Изобретение относится к области квантовой физики и может быть использовано при изготовлении фотодиссоционных генераторов для формирования импульсов электромагнитного излучения.
Известны способы изготовления фотодиссоционного генератора, включающие изготовление полого цилиндра с внутренней газонепроницаемой оболочкой, фланцев с выходными окнами, крепление в полости цилиндра инициаторов электромагнитного излучения, формирование рабочей камеры путем сочленения фланцев с торцевыми областями цилиндра и установки на фланце выходных окон, с последующим заполнением рабочей камеры газовой средой, см. ЗУЕВ B.C. Фотодиссоционный лазер с накачкой ударной и тепловой волнами. Академия наук СССР, ФИАН, ПРЕПРИНТ 161, 1990, стр.58, 61.
Недостатками приведенных технических решений являются повышенная стоимость и вес изготовляемых генераторов.
Наиболее близким техническим решением (прототипом) к предполагаемому изобретению является способ изготовления квантового генератора, включающий изготовление полого цилиндра, газонепроницаемой металлизированной пластины с механизмами для крепления инициаторов электромагнитного излучения на одной плоскости, фланцев с осевыми цилиндрическими выступами, выходных окон, фиксацию пластины по внутренней поверхности полого цилиндра и формирование рабочей камеры генератора путем сочленения осевых цилиндрических выступов фланцев с торцами полого цилиндра и установки на фланцах выходных окон с последующим заполнением сформированной камеры рабочей средой, см. (заявку №2003109980/28, положительное решение о выдаче патента от 19.05. 2004 г.), МПК H 01 S 3/03, 3/0937.
Недостатком приведенного технического решения являются пониженные эксплуатационные характеристики изготовляемых генераторов (т.к. при заполнении камеры рабочей средой под давлением ниже атмосферного, за счет небольшой жесткости полого цилиндра, будет происходить деформация стенок последнего, что приводит к отклонению инициаторов электромагнитного импульса от прямолинейной формы и, как следствие, к понижению оптических характеристик выходного излучения).
Технический результат от использования предлагаемого технического решения заключается в повышении эксплуатационных характеристик изготовляемых генераторов путем улучшения оптических характеристик формируемого ими электромагнитного излучения.
В соответствии с предлагаемым изобретением вышеуказанный технический результат достигается тем, что в способе изготовления квантового генератора, включающем изготовление полого цилиндра, газонепроницаемой металлизированной пластины с механизмами для крепления инициаторов электромагнитного излучения на одной плоскости, фланцев с осевыми цилиндрическими выступами, выходных окон, фиксацию пластины по внутренней поверхности полого цилиндра и формирование рабочей камеры генератора путем сочленения осевых цилиндрических выступов фланцев с торцами полого цилиндра и установки на фланцах выходных окон с последующим заполнением сформированной камеры рабочей средой, дополнительно изготовляют накладки удлиненной формы с отверстиями на опорной поверхности и резьбовые втулки, а в стенках полого цилиндра формируют сквозные радиальные каналы, резьбовые втулки крепят на свободной плоскости пластины, а при фиксации последней по внутренней поверхности полого цилиндра резьбовые втулки размещают в его радиальных каналах, после сочленения осевых выступов фланцев с торцами полого цилиндра устанавливаемой накладки на наружных поверхностях последнего и осевых выступов фланцев вдоль их образующих, и после совмещения отверстий накладок с радиальными каналами полого цилиндра осуществляют поджатие накладок к наружным поверхностям полого цилиндра и осевых выступов фланцев резьбовыми элементами вкручиваемыми в отверстия резьбовых втулок.
Кроме того, накладки на наружных поверхностях полого цилиндра и осевых выступов фланцев располагают с равным шагом.
Кроме того, резьбовые втулки под резьбовые элементы для поджатия двух из накладок к наружным поверхностям полого цилиндра и осевых выступов фланцев крепят на свободной плоскости пластины напротив механизмов для крепления инициаторов электромагнитного излучения.
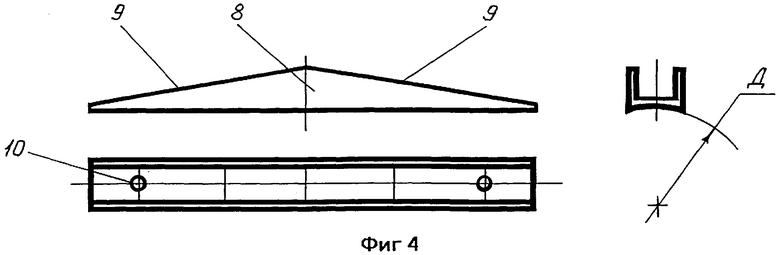
Кроме того, в качестве заготовки для изготовления накладок используют швеллер.
Кроме того, при изготовлении накладок на их опорных поверхностях формируют продольный желобок цилиндрической формы в поперечном сечении с диаметром, равным наружному диаметру полого цилиндра и осевых выступов фланцев.
Кроме того, накладки изготавливают с переменным поперечным сечением, уменьшающимся от их средней части к концам.
На фиг.1 - фиг.7 показана последовательность изготовления генератора по предлагаемому способу.
Способ включает в себя первоначальное изготовление (в любой последовательности) полого цилиндра - 1 (см. фиг.1 - фиг.4) из пластического материала (например, из плотного пенопласта), как минимум, с одной парой диаметрально противоположно расположенных рядов радиальных сквозных каналов - 2, двух фланцев - 3 (например, из полиамида) с осевыми цилиндрическими выступами с наружным диаметром - "Д", равным наружному диаметру цилиндра - 1, двух выходных окон - 4, газонепроницаемой металлизированной пластины - 5 с двумя рядами механизмов для крепления инициаторов электромагнитного излучения (например, в форме стержней из взрывчатого вещества) в виде скоб - 6 лирообразной формы, резьбовых втулок - 7, которые крепят на свободной плоскости пластины - 5 напротив механизмов - 6, и минимум одной пары накладок - 8 удлиненной формы. Длина накладок - 8 выбирается равной сумме длин цилиндрических выступов фланцев - 3 и цилиндра - 1, при этом их изготовление производят из стандартного профиля (швеллера), на опорной поверхности которого формируют желобок цилиндрической формы в поперечном сечении с диаметром равным - "Д".
В целях снижения веса и обеспечения равнопрочности в выступающих частях швеллера выполняют симметричные скосы - 9, обеспечивающие уменьшение поперечного сечения швеллера от его средней части к концам (см. фиг.4).
На опорной поверхности накладок - 8 выполняют ряд отверстий - 10, расстояние между которыми равно расстоянию между радиальными каналами - 2 цилиндра - 1.
Затем (см. фиг.5) пластину - 5 с механизмами - 6 и резьбовыми втулками - 7 скручивают в рулон и вводят в отверстие цилиндра - 1 и, совмещая втулки - 7 с радиальными каналами - 2 цилиндра - 1, производят крепление (фиксацию) пластины - 5 по внутренней поверхности цилиндра - 1 (например, с помощью предварительно нанесенного клеящего вещества). После фиксации пластины - 5 производят формирование рабочей камеры генератора (см. фиг.6) путем герметичного сочленения осевых выступов фланцев - 3 с торцами цилиндра - 1, с последующей установкой окон - 4 на фланцах - 3 (предварительно установив инициаторы электромагнитного излучения - 11). Далее вдоль наружных образующих цилиндрических поверхностей цилиндра - 1 и выступов фланцев - 3 с равным шагом устанавливают накладки - 8, совмещая их отверстия - 10 с каналами - 2 цилиндра - 1 и вводя в контакт продольные желобки накладок - 8 с наружными поверхностями цилиндра - 1 и осевых выступов фланцев - 3. После совмещения каналов - 2 цилиндра - 1 и отверстий - 10 накладок - 8 производят поджатие последних к наружным поверхностям цилиндра - 1 и осевых выступов фланцев - 3 с помощью резьбовых элементов вкручиваемых в осевые отверстия втулок - 7 (например, шпилек - 12 с гайками - 13). Затем осуществляют заполнение камеры рабочей средой и, при необходимости, заполнение объема между обращенными друг к другу поверхностями фланцев - 3 вспенивающейся отвердевшей массой - 14 (например, пенополиуретаном). Эксплуатация полученного генератора производится в обычном режиме, характерном для фотодиссоционных лазеров.
Из вышеприведенного следует, что предложенное техническое решение имеет преимущество по сравнению с известным, а именно: за счет повышенной жесткости полого цилиндра в радиальном направлении исключается деформация последнего при заполнении камеры генератора рабочей средой (например, в среде аргона под давлением 0,1 атм), что повышает оптические характеристики выходного излучения.
Следовательно, предложенный способ изготовления квантового генератора при реализации дает технический результат - повышает эксплуатационные характеристики получаемой продукции.





Изобретение относится к области квантовой физики и может быть использовано при изготовлении фотодиссоционных генераторов для формирования импульсов электромагнитного излучения. Способ включает изготовление полого цилиндра, газонепроницаемой металлизированной пластины с механизмами для крепления инициаторов электромагнитного излучения, фланцев с осевыми цилиндрическими выступами, выходных окон, фиксацию пластины по внутренней поверхности полого цилиндра и формирование рабочей камеры генератора. Изготавливают накладки удлиненной формы с отверстиями на опорной поверхности и резьбовые втулки. В стенках полого цилиндра формируют сквозные радиальные каналы, резьбовые втулки крепят на свободной плоскости пластины. После совмещения отверстий накладок с радиальными каналами полого цилиндра осуществляют поджатие накладок к наружным поверхностям полого цилиндра и осевых выступов фланцев резьбовыми элементами. Резьбовые элементы вкручиваются в отверстия резьбовых втулок. Технический результат - повышение эксплуатационных характеристик изготовляемых генераторов путем улучшения оптических характеристик формируемого ими электромагнитного излучения. 5 з.п. ф-лы, 7 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАНТОВОГО ГЕНЕРАТОРА, СПОСОБ ЕГО УПРАВЛЕНИЯ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241285C1 |
| СПОСОБ УЛУЧШЕНИЯ КРОВООБРАЩЕНИЯ В ГОЛОВКЕ БЕДРЕННОЙ КОСТИ | 2021 |
|
RU2775134C1 |
| US 4599731, 08.07.1986 | |||
| US 5745518, 28.04.1998. | |||

