Изобретение относится к неразрушающему контролю и может быть использовано для бесконтактного контроля профиля изделий сложной формы. Например, лопаток для газотурбинных двигателей, винтов, проката и т.п.
Известно устройство для контроля профиля лопаток методом светового сечения, содержащее механизм крепления лопатки, оптический проектор, оптическая ось объектива которого совпадает c продольной осью контролируемой лопатки, источники щелевой подсветки лопатки в плоскости, перпендикулярной ее продольной оси, и формирующие на ее поверхности в заданном сечении тонкий световой поясок, очерчивающий контур этого сечения, который проектируется на экран, а также механизм перемещения лопатки вдоль ее продольной оси [1].
Недостаток устройства - невозможность получения контура лопаток сложной формы, например, с двойной кривизной и/или с устройством крепления их в роторе, из-за эффекта экранирования контура этими элементами.
Известен лазерный профилометр проката, содержащий лазерные источники целевой подсветки изделия в плоскости, перпендикулярной продольной оси объекта, и телевизионные камеры, расположенные с различных сторон изделия для формирования изображений отдельных участков контура сечения, соединяемых в одно изображение оптическим и/или телевизионным способом [2].
Недостаток устройства - сложность конструкции, высокая стоимость, невысокие метрологические характеристики из-за неидентичности оптических и электронных характеристик отдельных телевизионных каналов.
Цель изобретения - устранение этих недостатков.
Для этого в устройство, содержащее механизм крепления лопатки и ее перемещения вдоль ее продольной оси, лазерные источники щелевой подсветки лопатки в плоскости, перпендикулярной продольной оси лопатки, и телевизионную камеру с объективом, дополнительно введены два идентичных объектива, расположенных перед телекамерой, оптические оси которых находятся в плоскости, образованной продольной осью лопатки и оптической осью объектива телекамеры, и расположены в зоне плоскости симметрично относительно оси объектива под углом α к продольной оси лопатки, между объективом телекамеры и первым дополнительным объективом на оптической оси установлен светоделитель, отражающая плоскость которого перпендикулярна плоскости, в которой находятся оси дополнительных объективов и установлена под углом 45° к оси объектива телекамера, на пересечении оптической оси второго дополнительного объектива с перпендикуляром, проведенным из точки пересечения светоделителя с осью первого дополнительного объектива в плоскости, в которой расположены оси дополнительных объективов, также установлен отражатель, плоскость которого перпендикулярна этой плоскости, а нормаль к ней направлена под углом  к оптической оси второго дополнительного объектива, точка пересечения оптических осей дополнительных объективов с продольной осью лопатки совпадает с фокусами этих объективов, фокусные расстояния дополнительных объективов выбирают из соотношения
к оптической оси второго дополнительного объектива, точка пересечения оптических осей дополнительных объективов с продольной осью лопатки совпадает с фокусами этих объективов, фокусные расстояния дополнительных объективов выбирают из соотношения  где Н - максимальная высота контролируемых сечений лопатки, f0 - фокусное расстояние объектива телекамеры, d - размер ПЗС-матрицы телекамеры, K=0,8-0,9 - коэффициент запаса, углы наклона оптических осей дополнительных объективов выбираются с учетом условия
где Н - максимальная высота контролируемых сечений лопатки, f0 - фокусное расстояние объектива телекамеры, d - размер ПЗС-матрицы телекамеры, K=0,8-0,9 - коэффициент запаса, углы наклона оптических осей дополнительных объективов выбираются с учетом условия  где t - максимальная высота экранирующего элемента на передней кромке лопатки, Δ - расстояние от этого элемента до контролируемого сечения, находящегося на минимальных расстояниях от кромки.
где t - максимальная высота экранирующего элемента на передней кромке лопатки, Δ - расстояние от этого элемента до контролируемого сечения, находящегося на минимальных расстояниях от кромки.
Схема устройства показана на чертеже
Профилометр состоит из узлов крепления 2 и продольного перемещения 3 лопатки 1 вдоль ее продольной оси, двух симметрично расположенных по обе стороны лопатки лазерных щелевых осветителей, состоящих из лазеров 4 и 4' и цилиндрических линз 5 и 5', формирующих на боковых поверхностях лопатки узкие световые полоски, визуализирующие профиль лопатки в заданном сечении. Плоские световые лучи, формируемые лазерными осветителями, лежат в одной плоскости, перпендикулярной продольной оси лопатки. Оптические оси лазеров 4 и 4' лежат на одной прямой, проходящей через точку пересечения продольной оси лопатки с плоскостью распространения плоских лазерных лучей.
В плоскости, образованной продольной осью лопатки и осями лазеров, расположены под углами α к продольной оси лопатки, оптические оси объективов 6 и 6' диаметром DK и фокусными расстояниями f'K. Фокусы объективов 5 и 5' совмещены с точкой А пересечения осей лазеров с продольной осью лопатки.
Перед первым дополнительным объективом 6 на его оптической оси последовательно установлены светоделитель 8 и телекамера, содержащая объектив 9 с фокусным расстоянием f0 и диаметром D0 и ПЗС-матрицу размером d×d, установленную в фокальной плоскости объектива 9. Изображение профиля лопатки наблюдают на видеомониторе 11.
Светоделитель 8 выполнен в виде призмы-куба со сторонами S, полупрозрачная отражающая поверхность которого, совпадающая с диагональной плоскостью призмы-куба, ориентированной под углом 45° к оси объектива 9 и перпендикулярной плоскости расположения оптических осей дополнительных объективов 6 и 6'.
Расстояние t между объективами 6 и 9 выбирается из соотношения δS≈(0,1-0,3)S - конструктивный допуск на установочный размер призмы-куба 8.
В точке B на пересечении оптической оси второго дополнительного объектива 6' и перпендикуляра, восстановленного из точки С пересечения отражающей поверхности призмы-куба с осью объектива 9 в плоскости расположения оптических осей объективов 6 и 6' перпендикулярно этой плоскости установлен отражатель 7, нормаль к которому в точке B расположена под углом к оптической оси второго дополнительного объектива 6'. Из прямоугольного треугольника ABC следует очевидное соотношение 2β=90-2α, откуда 
Диаметры объективов DK 6 и 6' выбираются из условия DK<D0 в соответствии с требованиями к допустимой величине асимметричеокого преобразования изображения светового сечения объекта с максимальной величиной Н.
Устройство работает следующим образом.
При продольном пересечении лопатки 1 на ее поверхности с помощью симметрично расположенных относительно нее лазерных щелевых осветителей формируются изображения тонких световых полосок, точно отображающих профиль поперечного сечения лопатки в заданной плоскости.
Дополнительные объективы 6 и 6' формируют параллельные пучки лучей, которые пространственно совмещаются отражателем 7 и светоделителем 8 и объективом 9 фокусируются на поверхности ПЗС-матрицы 10, образуя изображения профиля лопатки, состоящие из двух оптически совмещенных частей (фиг.1,в). При настройке оптической системы профилометра точное совмещение этих раздельных изображений производится юстировочными разворотами отражателя 7 с помощью соответствующих механизмов, не показанных на схеме в силу общеизвестности [3].
Необходимость наблюдения различных сторон лопатки с помощью двух объективов, расположенных под углом к продольной оси лопатки, обусловлена наличием на передних кромках современных лопаток крепления для установки в корпусах турбин и/или двойной кривизны лопатки, что приводит к экранированию сечений, расположенных в непосредственной близости от этих элементов (фиг.1,б). Выбор угла α производится из очевидного соотношения  где t - максимальная высота экранирующего элемента, Δ - расстояние от него до контролируемого сечения.
где t - максимальная высота экранирующего элемента, Δ - расстояние от него до контролируемого сечения.
Поскольку фокальные плоскости объективов 6 и 6'совпадают с плоскостью объекта, на их выходе формируются параллельные пучки, которые затем фокусируются объективом 9, формируя в плоскости изображения ПЗС-матрицы 10 изображение светового контура лопатки в выбранном сечении. При этом, по свойству телескопических систем с параллельным ходом лучей между компонентами [3], различие оптических путей между объективами 6 и 6' и объективом 9 не приводит к изменению резкости масштабов изображений, формируемых этими элементами оптической системы.
Масштаб изображения сечения в плоскости ПЗС-матрицы для оптической системы с параллельным ходом лучей между компонентами, как известно, равен  При этом изображение H' сечения лопатки максимального размера не должно выходить за пределы приемной площадки ПЗС-матрицы размером d с учетом допуска на возможные смещения этого изображения за счет вариаций размеров лопаток и различных технологических факторов (фиг.1,б). Т.к.
При этом изображение H' сечения лопатки максимального размера не должно выходить за пределы приемной площадки ПЗС-матрицы размером d с учетом допуска на возможные смещения этого изображения за счет вариаций размеров лопаток и различных технологических факторов (фиг.1,б). Т.к.  то условие выбора фокусного расстояния дополнительных объективов можно записать в виде
то условие выбора фокусного расстояния дополнительных объективов можно записать в виде  где К=0,6-0,9 - конструктивный коэффициент запаса, учитывающий случайные смещения изображения.
где К=0,6-0,9 - конструктивный коэффициент запаса, учитывающий случайные смещения изображения.
Для точного измерения размеров сечений производится предварительная калибровка профилометра по тест-образцам известного размера. Калибровка производится для двух взаимно перпендикулярных направлений с целью исключения влияния на результаты измерения ракурсных искажений, обусловленных тем, что размер сечения в направлении, перпендикулярном оси объективов (Нα), связан с истинной его величиной Н очевидным соотношением Hα=H·cosα.
Соответствующие поправки автоматически учитываются компьютером, входящим в состав профилометра.
ЛИТЕРАТУРА
1. Рабинович А.Н. Приборы и системы автоматического контроля размеров деталей машин. Киев.: Техника, 1970, 206 с.
2. Полонин B.C. Телевизионная автогдатика. Л.: Энергия, 1989, 126.
3. Справочник конструктора оптико-механических приборов под ред. Кругера М.Я. М.: Машиностроение, 1980, 742 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛАЗЕРНЫЙ ПРОФИЛОМЕТР | 2008 |
|
RU2369835C1 |
| ЛАЗЕРНЫЙ ПРОФИЛОМЕТР | 2006 |
|
RU2361175C2 |
| ЛАЗЕРНЫЙ ПРОФИЛОМЕТР | 2006 |
|
RU2362118C2 |
| ЛАЗЕРНЫЙ ЦЕНТРАТОР ДЛЯ РЕНТГЕНОВСКОГО ИЗЛУЧАТЕЛЯ | 2008 |
|
RU2369995C1 |
| ЛАЗЕРНЫЙ ЦЕНТРАТОР ДЛЯ РЕНТГЕНОВСКОГО ИЗЛУЧАТЕЛЯ | 2005 |
|
RU2280963C1 |
| ЛАЗЕРНЫЙ ЦЕНТРАТОР ДЛЯ РЕНТГЕНОВСКОГО ИЗЛУЧАТЕЛЯ | 2003 |
|
RU2250576C2 |
| ЛАЗЕРНЫЙ ЦЕНТРАТОР ДЛЯ РЕНТГЕНОВСКОГО ИЗЛУЧАТЕЛЯ | 2002 |
|
RU2250575C2 |
| ЛАЗЕРНЫЙ ЦЕНТРАТОР ДЛЯ РЕНТГЕНОВСКОГО ИЗЛУЧАТЕЛЯ | 2005 |
|
RU2280964C1 |
| ЛАЗЕРНЫЙ ЦЕНТРАТОР ДЛЯ РЕНТГЕНОВСКОГО ИЗЛУЧАТЕЛЯ | 2003 |
|
RU2237984C1 |
| ЛАЗЕРНЫЙ ЦЕНТРАТОР ДЛЯ РЕНТГЕНОВСКОГО ИЗЛУЧАТЕЛЯ | 2008 |
|
RU2369993C1 |
Использование: для контроля профиля изделий сложной формы. Сущность: заключается в том, что лазерный профилометр дополнительно содержит два дополнительных объектива, оптические оси которых находятся в плоскости, образованной осями лазеров и продольной осью лопатки, и расположены симметрично под углами α к продольной оси лопатки, оптическая ось объектива телекамеры совпадает с осью первого дополнительного объектива, между этими объективами установлен светоделитель, на пересечении оптической оси второго дополнительного объектива с перпендикуляром, восстановленным из точки пересечения отражающей грани светоделителя с осью объектива телекамеры в плоскости расположения оптических осей дополнительных объективов, перпендикулярно этой плоскости установлен отражатель, точки фокусов дополнительных объективов совпадают друг с другом и с точкой пересечения осей лазеров и продольной осью лопатки. Технический результат: упрощение конструкции, повышение метрологических характеристик. 1 ил.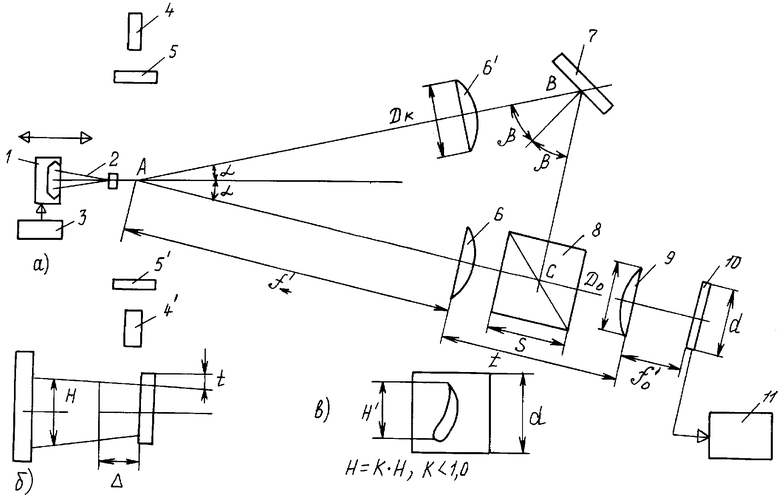
Лазерный профилометр для контроля профиля изделий сложной формы типа лопаток газотурбинных двигателей методом светового сечения, содержащий механизмы крепления и продольного перемещения лопатки, источники щелевой подсветки лопатки, расположенные симметрично относительно лопатки с ее противоположных сторон и формирующие плоские световые пучки в плоскости, перпендикулярной продольной оси лопатки, телекамеру и компьютер для вычисления параметров контролируемого сечения, отличающийся тем, что он дополнительно содержит два дополнительных объектива, оптические оси которых находятся в плоскости, образованной осями лазеров и продольной осью лопатки, и расположены симметрично под углами α к продольной оси лопатки, оптическая ось объектива телекамеры совпадает с осью первого дополнительного объектива, между этими объективами установлен светоделитель, отражающая полупрозрачная грань которого установлена перпендикулярно плоскости, образованной осями дополнительных объективов, и наклонена под углом 45° к оси объектива телекамеры, на пересечении оптической оси второго дополнительного объектива с перпендикуляром, восстановленным из точки пересечения отражающей грани светоделителя, с осью объектива телекамеры в плоскости расположения оптических осей дополнительных объективов перпендикулярно этой плоскости установлен отражатель, нормаль к плоскости которого направлена под углом  к оптической оси второго дополнительного объектива, точки фокусов дополнительных объективов, совпадающих друг с другом и с точкой пересечения осей лазеров и продольной осью лопатки, фокусные расстояния дополнительных объективов f'к выбираются с учетом соотношения
к оптической оси второго дополнительного объектива, точки фокусов дополнительных объективов, совпадающих друг с другом и с точкой пересечения осей лазеров и продольной осью лопатки, фокусные расстояния дополнительных объективов f'к выбираются с учетом соотношения

где f'0 -фокусное расстояние объектива телекамеры,
d - размер ПЗС-матрицы,
Н -максимальный размер контролируемого сечения,
к=0,8-0,9 - конструктивный коэффициент,
углы наклона оптических осей дополнительных объективов к продольной оси лопатки выбираются из соотношения α≥arctg( ), где t - максимальная высота элемента лопатки, экранирующего контролируемое сечение, Δ - расстояние от этого сечения до экранирующего элемента.
), где t - максимальная высота элемента лопатки, экранирующего контролируемое сечение, Δ - расстояние от этого сечения до экранирующего элемента.
| Рабинович А.Н | |||
| Приборы и системы автоматического контроля размеров деталей машин, Киев, Техника, 1970, с.206 | |||
| Лазерный профилограф | 1981 |
|
SU1058875A1 |
| Лазерный профилограф | 1989 |
|
SU1707473A1 |
| Резец | 1977 |
|
SU686827A1 |
| US 5774220 A, 30.06.1998 | |||
| US 4752964 A, 21.06.1988. | |||

