Изобретение относится к швейной промышленности и может быть использовано при влажно-тепловой обработке (ВТО) швейных изделий.
Известен способ по патенту РФ №2077241 C1, 20.04.1997 формования и дублирования объемных и криволинейных участков одежды, включающий неуправляемую стабилизацию холодным воздухом.
Данный способ не обеспечивает требуемого качества и производительности, т.к. стабилизация нагретого полуфабриката осуществляется прососом через него холодного воздуха из окружающей среды и вызывает конденсацию находящегося в нем пара, что удлиняет процесс.
Наиболее близким по технической сущности к предлагаемому изобретению является пресс для влажно-тепловой обработки швейных изделий по авторскому свидетельству SU 357302 A, кл. D 06 F 71/04, 01.12.1972, который осуществляет процесс влажно-тепловой обработки автоматически и кроме этого, полуфабрикат стабилизируют холодным воздухом.
Данный способ не обеспечивает требуемого качества и производительности, т.к. стабилизация осуществляется без учета таких неуправляемых параметров, как температура, плотность и скорость охлаждающего воздуха, а также температура ткани.
Задача, на решение которой направлено изобретение, заключается в автоматизации процесса стабилизации полуфабриката для улучшения качества влажно-тепловой обработки.
Это достигается тем, что способ автоматического управления процессом влажно-тепловой обработки швейных изделий осуществляют при стабилизации полуфабриката холодным воздухом, кроме этого, управляемыми параметрами являются температура ткани, а также температура, плотность и скорость охлаждающего воздуха, и в каждый момент времени управления автоматически вычисляют разницу между их заданными и реализуемыми значениями, которая не должна превышать 5%, что предопределяет момент окончания процесса, при этом учитывают плотности пакета тканей и их коэффициенты теплопроводности, позволяющие проводить процесс стабилизации в автоматическом режиме различных видов тканей.
Способ осуществляется следующим образом, в процессе стабилизации холодным воздухом основными параметрами процесса являются функции TT(t), Tв(t), ρв(t), температура охлаждающего воздуха Tв во(t), плотность охлаждающего воздуха ρв во(t), скорость охлаждающего воздуха νв во(t). Все эти функции также рассчитываются на компьютере согласно уравнениям:





Параметры представляются функциями TТк(t), Tвк(t), ρвк(t), Tво вк(t), ρво вк(t), νво вк(t), где t - текущее время. В процессе стабилизации в каждый момент времени t измеряются реализуемые значения TT(t), Tв(t), ρв(t), Тво в(t), ρво в(t), νво в(t), которые сравниваются со значениями TТк(t), Tвк(t), ρвк(t), Tво вк(t), ρво вк(t), νво вк(t), вычисленными компьютером. При значительном расхождении величин реального процесса и величин, вычисленных на компьютере, подается команда о плохом качестве данного процесса ВТО, и процесс останавливается с целью анализа причин плохого качества процесса. Функции TТк(t), Tвк(t), ρвк(t), Tво вк(t), ρво вк(t), νво вк(t) позволяют определять момент окончания процесса стабилизации и подавать на регулятор предварительную команду о моменте окончания процессов ВТО. Следует учесть также, что функции TТк(t), Tвк(t), ρвк(t), Tво вк(t), ρво вк(t), νво вк(t) будут зависеть от характеристик ткани: плотности ткани ρm, коэффициента теплопроводности λТ, что позволяет рассчитать функции TТк(t), Tвк(t), ρвк(t), Tво вк(t), ρво вк(t), νво вк(t) для различного вида тканей и учесть характеристики тканей для рассматриваемого процесса ВТО.
Блок-схема (см. чертеж) показывает каким образом осуществляется управление процессом стабилизации при помощи компьютера.
Управление процессом стабилизации полуфабриката (прососом через него воздуха из окружающей среды) осуществляется компьютером по специально разработанной программе регламентирующей оптимальные пределы значений измеряемых параметров, также вычисление (математическую обработку) и сравнение поступающей информации от датчиков, установленных в покрытиях рабочих органов с технологическими их значениями.
При этом математическая обработка и сравнение осуществляются по каждому параметру с последующей их оптимизацией (корректировкой в допустимых рамках реальных значений) позволяющей продолжать процесс до достижения требуемого качества или подать команду о его окончании.
Данный способ позволяет полностью автоматизировать один из основных этапов ВТО - перевод волокон тканей полуфабриката в застеклованное состояние, и тем самым увеличить производительность и улучшить качество швейных изделий.
Изобретение относится к швейной промышленности, в частности к способам влажно-тепловой обработки швейных изделий. Способ автоматического управления процессом влажно-тепловой обработки швейных изделий, включающий стабилизацию полуфабриката холодным воздухом, где управляемыми параметрами являются температура ткани, а также температура, плотность и скорость охлаждающего воздуха. В каждый момент времени управления автоматически вычисляют разницу между их заданными и реализуемыми значениями, которая не должна превышать 5%, что предопределяет момент окончания процесса. При этом учитывают плотности пакета тканей и их коэффициенты теплопроводности, позволяющие проводить процесс стабилизации в автоматическом режиме различных видов тканей. Данный способ позволяет полностью автоматизировать один из основных этапов влажно-тепловой обработки - перевод волокон тканей полуфабриката в застеклованное состояние, и тем самым увеличить производительность и улучшить качество швейных изделий. 1 ил.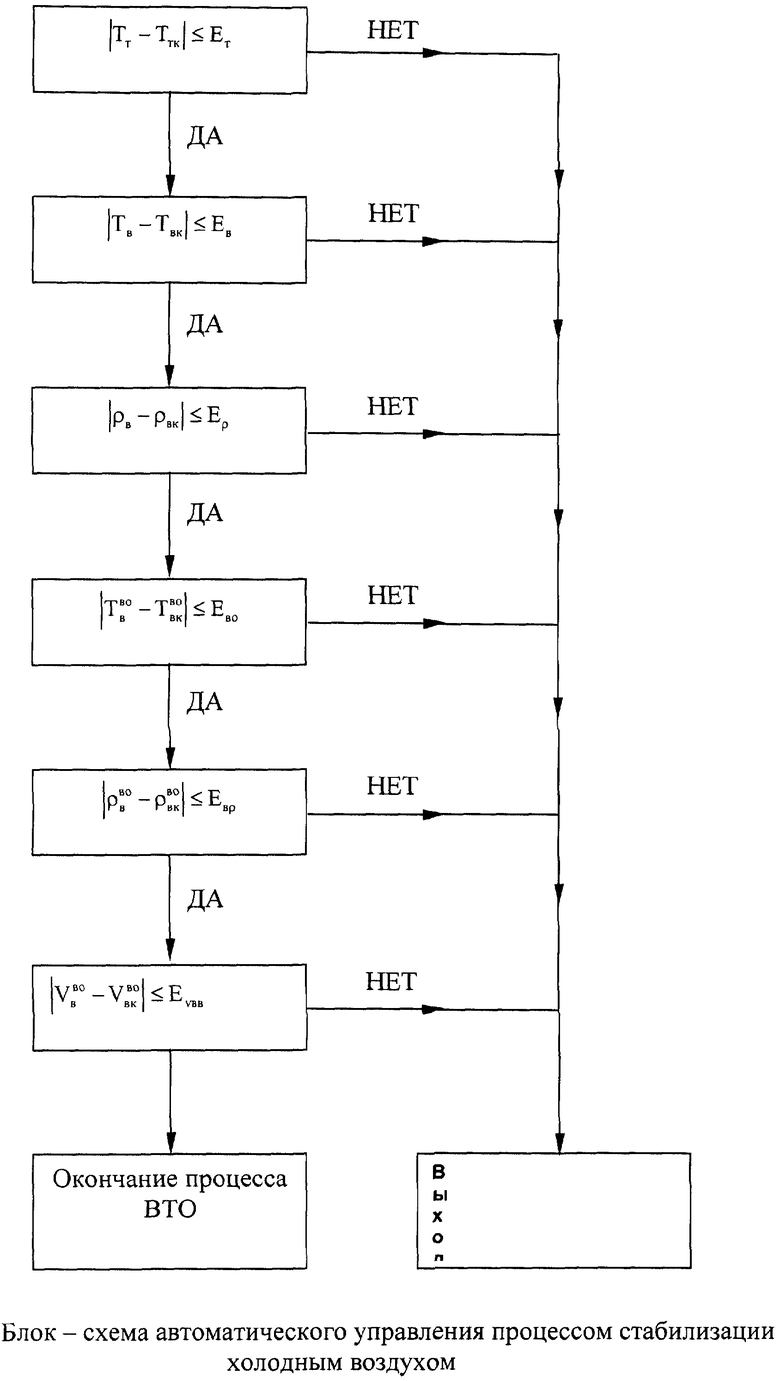
Способ автоматического управления процессом влажно-тепловой обработки швейных изделий при стабилизации полуфабриката холодным воздухом, отличающийся тем, что управляемыми параметрами являются температура ткани, а также температура, плотность и скорость охлаждающего воздуха, и в каждый момент времени управления автоматически вычисляют разницу между их заданными и реализуемыми значениями, которая не должна превышать 5%, что предопределяет момент окончания процесса, при этом учитывают плотности пакета тканей и их коэффициенты теплопроводности, позволяющие проводить процесс стабилизации в автоматическом режиме различных видов тканей.
| ПРЕСС ДЛЯ ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ ШВЕЙНЫХ ИЗДЕЛИЙ | 0 |
|
SU357302A1 |
| СПОСОБ ТЕПЛОВОГО ВОЗДЕЙСТВИЯ НА ПОЛУФАБРИКАТ В ПРОЦЕССЕ ПРЕССОВАНИЯ | 2001 |
|
RU2193082C1 |
| Устройство для влажно-тепловой обработки швейных изделий | 1990 |
|
SU1772269A1 |
| US 5711097 A, 27.01.1998 | |||
| Датчик отношения давления | 1960 |
|
SU131931A1 |
| Датчик отношения давления | 1960 |
|
SU131931A1 |

