Изобретение относится к измерительной технике, в частности к радиационной толщинометрии, и может быть использовано при контроле толщины листовых изделий из широкого класса материалов в прокатном производстве, а также толщины лент, полос как в статике, так и динамике.
Известны рентгеновские устройства для измерения толщины проката, содержащие источник излучения радиационного потока, контролируемое изделие, первый и второй детекторы, размещенные по разные стороны изделия в радиационном потоке, процессор и регистратор [см. патенты РФ №2179706 С1, 20.02.02 и №2189008 С1, 10.09.02].
Эти устройства из-за своей простоты широко используются в технике контроля проката, однако все они имеют общий недостаток: функционально ограничены контролем толщины проката из материалов с атомным числом Z≥14 и недостаточная точность измерения из-за нестабильного фона термодинамических параметров (температура, влажность и давление) окружающей среды в зоне контроля.
Наиболее близким техническим решением к заявляемому представляется рентгеновское устройство для контроля толщины проката, содержащее источник излучения радиационного потока, контролируемое изделие, первый и второй детекторы, размещенные по разные стороны изделия в радиационном потоке, процессор и регистратор [см. патент US №5247560 А, 21.09.93].
Настоящее техническое решение также функционально ограничено, как и аналоги, поскольку не позволяет контролировать толщину проката из материалов, имеющих атомное число меньше 14.
Техническим преимуществом предложенного изобретения являются расширение функциональных возможностей, выраженных контролем прокатных изделий из материалов с атомным числом как большим, так и меньшим значения 14, т.е. 14≤Z≤14 (число Z=14 близко соответствует алюминию), а также повышение точности контроля, достигаемых поддержанием в области зоны контроля среды обезвоженного и нагретого воздуха, обеспечивающего постоянство термодинамических параметров воздуха в этой зоне.
Сущность предлагаемого технического решения заключается в том, что в рентгеновское устройство для контроля толщины проката, содержащее источник излучения радиационного потока, листовое изделие, первый и второй детекторы, расположенные по разные стороны изделия в радиационном потоке источника, процессор, к входам которого подключены выходы детекторов, и регистратор, включенный к выходу процессора, введены охладитель, нагреватель, герметизированный патрубок, соединяющий выход охладителя с входом нагревателя, две нагнетательные форсунки с раструбами, обращенными в сторону радиационного потока перпендикулярно ему, два насоса и два дополнительных патрубка, соединяющих выходы нагревателя с входами форсунок соответственно, при этом нагнетательные форсунки своими раструбами направлены навстречу насосам, размещенным по другую сторону радиационного потока относительно форсунок, причем одна из пар форсунка-насос расположена над верхней поверхностью листового изделия, другая пара форсунка-насос - под нижней поверхностью листового изделия, а охладитель снабжен клапаном для закачки воздуха в полость охладителя и камерой для отстоя конденсата.
На чертеже приведена структурная блок-схема устройства.
Устройство содержит источник 1 излучения радиационного потока, контролируемое прокатное листовое изделие 2, первый и второй детекторы 3 и 4, расположенные по разные стороны изделия 2 вдоль радиационного потока, процессор 5, к входам которого подключены выходы детекторов 3 и 4, регистратор 6, включенный к выходу процессора 5, охладитель 7, нагреватель 8, герметизированный патрубок 9, нагнетательные форсунки 10 и 11, направленные своими раструбами перпендикулярно радиационному потоку вдоль верхней и нижней поверхностей листового изделия 2, и два насоса 12 и 13, размещенные на противоположной стороне радиационного потока относительно нагнетательных форсунок 10, 11 и навстречу им.
Охладитель 7 и нагреватель 8 соединены между собой герметизированным патрубком 9, равно как и входы нагнетательных форсунок 10 и 11 соединены с выходами нагревателя 8 другими дополнительными патрубками 14, 15. Охладитель 7 снабжен клапаном закачки воздуха из окружающей среды в полость охладителя 7 и камерой для сборки конденсата (на фиг.1 не показаны) и предназначен для охлаждения воздуха, закачиваемого в полость охладителя 7, до температуры минус 28...30°С. Нагреватель 8 предназначен для нагревания обезвоженного воздуха, поступающего из охладителя 7, до температуры плюс 26...30°С. В качестве нагревателя 8 может быть любой промышленный аппарат, нагнетающий теплый воздух в форсунки 10 и 11, например, вентилятором (на фиг.1 не показан).
Детекторы 3 и 4 предназначены для преобразования радиационного излучения в электрические сигналы.
Процессор 5 предназначен для обработки электрических сигналов, поступающих с детекторов 3 и 4 (сложения, вычитания, деления, усиления и т.д.), оцифровывания, запоминания и представления на регистраторе 6.
Работа устройства заключается в следующем.
Аппаратуру устройства (см. чертеж) включают в электрическую сеть 220 В. После прогрева аппаратуры в охладитель 7 через его клапан подают атмосферный воздух, где он охлаждается, например, преобразователем Пельтье (не показан), до температур минус 28...30°С. При такой минусовой температуре влага в воздухе конденсируется и в данном случае оседает в камере охладителя 7. Затем обезвоженный плотный воздух из полости охладителя 7 подают через герметизированный патрубок 9 в нагреватель 8 и нагревают его до температуры плюс 26...30°С. Далее обезвоженный и подогретый воздух подают через дополнительные патрубки 14, 15 в нагнетательные форсунки 10 и 11, которые обеспечивают равномерное заполнение области между детекторами 3 и 4, т.е. зону контроля. Сухой воздух из области радиационного потока постоянно откачивают насосами 12, 13 в том же режиме, как и нагнетают его форсунками 10, 11. Процедуру осуществляют таким образом, чтобы область радиационного потока постоянно находилась в среде сухого воздуха.
Излучаемый радиационный поток излучателем 1 детектируется в первом детекторе 3, проникает в воздушную обезвоженную и нагретую среду, листовое изделие 2, затем вновь в воздушную обезвоженную и нагретую среду и поступает на детектор 4. Детекторы 3 и 4 преобразуют радиационный поток в электрические сигналы, которые подаются в процессор 5 для обработки, а далее на регистратор 6 для наблюдения. По разности значений анализируемых электрических сигналов детекторов 3 и 4, определяемых в процессоре 5, судят о толщине исследуемого изделия 2.
Техническим преимуществом предложенного изобретения являются расширение функциональных возможностей, выраженных контролем прокатных изделий из материалов с атомным числом как большим, так и меньшим значения 14, т.е. 14≤Z≤14 (число Z=14 близко соответствует алюминию), а также повышение точности контроля, достигаемых поддержанием в области зоны контроля среды обезвоженного и нагретого воздуха, обеспечивающего постоянство термодинамических параметров (температура, влажность, давление) воздуха в этой зоне контроля.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАДИАЦИОННЫЙ СПОСОБ КОНТРОЛЯ ТОЛЩИНЫ ПРОКАТА | 2004 |
|
RU2262663C1 |
| РЕНТГЕНОВСКИЙ ИЗМЕРИТЕЛЬ ПАРАМЕТРОВ ПРОКАТА ИЗ МЕТАЛЛИЧЕСКОГО СПЛАВА | 2004 |
|
RU2257543C1 |
| РЕНТГЕНОВСКИЙ ИЗМЕРИТЕЛЬ | 2006 |
|
RU2308000C1 |
| РЕНТГЕНОВСКИЙ ТОЛЩИНОМЕР ГОРЯЧЕКАТАНОГО ЛИСТА | 2004 |
|
RU2272992C1 |
| РЕНТГЕНОВСКИЙ ИЗМЕРИТЕЛЬ ПАРАМЕТРОВ ПРОКАТА | 2002 |
|
RU2221220C1 |
| УСТРОЙСТВО ДЛЯ РЕНТГЕНОВСКОГО КОНТРОЛЯ ТОЛЩИНЫ ЛИСТОВЫХ ИЗДЕЛИЙ | 2004 |
|
RU2259538C1 |
| РЕНТГЕНОВСКОЕ УСТРОЙСТВО КОНТРОЛЯ ТОЛЩИНЫ И ХИМИЧЕСКОГО СОСТАВА МАТЕРИАЛА ПРОКАТА | 2005 |
|
RU2297595C1 |
| РЕНТГЕНОВСКИЙ СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ИЗДЕЛИЯ | 2006 |
|
RU2312306C1 |
| СТЕНД ДЛЯ ГРАДУИРОВКИ РЕНТГЕНОВСКОГО ИЗМЕРИТЕЛЯ ТОЛЩИНЫ | 2006 |
|
RU2327953C1 |
| РЕНТГЕНОВСКОЕ УСТРОЙСТВО КОНТРОЛЯ ТОЛЩИНЫ МНОГОСЛОЙНЫХ ПОКРЫТИЙ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2004 |
|
RU2253837C1 |
Изобретение относится к области неразрушающего контроля объектов с использованием рентгеновского излучения. Устройство содержит источник рентгеновского излучения, два детектора излучения, расположенные по обе стороны от исследуемого образца, и схему обработки. Отличительная особенность устройства заключается в том, что в него введены соединенные между собой охладитель и нагреватель, две нагнетательные форсунки с раструбами, обращенными в сторону радиационного потока перпендикулярно ему, два насоса и два дополнительных патрубка, соединяющих выходы нагревателя с входами форсунок соответственно, при этом нагнетательные форсунки своими раструбами направлены навстречу насосам, размещенным по другую сторону радиационного потока относительно форсунок, причем одна из пар форсунка-насос расположена над верхней поверхностью листового изделия, другая пара форсунка-насос - под нижней поверхностью листового изделия. Техническим результатом изобретения является повышение точности контроля толщины проката. 1 ил.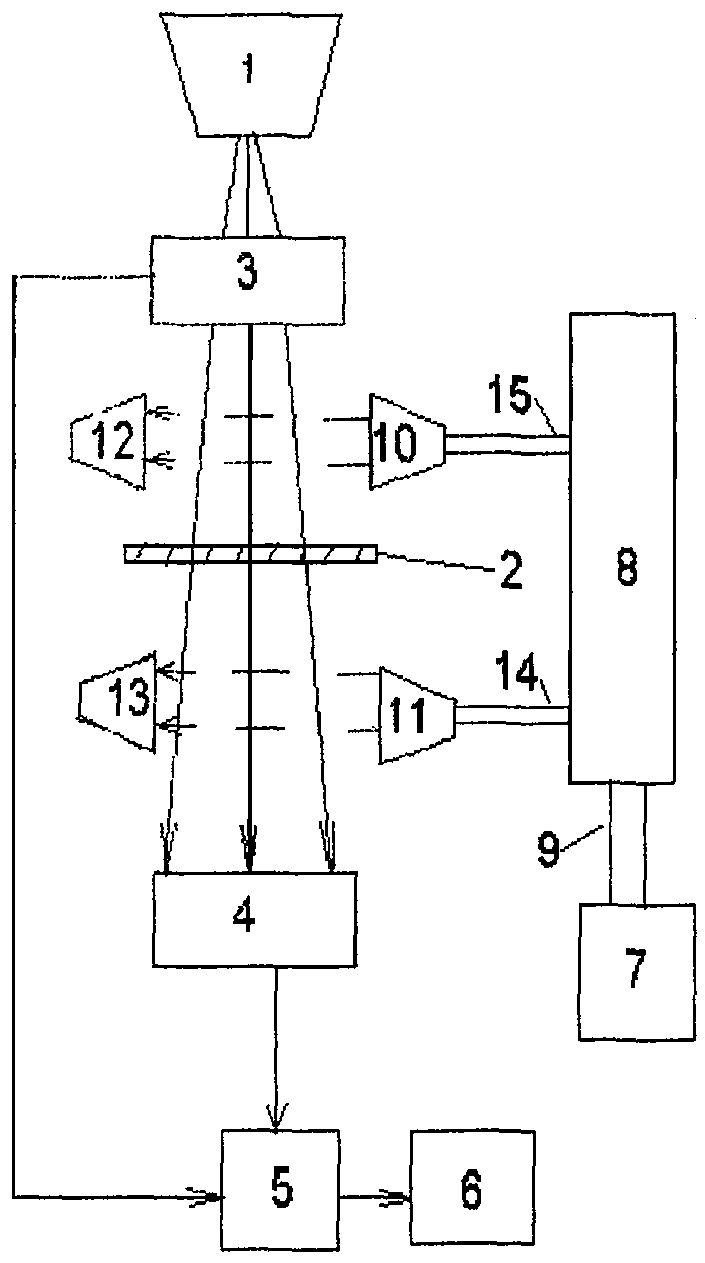
Рентгеновское устройство для контроля толщины проката, содержащее источник излучения радиационного потока, контролируемое листовое изделие, первый и второй детекторы, расположенные по разные стороны изделия в радиационном потоке источника, процессор, к входам которого подключены выходы детекторов, и регистратор, подключенный к выходу процессора, отличающееся тем, что в него введены охладитель, нагреватель, герметизированный патрубок, соединяющий выход охладителя с входом нагревателя, две нагнетательные форсунки с раструбами, обращенными в сторону радиационного потока перпендикулярно ему, два насоса и два дополнительных патрубка, соединяющих выходы нагревателя с входами форсунок соответственно, при этом нагнетательные форсунки своими раструбами направлены навстречу насосам, размещенным по другую сторону радиационного потока относительно форсунок, причем одна из пар форсунка - насос расположена над верхней поверхностью листового изделия, другая пара форсунка - насос - под нижней поверхностью листового изделия, а охладитель снабжен клапаном закачки воздуха в полость охладителя и камерой для отстоя конденсата.
| US 5247560 А, 21.09.1993 | |||
| РЕНТГЕНОВСКИЙ ИЗМЕРИТЕЛЬ ТОЛЩИНЫ | 2000 |
|
RU2179706C1 |
| Устройство для измерения толщины | 1978 |
|
SU718700A1 |
| GB 1264729, 23.02.1970. | |||

