Изобретение относится к области управляемого термоядерного синтеза (УТС), в частности к конструкции тритийвоспроизводящего бланкета (ТМБ) термоядерного реактора.
Наиболее близким по совокупности существенных признаков к предлагаемому изобретению является бридинговая зона термоядерного реактора, содержащая бридер и каналы теплоносителя, выполненные в виде коаксиальных труб (Блинов Ю.В., Коваленко В.Г. и др. «Конструкция гелийохлаждаемого бланкета ДЕМО-С с керамическим бридером», Годовой отчет 2000 г. ГУП НИКИЭТ, стр.31-33, рис.2).
Кроме того, сборка коаксиальных труб выполнена в виде плоского змеевика. Каналы теплоносителя соединены с входными и выходными коллекторами теплоносителя бридинговой зоны, при этом центральные трубки, содержащие засыпку из литийсодержащей керамики пористостью 20%, соединены с входом и выходом коллекторов газа-носителя, а теплоносителем служит гелий под давлением 10 МПа и с температурой входа 300°С.
Недостатки вышеуказанной бридинговой зоны термоядерного реактора заключаются в следующем.
Сыпучий материала бридера, помещенный в изогнутые в виде плоского змеевика трубки, не обеспечивает плотного контакта с внутренней металлической поверхностью трубок, это затрудняет отвод тепла в каналах теплоносителя, что снижает надежность бридинговой зоны.
Кроме того, изготовление коаксиальных трубок в виде плоского змеевика связано с большими трудозатратами так, как требует выполнение сложных технологических операций, связанных с обеспечением постоянного проходного сечения трубок, с дистанционированием центральных трубок, что также оказывает влияние на интенсивность теплообмена и, следовательно, на надежность работы бридинговой зоны.
Кроме того, использование в качестве бридера сыпучего материала, помещенного в изогнутые трубки, не позволяет получить однородную засыпку материала бридера по всей зоне, что снижает производство трития.
В процессе работы за счет циклического режима работы термоядерного реактора (импульсное горение плазмы) происходит уплотнение материала бридера в нижних частях изогнутых центральных трубок, что также снижает показатели наработки трития.
Задачей настоящего изобретения является повышение надежности и упрощение конструкции.
Технический результат заключается в том, что предлагаемое изобретение позволяет использовать материал бридера, полученный путем плазменного напыления, это обеспечивает прочное соединение пористых частиц между собой, а также с внутренней поверхностью центральных трубок, что увеличивает интенсивность теплообмена в бридинговой зоне.
Кроме того, использование материала бридера, полученного плазменным напылением, обладающего прочным соединением частиц пористого материала с внутренней поверхностью центральной трубки, а также прочным соединением их друг с другом, позволяет сохранить равномерное распределение материала бридера в любом сечении бридинговой зоны в процессе циклического режима работы термоядерного реактора и повышает стабильность воспроизводства трития.
Кроме того, предлагаемое изобретение позволяет снизить трудозатраты при изготовлении бридерной зоны.
Указанный технический результат достигается тем, что в известной бридинговой зоне термоядерного реактора, содержащей бридер и каналы теплоносителя, выполненные в виде коаксиальных труб, при этом трубки выполнены из двух частей, последовательно соединенных друг с другом по центрально-симметричным образующим, а на центральные трубки напылена керамика.
Кроме того, между коаксиальными трубками расположены ребра.
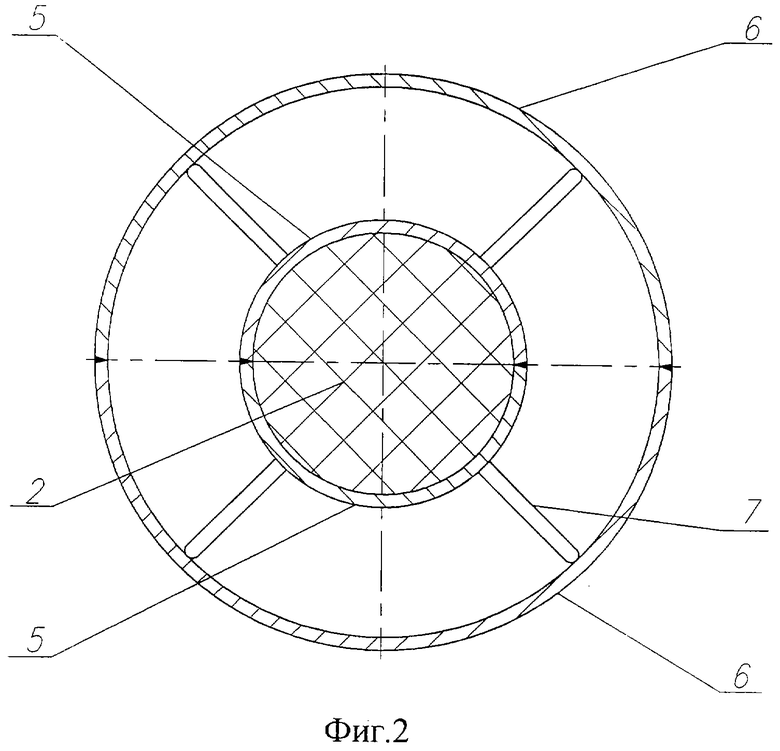
Сущность изобретения поясняется чертежами, где на фиг.1 показан изометрический вид части бридинговой зоны; на фиг.2 показано поперечное сечение канала теплоносителя и элемента бридера.
Бридинговая зона, размещенная в бланкете 1 термоядерного реактора, состоит из бридера 2 и каналов теплоносителя, выполненных в виде коаксиальных труб 3 и 4. Центральные трубки 4 служат для размещения бридера 2, состоящего из литийсодержащей керамики. Коаксиальные трубки имеют вид плоского змеевика. Центральные трубки 4 выполнены из двух частей 5, последовательно соединенных друг с другом по центрально-симметричным образующим. При этом полость этих частей 5 предварительно заполнена материалом бридера 2, который нанесен с помощью плазменного напыления. Внешние трубки 3 каналов теплоносителя выполнены из двух частей 6, в которых установлены ребра 7, дистанционирующие центральные трубки 4. Между собой части 6 внешних трубок 3 последовательно соединены по центрально-симметричным образующим.
Внешние трубки 3 каналов теплоносителя соединены с входными и выходными коллекторами 8 теплоносителя бридинговой зоны, а центральные трубки 4, содержащие бридер 2, связаны с входом и выходом коллекторов 9 газа-носителя. Теплоносителем служит гелий под давлением 10 МПа и с температурой входа 300°С.
Сборку и монтаж бридинговой зоны осуществляют следующим образом.
Из металлических заготовок прессованием изготавливают две части 5 для центральных трубок 4. Плазменным напылением их заполняют литийсодержащей керамикой 2. Последовательно состыкованные друг с другом обе части 5 сваривают по центрально-симметричным образующим и получают центральные трубки 4. Далее, в частях 6 внешних трубок 3 закрепляют ребра 7 для дистанционирования центральных трубок 4. Последовательно состыкованные друг с другом части 6 с размещенными в них трубками 4 сваривают по образующим. Затем внешние трубки 3 подключают с входом и выходом коллектора 8 теплоносителя, а центральные трубки 4 с коллектором 9 газа-носителя.
Бридинговая зона тритийвоспроизводящего модуля бланкета термоядерного реактора функционирует следующим образом.
В термоядерном реакторе зажигают плазму. Под воздействием нейтронного потока в бридинговой зоне происходит наработка и выделение трития. От системы прокачки газа-носителя и теплоносителя по коллекторам 9 и 8 газ-носитель проходит через бридер 2, а теплоноситель через внешние трубки 3 каналов теплоносителя. Благодаря прочному соединению пористых частиц литийсодержащей керамики обеспечивается стабильный теплообмен в процессе всего периода эксплуатации термоядерного реактора.
| название | год | авторы | номер документа |
|---|---|---|---|
| БРИДИНГОВАЯ ЗОНА ТРИТИЙВОСПРОИЗВОДЯЩЕГО МОДУЛЯ БЛАНКЕТА ТЕРМОЯДЕРНОГО РЕАКТОРА | 2003 |
|
RU2251753C2 |
| СИСТЕМА ПРОКАЧКИ ГАЗА-НОСИТЕЛЯ ТРИТИЙВОСПРОИЗВОДЯЩЕГО МОДУЛЯ БЛАНКЕТА ТЕРМОЯДЕРНОГО РЕАКТОРА | 2003 |
|
RU2236711C1 |
| ТРИТИЙВОСПРОИЗВОДЯЩИЙ МОДУЛЬ БЛАНКЕТА ТЕРМОЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2210819C1 |
| ТРИТИЙВОСПРОИЗВОДЯЩИЙ МОДУЛЬ БЛАНКЕТА ТЕРМОЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2206928C1 |
| ТРИТИЙВОСПРОИЗВОДЯЩИЙ МОДУЛЬ БЛАНКЕТА ТЕРМОЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2212718C1 |
| Керамический модуль бланкета для термоядерного реактора | 2023 |
|
RU2812963C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НАРАБАТЫВАЕМОГО ТРИТИЯ В БЛАНКЕТЕ ТЕРМОЯДЕРНОГО РЕАКТОРА | 2014 |
|
RU2560528C1 |
| СЕГМЕНТ БЛАНКЕТА ТЕРМОЯДЕРНОГО РЕАКТОРА | 1990 |
|
SU1819475A3 |
| СИСТЕМА ДЛЯ ПНЕВМАТИЧЕСКОЙ ТРАНСПОРТИРОВКИ ТРИТИЙВОСПРОИЗВОДЯЩИХ ДЕТЕКТОРОВ В КАНАЛЕ НАРАБОТКИ ТРИТИЯ БЛАНКЕТА ТЕРМОЯДЕРНОГО РЕАКТОРА | 2011 |
|
RU2484545C1 |
| БРИДИНГОВЫЙ ЭЛЕМЕНТ ДЛЯ ТЕРМОЯДЕРНОГО РЕАКТОРА СИНТЕЗА | 2004 |
|
RU2267173C1 |
Изобретение относится к термоядерным реакторам (управляемый термоядерный синтез), в частности к конструкции тритийвоспроизводящего бланкета термоядерного реактора. Бридинговая зона термоядерного реактора содержит бридер и каналы теплоносителя, выполненные в виде коаксиальных труб, причем на центральные трубки напылена литийсодержащая керамика. Коаксиальные трубки выполнены из двух частей, последовательно соединенных друг с другом по центрально-симметричным образующим. Изобретение позволяет использовать материал бридера, полученный путем плазменного напыления, это обеспечивает прочное соединение пористых частиц между собой, а также с внутренней поверхностью центральных трубок, что увеличивает интенсивность теплообмена в бридинговой зоне. 1 з.п. ф-лы, 2 ил.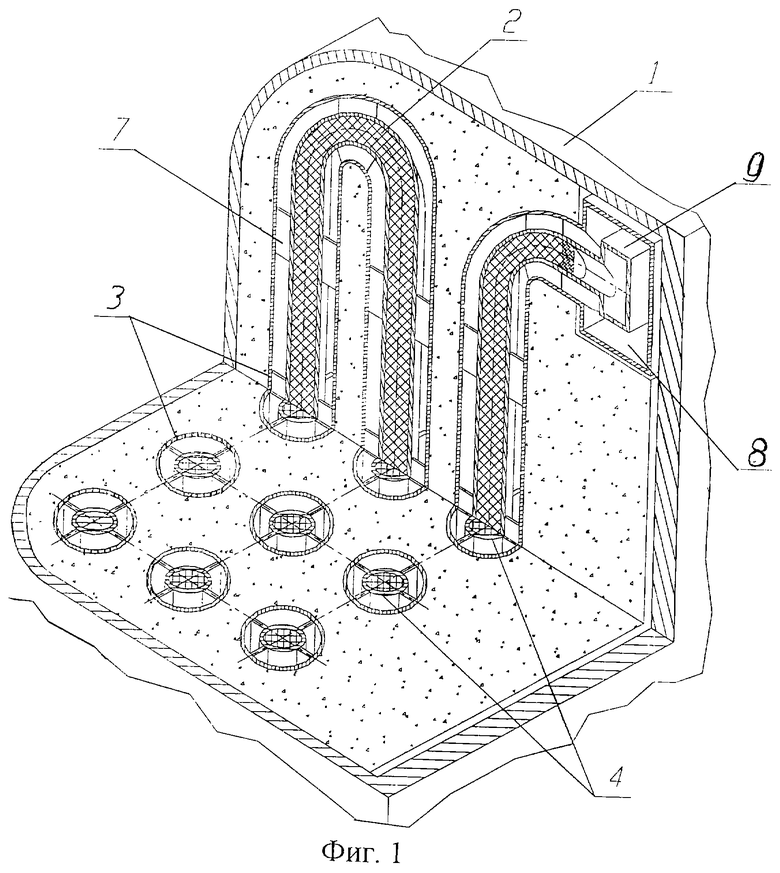
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| ГУП НИКИЭТ, с.31-33, «Конструкция гелийохлаждаемого бланкета ДЕМО-С с керамическим бридером», Блинов Ю.В | |||
| и др | |||
| БРИДИНГОВАЯ ЗОНА ТРИТИЙВОСПРОИЗВОДЯЩЕГО МОДУЛЯ БЛАНКЕТА ТЕРМОЯДЕРНОГО РЕАКТОРА | 2003 |
|
RU2251753C2 |
| СПОСОБ РАЗРАБОТКИ НЕФТЯНОЙ ЗАЛЕЖИ | 2001 |
|
RU2204014C1 |
| US 4146264 A, 26.09.1978. | |||

