Заявляемое изобретение относится к очистке труб и может быть использовано в нефтяной, газовой, химической, нефтеперерабатывающей промышленности, а также к прокатному производству, конкретнее к технологическому процессу очистки сортового проката и труб. Применение данной установки необходимо в производстве с высокими требованиями к качеству очищенных труб, например при изготовлении термокейсов для нефтеперерабатывающей промышленности.
Известна установка для струйной очистки поверхности проката, содержащая камеру с форсунками, воронками для поступающего и выходящего проката, патрубок для отвода загрязнений (SU 1276379 А1, 15.12.1986).
В результате проведения патентного поиска была установлена известность использования средств, производящих импульсную подачу струй сжатого воздуха на очищаемую поверхность (SU 1560331 А, 30.04.1990, В 08 В 3/02). Следует отметить, что в известном устройстве средства воздушной импульсной очистки используют последовательно со средствами «грубой» очистки.
Недостатком известных изобретений является отсутствие задающего устройства переменного дросселя перед входом блока струнного генератора тактовых импульсов.
Предлагаемым изобретением решается задача повышения эффективности и экономичности очистки, а также повышения производительности.
Решение этой задачи позволяет получить следующий технический результат - улучшить качество очистки поверхности за счет импульсной подачи струй, а также использования обратной связи для формирования высокочастотных колебаний рабочего агента. Предлагаемая установка для струйной очистки исключает послеоперационное просушивание очищенного проката.
Технические преимущества предлагаемого изобретения заключаются в том, что установка для струйной очистки имеет блок струйного генератора тактовых импульсов с обратной связью для формирования высокочастотных колебаний рабочего агента до 400 Гц. Отличительной особенностью является также то, что перед входом, в который размещено задающее устройство, - переменный дроссель, при этом в качестве рабочего агента используют сжатый воздух с давлением на выходе в установку, составляющим 0,4-0,8 МПа.
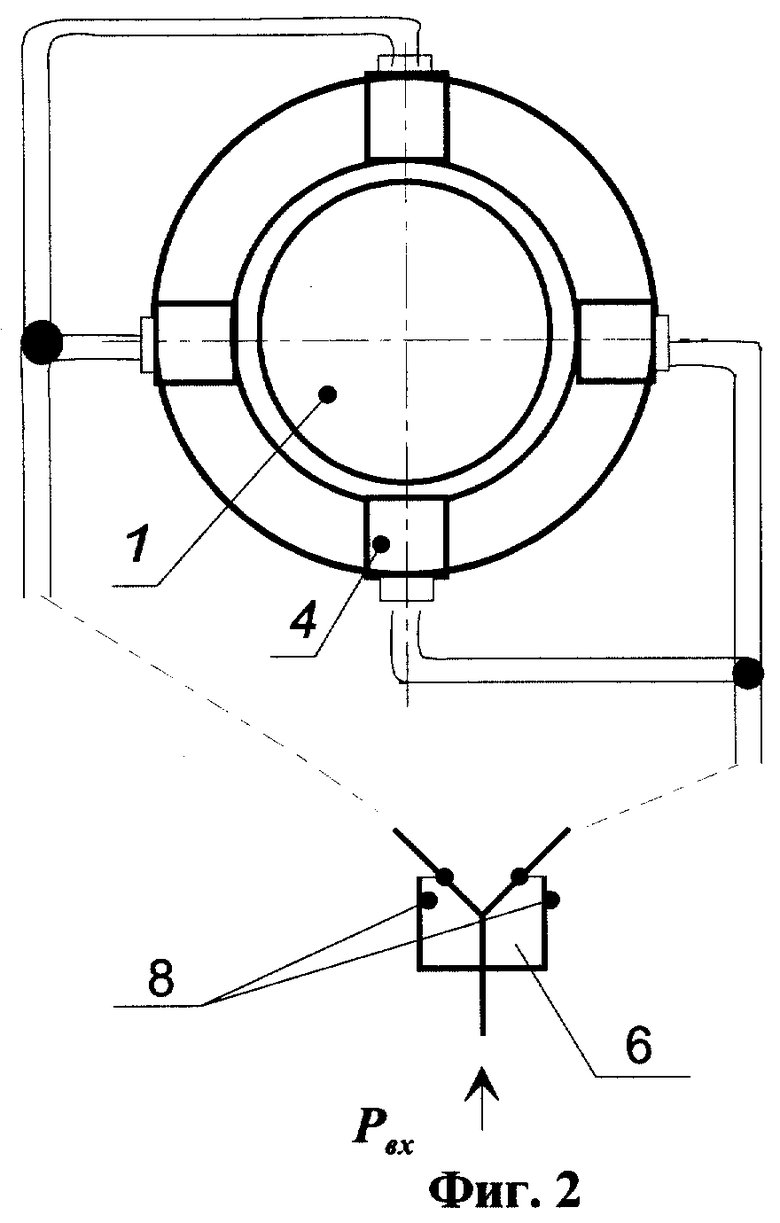
Установка для струйной очистки проката показана на фиг.1 и 2. Установка состоит из рабочей камеры 1; направляющих воронок для поступающих и выходящих труб 2 и 3; форсунок 4; блока струйного генератора тактовых импульсов 5 с обратной связью 8, вырабатывающий колебания для обеспечения активного взаимодействия рабочего агента с очищаемой поверхностью; переменного дросселя 6, задающего частоту колебаний блока струйного генератора тактовых импульсов; патрубка для вытяжного устройства 7, служащего для отвода пыли.
Работа установки для струйной очистки поверхности проката происходит следующим образом: движущаяся труба по рольгангу поступает в камеру очистки 1 через направляющую воронку 2, рабочий агент поступает в камеру через форсунки 4, при этом поверхность очищаемого проката или трубы подвергается воздействию высокочастотных кратковременных воздушных ударов, чем и достигается высокая эффективность очистки от пыли после предварительной очистки. Форсунки расположены таким образом, чтобы в процессе работы обеспечивалось полное перекрытие истекающего рабочего агента, т.е. обеспечивалась более плотная и полная очистка поверхности на определенном участке.
Изменение частоты ударов производится дросселем 6, а также длиной обратной связи за счет регулирования величины расхода рабочего агента. Пыль, появляющаяся в камере в результате очистки, удаляется из устройства через вентиляционное отверстие. Давление на входе в установку составляет Рраб 0,4-0,8 МПа.
Реализация предложенного устройства позволяет осуществить контролируемую и эффективную очистку проката и труб. Изменение интенсивности очистки и повышение производительности процесса варьируются при необходимости путем регулирования параметров процесса очистки: скорости подачи трубы по рольгангу vподачи, что повлечет за собой изменение времени контакта обрабатывающего агента с поверхностью проката, что в свою очередь скажется на динамичности процесса, скорости очистки поверхности; частоты генерации тактовых импульсов, задаваемой величиной длины обратной связи, а также величиной расхода переменного дросселя Qдр, что приведет к изменению активности контакта рабочего агента с очищаемой поверхностью.
Эффективность использования установки увеличивается, если предварительно для обработки поверхности от окалины и окислов применять пескоструйное устройство для обработки поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕАГЕНТНО-ИМПУЛЬСНО-ИМПЛОЗИОННОЙ ОБРАБОТКИ ПРИЗАБОЙНОЙ ЗОНЫ ПЛАСТА, УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, ДЕПРЕССИОННЫЙ ГЕНЕРАТОР ИМПУЛЬСОВ | 2007 |
|
RU2376455C2 |
| СПОСОБ УДАЛЕНИЯ ТВЕРДЫХ ШЛАКОВ ИЗ УГОЛЬНОГО КОТЛА И ИЗВЛЕЧЕНИЯ ИЗ НИХ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2453769C1 |
| СТРУЙНЫЙ РАСХОДОМЕР И СПОСОБ ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2421690C2 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КРУГЛОГО ПРОКАТА | 2003 |
|
RU2273536C2 |
| РЕЗЕРВУАР С НАКЛОННЫМ ДНИЩЕМ И СПОСОБ ЕГО ОЧИСТКИ ОТ ДОННЫХ ОТЛОЖЕНИЙ | 2006 |
|
RU2322311C1 |
| СПОСОБ ОЧИСТКИ РЕЗЕРВУАРА ОТ ДОННЫХ ОТЛОЖЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2314882C2 |
| ЭЛЕКТРОРАЗРЯДНОЕ УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПОВЕРХНОСТЕЙ ПОЛЫХ ИЗДЕЛИЙ | 2000 |
|
RU2175898C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ИНТЕНСИФИКАЦИИ ДОБЫЧИ НЕФТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630012C1 |
| СПОСОБ МАГНИТОАКУСТИЧЕСКОЙ ОБРАБОТКИ ВОДНЫХ СИСТЕМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2312290C2 |
| СПОСОБ ОБРАБОТКИ ПРОДУКТИВНОГО ПЛАСТА И СКВАЖИННОЕ ОБОРУДОВАНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2478778C2 |
Изобретение относится к области очистки труб, в частности к технологическому процессу очистки сортового проката и труб, и может быть использовано в нефтяной, газовой, химической, нефтеперерабатывающей промышленности. Задача изобретения - повышение качества очищенных труб, увеличение эффективности и экономичности очистки, а также повышение производительности за счет исключения операции просушивания. Установка имеет камеру с форсунками, воронки для поступающего и выходящего проката, патрубок для отвода загрязнений. В соответствии с изобретением устройство снабжено для формирования высокочастотных колебаний рабочего агента до 400 Гц, блоком струйного генератора тактовых импульсов с обратной связью, который обеспечивает необходимую частоту рабочего агента (сжатого воздуха). Изменение и выбор оптимальных условий очистки производится с помощью задающего устройства - переменного дросселя. В качестве рабочего агента используют сжатый воздух с давлением на входе в установку 0,4 - 0,8 МПа. Технические преимущества изобретения заключаются в том, что оно обеспечивает активное взаимодействие аэродинамических очищающих потоков с поверхностью.1 з.п.ф-лы, 2 ил.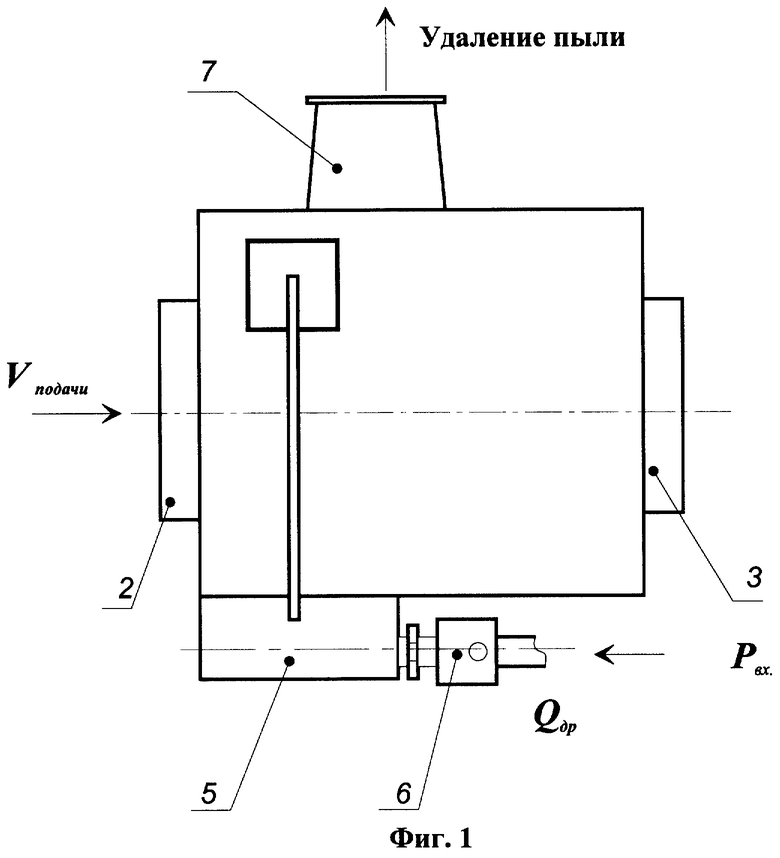
| Установка для струйной очистки изделий | 1984 |
|
SU1276379A1 |

