Область техники: предлагаемое изобретение относится к строительной промышленности и может быть использовано для изготовления наиболее простых и дешевых установок для производства мягких кровельных и/или гидроизоляционных материалов, обладающих при этом повышенной надежностью, качеством и скоростью производства.
Уровень техники: существующий метод производства мягкого кровельного покрытия на основе стеклобитумных материалов методом окунания стеклоосновы в расплавленный битум с последующим двусторонним покрытием ее полиэтиленом обладает рядом серьезных недостатков. Прежде всего, это высокая рабочая температура растекания используемых битумных наполнителей, намного отличающаяся от температуры плавления пленки (ППКП 16337-77, 6 мкм, t°пл.=105°С), ненадежный способ формирования толщины покрытия и чрезвычайно низкая производительность - до 5 м/мин. Попытки избавиться от этих недостатков путем применения различных способов нанесения битума на основу, чаш сбора избыточного битума и заглаживания битумных масс приводят к чрезвычайному усложнению и удорожанию установок, способных использоваться только в высоко технологичных промышленных условиях, и неизбежно сказываются на увеличении себестоимости продукта (патент 2074918; 6 D 06 N 5/00).
Заявленное изобретение касается изобретения, включающего способ получения стеклобитумных покрытий и установки для его осуществления.
Согласно изобретению способ получения стеклобитумного покрытия нанесением битумного наполнителя на обе стороны вертикально движущегося полотна стеклоосновы, прокаткой между двумя калибрующими валами, двусторонним покрытием полиэтиленовой пленкой, отличающейся тем, что нанесение битумного наполнителя осуществляют путем его подачи под давлением на полотно стеклоосновы с последующим его пропусканием через ванночку с битумным наполнителем, образованную полиэтиленовой пленкой и торцевыми ограничителями, а двустороннее покрытие пленкой и прокатку осуществляют одновременно между двумя калибрующими валами для принудительного формирования толщины покрытия.
Установка для получения стеклобитумного покрытия заявленным способом содержит два вала, установленные с зазором для пропускания вертикально движущегося полотна стеклоосновы, битумный насос, соединенный битумопроводом с распределительными краном и штуцером для подачи битумного наполнителя на полотно стеклоосновы, торцевые ограничители, образующие с полиэтиленовой пленкой, подаваемой на валы, ванночку и бак с охлаждающей жидкостью, расположенный по ходу движения сформированного стеклобитумного покрытия посредством тянущего вала.
Сущность изобретения: предлагаемый метод основан на новом способе подачи битумного наполнителя под давлением на обе стороны вертикально движущегося полотна стеклоосновы и принудительном формировании толщины покрытия путем прокатки между двумя калибрующими валами.
Способ реализации этого метода представляет собой организацию ванночки расплавленного битума, ограниченной движущейся по калибрующим валам пленкой и торцевыми ограничителями, установленными по принципу плотного скольжения по пленкам, обеспечиваемого войлочными прокладками с одновременным пропусканием через центр ванночки стеклоосновы.
Главной частью действующей установки являются два вала большого диаметра (9, см.чертеж), подвижные относительно друг друга, что позволяет регулировать толщину покрытия от 2 до 5 мм и более в зависимости от конкретных потребностей.
По профилю валов на движущиеся по валам пленки (8) установлены торцевые ограничители (7) с наклеенными на них войлочными прокладками (15), которые обеспечивают плотное скольжение и исключают боковое растекание битума (1), подаваемого битумным насосом (2) по битумопроводу (5) через распределительные краны и штуцеры подачи битума (6) и образующие ванночку его накопления (16).
Давление битума в системе должно обеспечить дебит, необходимый для компенсации расхода битума, зависящего от толщины покрытия и скорости его протяжки. Наиболее простой способ достижения этой цели - использование избыточного давления, которое можно сбрасывать кольцеванием битумопровода или использованием битумного насоса с предохранительным клапаном.
Между валами (9), установленными с определенным зазором, сквозь ванночку битума пропускается вертикально движущаяся стеклооснова (3), направляемая ограничителями (4). Сформированное стеклобитумное покрытие (12) попадает в бак с охлаждающей жидкостью (13). Протяжка осуществляется тянущим валом (11) при помощи прижимного вала (10) через направляющие валы (14).
Принудительный метод формирования толщины покрытия позволяет, во-первых, работать на температурах загустевания битумных наполнителей, используемых для производства мягких кровельных покрытий. В основе таких наполнителей лежат твердые битумы с температурой плавления не ниже 70°С (БН 70/30; БН 90/10) и различные минеральные и синтетические добавки (асбест, тальк, резиновая крошка, бутилокаучук и т.д.), улучшающие свойства битумов, т.е. исключающие растекание наполнителя при воздействии прямых солнечных лучей и растрескивание при сильных морозах. Рабочие температуры растекания таких наполнителей лежат в пределах 150 - 170°С, что значительно больше температуры плавления покрывной полиэтиленовой пленки (105°С), что в свою очередь значительно усложняет процесс производства необходимостью дополнительного охлаждения пленки, тогда как температуры загустевания лежат в пределах 100 - 120°С, что на десятки градусов ниже традиционных рабочих температур.
Во-вторых, использовать крупнофракционные добавки отходов производства минплит и легких утеплителей, а также битумы переработанных рубероидных покрытий, несущие с собой остатки картона и песка, тогда как все существующие способы покрытия защитной полиэтиленовой пленкой, подразумевающие или естественное прилегание пленки к битуму, или предварительное заглаживание битумных масс, неизбежно вызывает в этом случае брак изготовленного покрытия, соответственно или бугристую поверхность, или неравномерное распределение битумных масс на основе.
В-третьих, добиться значительного, на порядок превышающего ныне достигнутый уровень, увеличения скорости производства.
Вертикальная ориентация стеклоосновы и принудительное формирование толщины покрытия определяет четкую центровку стеклоосновы и исключает появление брака по толщине и однородности покрытия. Использование предельно низких температур и быстрое охлаждение сводят к минимуму брак по причине наваривания пленки на валы и чрезвычайно благоприятно сказывается на качестве конечного продукта, имеющего глянцевую поверхность. При этом практически достигнутая скорость - 15 м/мин - является не максимальной, а скорее минимальной скоростью данного способа производства. В зависимости от консистенции и температуры битумного наполнителя при меньших скоростях наблюдалось самопроизвольное протекание битума в зазор между валами и неконтролируемое утолщение покрытия. Максимальная скорость будет определяться скоростью самопроизвольного протекания и коэффициентом поверхностного натяжения, что может в несколько раз превысить достигнутую.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ РУЛОННОГО, КРОВЕЛЬНОГО И ГИДРОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 2002 |
|
RU2234577C2 |
| РУЛОННЫЙ КРОВЕЛЬНЫЙ И ГИДРОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ "ЭКОФЛЕКС" И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2002 |
|
RU2235817C2 |
| РУЛОННЫЙ КРОВЕЛЬНЫЙ И ГИДРОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ "БИКРОСТ" | 1997 |
|
RU2134330C1 |
| МНОГОСЛОЙНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО НАНЕСЕНИЯ | 1994 |
|
RU2078692C1 |
| КОМПОЗИЦИЯ ДЛЯ КРОВЕЛЬНОГО МАТЕРИАЛА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2009 |
|
RU2404937C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РУЛОННОГО КРОВЕЛЬНОГО И ГИДРОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 2006 |
|
RU2314375C2 |
| Липкий клеющий состав для гидроизоляционного материала | 1989 |
|
SU1682372A1 |
| РУЛОННЫЙ КРОВЕЛЬНЫЙ И ГИДРОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ "БИКРОЭЛАСТ" | 1997 |
|
RU2133807C1 |
| РУЛОННЫЙ САМОКЛЕЯЩИЙСЯ БИТУМСОДЕРЖАЩИЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2430127C2 |
| РУЛОННЫЙ КРОВЕЛЬНЫЙ И ГИДРОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ "БИКРОТЭП" | 1997 |
|
RU2134756C1 |
Изобретение относится к способу получения и установки для получения стеклобитумного покрытия, которое может использоваться в качестве кровельного и/или гидроизоляционного материала. Способ заключается в нанесении битумного наполнителя путем его подачи под давлением на обе стороны вертикально движущегося полотна стеклоосновы, его пропускании через ванночку с битумным наполнителем, при этом двустороннее покрытие пленкой и прокатку осуществляют одновременно между двумя калибрующими валами для принудительного формирования толщины покрытия. Установка для реализации вышеуказанного способа содержит два вала, установленные с зазором для пропускания вертикально движущегося полотна стеклоосновы, битумный насос для подачи битумного наполнителя на полотно стеклоосновы, торцевые ограничители, бак с охлаждающей жидкостью. Технический результат заключается в увеличении скорости производства стеклобитумного покрытия при низких температурах и возможности использовать битумосодержащие отходы. 2 н.п. ф-лы, 1 ил.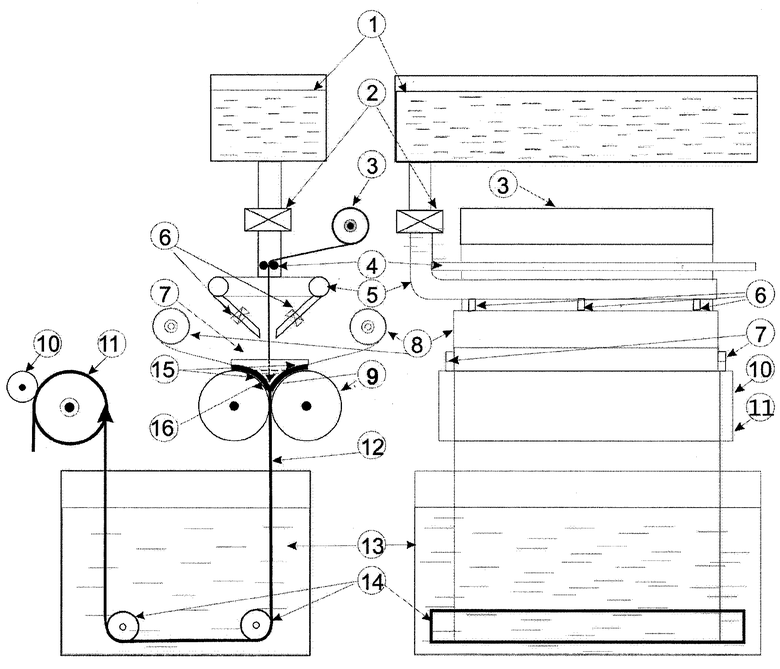
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОЛОТНООБРАЗНЫЕ ПОДЛОЖКИ И ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОТЕН БЕЗ ПОДЛОЖЕК | 1990 |
|
RU2074918C1 |
| РУЛОННЫЙ КРОВЕЛЬНЫЙ И ГИДРОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ "БИКРОСТ" | 1997 |
|
RU2134330C1 |
| РУЛОННЫЙ КРОВЕЛЬНЫЙ И ГИДРОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ "ЭКОФЛЕКС" И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2002 |
|
RU2235817C2 |
| Зажимной патрон | 1982 |
|
SU1228975A1 |

