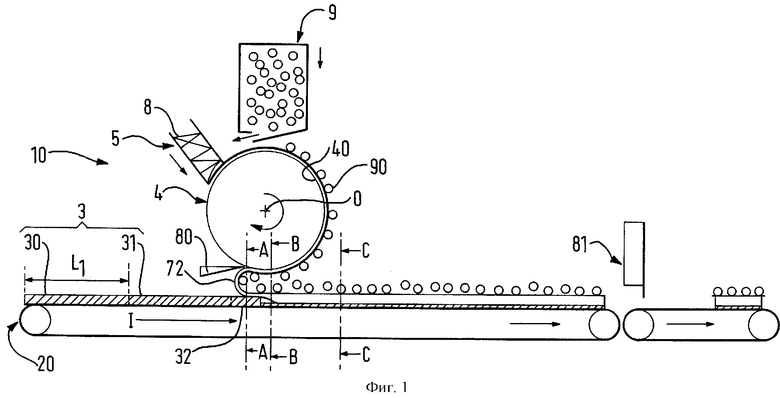
| Тампон | 1987 |
|
SU1599027A1 |
| МНОГОКАНАЛЬНОЕ УСТРОЙСТВО ДЛЯ СДВИГА ВО ВРЕМЕНИ СОВПАДАЮЩИХ ИМПУЛЬСОВ | 0 |
|
SU304570A1 |
| US 4530214 А, 23.06.1985. | |||

