ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Данное изобретение относится в целом к упаковкам, а в частности к гибким упаковкам.
УРОВЕНЬ ТЕХНИКИ
Многие преимущества гибких упаковок привело к тому, что они все чаще используются во многих отраслях. Двумя известными областями их использования являются промышленность по производству напитков, например, вин и сиропов для приготовления напитков, и фармацевтическая промышленность. Конечно, существует также много других сфер их применения.
В основном продукты наполняются в гибкие упаковки и затем распространяются для использования потребителями в их целях. Продукты либо наполняются в предварительно изготовленные гибкие упаковки с помощью устройства для наполнения или наполняются в мешочки одновременно с процессом изготовления этих мешочков на машинах по формированию, наполнению и укупорке. Нередко гибкие упаковки поставляются в коробках, и такие системы обычно называются «мешочки в коробке» («BIB»). Термин «мешочек», как он используется в данном описании, означает любой вид гибкой упаковки, включая собственно мешочки, пакеты, прямостоячие пакеты, но не ограничивается этими примерами.
Значительные усилия прилагались к тому, чтобы повысить эффективность машин по формированию, наполнению и укупорке, а также операций по изготовлению предварительно сформированных мешочков. Кроме того, было много усилий направлено на то, чтобы улучшить системы выливания из предварительно сформированных мешочков.
Однако попытки совершенствования системы выливания часто приводили к снижению эффективности процесса наполнения мешочков. Например, в одном из подходов к совершенствованию выливания предполагается использовать устройство для выливания, известное как погружаемая полоска, которая содержит основание и выступающие ребра, образующие каналы для выливания. Чтобы это устройство хорошо работало, оно должно плотно соединяться с вставкой, через которую продукт выливается из мешочка. Однако в предварительно изготовленных мешочках расположение устройства для выливания вблизи вставки (которая также представляет собой канал для заполнения) уменьшает максимальную скорость потока, которая может достигаться в процессе заполнения. К тому же системы по формированию, наполнению и укупорке не приспособлены для изготовления мешочков с устройствами для выливания с целью повышения эффективности выливания. В связи с этим возникла необходимость создания системы, в которой эффективность машины по формированию, наполнению и укупорке сочетается с эффективностью выливания, которую можно получить в системах с предварительно изготовленными мешочками.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с данным изобретением предлагаются способы и устройство для формирования и наполнения гибких упаковок, которые существенно снижают или устраняют те проблемы, которые характерны для систем, известных из уровня техники.
В частности, предлагается способ для формирования и наполнения гибких упаковок, который включает частичное формирование пакета, крепление устройства для выливания, наполнение пакета и его укупорку. Устройство для выливания может устанавливаться до того, как пакет частично сформирован, или после того, как он частично сформирован. Пакет может укупориваться выполнением верхнего шва.
В других воплощениях могут выполняться следующие операции, отдельно или совместно: частичное формирование пакета путем сгибания листа эластичного материала; частичное формирование пакета путем выполнения боковых швов, причем формирование боковых швов осуществляется на горизонтальной машине по формированию, наполнению и укупорке.
В еще одних воплощениях выполняются следующие операции, отдельно или совместно: частичное формирование пакета путем формирования трубки из листа эластичного материала; частичное формирование пакета путем выполнения шва на дне, причем формирование шва на дне осуществляется на вертикальной машине по формированию, наполнению и укупорке.
В одном из воплощений вставка крепится к гибкому пакету. Один из способов крепления вставки включает соединение устройства для выливания и вставки, причем крепление устройства для выливания является одновременно креплением устройства для выливания и вставки. В одном из воплощений вставка крепится к внутренней поверхности гибкого пакета и не проходит сквозь гибкий пакет. В другом примере вставка проходит сквозь гибкий пакет. В одном из способов выполняется отверстие для введения вставки. Вставка может представлять собой любое подходящее для введения устройство и в одном из воплощений представляет собой канал, который включает клапан.
В другом воплощении вставка крепится до соединения с устройством для выливания, и устройство для выливания крепится вблизи от вставки. В еще одном примере устройство для выливания крепится к вставке.
Устройство для выливания может устанавливаться многими различными способами и в различных местах, например, крепиться к внутренней поверхности гибкого пакета или зашиваться в шов гибкого пакета. Устройство для выливания может выполняться как погружаемая полоска, но не ограничивается этим вариантом.
Другой способ в соответствии с данным изобретением включает крепление вставки к листу гибкого материала, крепление устройству для выливания вблизи от вставки, частичное формирование пакета из листа гибкого материала, наполнение пакета и укупорка пакета. Вставка может крепиться до того, как пакет частично сформирован, или после того, как он частично сформирован. Укупорка пакета может представлять собой выполнение сварки верха.
В одном из вариантов этого способа частичное формирование пакета включает складывание листа гибкого материала. Кроме того, частичное формирование пакета может включать формирование боковых швов. Боковые швы могут выполняться на горизонтальной машине по формированию, наполнению и укупорке.
В другом примере этого способа частичное формирование пакета включает формирование трубки из листа гибкого материала. Частичное формирование пакета может также включать формирование шва низа. Шов низа может выполняться на вертикальной машине по формированию, наполнению и укупорке.
В другом примере устройство для выливания и вставка соединяются, и крепление устройства для выливания является одновременно креплением соединенных устройства для выливания и вставки. В одном из примеров вставка может крепиться к внутренней поверхности гибкого пакета и не проходить сквозь гибкий пакет. В другом примере вставка входит сквозь лист гибкого материала. В гибком материале может выполняться отверстие для введения вставки. Вставка может представлять собой любое подходящее для введения устройство и в одном из примеров представляет собой канал, который включает клапан.
В другом примере вставка крепится до крепления устройства для выливания, и устройство для выливания крепится вблизи от вставки. В одном из примеров устройство для выливания крепится к вставке.
Устройство для выливания может крепиться многими различными способами и в различных местах, например, крепиться к внутренней поверхности гибкого пакета или зашиваться в шов гибкого пакета. Нет ограничений и для устройства для выливания, выполненного как погружаемая полоска.
Предлагается также устройство для осуществления описанных здесь способов.
Важным техническим преимуществом данного изобретения является то, что устройство для выливания устанавливается как часть гибкого пакета на машинах по формированию, наполнению и укупорке любого типа, включая горизонтальные и вертикальные машины. Другое важное техническое преимущество данного изобретения заключается в том, что вставка и устройство для выливания могут крепиться к гибкому пакету в процессе формирования, наполнения и укупорки и могут крепиться как отдельные элементы, а также в комбинации или в качестве единого интегрированного узла.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В описании приводятся ссылки на следующие описанные вкратце чертежи, на которых числовые индексы присвоены соответствующим элементам:
На ФИГУРЕ 1 показан один из примеров горизонтальной машины по формированию, наполнению и укупорке и получаемый мешочек в соответствии с настоящим изобретением.
На ФИГУРЕ 2 показан пример комбинированного устройства для выливания и внутренней вставки в соответствии с настоящим изобретением.
На ФИГУРЕ 3 показан другой пример горизонтальной машины по формированию, наполнению и укупорке и получаемый мешочек в соответствии с настоящим изобретением.
На ФИГУРЕ 4 показан другой пример горизонтальной машины по формированию, наполнению и укупорке и получаемый мешочек в соответствии с настоящим изобретением.
На ФИГУРЕ 5 показан пример узла крепления вставки в соответствии с настоящим изобретением.
На ФИГУРЕ 6 показан пример узла крепления устройства для выливания в соответствии с настоящим изобретением.
На ФИГУРЕ 7 показана блок-схема одного из примеров способа в соответствии с настоящим изобретением.
На ФИГУРЕ 8 показана блок-схема другого примера способа в соответствии с настоящим изобретением.
На ФИГУРЕ 9 показана блок-схема еще одного примера способа в соответствии с настоящим изобретением.
На ФИГУРЕ 10 показан пример вертикальной машины по формированию, наполнению и укупорке и получаемый мешочек в соответствии с настоящим изобретением.
На ФИГУРЕ 11 показана блок-схема примера способа в соответствии с настоящим изобретением.
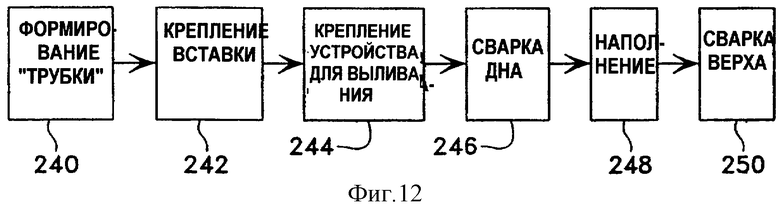
На ФИГУРЕ 12 показана блок-схема другого примера способа в соответствии с настоящим изобретением.
На ФИГУРЕ 13 показана блок-схема другого примера способа в соответствии с настоящим изобретением.
На ФИГУРЕ 14 показана блок-схема другого примера способа в соответствии с настоящим изобретением.
На ФИГУРЕ 15 показана блок-схема другого примера способа в соответствии с настоящим изобретением.
ДЕТАЛЬНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Горизонтальная машина 10 по формированию, наполнению и укупорке, показанная на ФИГУРЕ 1, является примером настоящего изобретения. В ней используется внутренняя вставка, к которой под давлением прижимается внешняя вставка, совпадающая с внутренней и протыкающая мешочек для последующего выливания продукта. Другие примеры, в которых не требуется таких вставок, но которые снабжаются вставками, обеспечивающими проход через стенку мешочка, будут рассматриваться в связи с другими ФИГУРАМИ.
Машина 10 по формированию, наполнению и укупорке, показанная на ФИГУРЕ 1, которая является машиной по формированию, наполнению и укупорке горизонтального типа, производит наполненные мешочки 12. С рулона 14 подается материал 16 для изготовления мешочков в соответствии с настоящим изобретением. Материал 16 для изготовления мешочков может представлять собой любой материал, пригодный для изготовления гибких упаковок, такой, как однослойные или многослойные пластики или другие материалы, такие, как различные типы фольги. Материал 16 для изготовления мешочков часто называют листовым или ленточным материалом.
Пластиковый материал 16 прокатывается через ролик 18, а затем складывается (например, с помощью буртика) для подготовки к сшиванию и наполнению. Еще до ролика 18 подаются вставки 20 вдоль направляющей 22. Имеется также рулон 24 с устройствами 26 для выливания, поставляющий устройства для выливания для каждого мешочка. Преимущественно в рулоне 24 с устройствами для выливания эти устройства выполнены в виде непрерывной ленты, позволяя эффективное изготовление устройств для выливания экструзией в виде единого целого (с последующим разрезанием на отдельные устройства для каждого мешочка). Однако такой рулон не обязателен, могут использоваться и другие подходы, как подача отдельных устройств для выливания или использование рулона устройств для выливания с периодическими изменениями (такими, как более тонкие участки для облегчения вшивания в швы).
В примере, показанном на ФИГУРЕ 1, внутренние вставки 20 и устройства 26 для выливания комбинируются для крепления к материалу 16 для изготовления мешочков. При этом установочный стержень 28 движется горизонтально внутри направляющего упора 30 и устанавливает каждую вставку 20. Устройства для выливания 26 подаются через направляющую 22 и свариваются под воздействием нагревания с вставками 20 с помощью теплового сварочного устройства (сварочной головки) 32, прижимающей к направляющему упору 30. Хотя тепловая сварка обладает преимуществом, могут использоваться другие способы для соединения устройств 26 для выливания с внутренними вставками 20, оставаясь в рамках данного изобретения. Кроме того, они могут также комбинироваться способом, осуществляющимся вне машины, и в частности могут формироваться интегрированно при их производстве.
Комбинированные устройства 26 для выливания и вставки 20 перемещаются на следующий участок, где они крепятся к материалу 16 для изготовления мешочков. На этом участке имеется тепловое сварочное устройство 34 и упор 36. Материал 16 для изготовления мешочков и комбинированные вставки 20 и устройства 26 для выливания проходят между тепловым сварочным устройством 34 и упором 36, и тепловое сварочное устройство 34 прижимает вместе материал 16 для изготовления мешочков и комбинированные вставки 20 и устройства 26 для выливания к упору 36 и сваривает их вместе. Резак 38 служит для отрезания устройства 26 для выливания требующейся длины для каждого мешочка. Резак 38 отрезает материал, прижатый к упору, который может быть частью направляющей 22 или любым другим подходящим упором.
Как видно на ФИГУРЕ 1, материал 16 для изготовления мешочков с укрепленными вставкой 20 и устройством 26 для выливания складывается после ролика 18 для того, чтобы готовить к наполнению. Шов на первой стороне каждого мешочка выполняется сварочным устройством 40, сжимающим две сложенные стороны (стенки мешочка) материала 16 для изготовления мешочков и осуществляющим их тепловую сварку. Затем материал 16 для изготовления мешочков продвигается на длину одного мешочка, и сварочное устройство 40 сваривает вторую сторону (которая находится на противоположной стороне от первого шва), формируя мешочек, сложенный у дна, сшитый по бокам и еще открытый сверху. На этой стадии шов первой стороны, выполненный сварочным устройством 40, продвинулся в позицию 42, показанную на ФИГУРЕ 1.
Мешочек наполняется соответствующим продуктом через наполнитель 46 (который может перемещаться вверх и вниз при движении каждого мешочка). Мешочек может быть расширен для удобства наполнения с помощью вакуумных разделителей 47. После наполнения материал 16 для изготовления мешочков продвигается на следующий участок, где сварочное устройство 48 выполняет верхний шов, например, путем тепловой сварки, завершая формирование мешочка. Затем мешочек отрезается на участке 44 поддержки и отрезания и подается для коммерческой реализации. Например, может устанавливаться конвейер для приема мешочков после отрезания и подачи для упаковки в коробки в системах типа BIB.
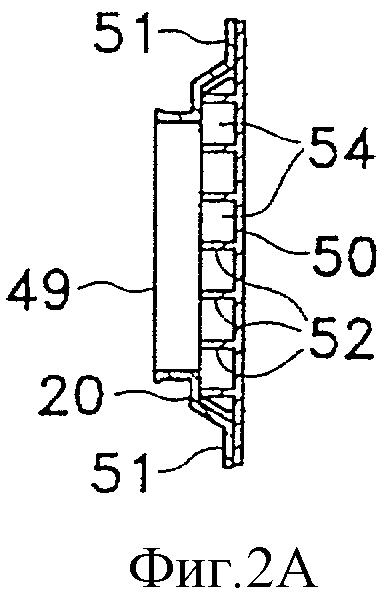
На ФИГУРЕ 2 показан один из примеров устройства 26 для выливания, скомбинированного с внутренней вставкой 20. В показанном примере вставка 20 приварена к устройству 26 для выливания на выступах 51 вставки 20. В примере, рассмотренном в связи с ФИГУРОЙ 1, используется внутренняя вставка 20, которая в этом примере имеет секцию 49, через которую проходит материал 16 для изготовления мешочков и к которой приваривается материал 16 для изготовления мешочков. Потребитель устанавливает внешнюю вставку, соединяющуюся с внутренней вставкой 20 через материал 16 для изготовления мешочков, и протыкает материал 16 для изготовления мешочков, открывая доступ к продукту внутри мешочка 12. Устройство 26 для выливания в данном примере представляет собой полоску материала, называемую погружаемой полоской, которая содержит основание и множество ребер 52. Ребра 52 относительно жесткие и создают между собой сливные каналы 54, по которым продукт стекает к вставке 20 из мешочка 12. В отсутствие устройства 26 для выливания материал 16 для изготовления мешочков имеет тенденцию прилипания к вставке 20 при выливании, прерывая таким образом выливание продукта из мешочка 12.
Хотя устройство 26 для выливания, показанное на ФИГУРЕ 2, представляет собой устройство для выливания типа погружаемой полоски, может использоваться любое другое устройство для выливания (описанное в любом примере или показанное на любой ФИГУРЕ), не выходя за рамки объема данного изобретения. Устройства для выливания могут включать любые устройства, нацеленные на повышение эффективности операции выливания. Например, могут также использоваться такие устройства, как сетки, слоистые пластики и другие. Устройство для выливания может также быть интегральной частью вставки (такой, как каналы, образованные выступающими ребрами на основании вставки, и т.п.). В таких случаях крепление устройств для выливания представляет собой крепление вставок, у которых есть признаки, позволяющие повысить эффективность процесса выливания (даже когда отдельное устройство для выливания не используется). Крепление устройства для выливания может объединяться или выполняться отдельно от крепления вставки.
На ФИГУРЕ 3 показан другой пример горизонтальной машины по формированию, наполнению и укупорке в соответствии с данным изобретением. Машина 60 по формированию, наполнению и укупорке подобна той, которая показана на ФИГУРЕ 1, в том отношении, что внутренняя вставка 20 и устройство 26 для выливания комбинируются до того, как крепятся к материалу 16 для изготовления стенок мешочков. Однако в примере по ФИГУРЕ 3 внутренняя вставка 20 и устройство 26 для выливания крепятся к стенке 16 мешочка после того, как она складывается после ролика 18. Как показано, вставки 20 и устройства 26 для выливания комбинируются в направляющей 22 с помощью теплового сварочного устройства 32, сваривающего их вместе, прижимая к направляющей и упору 30, как описывалось выше в связи с ФИГУРОЙ 1. Однако в примере по ФИГУРЕ 3 тепловая сварка к стенке 16 мешочка осуществляется с помощью теплового сварочного устройства 62, приваривающего стенку 16 мешочка к внутренней вставке 20, прижимая к упору 63. Лезвие 66 отрезает устройства 26 для выливания, прижимая их к направляющей 22 или другому упору.
Узел 68 тепловой сварки формирует боковые швы мешочка в примере, показанном на ФИГУРЕ 3. После того, как на узле 68 тепловой сварки выполнен шов на первой боковой стороне, материал 16 для изготовления мешочков продвигается таким образом, что на узле 68 тепловой сварки выполняется шов на второй боковой стороне, создавая сформированный мешочек за исключением открытого верха. Затем мешочек наполняется продуктом через наполнитель 70 так, как рассматривалось в отношении ФИГУРЫ 1. Для наполнения открытый верх мешочка может расширяться с помощью вакуумных разделителей 71. Наполненный мешочек затем перемещается для сварки верхнего шва, отрезания и обработки так, как рассматривалось выше в связи с ФИГУРОЙ 1.
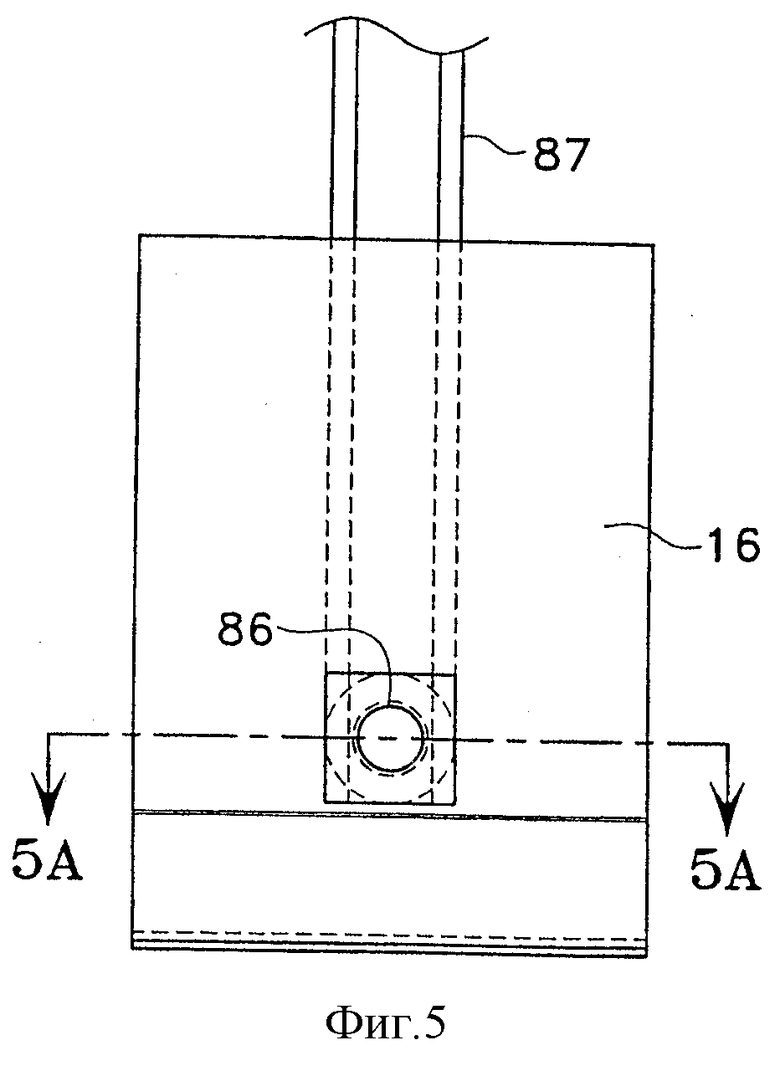
На ФИГУРЕ 4 показан другой пример воплощения данного изобретения, в котором горизонтальная машина 80 по формированию, наполнению и укупорке используется для изготовления и наполнения мешочков, которые включают вставки, проходящие через стенку мешочка, таким образом исключая необходимость протыкания или соединения с внутренней вставкой во время использования. В частности, отверстия для вставок в стенке мешочка выполняются узлом 82 пробивания отверстий. Пример отверстия 83 показан. Преимущественно использовать систему сбора выбитых кусочков, получающихся при пробивании отверстий, чтобы они не попадали в мешочки. В частности, для этой цели можно использовать вакуумную систему или другую подходящую для этой цели систему. Материал 16 для изготовления мешочков складывается после ролика 18 и направляется к узлу 84 крепления вставки. Узел 82 пробивания отверстий может располагаться перед или после участка складывания мешочка. Пример узла 84 крепления вставки показан в деталях на ФИГУРЕ 5. Как следует из ФИГУРЫ 5, вставка 86 (вставки 86 подаются по направляющей 87) вставляется сквозь отверстие в мешочке, пробитое узлом 82 пробивания отверстий. Вставка 86 включает фланец 88 (или другую соответствующую часть), которая выступает наружу от основания вставки. Фланец 88 приваривается тепловой сваркой к материалу 16 для изготовления мешочков с помощью сварочного устройства 90 для тепловой сварки, прижимающего свариваемые элементы к упору 92.
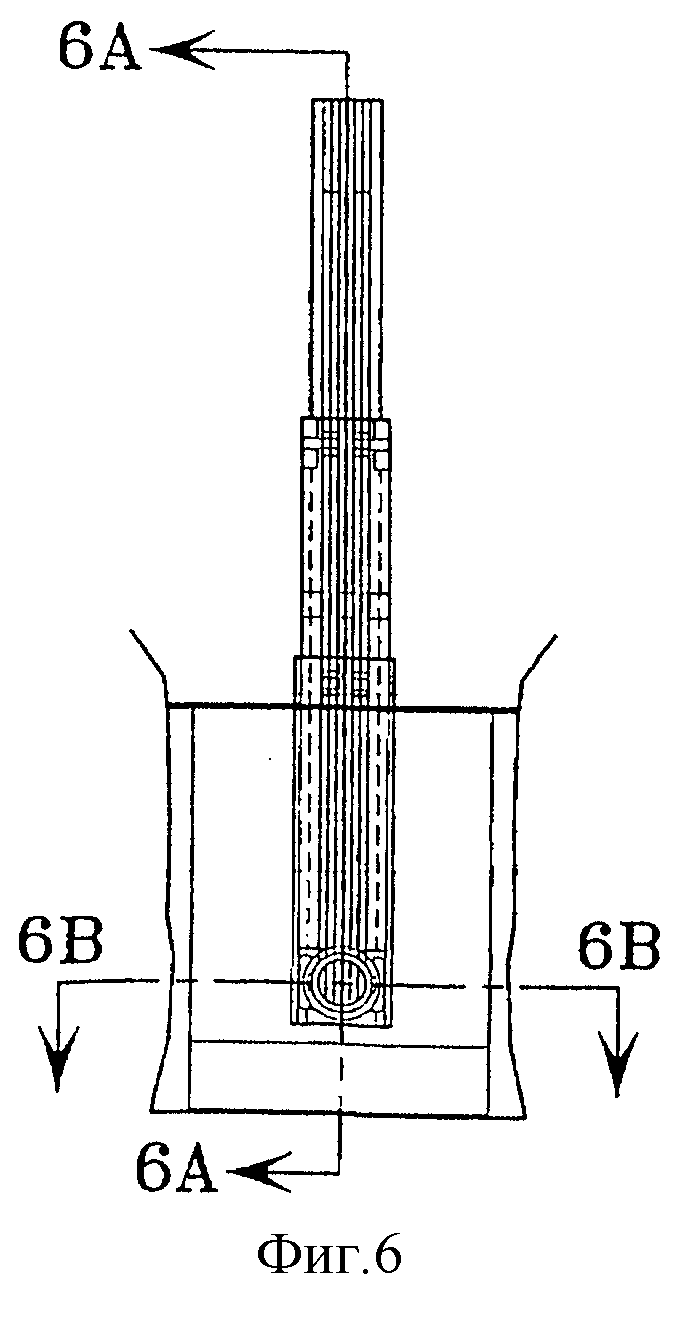
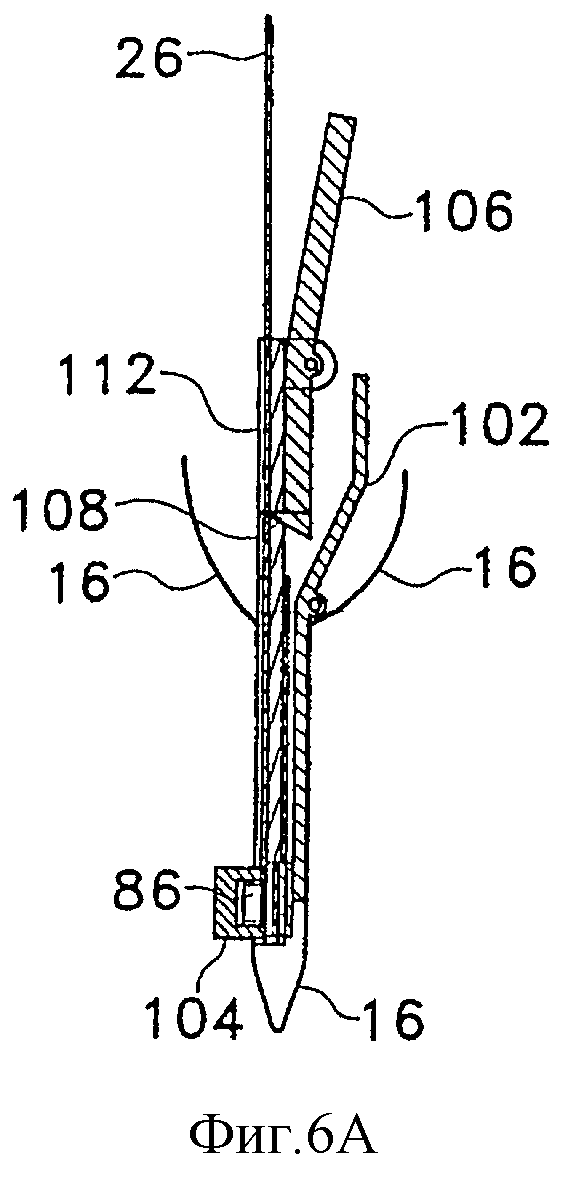
Затем полотно материала 16 для изготовления мешочков перемещается к узлу 100 крепления устройства для выливания. Здесь устройства 26 для выливания подаются вдоль направляющей 112 между сложенным материалом 16 для изготовления мешочков и крепятся на место тепловой сваркой. В примере каждое устройство 26 для выливания приваривается к вставке 86, как показано на ФИГУРЕ 6. Устройство 26 для выливания направляется между сварочным устройством 102 и упором 104. Упор 104 имеет такую форму, чтобы охватывать внешнюю часть вставки 86. На ФИГУРЕ 6 также показан резак 106. Резак 106 используется для отрезания устройства 26 для выливания для каждого мешочка (и может отрезать с передней или задней стороны). Лезвие 108 резака 106 отрезает с прижимом к направляющему механизму 112 или другому упору. Вакуумные разделители, как те, которые упоминались ранее, или направляющие могут использоваться для расширения пространства между сложенными сторонами материала для изготовления мешочков для облегчения операций различных узлов, таких, как узлы 84 и 100.
Следует понимать, что крепление устройства 26 для выливания к вставке 86 приведено только в качестве примера, и нет ограничений для того, чтобы устройство 26 для выливания могло крепиться непосредственно к материалу 16 для изготовления мешочков в одном или нескольких местах с помощью тепловой сварки, а также могло крепиться к материалу 16 для изготовления мешочков отдельно или в комбинации с креплением к вставке 86, или могло вшиваться в верхний шов (вместе с другими элементами или без них). Кроме того, режущий механизм, показанный на ФИГУРЕ 6, приведен только в качестве примера, и любой режущий механизм (или предварительно изготовленные отдельные устройства для выливания для каждого мешочка) могут применяться, не выходя за рамки объема данного изобретения. После крепления вставки 86 и устройства 26 для выливания мешочек подается к узлу 68 тепловой сварки и наполняется, отрезается и обрабатывается, как описано выше в связи с ФИГУРОЙ 3 и другими частями описания.
Следует понимать, что тот подход, который изложен в отношении крепления вставки 86, приведен только в качестве примера, и другой подход может использоваться, не выходя за рамки объема данного изобретения. В частности, следующие патенты США дают примеры конкретных способов крепления вставки к полотну пленки (хотя могут использоваться и другие подходы), которые использованы здесь в качестве ссылок: патент США US 5,203,819 с названием «Устройство для крепления вставки к полотну пленки»; патент США US 4,779,397 с названием «Устройство и способ для крепления вставки к полотну пленки»; патент США US 4,512,136 с названием «Способы крепления вставки в горизонтальных машинах для формирования, наполнения и укупорки»; патент США US 4,718,215 с названием «Устройство и способ для крепления вставок к гибким контейнерам»; патент США US 4,246,062 с названием «Устройство для крепления вставки к пакету» и патент США US 4,695,337 с названием «Устройство и способ для крепления вставки к полотну пленки». Эти примеры относятся как к горизонтальному устройству для формирования, наполнения и укупорки, рассмотренному здесь, так и к вертикальному устройству для формирования, наполнения и укупорки, которое рассматривается далее.
Кроме того, конкретный пример вставки 86, показанный на ФИГУРЕ 3, является только примером, и другие вставки могут также использоваться. Собственно, на протяжении всего этого описания термин «вставка» используется для описания любого устройства, которое позволяет или облегчает извлечение продукта наружу из гибкого мешочка. Например, вставки могут быть носиками для выливания, клапанами, отверстиями, основаниями, как описано в связи с ФИГУРОЙ 1, позволяющими соединяться с ними внешним протыкающим механизмам для доступа к содержимому, а также одиночные или множественные части и другие приспособления. Пример вставки, включающей клапан, которая пригодна для использования в производстве сиропов для питья, описывается в патенте US 5,477,883, названном «Самозакрывающийся клапан для мешочка», который используется в данном описании в качестве ссылки. В данном изобретении такая вставка и клапан могли бы изготовляться (хотя в них нет необходимости) без необходимости делать их съемными (что требуется, когда мешочек наполняется через вставку), потому что в настоящем изобретении мешочек не наполняется через вставку. В контексте данного изобретения, если использующаяся вставка включает съемный клапан или какую-либо другую съемную часть (такую, как крышка и т.п.), съемная часть может быть на месте, когда к мешочку крепится вставка, или другой этап может быть добавлен для соединения съемной части с укрепленной вставкой.
Следует также заметить, что при использовании горизонтального устройства, описанного выше, преимущественно, чтобы стенки мешочка формировались сложением одного листа материала для изготовления мешочков. Однако в рамках данного изобретения возможно, чтобы два листа складывались вместе и сваривались.
Как рассматривалось выше в связи с вставкой 20, эффективность устройства 26 для выливания существенно повышается с вставкой 86 (или любой вставкой) благодаря каналам для выливания продукта и предотвращению перекрывания потока через вставку стенками мешочка в процессе выливания.
Следует также сказать, что проходные вставки, как те, которые рассматривались в связи с ФИГУРОЙ 4, могут комбинироваться с устройствами для выливания до их крепления к материалу для изготовления мешочков (например, подобно тому подходу, который показан на ФИГУРЕ 3). В таком случае должен использоваться узел, подобный узлу 100. Внутренние вставки, как рассмотренные ранее вставки 20, могут крепиться отдельно от устройств для выливания.
На ФИГУРЕ 7 показана блок-схема одного из примеров способа в соответствии с данным изобретением. Как видно из ФИГУРЫ 7, блок 120 включает крепление устройства для выливания к материалу для изготовления мешочков непосредственно или опосредованно (например, к вставке, к мешочку, вшивается в боковой или верхний шов, или используется любая комбинация этих способов, и т.п.). Оно может крепиться до или после того, как материал для изготовления мешочков складывается или мешочек частично формируется другим способом. Блок 122 соответствует формированию боковых швов. Блок 124 включает наполнение через открытый верх частично сформированного мешочка. Затем в блоке 126 заваривается верх мешочка, завершая процесс наполнения мешочка порцией продукта. Мешочек готов к отрезанию и дальнейшей обработке, связанной с доставкой. В большинстве случаев по данному изобретению используется вставка, но в широком смысле данное изобретение включает просто крепление устройства для выливания в процессе формирования и наполнения гибкого пакета вне зависимости от того, используется также вставка или нет.
На ФИГУРЕ 8 иллюстрируется другой пример данного изобретения, в котором вставка крепится к полотну материала для изготовления мешочков на стадии блока 130. В блоке 132 крепится устройство для выливания. Крепление может осуществляться к самому материалу для изготовления мешочков, к вставке, к материалу и вставке, в швы, или с использованием комбинаций этих способов, и т.п. В блоке 134 формируются боковые швы. Затем в блоке 136 продуктом наполняется частично сформированный мешочек. В блоке 138 заваривается верх мешочка, и мешочек готов к отрезанию и дальнейшей обработке, связанной с доставкой.
Хотя в данном изобретение рассматривается возможность крепления устройства для выливания в любом месте внутри мешочка, преимущественно, чтобы устройство для выливания располагалось таким образом, чтобы оно было относительно близко к вставке, через которую будет осуществляться доступ к продукту. Такое близкое положение помогает исключить ситуацию, при которой материал для изготовления мешочков заткнет вставку, через которую осуществляется доступ к продукту при выливании из мешочка.
На ФИГУРЕ 9 рассматривается другой пример способа в соответствии с настоящим изобретением. Как показано на ФИГУРЕ 9, вставка и устройство для выливания комбинируются в блоке 140. В блоке 142 комбинированные вставка и устройство для выливания крепятся к полотну материала для изготовления мешочков. Крепление может осуществляться как до, так и после складывания материала для изготовления мешочков или мешочек частично сформирован. На стадии 144 формируются боковые швы, и в блоке 146 продукт наполняется через открытый верх частично сформированного мешочка. На этапе 148 заваривается верх, и мешочек готов к отрезанию и дальнейшей обработке, связанной с доставкой.
На ФИГУРЕ 10 показан еще один пример настоящего изобретения, в котором вставки и устройства для выливания крепятся к мешочку на вертикальной машине по формированию, наполнению и укупорке. Как следует из ФИГУРЫ 10, с рулона 200 в вертикальную машину по формированию, наполнению и укупорке подается материал 202 для изготовления мешочков. Материал 202 для изготовления мешочков формируется (с помощью, например, буртика и направляющей) в существенно трубную заготовку (слово «трубная» используется для указания на образующуюся форму, имеющую открытый верх и открытый низ, но не обязательно имеющую круглое или овальное поперечное сечение). В действительности может использоваться форма с любым поперечным сечением. Для укупорки трубной формы используется тепловое сварочное устройство 204, которое заваривает материал 202 для изготовления мешочков около или непосредственно на концах 206 и 208 после наложения сторон друг на друга, при котором создается частично сформированный мешочек с открытым верхом и низом. Наполнитель 210 используется для наполнения продукта в мешочки. Продукт наполняется после того, как выполняется нижний шов с помощью теплового сварочного устройства 212. Тепловое сварочное устройство 212 используется также для создания верхнего шва наполненного мешочка. Роликовые направляющие 213 поддерживают и сохраняют требующуюся форму мешочков во время наполнения и сваривания верха, вытесняя большую часть воздуха из мешочка перед его сваркой. (Направляющие, подобные этим, могут также использоваться для сварки верха в примерах с горизонтальным расположением). Мешочки отрезаются для дальнейшей поставки с помощью резака 215. Вставки 214 подаются по направляющей 216 в трубчатую форму, а устройства 220 для выливания поставляются с рулона 218.
Как рассматривалось в связи с горизонтальными машинами для формирования, наполнения и укупорки, вставки 214 и устройства 220 для выливания могут комбинироваться и крепиться к материалу 202 для изготовления мешочков вместе или они могут крепиться отдельно. Кроме того, они могут крепиться до или после того, как материал для изготовления мешочков сформирован в «трубку» и до или после того, как сделаны какие-то швы. С вертикальными машинами для формирования, наполнения и укупорки могут использоваться любые типы вставок, включая внутренние вставки, такие, как вставки 20, или проходные вставки, как вставки 86, рассмотренные выше. Устройства для крепления, подобные тем, которые рассматривались выше в связи с другими примерами (такие, как устройства, рассматривавшиеся выше в связи с ФИГУРАМИ 1-6), могут также использоваться с вертикальными машинами. В том примере, который показан на ФИГУРЕ 10, используется предварительное комбинирование, подобное тому, которое рассматривалось в связи с ФИГУРОЙ 1, где тепловое сварочное устройство 32 комбинирует устройства 220 для выливания с вставками 214. Резак 38 отрезает устройство для выливания, а тепловое сварочное устройство 34 крепит комбинацию к материалу 206 для изготовления мешочков, прижимая к упору. Готовые мешочки 224 показаны на ФИГУРЕ 10.
На ФИГУРАХ 11-13 приведены примеры способов в соответствии с данным изобретением, которые наиболее пригодны для вертикальных машин для формирования, наполнения и укупорки. На ФИГУРЕ 11 «трубка» из материала для изготовления мешочков формируется в блоке 230. В блоке 232 устройство для выливания крепится (непосредственно или опосредованно) к материалу для изготовления мешочков. В блоке 234 создается нижний шов, формируя мешочек с заваренным низом трубчатой формы и с открытым верхом. В блоке 236 продукт наполняется в этот частично сформированный мешочек, и в блоке 238 заваривается его верх. В примере сварка верха проводится после продвижения наполненного частично сформированного мешочка таким образом, что верх наполненного мешочка сваривается в то же самое время и тем же механизмом, как и сварка шва у дна следующего готовящегося к наполнению мешочка. На этапе 238 мешочек отрезается и направляется на дальнейшую обработку, связанную с доставкой. В большинстве случаев по данному изобретению используется вставка, но в широком смысле данное изобретение включает просто крепление устройства для выливания в процессе формирования и наполнения гибкого пакета вне зависимости от того, используется также вставка или нет.
На ФИГУРЕ 12 показан другой пример настоящего изобретения, в котором в блоке 240 формируется трубка из материала для изготовления мешочков для создания частично сформированного мешочка. В блоке 242 вставка крепится к материалу для изготовления мешочков. В блоке 244 устройство для выливания крепится к материалу для изготовления мешочков (непосредственно или опосредованно), например, путем крепления его к вставке, к материалу для изготовления мешочков или к тому и другому. В блоке 246 выполняется нижний шов, завершая создание частично сформированного мешочка, готового к наполнению. В блоке 248 продукт наполняется в частично сформированный мешочек, который затем продвигается для сварки верха в блоке 250. Как рассматривалось выше, узел сварки верха может быть тем же самым, как и узел сварки низа, использующегося на стадии 246, хотя это не обязательно. После сварки верха мешочек отделяется для отправки.
На ФИГУРЕ 13 показан другой пример настоящего изобретения, в котором в блоке 260 формируется трубка из материала для изготовления мешочков. В блоке 262 комбинированные вставка и устройство для выливания крепятся к материалу для изготовления мешочков. В этом примере комбинированные вставка и устройство для выливания комбинируются предварительно (той же машиной, которая используется для формирования и наполнения мешочков или другой). В блоке 264 выполняется нижний шов, создавая частично сформированный мешочек, готовый к наполнению, и он наполняется в блоке 266. После наполнения в блоке 266 выполняется верхний шов в блоке 268, и затем мешочек отрезается и готовится к отправке.
На ФИГУРЕ 14 показан другой пример настоящего изобретения, в котором в блоке 270 устройство для выливания вшивается в нижний шов. Затем в блоке 272 частично сформированный мешочек наполняется и продвигается так, чтобы можно было провести сварку верха в блоке 274. Также в этом блоке 274 устройство для выливания вшивается в верхний шов и отрезается. Таким образом, в этом примере не требуется отдельный механизм для крепления устройства для выливания к вставке или материалу для изготовления мешочков, хотя при желании в комбинации с этим способом можно выполнить такое крепление. Кроме того, как рассматривалось выше, преимущественно, чтобы устройство для выливания располагалось вблизи вставки, чтобы обеспечить более высокую эффективность выливания. Нужно также указать, что, как рассматривалось выше, сшивание верха и низа может выполняться тем же узлом с теми же физически устройствами, так, что сварка низа мешочка выполняется вместе со сваркой верха другого мешочка и отрезанием устройства для выливания. Однако во всех примерах эти операции могут выполняться отдельно или вместе. Способ по ФИГУРЕ 14 может осуществляться в горизонтальной системе, когда устройство для выливания вшивается в один из боковых швов или в оба боковых шва, или оно вшивается в верхний шов.
На ФИГУРЕ 15 показан еще один способ по данному изобретению, в котором устройство для выливания вставляется в частично сформированный мешочек в блоке 280. В блоке 282 устройство для выливания крепится каким-то путем, непосредственно или опосредованно, к частично сформированному мешочку. В блоке 284 частично сформированный мешочек наполняется продуктом и затем укупоривается в блоке 286. Затем укупоренный мешочек готов к отрезанию и поставке.
При рассмотрении способов по данному изобретению следует понимать, что порядок операций может быть изменен там, где это возможно, не выходя за рамки объема данного изобретения. Например, в примерах с вертикальной системой вставки и устройства для выливания могут крепиться к материалу для изготовления мешочков до того, как сформирована «трубчатая» форма или после ее формирования, а также до или после формирования каких-то швов (например, нижнего шва). Подобно этому в примерах с горизонтальной системой такое крепление может производиться до или после складывания (или подобной операции), и до или после того, как выполнены какие-то швы (например, боковые швы). Необходимо также понимать, что любой тип вставки может использоваться в каждом примере, включая внутренний тип вставок или проходной тип вставок.
Приведенные рассмотрения являются только иллюстрирующими примерами, и признаки и преимущества каждого примера могут заменять или добавлять признаки и преимущества других примеров. В целом, хотя данное изобретение было детально описано, следует понимать, что могут быть сделаны различные изменения, замены, дополнения и модификации, не выходя за рамки объема данного изобретения, который определяется следующей формулой изобретения.













Изобретение относится к технологии изготовления гибких упаковок и обеспечивает повышение эффективности процесса наполнения и опорожнения упаковочных мешочков. В гибкой упаковке предусмотрено устройство для выливания и вставка, которые крепятся к листу гибкого материала. Лист гибкого материала формируется в пакет, который наполняется и укупоривается. 2 н. и 40 з.п. ф-лы, 19 ил.
| СИСТЕМА ДЛЯ ФОРМИРОВАНИЯ, ЗАПОЛНЕНИЯ И ЗАПЕЧАТЫВАНИЯ ГИБКИХ ПАКЕТОВ | 1997 |
|
RU2224696C2 |
| US 4998990 A, 12.03.1991 | |||
| US4601410 A, 22.07.1986 | |||
| US 4718215 A, 12.01.1988 | |||
| US 4512136 A, 23.04.1985. | |||

