Область изобретения
Изобретение относится к системе для формирования, заполнения и запечатывания емкостей из гибких пластичных материалов, в частности стерилизуемых пакетов, содержащих растворы для инъекций, некоторых типов вливаний, включающей по меньшей мере следующие операции:
подачи из по меньшей мере одного рулона В пластичного и гибкого материала в форме пленки F, предпочтительно многослойной, которая формирует пакет;
печатания материала, вытягиваемого из рулона;
наматывания указанного отпечатанного материала FSI;
мойки отпечатанного материала;
наложения и загибания указанной отпечатанной и вымытой пленки FSTL;
сварки сложенной пленки в первом направлении;
подачи и установки клапанов на поверхность сложенной и сваренной пленки;
выполнения второй сварки во втором направлении;
охлаждения и резки пакетов для отправки их на выполнение операции накладки друг на друга и стерилизации.
Описание известного уровня техники
Существует множество систем для производства гибких емкостей и заполнения их жидкостями, материал из трех листовых слоев, особый тип клапана и очень характерная система "формирования и заполнения". Однако только патент США 4456813 (соответствующий европейскому патенту 142758) заявителя описал первую эффективную, по существу автоматическую систему для промышленного производства пакетов с клапанами, содержащую операции, изложенные во введении этого описания и в преамбуле п.1 формулы изобретения. Эта система, в течение некоторого времени, позволяла решать крупные производственные задачи; тем не менее при всех ее преимуществах, она продемонстрировала некоторые ограничения и недостатки.
Например, требования настоящего времени и ужесточенные требования органов здравоохранения призывают к применению нескольких дополнительных средств, таких как средства для подвески пакета, для крепления сложных клапанов последнего поколения, одиночных или двойных (двойной клапан) (например, типа, названного VEM или EMO-LUER). Эти и другие клапаны могут иметь труднодоступные зоны, например выемки, которые могут требовать крайне продолжительных периодов стерилизации для получения надежной стерилизации, в сравнении с периодами времени, необходимыми для стерилизации пакета: если, например, последняя может производиться удовлетворительно примерно за 10 минут в автоклаве при 120oС, стерилизация клапанов требует значительно больших периодов времени, которые недопустимы с производственной точки зрения. Фактически, вода могла бы достигать выемок благодаря проницаемости стенки пакета, к которой приварен клапан, или благодаря наружным поверхностям самого клапана. Если объем выекки мал, риск мал, но если объем велик, риск непомерно высок.
В дополнение к длительным периодам времени всегда будет возникать неуверенность в эффективности обработки. Кроме того, в обычной системе существовали некоторые трудности санитарной обработки различных механизмов, например механизма дозирования. Для дозирования количества раствора для заполнения пакета требовалось время, которое определенно не было коротким, и не обеспечивалась адекватная точность.
Краткое описание изобретения
Техническим результатом настоящего изобретения является создание способа и устройства для формирования, заполнения и запайки гибкой емкости из пластичного материала, не имеющих вышеуказанных недостатков и обеспечивающих высокую производительность, надежность, гигиеническую безопасность и максимальную точность и использующих более производительные, менее дорогие и более компактные обрабатывающие средства.
Этот технический результат достигается тем, что способ формирования, заполнения и запайки гибкой емкости из пластичного материала содержит следующие операции:
печать на пленке, сматываемой с подающего рулона;
сухая очистка отпечатанной пленки направлением потока воздуха поперечно относительно поверхностей пленки и удалением с этих поверхностей частиц вместе с воздухом наружу через сопло без касания пленки во время ее сухой очистки;
складывание пленки;
продольная сварка сложенной пленки горячим бруском с получением пакета;
стерилизация выемки клапана посредством увлажнения этой выемки без воздействия на выемку ультрафиолетовым излучением;
приваривание клапана к пленке с применением алгоритма управления для регулирования скорости перемещения и положения сварочной головки при перемещении сварочной головки к сварочной наковальне;
придание формы пакету с использованием горячих инструментов, управляемых при помощи алгоритма;
дозирование и подача заполняющей жидкости внутрь пакета.
При продольной сварке горячим бруском можно получать вертикальный спай.
Выемки клапана можно подвергнуть увлажнению снаружи относительно пакета и при отсутствии контакта с заполняющим раствором при помощи средства для дозирования жидкости в зависимости от объема выемки.
Операцию увлажнения можно осуществить при помощи устройства для увлажнения, расположенного после вибратора, применяемого в связи с выполнением операции подачи клапанов для приваривания их к пакету, и используют устройство для регулирования увлажнения, расположенного после устройства для увлажнения и предназначенного для регулирования увлажнения выемок клапана.
Жидкость, используемую для увлажнения, можно выбрать из группы жидкостей, включающей в свой состав дистиллированную воду, физиологические растворы и перекись водорода.
Увлажнение можно выполнить посредством устройства для увлажнения, содержащего источник стерильной жидкости, дозирующий клапан, средство для поддерживания установленного режима истечения жидкости и форсунку, перемещаемую поршнем, управляемым датчиком, и содержащую ланцет для внедрения в выемки клапана, выпускаемую стерильную жидкость обнаруживают, применяя схему с электрической мостиковой связью.
В качестве жидкости для увлажнения можно использовать перекись водорода, которую применяют для дальнейшего проведения санитарной обработки и определения электропроводности в выемках.
Для печати на пленке, сматываемой с подающего рулона, можно использовать горячее печатающее устройство, пигментную пленку и клише, печатающее на пленке, сматываемой с подающего рулона.
Сухую очистку пленки можно производить очищенным воздухом.
Способ может дополнительно содержать операцию приваривания к пакету кольца для его подвешивания.
Способ может дополнительно содержать операцию формирования в пакете отверстия для его подвешивания.
Способ может дополнительно содержать операцию накопления пленки перед складыванием пленки.
Для дозирования заполняющей жидкости можно использовать пост, содержащий впускную часть, имеющую вспомогательный регулировочный клапан, клапан постоянного давления и лопастной расходомер, регулирующий с использованием эффекта Холла процесс дозирования заполняющей жидкости.
Способ может дополнительно содержать операцию промывки части пленки заполняющей жидкостью перед свариванием пакета в продольном направлении.
Способ может дополнительно содержать операцию поперечной сварки с формированием при этом пакета.
Операция сухой очистки может дополнительно содержать подвешивание отпечатанной пленки между камерами подвода воздуха.
Операция сухой очистки может дополнительно содержать подвод воздуха к отпечатанной пленке через первое сопло и удаление воздуха от отпечатанной пленки через другие сопла перед первым соплом и после него в процессе перемещения пленки в направлении своего перемещения.
Можно дополнительно выполнять операцию измерения электропроводности в выемке клапана, и операция стерилизации выемки клапана посредством увлажнения этой выемки дополнительно содержит регулирование процесса увлажнения выемки клапана в зависимости от результатов измерения электропроводности в выемке клапана.
Приваривание клапана можно осуществлять при помощи датчика положения, цилиндра, салазок, сонотрода и пьезоэлектрического датчика.
Поперечную сварку можно осуществлять при помощи подвижных брусков, нагреваемых электрическими сопротивлениями с высокой отдачей, имеющими множество точек для регулирования температуры, а охлаждение производят при помощи подвижных холодных брусков, которые охлаждают сварной шов.
Холодные бруски могут содержать средства для отрезания и отделения пакетов.
Указанный технический результат достигается также и тем, что способ формирования, заполнения и запайки гибкой емкости из пластичного материала содержит следующие операции:
печать на пленке, сматываемой с подающего рулона;
сухая очистка отпечатанной пленки направлением потока воздуха поперечно относительно поверхностей пленки и удалением с этих поверхностей частиц вместе с воздухом наружу через сопло без касания пленки во время ее сухой очистки;
накопление пленки;
складывание пленки;
промывка пленки заполняющей жидкостью;
продольная сварка и поперечная сварка сложенной пленки горячим бруском с получением при этом пакета;
стерилизация выемки клапана посредством увлажнения этой выемки без воздействия на выемку ультрафиолетовым излучением;
приваривание клапана к пленке с применением алгоритма управления для регулирования скорости перемещения и положения сварочной головки при перемещении сварочной головки к сварочной наковальне;
придание формы пакету с использованием горячих инструментов, управляемых при помощи алгоритма;
формирование в пакете отверстия для его подвешивания;
дозирование и подача заполняющей жидкости внутрь пакета.
Указанный технический результат достигается также и тем, что способ формирования, заполнения и запайки гибкой емкости из пластичного материала включает следующие операции:
подача гибкой пленки;
подвешивание гибкой пленки в посте очистки;
сухая очистка подвешенной гибкой пленки посредством обдувания ее газом, подаваемым по направлению к поверхности подвешенной гибкой пленки с удалением частиц с этой поверхности и последующим отводом воздуха вместе с уносимыми им частицами наружу от гибкой пленки через сопло;
формирование емкости из этой гибкой пленки;
заполнение емкости соответствующим веществом;
накопление пленки;
складывание пленки;
промывка пленки заполняющей жидкостью;
продольная сварка и поперечная сварка сложенной пленки горячим бруском с получением при этом пакета;
стерилизация выемки клапана посредством увлажнения этой выемки без воздействия на выемку ультрафиолетовым излучением;
приваривание клапана к пленке с применением алгоритма управления для регулирования скорости перемещения и положения сварочной головки при перемещении сварочной головки к сварочной наковальне;
придание формы пакету с использованием горячих инструментов, управляемых при помощи алгоритма;
формирование в пакете отверстия для его подвешивания;
дозирование и подача заполняющей жидкости внутрь пакета.
Операция сухой очистки может дополнительно содержать пропускание подвешенной пленки между по меньшей мере двумя воздушными соплами.
Операция сухой очистки может дополнительно содержать подвод газа к поверхности пленки через первое сопло и удаление газа от поверхности пленки через другие сопла перед первым соплом и после него в процессе перемещения пленки в направлении своего движения.
Способ может дополнительно содержать операцию стерилизации по меньшей мере части емкости после операции сухой очистки.
Указанный технический результат достигается и тем, что
способ формирования, заполнения и запайки гибкой емкости из пластичного материала включает следующие операции:
подача гибкой пленки;
формирование емкости из этой гибкой пленки,
стерилизация по меньшей мере части данной емкости посредством увлажнения;
регулирование влажности по результатам измерения электропроводности в стерилизуемой части емкости;
заполнение емкости соответствующей жидкостью;
запайка заполненной емкости.
Операция стерилизации может дополнительно содержать стерилизацию выемки клапана посредством увлажнения этой выемки без воздействия на выемку ультрафиолетовым излучением.
Операция стерилизации может дополнительно содержать увлажнение жидкостью, выбираемой из группы, включающей в свой состав дистиллированную воду, физиологические растворы и перекись водорода.
Операция стерилизации может дополнительно содержать операцию стерилизации выемки клапана посредством введения форсунки внутрь выемки клапана и выпускания стерильной увлажняющей жидкости через форсунку внутрь выемки клапана.
Указанный технический результат достигается тем, что устройство для формирования, заполнения и запайки гибкой емкости из пластичного материла с использованием гибкой пленки содержит последовательно расположенные пост подачи гибкой пленки, пост сухой очистки пленки, имеющий средство для подвода воздуха и средство для удаления воздуха, пост формирования емкости из этой пленки, пост заполнения емкости и пост запайки емкости.
Средство для подвода воздуха содержит воздухоподающие сопла для обеспечения подвода воздуха для очистки гибкой пленки к противоположным сторонам этой пленки.
Средство для удаления воздуха содержит воздухоудаляющие сопла для обеспечения удаления использованного для очистки пленки воздуха от противоположных сторон этой гибкой пленки.
Средство для удаления воздуха дополнительно содержит воздухоудаляющие сопла, расположенные в направлении потока перед воздушным соплом средства для подвода воздуха и после воздухоподающего сопла с каждой стороны гибкой пленки.
Различные аспекты и преимущества настоящего изобретения будут лучше понятны из следующего описания вариантов выполнения изобретения (которые носят иллюстративный и не ограничивающий характер), показанных на прилагаемых чертежах, на которых:
фиг.1 изображает блок-схему осуществления способа на основе системы;
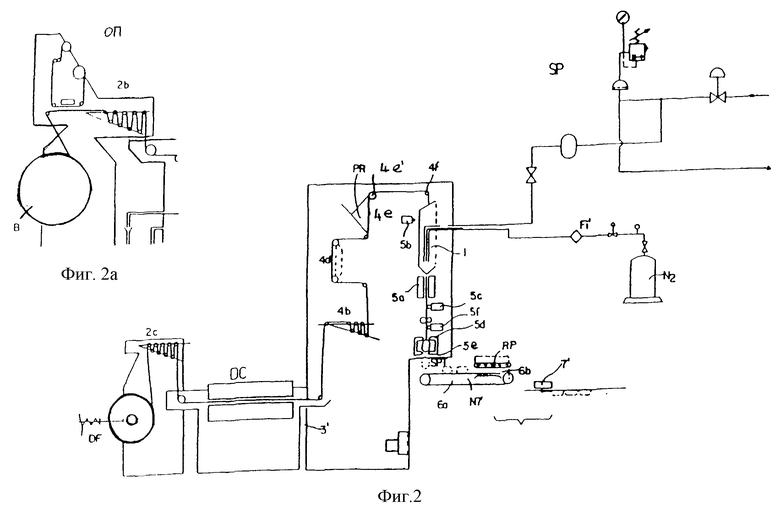
фиг.2 изображает вид в плоскости первой кинематической схемы осуществления способа, показанного на фиг.1;
фиг.2А изображает увеличенный вид варианта выполнения части фиг.2;
фиг.2В и 2С изображают два частичных схематических аксонометрических вида средства сухой очистки;
фиг. 3 изображает схематический и частичный аксонометрический вид, демонстрирующий предпочтительное расположение операций и средств для осуществления способа, показанного на фиг.1;
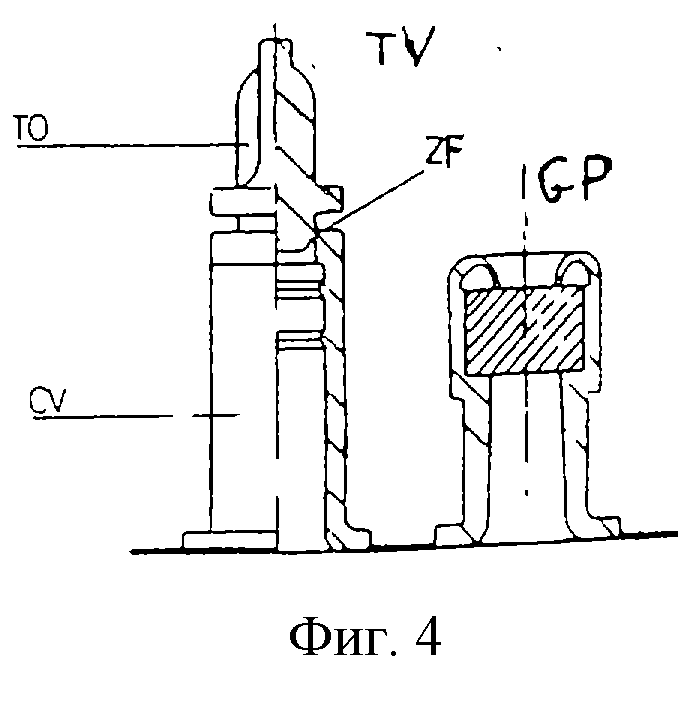
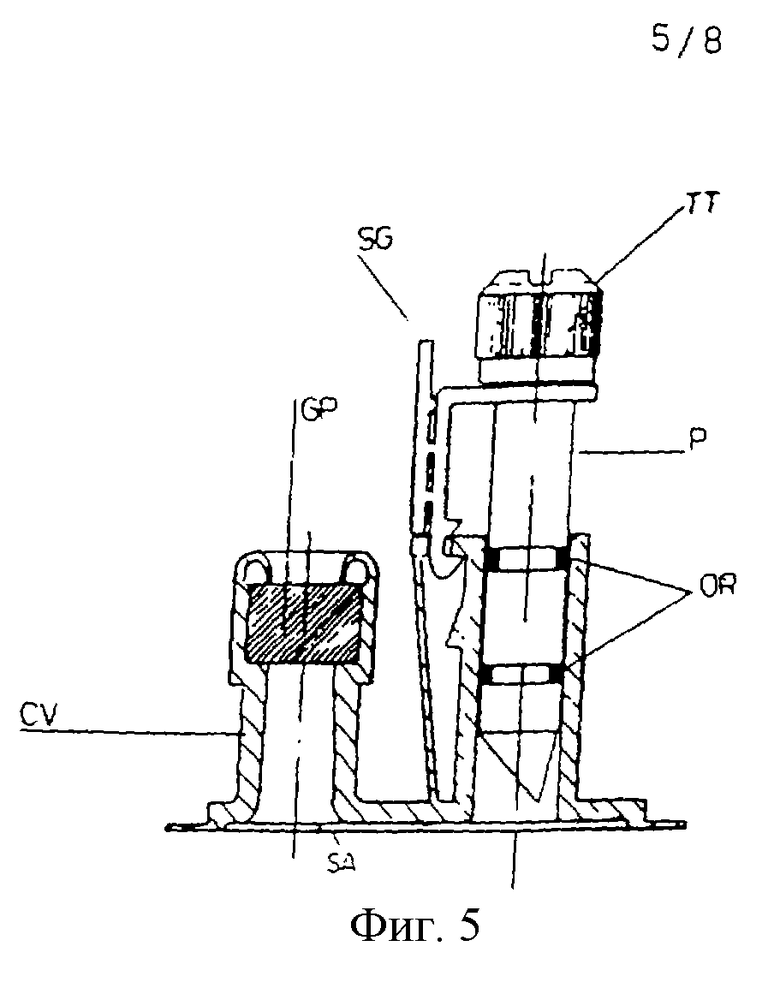
фиг. 4 и 5 изображают два вида спереди двух клапанов с частичным сечением;
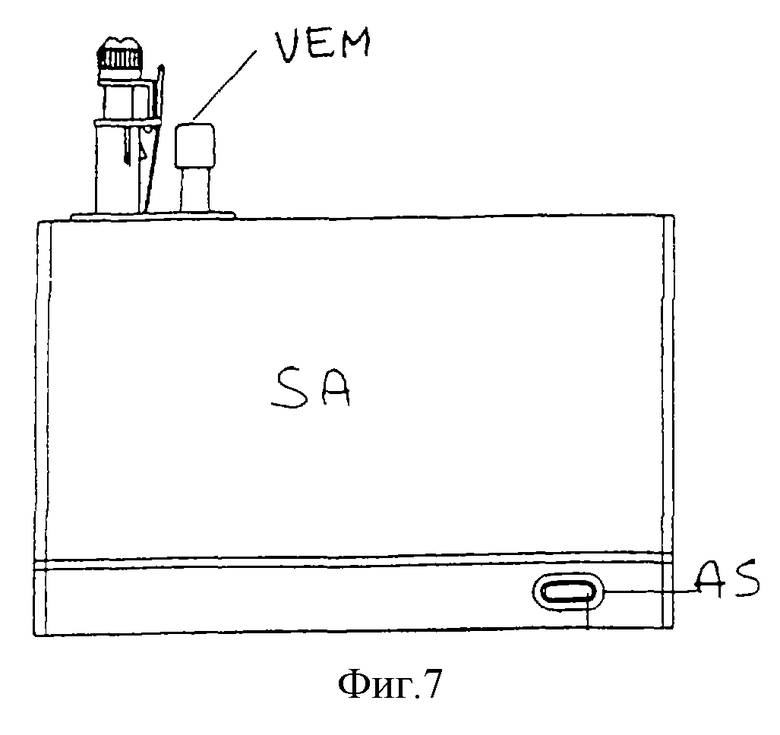
фиг. 6 и 7 изображают схематические виды сверху пакетов с клапанами, показанными на фиг.4 и 5, и с кольцом в отверстии для подвешивания;
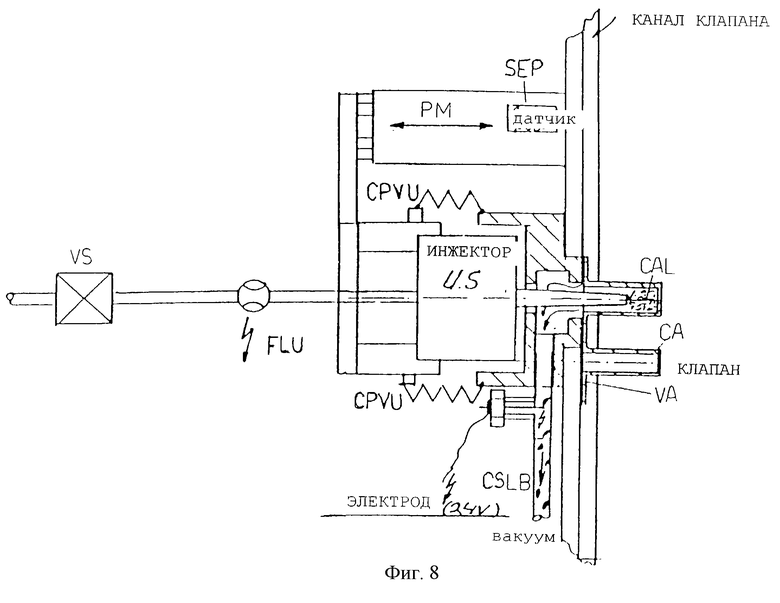
фиг. 8 изображает вид с частичным сечением средства для увлажнения клапанов пакетов;
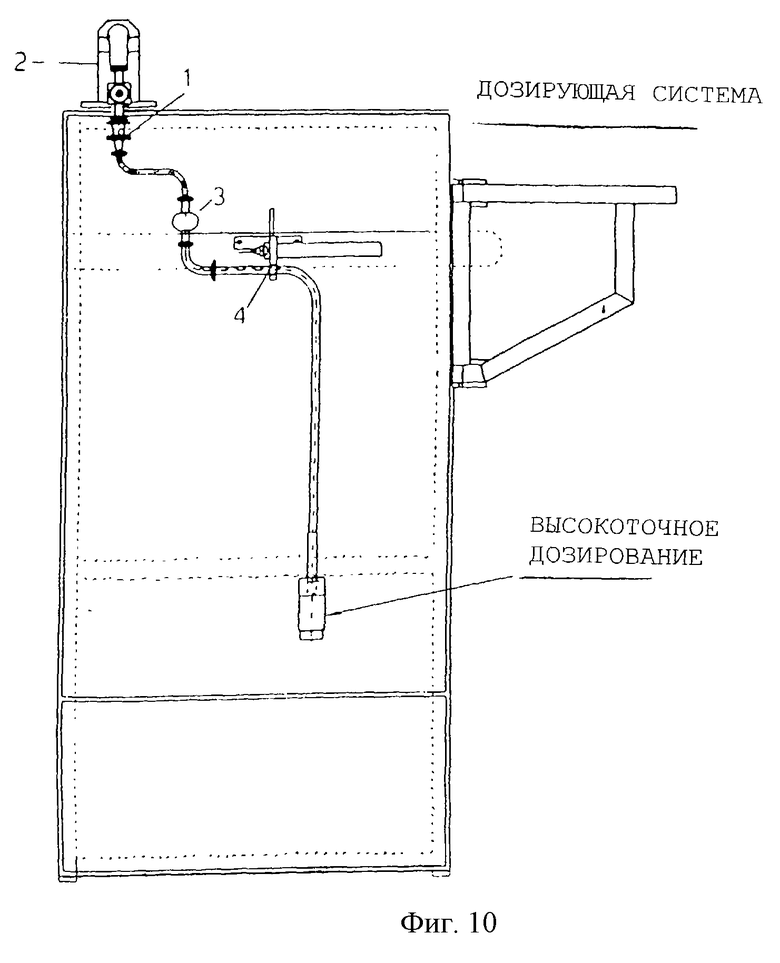
фиг.9 изображает схему средства для высокоточного дозирования жидкости;
фиг. 10 изображает схематический вид сбоку заполняющей части исполнительного устройства, включающей дозирующее средство, показанное на фиг.9;
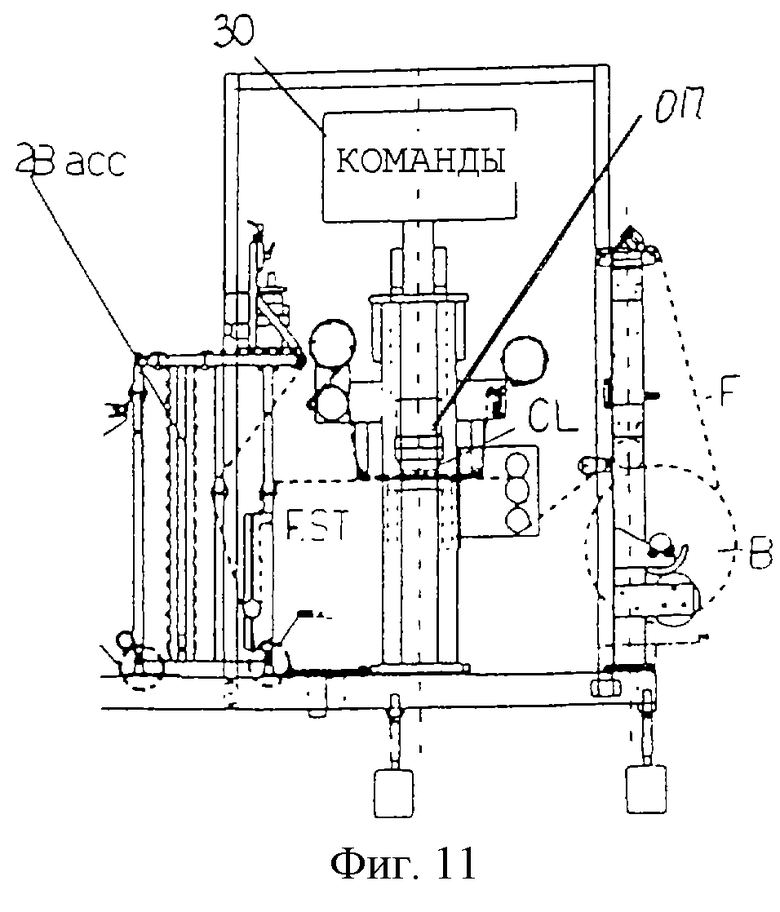
фиг.11 изображает общий вид сбоку поста печати;
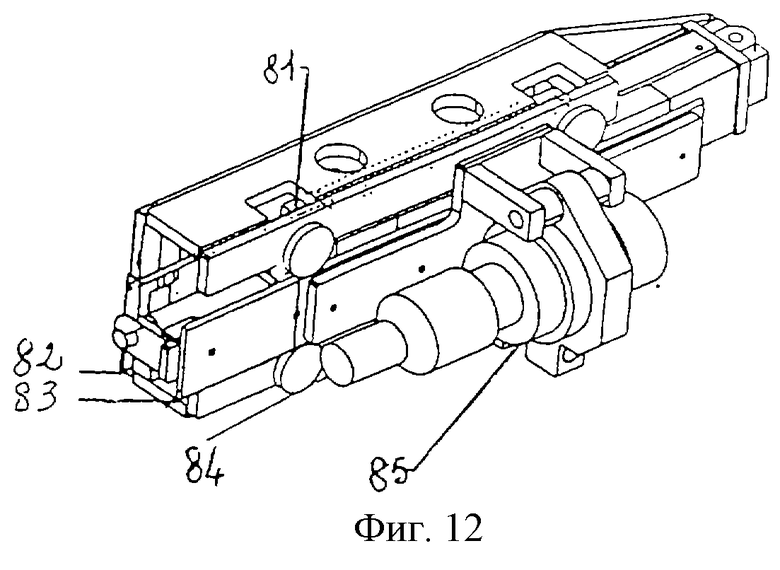
фиг.12 изображает аксонометрический вид поста приваривания клапанов;
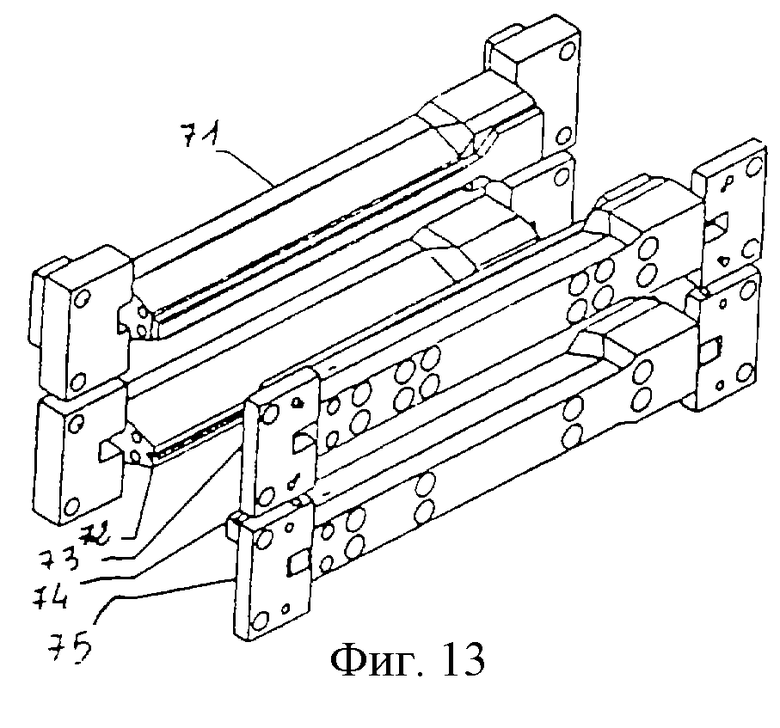
фиг.13 изображает аксонометрический вид блока конечной сварки и формования.
Описание предпочтительных вариантов осуществления изобретения
Как показано на фиг.1 и 2, система, согласно изобретению, по существу представлена по меньшей мере пятью постами, каждый из которых выполняет одну или более обработок.
В частности, блок 1 демонстрирует этап, соответственно представляющий пост снабжения для подачи пленки F от рулона В; прерывистые прямоугольники демонстрируют возможность помещения в пост 1 параллельно первому рулону В по меньшей мере второго рулона В', имеющего такую же ширину, как и он, или рулона В'', имеющего ширину, составляющую n значений ширины В или В'. С разматывающимся рулоном RS связано средство для регулирования натяжения, несущее тормозное средство DF.
Согласно другому аспекту изобретения, блок 2 изображает пост 2а общей печати поточным способом, за которым следует накопление 2b таким образом полностью отпечатанной поточным способом пленки. Пост общей печати теперь включает горячее печатающее устройство, в котором в качестве печатающего средства применен горячий пресс и которое печатает с пигментной пленки на пакет знаки, находящиеся на клише. Пост общей печати предварительно устанавливается для печатания предписания, номера партии и даты ежедневного производства. Кроме того, при помощи меню печати можно установить формат пакета (от 50 см3 до 5000 см3), температуру и скорость и все многочисленные параметры, необходимые для выполнения самой операции печати на пакете.
Блок 3 изображает этап, представляющий моечный пост, который теперь состоит из единой операции сухой мойки, проводимой здесь без контакта с жидкостями и опорами. Одно из предпочтительных моечных средств представлено на фиг. 2В и 2С. Оно сформировано из двух наложенных одна на другую камер 101 и 102 с центральным пазом для отпечатанной пленки FST, которая вывешена и подвержена воздействию потока фильтрованного воздуха AF, поступающего внутрь из трех сопел 103, 104 и 105, причем указанный воздух вытекает наружу через сопла 106, 107 и 108 после того как он проходит над отпечатанной пленкой FST и, следовательно, смывает с нее частицы и примеси, как показано на фиг.2С. В случае использования дополнительных рулонов В, В' и т.д. одинаковой длины или рулона В'' шириной в n раз больше ширины предыдущих рулонов, посты 2 и 3 способны работать одновременно с множеством пленок.
Блок 4 демонстрирует обработку отпечатанной поточным способом и очищенной сухим способом пленки FTSL в ходе всего четырех подопераций: операции 4b накопления FTSL, операции 4d наложения с карданным поворотом, операции 4е складывания и операции 4f подачи.
В системе, соответствующей изобретению, преимущественно, исключена не только операция 4а сушки (благодаря сухой очистке), но также операция 4с стерилизации ультрафиолетовыми лучами UVA, как описано в патенте США 4656813. Как теперь можно видеть, пост значительно более компактен, производителен и надежен. Немногими средствами для выполнения этих операций, таким образом, являются валики 4b, 4d, 4e и 4e' с призмой PR сложения и 4f, при этом были исключены сжимающие валики 4а и ультрафиолетовая пластина 4с, связанная с валиками.
Работа накладывающих валиков 4b, призмы PR сложения между валиками 4e и 4e' и, наконец, подающего валика 4f, взаимодействующего со вторым складывающим валиком 4e', выполняется теперь быстрее и безопаснее (также благодаря тому, что в новом, выполняющим лишь четыре операции посту 4, нет остановок и перерывов в работе). Пост 5 теперь может рассматриваться как "революционизированный" в сравнении с таким постом, соответствующим патенту США 4656813. Фактически, в посту 5, где выполняется формирование пакета путем вертикальной и горизонтальной сварки и установки клапана (клапанов) и колец для подвешивания, теперь обнаруживаются только субпосты продольной (вертикальной) сварки 5а и установки клапана 5b.
Фиг. 4 и 5 изображают две конструкции клапанов типов ЕМО-LUER и "двойной клапан". Они состоят из колпачка Т, сердечника CV клапана, резиновой пробки GP и двух выемок СА1 и СА2. В клапане типа "двойной" ТО обозначает часть, которую удаляют в момент использования продукта, что гарантирует стерильность содержащегося внутри продукта, ZF обозначает зону излома скручиванием. Клапан типа EMO-LUER, показанный на фиг.5, состоит из сердечника EPO-L клапана, резиновой пробки GP, колпачка ТТ, перфоратора Р и гарантийной пломбы SG, которую разрывают в момент использования; OR обозначает уплотнительную прокладку. Эти клапаны сами по себе уже известны, например, из патента США 4467003 заявителя. На фиг. 6 показан пакет SА с клапаном TV типа "двойной клапан" на поперечной оконечности и отверстием для подвешивания на противоположной стенке. На фиг.7 показан пакет SA с клапаном VEM типа EMO-LUER на продольной стороне и с кольцом AS для подвешивания, расположенным на другой продольной стороне.
Что характерно, пост 5 теперь также содержит: вибратор 5b1 для подачи клапанов и, согласно наиболее значительному аспекту изобретения, распыляющее увлажняющее средство 5b2 для выемок клапанов; средство 5b3 для обнаружения и регулирования увлажнения; средство 5с для выполнения отверстия для подвешивания пакета; средство 5f для установки кольца для подвешивания (в дополнение к указанному кольцу или в качестве альтернативы ему), также включающее вибратор 5fl для подачи указанных колец.
Согласно аспекту изобретения, средством приваривания клапана является ультразвуковое средство с управлением без обратной связи положением и скоростью подхода. С этой целью оригинальная система сварки, соответствующая, например, патенту США 4656813, была в значительной степени усовершенствована внесением в нее непрерывного слежения за положением и скоростью сварочной головки 5b ("сонотрод") при ее подходе к сварочной наковальне (представлена пунктиром). Фиг.12 изображает соответственный блок 5b, содержащий датчик 81 положения, цилиндр 82, салазки 83, сонотрод 84 и датчик 85. При помощи алгоритма типа ПИД с шагом, составляющим тысячную долю секунды, была получена оптимизация скорости и ускорения (замедления) встречи сонотрода или наковальни с целью получения возможно плавного (и отсюда надежного) выполнения всей операции сварки.
Согласно другому аспекту изобретения, дозирование заполняющей жидкости RIEM выполняется с очень высокой точностью благодаря посту SP, который по существу автоматический, содержит по меньшей мере электропневматические клапаны 60 и 62, линию 61 подачи и обрабатывающий коммутатор 63. Дозирующий клапан имеет двойной электропневматический привод и обеспечивает работу (открывание или закрывание) дозирующего средства в течение 3-5 тысячных секунды, дающую точность, составляющую ±1 см3 на объем дозы.
В предпочтительном варианте осуществления изобретения средство управляется множеством импульсов, поступающих от лопастного расходомера с эффектом Холла. Фиг.10 изображает пункт прибытия AIC трубчатого подающего соединения, ведущего от емкости с жидкостью (на чертеже не показана), дозирующие клапаны, показанные на фиг.9, - расширенную оконечность ЕА подающей трубки ТЕ внутри пакета SA в стадии заполнения, за которым следует очередной пакет SAC (также еще не запечатанный сверху и готовый к заполнению).
Еще одна характеристика изобретения относится к приданию конфигурации пакетам (одновременно с горизонтальной сваркой) путем регулирования и управления температурой двух подвижных брусков 71, 73 (фиг.13), которые нагреваются высокоэффективными нагревательными элементами и способны сжимать, сваривать и формировать пакеты при помощи тепла, исключая возможность получения каких-либо отверстий. Кроме горячего вулканизирующего бруска 71, средство, показанное на фиг.13, включает холодный брусок 72, противостоящий режущей кромке, второй горячий передний брусок 73, держатель 74 режущей кромки и холодный опорный брусок режущей кромки 75.
Вновь используется алгоритм типа ПИД (пропорциональная интегральная производная), специально модифицированный для оптимизации регулирования температуры, например, в двенадцати чередующихся точках. Охлаждение сварочных швов следует немедленно благодаря действию охлажденных брусков (например, типа 72, 75 на фиг.13), которое, кроме охлаждения и блокирования процесса сварки при складывании, нарезает сами пакеты по размеру.
Заметным аспектом изобретения является выполнение различными путями увлажнения выемок СА1, СА2 как клапана типа EMO-LUER, так и клапана типа "двойной клапан", показанных на фиг.4 и 5, например, средством, показанным на фиг. 8, содержащим клапан VI, средство FLU для установки расхода, распылительную форсунку US, поршень РА для перемещения распылительной форсунки US, обслуживаемый датчиком SEP, мостовую схему для слежения за электропроводностью в уже увлажненной выемке для контроля правильного увлажнения и выпускной канал для увлажняющей жидкости CSLB.
Хотя изобретение было описано со ссылками на варианты его осуществления, представленные на прилагаемых чертежах, очевидно, что оно не ограничивается этими вариантами и допускает все варианты, модификации, замены и т.п., доступные специалисту в данной области техники и лежащие в пределах сущности и рамок следующей формулы изобретения. Фактически, описанные средства для сухой чистки, общей печати, увлажнения и т.д. могут заменяться эквивалентными серийными средствами. Кроме того, система, соответствующая изобретению, предполагает возможность не только приваривания одного или более клапанов к одному пакету, но также работу с двумя сериями пакетов (четных и нечетных) и установку клапана определенного типа, кольца или образование отверстия для подвешивания на четных и нечетных пакетах поочередно. Пленка F (фиг.1), формирующая пакеты (SА с клапанами и средствами для подвешивания), предпочтительно, многослойная, состоит из (со-)полимеров, то есть слоистых олефинов, амидов, эфиров и т.д. (патент США 4326574), но лучше, если они обработаны совместным прессованием, в частности, согласно заявкам настоящего заявителя на европейский патент 0658421 и публикации международной заявки на патент WO 95/16565.
Действительно, оптимальные результаты были получены с совместно отпрессованной пленкой, основанной на двух наружных слоях (химически однородных) из сополимеров этилена (РЕ)-пропилена (РР), которые сами по себе отличаются только содержанием РЕ, или двух химически разнородных слоях, например полиэтилен или полипропилен.
Склеивание двух слоев обеспечивается должным связыванием при совместном прессовании, также при помощи полиолефинов. Путем тщательного выбора состава наружных слоев может быть получено связывание и, следовательно, склеивание указанных слоев, любая возможная разность температур между сваривающими брусками и пакетами с оптимальными значениями свариваемости, устойчивости к ударам, в частности к падениям, прозрачность, способность к стерилизации и т. д. Совместно отпрессованные пленки могут иметь дополнительные слои, которые также совместно прессуют или прокатывают поверх трехслойной пленки (два наружных слоя и слой связывающего вещества).




Изобретение относится к системе для формирования, заполнения и запечатывания емкостей из гибких пластичных материалов, в частности стерилизуемых пакетов, содержащих растворы для инъекций и некоторых типов вливаний. Способ согласно изобретению включает печать на пленке, сматываемой с рулона, сухую очистку отпечатанной пленки путем направления потока воздуха поперечно относительно поверхностей пленки через сопло без касания пленки, складывание пленки, продольную сварку сложенной пленки горячим бруском с получением пакета, стерилизацию выемки клапана посредством увлажнения этой выемки без воздействия на нее ультрафиолетовым излучением, приваривание клапана к пленке с применением алгоритма управления для регулирования скорости перемещения и положения сварочной головки к сварочной наковальне, придание формы пакету с использованием горячих инструментов, управляемых при помощи алгоритма, дозирование и подачу заполняющей жидкости внутрь пакета. Изобретение позволяет обеспечить высокую эффективность, надежность, гигиеническую безопасность и максимальную точность процесса получения гибких емкостей с клапанами и заполнение их жидкостями. 5 с. и 29 з.п. ф-лы, 16 ил.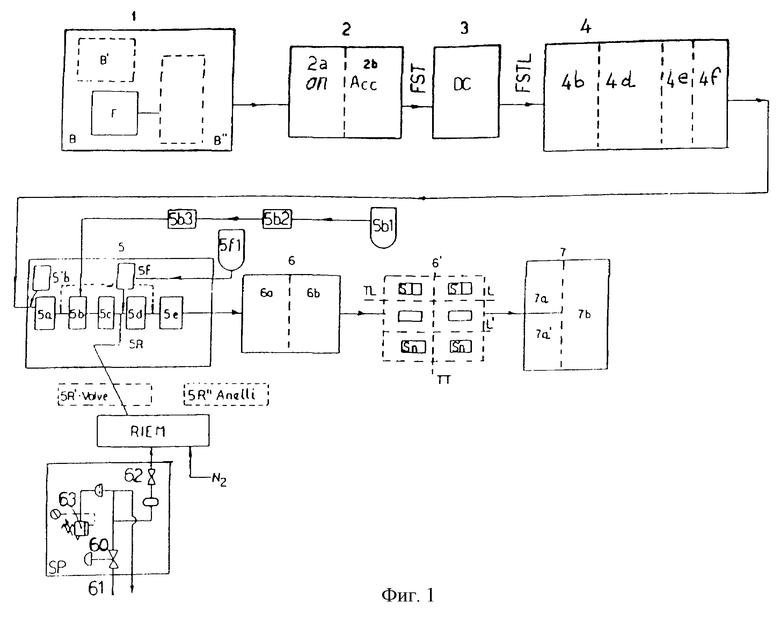
| Автомат для упаковки резиновых молочных сосок | 1961 |
|
SU142758A1 |
| US 4656813 А, 14.04.1987 | |||
| Центрифуга для очистки жидкости | 1976 |
|
SU618136A1 |
| РАСТВОР КРОВЕЗАМЕНИТЕЛЯ НА ВОДНОЙ ОСНОВЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1994 |
|
RU2142282C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ СЖИЖЕННОГО ИЛИ ГАЗИФИЦИРОВАННОГО УГЛЕВОДОРОДА ИЗ ПОДЗЕМНОГО УГЛЕВОДОРОДНОГО КОЛЛЕКТОРА (ВАРИАНТЫ) | 2009 |
|
RU2444619C1 |

