Изобретение относится к прокатному производству, конкретнее к технологическому процессу обработки сортового проката и труб, и может быть использовано как на существующих, так и на вновь сооружаемых станах, цехах ускоренной очистки круглого проката от окалины, окислов и т.д.
Известно устройство для очистки круглого проката твердой фракцией с помощью средств нагнетания газовой среды, включающее корпус, фильтр очистки рабочего материала, сборник отработанного материала, патрубки подвода твердой фракции (абразивной смеси), соединенные с трубопроводом сжатого воздуха (SU 1287962 А1, 07.02.1987, В 08 В 9/04).
Недостатком такого изобретения является отсутствие регулятора давления, необходимого для контроля и выбора оптимального режима очистки проката.
В результате проведения патентного поиска была установлена известность использования регулируемого дросселя для регулирования подачи газа в магистрали подачи сжатого воздуха, что позволяет контролировать и выбирать оптимальный режим обработки проката (SU 878384 А, 07.11.1981, В 21 В 45/04).
Недостатком таких устройств является невысокая эффективность и производительность очистки проката за счет конструктивного исполнения подводящих патрубков и обдувателей. В предлагаемом изобретении устройство имеет форсунки для подачи смеси твердой фракции и сжатого воздуха, расположенные под углом 36° к обрабатываемой поверхности, что обеспечивает более высокую производительность очистки проката.
Достоинством также является и то, что для повышения эффективности пневматические обдуватели расположены на входной и выходной части устройства.
Предлагаемым изобретением решается задача повышения эффективности обработки.
Решение этой задачи позволяет получить следующий технический результат - улучшение качества очистки поверхности проката за счет применения пневматических обдувателей.
Техническое преимущество изобретения по сравнению с известными устройствами заключается в том, что в предлагаемом изобретении патрубки подвода твердой фракции соединены последовательно с блоком эжекторов, при этом устройство имеет форсунки для подачи смеси твердой фракции и сжатого воздуха, расположенные под углом 36° к обрабатываемой поверхности, регулятор давления воздуха, необходимый для контроля за ходом технологического процесса, пневматические обдуватели, расположенные на входной и выходной части устройства. А также то, что выходные сопла форсунок выполнены из металлокерамики.
Устройство для очистки круглого проката изображено на чертеже. Устройство состоит из корпуса 1, направляющих воронок 3 и 5, пневматических обдувателей 2 и 4, служащих для предварительного обдува поступающего и обработанного проката и обеспечивающих более высокое качество обработки, загрузочной камеры 6, сборника отработанного материала 7, фильтра очистки рабочего материала 8, патрубков подвода твердой фракции (песка) 9, блока эжекторов для смешивания сжатого воздуха с твердой фракцией, последовательно соединенного с форсунками 10, и регулятора давления 11.
Обработка проката происходит следующим образом: движущаяся труба проходит предварительную очистку, для чего служат пневматические обдуватели 4 и 2, установленные соответственно на входе и на выходе. Затем прокат, поступая в корпус 1, проходит обработку поверхности смесью абразивной фракции (песка) и сжатого воздуха, смешанной в блоке эжекторов 10, где и осуществляется очистка проката от окалины и окислов при помощи смеси, поступающей из форсунок. Размер обрабатывающей фракции песка составляет от 0,8 до 2,0 мм. Давление на входе в устройство составляет Pраб 0,4-0,8 МПа.
Отработанный материал поступает в сборник, откуда вновь по питающим патрубкам направляется в блок эжекторов или через вентиляционное отверстие отработанные частицы (в виде пыли) выводятся из устройства.
Реализация предложенного устройства позволяет осуществить контролируемую обработку проката, повысить производительность и эффективность обработки путем изменения двух параметров технологического процесса:
- входного давления Рвх. с помощью регулятора давления 11, что приведет к увеличению силы активного взаимодействия рабочего агента с обрабатываемой поверхностью и соответственно к изменению интенсивности обработки;
- скорости подачи трубы по рольгангу vподачи, что повлечет за собой изменение времени контакта обрабатывающего материала с поверхностью проката, что также сказывается на динамичности процесса и скорости обработки поверхности проката.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ АЭРОГИДРОДИНАМИЧЕСКОЙ АБРАЗИВНОЙ ОЧИСТКИ ПОВЕРХНОСТЕЙ, ФОРСУНКА ДЛЯ НЕЕ (ВАРИАНТЫ), СПОСОБ АЭРОГИДРОДИНАМИЧЕСКОЙ АБРАЗИВНОЙ ОЧИСТКИ ПОВЕРХНОСТЕЙ И СОСТАВ ДЛЯ НЕЕ | 2010 |
|
RU2450906C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ КОРМА И/ИЛИ УДОБРЕНИЯ ИЗ ОРГАНИЧЕСКИХ ОТХОДОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2032356C1 |
| СИСТЕМА ОБОРОТНОГО ВОДОСНАБЖЕНИЯ | 2010 |
|
RU2433366C1 |
| УСТАНОВКА ДЛЯ ОЧИСТКИ И ОБЕЗЗАРАЖИВАНИЯ ВОДЫ | 2005 |
|
RU2304561C2 |
| УСТАНОВКА ДЛЯ СТРУЙНОЙ ОЧИСТКИ ПОВЕРХНОСТИ ПРОКАТА | 2003 |
|
RU2273537C2 |
| УСТАНОВКА АБРАЗИВНО-СТРУЙНОЙ ОЧИСТКИ ВНУТРЕННЕЙ РЕЗЬБОВОЙ ПОВЕРХНОСТИ МУФТЫ И ИНСТРУМЕНТ АБРАЗИВНО-СТРУЙНОЙ ОЧИСТКИ | 2003 |
|
RU2242298C1 |
| УСТАНОВКА ДЛЯ ОЧИСТКИ И ОБЕЗЗАРАЖИВАНИЯ ВОДЫ | 2005 |
|
RU2305073C9 |
| Устройство для гранулирования удобрений | 2018 |
|
RU2672755C1 |
| СПОСОБ ОЧИСТКИ ОТРАБОТАННЫХ ПРОППАНТОВ ОТ НЕФТИ | 2019 |
|
RU2720697C1 |
| Установка для получения гранул из растворов, пульп или расплавов | 1972 |
|
SU515523A1 |
Изобретение относится к прокатному производству и может быть использовано в цехах ускоренной очистки круглого проката от окалины, окислов и т.д. Задача изобретения - улучшение качества обработки, повышение ее эффективности, исключение подвижных частей, скребков в конструкции. Устройство имеет корпус, патрубки подвода твердой фракции, фильтр очистки рабочего материала, сборник отработанного материала. В соответствии с изобретением патрубки подвода твёрдой фракции последовательно соединены с блоком эжекторов. Устройство имеет форсунки для подачи смеси твердой фракции и сжатого воздуха, расположенные под углом 36о к обрабатываемой поверхности, регулятор давления воздуха и пневматические обдуватели, расположенные на входной и выходной частях устройства. Выходные сопла форсунок могут быть выполнены из металлокерамики. Техническое преимущество изобретения по сравнению с известным устройством заключаются в том, что оно обеспечивает возможность выбора оптимального режима обработки. 1 з.п. ф-лы, 1 ил.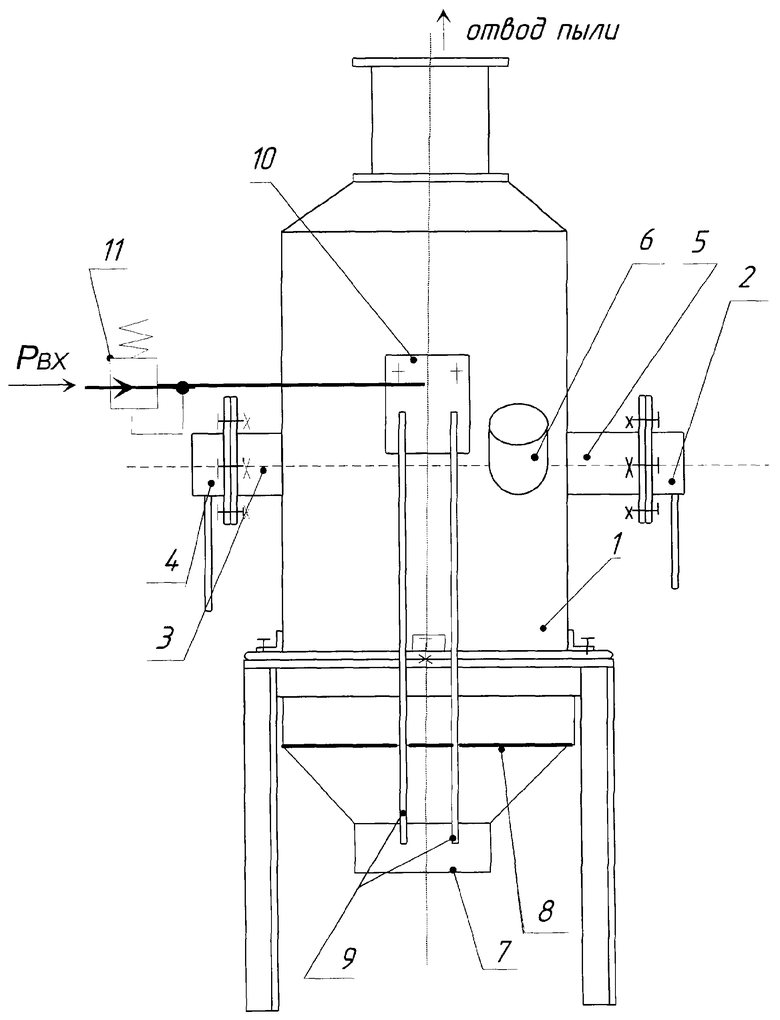
| Способ очистки труб | 1985 |
|
SU1287962A1 |

