Область техники
Изобретение относится к барабану машины для обработки белья, причем барабан может вращаться внутри корпуса этой машины и имеет, по меньшей мере, днище и обечайку, которые состоят, по меньшей мере, частично из листовой стали, и один из этих компонентов или оба они имеют обращенную внутрь барабана куполообразную или сводчатую структуру.
Уровень техники
Такой барабан известен из международной публикации WO 98/20195. В нем сводчатая структура образована множеством шестиугольников, расположенных, по меньшей мере, почти непосредственно рядом друг с другом; поэтому такой барабан обычно именуется сотовым барабаном. В краевых зонах шестиугольников, в их вершинах расположены проточные отверстия, диаметр которых должен составлять согласно WO 98/20195 всего 2 мм, причем в этих краевых зонах уже не должно быть возвышений, чтобы не повреждалось белье, в том числе и при центрифугировании. Соответственно, размер краевых зон должен превышать диаметр отверстий в 1,5-2,5 раза, так что ширина краевых зон должна составлять от 3 до 5 мм.
Изготовление листов для обечайки барабана стиральной машины сопряжено с определенными трудностями, которые нашли отражение и в WO 98/20195. Так, взаимное центрирование узора отверстий и создаваемой на последующей стадии сводчатой структуры, несмотря на все старания, будет оставаться проблемой, вследствие чего допуск на ширину краевых зон должен быть достаточно большим. Но следствием этого является снижение дренажной способности, так как белье при центрифугировании затягивается в относительно широкую краевую зону. А там оно, естественно, преграждает доступ вынесенного к обечайке щелочного раствора к проточным отверстиям.
Кроме того, выяснилось, что белье при высоком ускорении центрифугирования втягивается в проточные отверстия, даже несмотря на их очень маленький размер. Таким образом имеет место сочетание двух недостатков: ибо даже при очень маленьких отверстиях повреждения белья не избежать, а эти маленькие отверстия заметно затрудняют отвод щелочного раствора при центрифугировании.
Далее, изготовление шестиугольных выпуклостей методом глубокой вытяжки сопряжено с трудностями вследствие того, что угловые участки приходится вытягивать на значительное расстояние как участки базовых линий. Это приводит к образованию неоднородных кристаллических структур в вытянутых участках металла, так что материал становится неодинаково твердым. Именно в угловых участках, из которых должны штамповаться проточные отверстия, материал становится тверже, что ведет к еще большей нагрузке, на и без того более тонкие, штамповочные иглы, чем при обычной обечайке барабана без сводчатой структуры.
Раскрытие изобретения
Задача изобретения состоит в том, чтобы предложить барабан упомянутого в начале вида, у которого сводчатая структура имеет непосредственно граничащие друг с другом элементы, и, тем не менее, для проточных отверстий может быть оставлено достаточно места, чтобы их диаметр был достаточно велик для удовлетворительного слива щелочного раствора. Далее, изготовление сводчатой структуры не должно вызывать затруднений, ни само по себе, ни в отношении других технологических операций. Достигаемая благодаря сводчатой структуре жесткость должна, как минимум, быть сохранена, а желательно, увеличена еще больше.
Решение этой задачи достигается согласно изобретению тем, что сводчатая структура состоит из направленных внутрь барабана выступов, края которых имеют в основном круговую, эллиптическую или овальную форму. Благодаря этому можно сформировать выпуклые возвышения, подобные полусферам, которые по краям непосредственно соприкасаются с соседними возвышениями. Тем самым исключается возможность проникновения белья к основанию краевых областей. Процессы глубокой вытяжки при изготовлении сводчатой структуры равномерны, и материал остается однородным. Те краевые участки, которые вследствие закругления возвышений образуют более широкие, подобные многоугольникам ареалы, автоматически оставляют больше места для проточных отверстий большего размера. Этим обуславливается значительно более простое изготовление этих сводчатых структур по сравнению с возможностями, соответствующими уровню техники, так как не требуется соблюдать такие жесткие допуски при центрировании создаваемой сводчатой структуры относительно уже изготовленных отверстий.
В предпочтительном варианте изобретения выступы располагаются в точках пересечения правильного многоугольного рисунка осей. Правильное расположение выступов помимо эстетического значения имеет еще и то преимущество, что расположение рисунка осей совпадает с расположением рисунка отверстий, а это в огромной степени упрощает изготовление.
Особенно предпочтительная форма реализации изобретения получается, когда рисунок осей на обечайке барабана содержит множество граничащих друг с другом равносторонних треугольников.
Для универсального применения предлагаемых изобретением структур пригодно усовершенствование изобретения, при котором направляющие линии рисунка осей повторяют форму наружной кромки боковой поверхности или, соответственно, дна, т.е. они, например, являются прямыми или окружностями. Такую структуру можно весьма успешно применить и в том случае, когда днища бельевых барабанов имеют форму круга, так чтобы не образовывалось слишком больших участков, не содержащих выступов.
Для бельевых барабанов стиральных машин особенно полезно усовершенствование изобретения, при котором на поверхности обечайки между выступами в точке пересечения медиан треугольников проделаны проточные отверстия для выпуска раствора моющего средства. Размещение проточных отверстий в этой зоне особенно выгодно потому, что жидкость, оттесненная к обечайке барабана в процессе центрифугирования, оказавшись на внутренней стороне обечайки барабана, будет от участков, в которых выступы соприкасаются, отгоняться дальше, к точкам пересечения, потому что углубления между выступами расширяются по направлению к точкам пересечения; поэтому жидкость не будет застаиваться в узостях, а будет оттуда выталкиваться к более просторным участкам у точек пересечения.
В другой предпочтительной реализации изобретения проточные отверстия расположены между выступами в точках пересечения медиан, на участках, по меньшей мере, приблизительно круговой формы, причем периферию этих участков образуют обращенные внутрь круга участки периметра выступов. Благодаря этому выбранная структура усиливает жесткость поверхности обечайки барабана.
Если плоское расположение отверстий в упомянутых выше местах пересечения все же окажется недостаточным для обеспечения надлежащей сохранности белья, то в соответствии с другим, особенно предпочтительным усовершенствованием изобретения, здесь легче всего найти достаточно места, чтобы расположить проточные отверстия в конических углублениях на наиболее отдаленном от оси барабана уровне. Участки в местах пересечения достаточно велики, чтобы предусмотреть там конические углубления и проделать в них проточные отверстия, перенеся их, таким образом, с уровня боковой поверхности барабана наружу, где они, как известно из опыта, меньше всего доступны для прижатого к боковой поверхности барабана белья.
Оптимальное значение минимального расстояния между выступами согласно эмпирическим данным должно составлять от одной восьмой до одной двадцать пятой их диаметра. Очень подходящим значением, как показала практика, оказалось значение около одной десятой.
Высота выступов по отношению к их диаметру должна составлять от одной пятой до одной двадцатой. Очень подходящим оказалось значение порядка одной двенадцатой.
При размещении совокупности выступов на днище барабана особенно удачным оказывается усовершенствование изобретения, при котором направляющие линии расположены концентрично относительно центра днища, и расположенные на направляющих линиях рисунки осей имеют укорачивающиеся по направлению к центру барабана стороны в соответствии с укорочением длины соответствующих направляющих линий. Это позволяет создать в днище однородную совокупность выступов, которая в свою очередь способствует совмещению совокупности выступов и схемы расположения отверстий.
В соответствии с этим было бы желательно, чтобы согласно еще одному предпочтительному усовершенствованию изобретения диаметры выступов и/или расстояния между ними уменьшались по мере уменьшения длины соответствующей направляющей линии. В этом случае структура днища помимо преимущества совмещения совокупности выступов и схемы расположения отверстий имеет еще и то преимущество, что множество элементов различного размера в днище образует точно такое же количество отдельных резонаторов для различных звуковых частот, которые хотя и очень сильно расширяют резонансный спектр, но зато очень интенсивно демпфируют его резонансные амплитуды.
Поскольку на внутренней поверхности обечайки барабана имеются ребра или гребни, захватывающие и толкающие белье, то в соответствии с еще одним предпочтительным усовершенствованием изобретения поверхность гребней также может быть покрыта сводчатой структурой из выступов. Это может быть полезно для механической обработки белья на соответствующем шаге программы стирки.
Краткий перечень фигур чертежей
Ниже изобретение разъясняется на примерах исполнения, представленных на чертежах. Чертежи изображают:
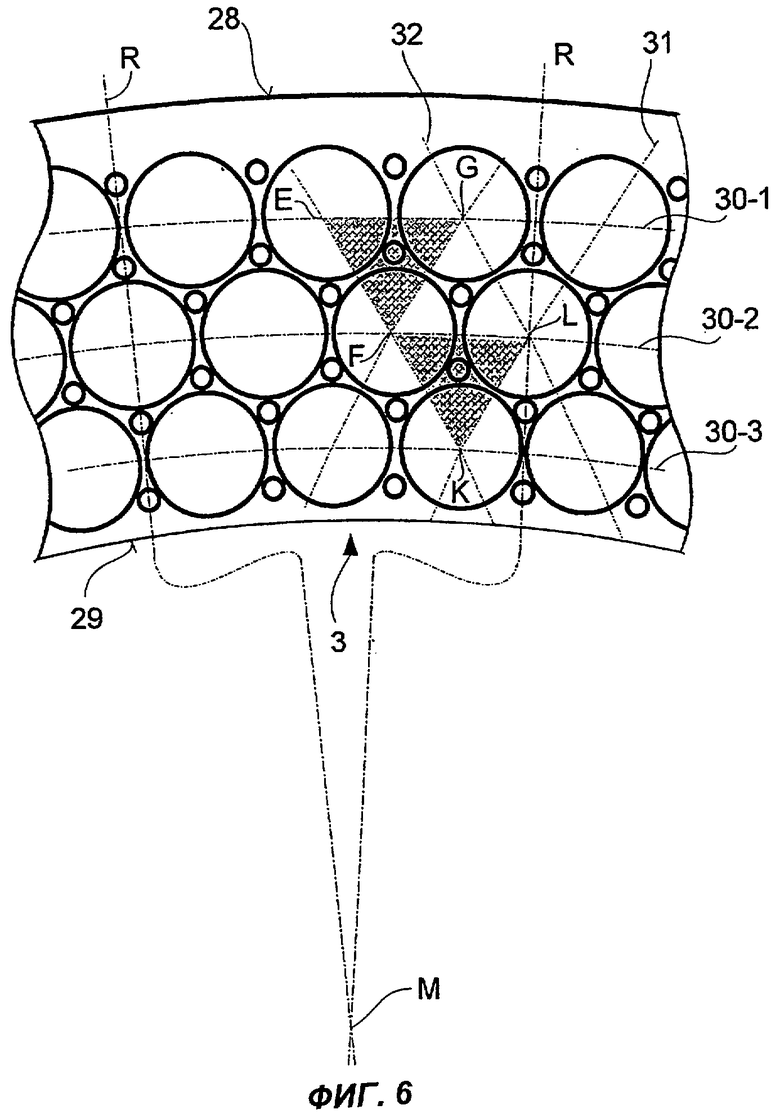
Фиг.1 - перспективное изображение бельевого барабана, на боковой поверхности и на днище которого имеются совокупности выступов в соответствии с изобретением;
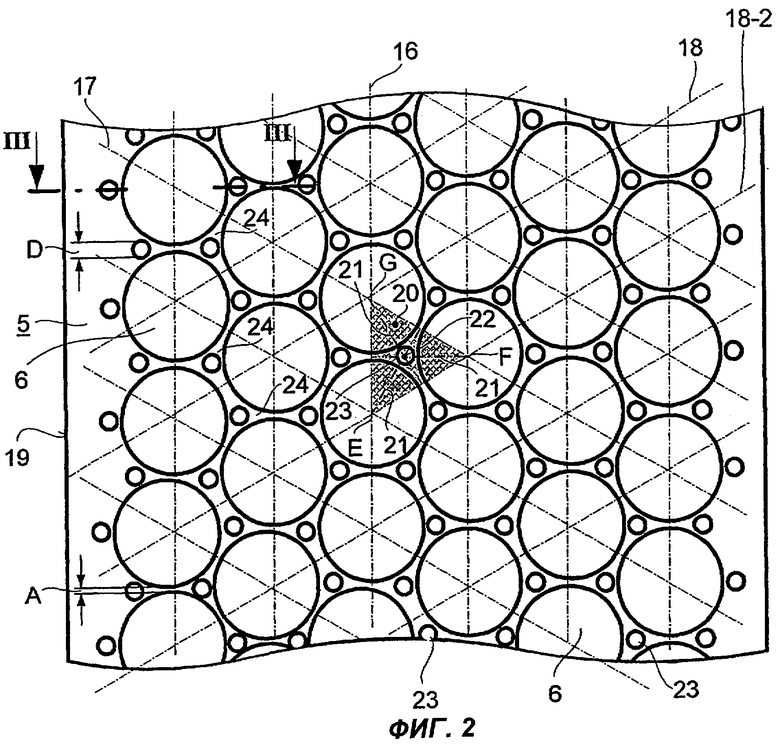
Фиг.2 - вырез из развертки боковой поверхности барабана, оснащенной одной из форм совокупности выступов в соответствии с изобретением с плоскими проточными отверстиями;
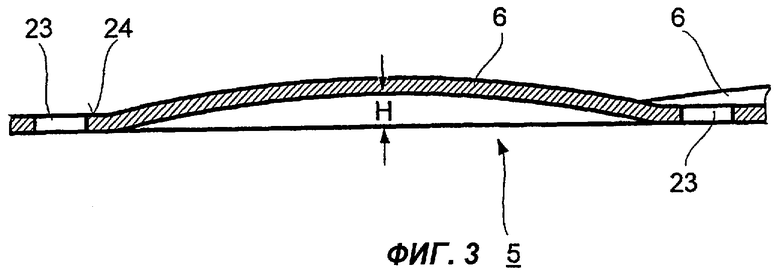
Фиг.3 - увеличенное сечение выступа по линии III-III на фиг.2;
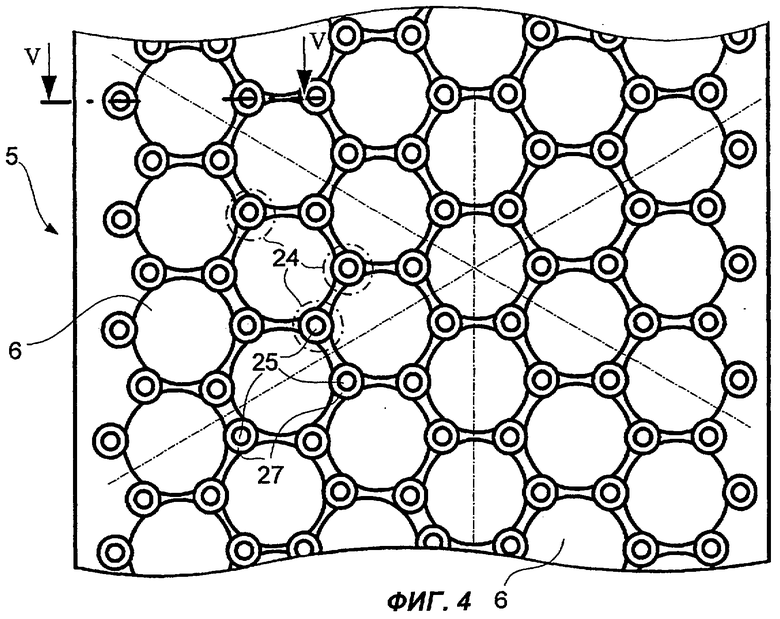
Фиг.4 - вырез из развертки боковой поверхности барабана, оснащенной другой, отличной от изображенной на фиг.3, формой структуры выступа в соответствии с изобретением с тюльпанообразно вытянутыми проточными отверстиями;
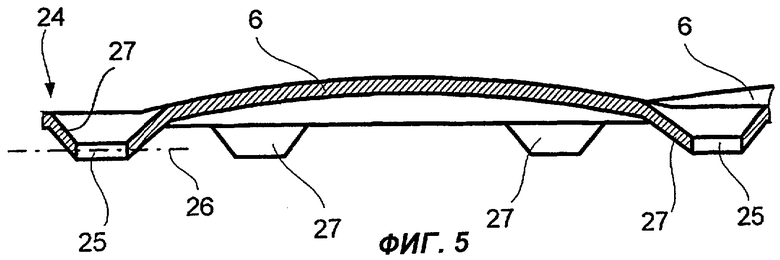
Фиг.5 - увеличенное сечение выступа по линии V-V на фиг.4 и
Фиг.6 - вырез вида на днище с совокупностью выступов согласно изобретению.
Осуществление изобретения
Изображенный на фиг.1 бельевой барабан 1 может вращаться вокруг, по меньшей мере приблизительно, горизонтальной оси 2. Для этого он соединен с не изображенным здесь приводом. Передняя сторона барабана 1 открыта. Она может либо запираться с торца вращающейся вместе с ним крышкой, либо устанавливаться в подшипниках на неподвижной торцовой крышке (оба варианта не изображены). С задней стороны барабан жестко связан с днищем 3, через которое передается вращающий момент. В днище имеется видное на чертеже лишь частично, штампованное звездчатое углубление 4, для придания днищу устойчивости. С задней стороны днище может быть дополнительно усилено не изображенной здесь литой звездочкой. Но основной частью барабана 1 является обечайка 5, состоящая из свернутого в цилиндр стального листа, скрепленного не видным на фигуре соединительным швом.
В днище 3 и в развертке обечайки 5 барабана до их соединения между собой с помощью штамповочного механизма выдавливается совокупность выступов, которая будет изображена и описана ниже. В то время как размер всех выступов 6 в обечайке 5 барабана одинаков, в днище 3 выступы 8, расположенные на самой длинной окружности, имеют и самый большой размер, а по мере уменьшения длины направляющих окружностей при приближении к центру диаметры выступов 9-15 соответственно уменьшаются. Это позволяет создать треугольное взаимное расположение выступов 6 на обечайке 5 барабана и выступов 8-15 на днище 3, что будет подробнее рассмотрено ниже.
На изображенном на фиг.2 участке развертки обечайки 5 барабана видно, что выступы 6, представляющие собой выдавленные внутрь барабана полусферы (ср. фиг.3), расположены в точках пересечения правильного многоугольного узора осей, в частности треугольного узора осей. Этот узор или рисунок осей задается направляющей линией 16, параллельной наружному краю 19 стального листа для обечайки барабана, и двумя другими осями 17 и 18. Оси 17 и 18 повернуты на 60° соответственно влево и вправо относительно направляющей линии 16. Ко всем осям проведены параллельные им прямые, расположенные на одинаковом расстоянии друг от друга. В результате образуется множество равносторонних треугольников, один из которых (20) заштрихован. Вершины треугольников Е, F и G лежат в точках пересечения осей 16, 17 и 18 и, соответственно, 18-2. Медианы (21) этих треугольников пересекаются в их центрах, в которых и располагаются проточные отверстия 23.
При таком выполнении между выступами 6 под центрами треугольников EFG образуются области 24, здесь также треугольные, площадь которых позволяет разместить достаточно большие проточные отверстия, которые не будут пересекать линий окружности выступов, даже если вследствие возможного смещения между схемой расположения отверстий и совокупностью выступов эти отверстия будут расположены не совсем по центру. Это способствует обеспечению жесткости структурированной таким способом обечайки барабана 5 и, соответственно, днища 3; так как вследствие прорезания линий периметров элементов сводчатой структуры из уровня техники, в точке прорезания нарушается их сопротивляемость изгибу. Суть дела очень хорошо видна на фиг.3.
Опытным путем было установлено, что расстояние А между выступами 6 должно лежать в пределах от одной восьмой до одной двадцать пятой и предпочтительно составлять одну десятую их диаметра. Этим же путем было установлена оптимальная, как в отношении наибольшей эффективности стирки, так и в отношении наилучшей сохранности белья при центрифугировании, высота Н выступов 6, которая должна составлять от одной пятой до одной двадцатой, а предпочтительно одну двенадцатую диаметра выступа. Для нахождения оптимума в отношении сохранности белья при центрифугировании, разумеется, имеет значение и диаметр D проточных отверстий, который в рассматриваемом примере может составлять около 3,5 мм. Это значение обеспечивает одновременно и хороший отвод жидкости, чему способствует хороший дренаж между выступами 6.
Изображенный на фиг.4 и 5 пример исполнения листа обечайки 5 с точки зрения совокупности выступов и расположения проточных отверстий аналогичен примеру, изображенному на фиг.2 и 3. Однако размещение проточных отверстий способствует большей сохранности белья при центрифугировании. Для этого проточные отверстия 25 в треугольных участках 24 между выступами 6 помещены на уровне 26 (фиг.5) в тюльпанообразно вытянутых наружу углублениях 27. Благодаря этому частям белья, лежащим между выступами 6, трудно при центрифугировании проникнуть в углубления 27 так глубоко, чтобы дотянуться до проточных отверстий 25, не говоря уже о том, чтобы соприкоснуться с острой кромкой с наружной стороны отверстий 25.
Этот пример ясно показывает, почему предлагаемая изобретением круговая, эллиптическая или овальная совокупность выступов имеет такие большие преимущества по сравнению с уровнем техники: образующиеся в точках пересечения Е, F, G большие треугольные участки 24 предоставляют место для размещения достаточно больших проточных отверстий 25 и даже для дополнительных углублений 27 для проточных отверстий 25 без перерезания контуров элементов 6 сводчатой структуры.
В примере совокупности выступов на фиг.6 изображен участок листа днища 3 (фиг.1). Наружный край 28 днища 3 одновременно является внешней границей той поверхности, на которой можно образовать совокупность выступов. Внутренняя граница этой поверхности образована линией 29. Базисная структура расположения выступов и отверстий соответствует структуре, изображенной на фиг.2 и 4.
Правда, здесь направляющая линия 30-1 и все внутренние, параллельные ей линии 30-2, 30-3 и т.д., расположенные аналогично оси 16 на фиг.2 параллельно наружному краю, представляют собой концентрические окружности. Соответственно другие оси 31 и 32, сдвинутые относительно направляющей линии 30-1 на 60° влево и вправо, искривлены относительно центра окружностей, так что стороны образованных из них треугольников становятся короче по мере приближения к центру, который расположен в удаленной точке М пересечения двух изображенных радиусов R. Это означает, что сторона FK треугольника FKL, расположенного ближе к центру, короче стороны EF треугольника EFG, расположенного дальше от центра. Это же относится и к другим соответственным сторонам. Кроме того, и диаметры выступов 6 по мере приближения к центру М окружностей уменьшаются, так как внутренняя направляющая линия 30-2 короче внешней направляющей линии 30-1, так что для такого же количества выступов остается меньше места. Этим же объясняется вышеописанное укорочение сторон треугольников и искривление осей 31 и 32.
Поскольку в бельевом барабане по фиг.1 имеются не изображенные здесь гребни для поднятия белья во время вращения барабана, то на обращенной внутрь барабана поверхности этих гребней также может быть выполнена соответствующая совокупность выступов. Это может быть в определенном отношении полезно для механической обработки белья.
Изобретение не ограничивается изображенными здесь узорами или рисунками осей. Возможны и другие правильные рисунки осей для решения той же задачи. Так, например, вполне может оказаться предпочтительным прямоугольное или, в частном случае, квадратное расположение осей. Тогда в квадратных участках между выступами могут быть при необходимости размещены дополнительные проточные отверстия или выполнено сочетание плоских и вдавленных проточных отверстий. Применимы также смешанные формы различных правильных рисунков осей. Кроме того, этот тип сводчатой структуры применим также в барабанах машин для сушки белья.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАРАБАН ДЛЯ БЕЛЬЯ С ПРОФИЛЕМ ДЛЯ ОПТИМИЗАЦИИ ВОЗДЕЙСТВИЯ ОТЖИМА | 2012 |
|
RU2600054C2 |
| БЕЛЬЕВОЙ БАРАБАН ДЛЯ СТИРАЛЬНОЙ МАШИНЫ | 2007 |
|
RU2394955C2 |
| БЕЛЬЕВОЙ БАРАБАН МАШИНЫ ДЛЯ ОБРАБОТКИ БЕЛЬЯ И ИНСТРУМЕНТ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2204632C2 |
| БЫТОВОЙ ВОДОПОТРЕБЛЯЮЩИЙ ПРИБОР С РЕЛЬЕФНЫМ БЕЛЬЕВЫМ БАРАБАНОМ | 2006 |
|
RU2402651C2 |
| БАРАБАН ДЛЯ БЕЛЬЯ СО СТРУКТУРНЫМ РИСУНКОМ И МАШИНА ДЛЯ ОБРАБОТКИ БЕЛЬЯ С ТАКИМ БАРАБАНОМ | 2013 |
|
RU2617978C2 |
| МОДУЛЬНАЯ СИСТЕМА ДЛЯ БЕЛЬЕВЫХ БАРАБАНОВ ТЕХНИКИ ДЛЯ УХОДА ЗА БЕЛЬЕМ | 2007 |
|
RU2431006C2 |
| НАСАДКА ДЛЯ ВРАЩАЮЩЕГОСЯ БАРАБАНА | 1991 |
|
RU2005970C1 |
| БАРАБАН СТИРАЛЬНОЙ МАШИНЫ | 2002 |
|
RU2263170C2 |
| МАШИНА ДЛЯ СКРЕПЛЕНИЯ АРМАТУРЫ, БАРАБАН ДЛЯ ТАКОЙ МАШИНЫ И СПОСОБ КОНТРОЛЯ ВРАЩЕНИЯ БАРАБАНА | 2002 |
|
RU2304482C2 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ И НАКОПЛЕНИЯ ДЕТАЛЕЙ | 1991 |
|
RU2011504C1 |
Барабан машины для обработки белья состоит, по меньшей мере, из днища и обечайки. Каждый из этих компонентов, по меньшей мере, частично изготовлен из листовой стали. Один из указанных компонентов или оба имеют обращенную внутрь барабана сводчатую структуру. Техническим результатом изобретения является увеличение жесткости указанных компонентов, улучшение их дренирующей способности и внешнего вида. Указанный результат достигается посредством сводчатой структуры, состоящей из направленных внутрь барабана сферических выступов. Края выступов имеют круговую или эллиптическую, или овальную форму. Выступы расположены в точках пересечения правильного многоугольного рисунка осей, образующего множество прилегающих друг к другу равносторонних треугольников. На обечайке между выступами в точке пересечения медиан треугольников расположены проточные отверстия для пропускания щелока. 10 з.п. ф-лы, 6 ил.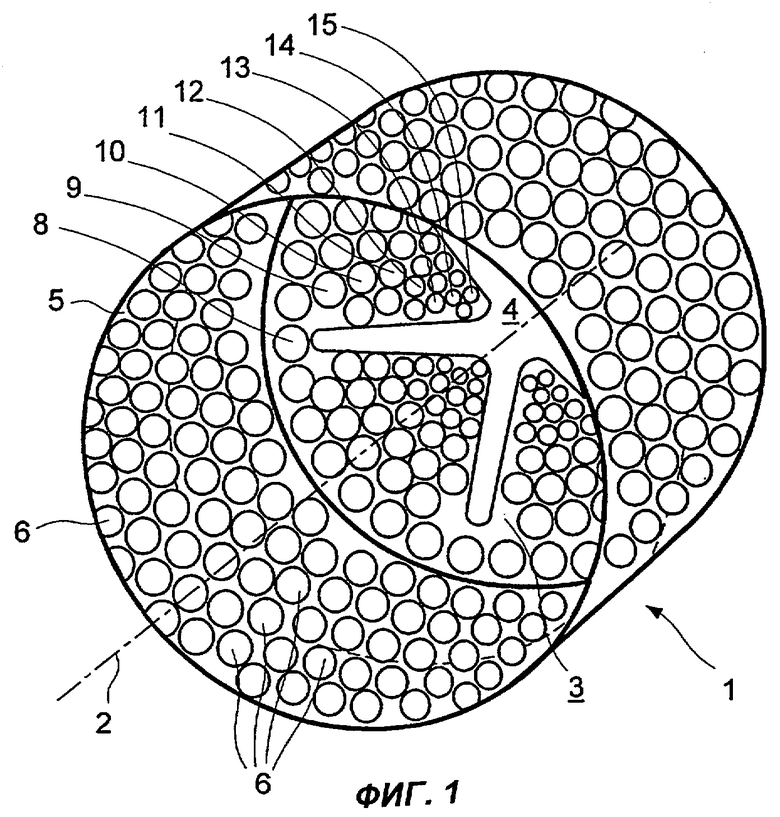
| Контактный пьезоэлектрический тензопреобразователь | 1975 |
|
SU523343A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ОБЪЕКТА В ЗАМКНУТОМ ОБЪЕМЕ | 1991 |
|
RU2032005C1 |

