Изобретение относится к швейной промышленности и может быть использовано при влажно-тепловой обработке (ВТО) швейных изделий.
Известен способ формования и дублирования объемных и криволинейных участков деталей одежды по авторскому свидетельству SU 1670013, А1, 15.08.1991, включающий неуправляемую сушку холодным воздухом.
Данный способ не обеспечивает требуемого качества и производительности, т.к. сушка осуществляется без учета теплофизических процессов, проходящих в ткани и ее волокнах, а регламентируется только длительностью и производится прососом через полуфабрикат воздуха из окружающей среды, что вызывает конденсацию пара, находящегося в волокнах тканей и их быстротечный перевод в застеклованное состояние, а сконденсировавшаяся влага запирается в волокнах макромолекулярной связью и превышает допустимый предел 10...15%.
При этом полуфабрикат должен вылежаться в течение 24 часов после ВТО для естественного удаления влаги.
Наиболее близким по технической сущности к предлагаемому изобретению является способ формования объемных частей деталей одежды по патенту РФ 2077241, С1, 20.04.1997, включающий неуправляемый и без обратной связи процесс сушки нагретым воздухом ограниченный жестко установленными показателями температуры и длительности.
Данный способ не обеспечивает требуемого качества и производительности, т.к. не учитывает температуру, плотность тканей и нагретого воздуха, а также скорость нагретого воздуха, т.е. сушка, осуществляется без учета теплофизических процессов, проходящих в тканях и их волокнах, что вызывает снижение влаги в полуфабрикате, но не обеспечивает перевод волокон тканей в застеклованное состояние.
Такое положение вызывает искажение полученной формы объемных участков и появление заминов на прямых участках при технологической транспортировке полуфабриката после окончания ВТО и требует дополнительной утюжки.
Техническим результатом заявленного изобретения является улучшение качества и повышение производительности влажно-тепловой обработки швейных изделий.
Это достигается тем, что в предлагаемом способе автоматического управления процессом влажно-тепловой обработки в отличие от прототипа при сушке полуфабриката нагретым воздухом показатели температуры тканей и нагретого воздуха, плотности тканей и нагретого воздуха, скорости нагретого воздуха являются функциями текущего времени обработки, которые в каждый момент времени измеряются и сравниваются с технологическими значениями, вычисленными системой автоматического управления.
При расхождении реальных и вычисленных величин подается команда об остановке процесса сушки и анализа причин для достижения требуемого эффекта с последующим его продолжением и определением момента перехода к следующему процессу.
Способ осуществляется следующим образом.
В процессе сушки тканей нагретым воздухом основными параметрами процесса являются функции: температура ткани ТT(t), плотность воздуха pв(t), температура нагретого воздуха ТT нв(t), плотность нагретого воздуха рв нв(t), скорость нагретого воздуха νв нв(t). Все эти функции также рассчитываются на компьютере согласно уравнениям:




Параметры представляются функциями ТТк(t), рвк(t), Твк нв(t), рвк нв(t), νвк нв(t), где t - текущее время. В процессе сушки в каждый момент времени t измеряются реализуемые значения ТT(t), pв(t), Тв нв(t), pв нв(t), νв нв(t), которые сравниваются со значениями ТТк(t), pвк(t), Твк нв(t), рвк нв(t), νвк нв(t), вычисленными САКУ. При значительном расхождении величин реального процесса и величин вычисленных подается команда о плохом качестве данного процесса ВТО и процесс останавливается с целью анализа причин плохого качества процесса. Функции ТT(t), pв(t), Тв нв(t), рв нв(t), νв нв(t) позволяют определять момент окончания процесса сушки и подавать на регулятор предварительную команду о моменте переходе на другой режим. Следует учесть также, что функции ТТк(t), pвк(t), Твк нв(t), рвк нв(t), νвк нв(t) будут зависеть от характеристик ткани: плотности ткани рT, коэффициента теплопроводности λ1, что позволяет рассчитать функции ТТк(t), pвк(t), Твк нв(t), рвк нв(t), νвк нв(t) для различного вида тканей и учесть их характеристики для рассматриваемого процесса ВТО.
Управление процессом сушки осуществляется САКУ согласно разработанной блок-схеме (см. чертеж).
В части выделенных экспертизой вопросов сообщаем, что управление процессом сушки полуфабриката (продувом через него нагретого воздуха) осуществляется системой автоматического управления по специально разработанной программе, регламентирующей оптимальные пределы значений измеряемых параметров, также вычисление (математическую обработку) и сравнение поступающей информации от датчиков (термопар), установленных в покрытиях рабочих органов с технологическими их значениями.
Процесс перевода волокон тканей в высокоэластическое состояние является первым этапом влажно-тепловой, обработки и не рассматривается в материалах данной заявки.
При этом физический смысл данного этапа заключается в нарушении макромолекулярной связи волокон тканей перед механическим воздействием на них.
Следующим этапом ВТО после сушки является этап стабилизации или перевода волокон тканей в застеклованное состояние.
При автоматическом управлении учитывается коэффициент теплопроводности тканей. Предлагаемый способ позволяет оптимизировать процесс сушки и полностью его автоматизировать, повысить производительность и улучшить качество ВТО без дополнительной технологической доработки.
Изобретение относится к швейной промышленности, в частности к способам влажно-тепловой обработки швейных изделий. Способ автоматического управления влажно-тепловой обработкой швейных изделий включает в себя сушку полуфабриката нагретым воздухом. При сушке полуфабриката показатели температуры тканей и нагретого воздуха, плотности тканей и нагретого воздуха, скорости нагретого воздуха являются функциями текущего времени обработки, которые в каждый момент времени измеряют и сравнивают с технологическими значениями, вычисленными системой автоматического управления. При расхождении реальных и вычисленных величин подается команда об остановке процесса сушки и анализа причин для достижения требуемого эффекта с последующим его продолжением и определением момента перехода к следующему процессу. Также при автоматическом управлении учитывают коэффициент теплопроводности тканей. Данный способ позволяет улучшить качество и повысить производительность влажно-тепловой обработки швейных изделий. 1 ил.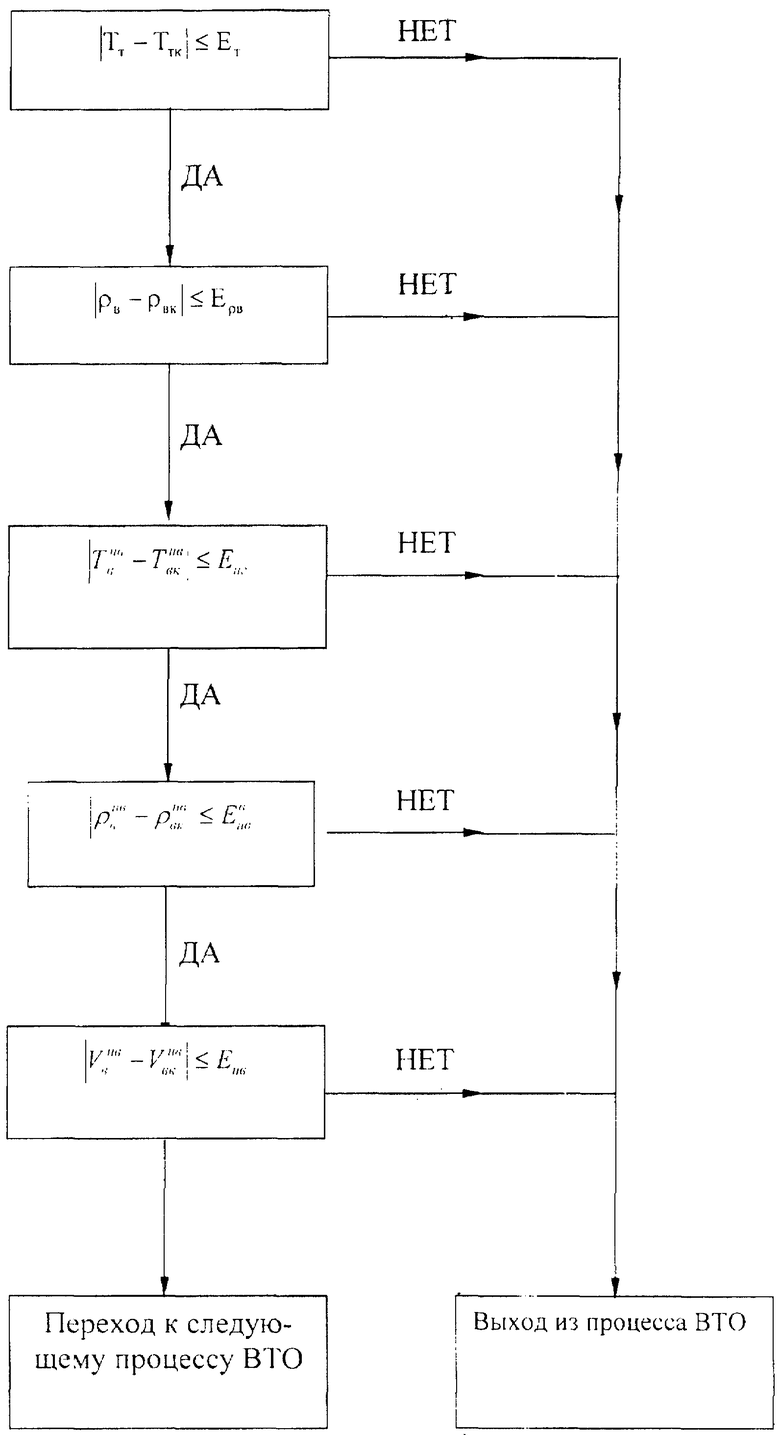
Способ автоматического управления влажно-тепловой обработкой швейных изделий, включающий сушку полуфабриката нагретым воздухом, отличающийся тем, что при сушке полуфабриката показатели температуры тканей и нагретого воздуха, плотности тканей и нагретого воздуха, скорости нагретого воздуха являются функциями текущего времени обработки, которые в каждый момент времени измеряют и сравнивают с технологическими значениями, вычисленными системой автоматического управления, а при расхождении реальных и вычисленных величин подается команда об остановке процесса сушки и анализа причин для достижения требуемого эффекта с последующим его продолжением и определением момента перехода к следующему процессу, кроме того, при автоматическом управлении учитывают коэффициент теплопроводности тканей.
| Способ формирования объемных частей деталей одежды на вибропрессе | 1987 |
|
SU1670013A1 |
| СПОСОБ ФОРМОВАНИЯ И ДУБЛИРОВАНИЯ ОБЪЕМНЫХ И КРИВОЛИНЕЙНЫХ УЧАСТКОВ ДЕТАЛИ ОДЕЖДЫ | 1993 |
|
RU2077241C1 |
| Пресс для влажно-тепловой обработки деталей швейных изделий | 1973 |
|
SU512254A1 |
| Последовательный счетчик | 1977 |
|
SU618853A1 |
| Датчик отношения давления | 1960 |
|
SU131931A1 |

