Изобретение относится к строительству и строительным материалам, в частности к средству и способу производства строительных и декоративных изделий из любых вяжущих материалов, например бетона, гипса, полимер-бетона и др., с помощью определенной конструкции в виде сборно-разъемной формы-матрицы со сменным модулем-вкладышем. С помощью данной литейной формы-матрицы со сменным модулем-вкладышем можно отливать сборные изделия из любых вяжущих материалов различной формы, размера и рисунка, например, для сооружения сборных декоративных заборов, плиток или панелей с лицевой поверхностью, имитирующей природный камень, мозаику, инкрустацию, например, для облицовки зданий, карнизов (бетонная черепица) как внутри, так и снаружи, мощения тротуаров и дорожных путей.
Изобретение может быть использовано для серийного и единичного производства изделий повышенной прочности и высокого качества с требуемым термическим сопротивлением для различных условий эксплуатации за счет низкого водоцементного отношения смеси и способа ее формообразования, например, в виде катышей.
Известна форма и способ изготовления изделий из бетона, включающая разъемную металлическую оснастку со средствами соединения, в которой размещен полимерный вкладыш, где металлическая оснастка выполнена в виде разъемной уголковой рамы и поддона из листового материала, а полимерный вкладыш - из составных элементов: дна, стенок, соединенных между собой полимерным уголковым зажимом, установленным с возможностью перекрытия стыков составных элементов по периметру основания формообразующей поверхности вкладыша (см.: патент на полезную модель RU №27523, кл. В 28 В 7/00, 10.02.2003) [1].
Недостатком известной формы и способа изготовления изделий из бетона является сложность разъемной металлической оснастки, что приводит к значительным потерям при переналадке оснастки и, как следствие, к низкой производительности.
Наиболее близкими по технической сущности является конструкция формы для изготовления интерьерно-облицовочных гипсовых изделий и способ изготовления интерьерно-облицовочных гипсовых изделий, известные из патента RU №2087308, кл. В 28 В 11/00, 7/34, 20.08.1997 [2].
Известная форма содержит поддон, продольные и поперечные борта и съемную матрицу с рельефным рисунком, при этом форма выполнена целой с рельефным рисунком на поддоне, а в качестве матрицы формообразующего элемента использована полимерная прокладка, конгруэнтная рабочей поверхности формы, а форма снабжена съемной герметизирующей крышкой.
Известный способ включает приготовление формовочной смеси, заливку ее в форму, в которую уложена прокладка-матрица, и выдержку до полного отверждения, распалубку изделия с прокладкой, ее отделение, просушку и чистовую отделку, причем смесь в форму заливают в избыточном объеме, затем закрывают крышкой, встряхивают, а после чистовой обработки изделие обрабатывают водоотталкивающим составом.
Основным недостатком известной формы и способа является низкая производительность процесса изготовления изделий из-за невозможности использования каждой формы на весь период (заливка, отверждение), а также за счет высокого водоцементного отношения формовочной смеси, что приводит к получению изделий с недостаточно плотной и прочной структурой.
Задачей заявленного технического решения является упрощение конструкции формы для литья из вяжущих материалов, увеличение производительности и повышение качества готовых изделий.
Техническим результатом является повышение надежности сборно-разъемной формы-матрицы за счет упрощения переналадки ее для последующего использования и упрощения самой конструкции (матрицы и сменного вкладыша), что приводит к удешевлению процесса изготовления литейных изделий из вяжущих материалов при обеспечении высокого качества за счет низкого водоцементного отношения формовочной смеси.
Кроме того, изготовление изделий заявленным способом в заявленной форме-матрице позволяет получить универсальные строительные и декоративные изделия, которые могут быть использованы в любом наборе, различной конфигурации и с большим разнообразием рисунков, т.к. они имеют повышенную плотность и глянцевую лицевую поверхность. Улучшенные качественные показатели готовых изделий вызваны тем, что формообразующая смесь приготовлена в виде катышей, при заливке которой в форму-матрицу максимально удаляется воздух из смеси.
Указанный технический результат в заявленной сборно-разъемной форме для изготовления изделий из вяжущих достигается тем, что форма, содержащая формообразующий элемент и герметизирующую крышку, где согласно изобретению форма выполнена в виде матрицы с гибкой эластичной рельефной поверхностью и расположенного на ней формообразующего элемента в виде сменного модуля-вкладыша из более жесткого материала, чем материал поверхности матрицы, и имеющего формообразующую поверхность, конгруэнтную рельефной поверхности матрицы, герметизирующая крышка выполнена с возможностью фиксации с формой с образованием конструкции в виде «бутерброда», удобной для переворачивания и установки ее крышкой вниз, при этом положении матрица выполнена с возможностью съема с модуля-вкладыша для последующего использования матрицы с другим сменным модулем-вкладышем, причем на матрице и на модуле-вкладыше выполнены каналы контроля уровня заливки формовочной смеси, а на матрице по ее периметру за пределами модуля вкладыша расположены уровни горизонта матрицы, при этом при заливке формовочной смеси матрица расположена на вибростоле.
Матрица выполнена, например, в виде многослойной термос-формы, образованной соединенными между собой в одно целое верхней и нижней ваннообразных емкостей, полость между которыми заполнена переходящими друг в друга слоями: нижним теплоизолирующим с высоким коэффициентом вибропроводимости и верхним теплоизолирующим с высоким коэффициентом упругости и с возможностью сохранения и накопления реактивного тепла заливки из формовочной смеси, а оба слоя пронизаны жесткой армирующей конструкцией для упрочнения и равномерного распределения в форме создаваемых напряжений, а рельефная поверхность матрицы выполнена из эластичного износоустойчивого материала.
Нижний теплоизолирующий слой, выполненный с высоким коэффициентом вибропроводимости, изготовлен из пеноматериала, например из жесткого полиуретана, а верхний теплоизолирующий, выполненный с высоким коэффициентом упругости и с возможностью сохранения и накопления реактивного тепла заливки, изготовлен из пеноамортизаторного материала, например из эластичного полиуретана (ППУ).
Жесткая армирующая конструкция, расположенная в теплоизолирующих слоях, выполнена в виде полых металлических профилей, а верхняя и нижняя ваннообразные емкости соединены между собой посредством теплоизолирующих пенообразующих составов.
Форма снабжена полыми металлическими профилями армирующей конструкции, выполненными удлиненными и выступающими за пределы матрицы для упрощения ее переноса и переворачивания.
Модуль-вкладыш выполнен с рельефной формообразующей поверхностью в виде различных декоративных конфигураций и рисунков, например в виде колонн, арок, мозаики, орнамента как геометрического, так и растительного.
Каналы контроля уровня заливки выполнены по периметру матрицы и модуля-вкладыша и совместимы друг с другом, при этом количество каналов определено размерами изделия, а расстояние между каналами составляет примерно 20-30 см.
Модуль-вкладыш выполнен с возможностью размещения в нем перед заливкой формовочной смеси армирующих ее элементов, например, в виде волокон фибропропилена.
Герметизирующая крышка выполнена, например, из фанеры или ДСП, обтянутой полимерной пленкой.
Герметизирующая крышка зафиксирована на матрице с модулем-вкладышем, например, скобами, двумя-тремя ремнями или проволокой.
Форма выполнена с возможностью обслуживания одной матрицей до 100 (ста) сменных модулей-вкладышей за смену (8 часов).
Технический результат в заявленном способе изготовления изделий из вяжущих материалов достигается тем, что включает приготовление формовочной смеси, заливку ее в форму, установку герметизирующей крышки, выдержку до отверждения изделия и его распалубку, где согласно изобретению формовочную смесь готовят с низким водоцементным отношением до получения однородной массы, заливку ее осуществляют в сменный модуль-вкладыш сборно-разъемной формы, выполненной по п.п.1-11, с наложением вибрации, после отключения вибрации устанавливают герметизирующую крышку на модуль-вкладыш, в котором смесь преобразуется в пластилинообразную массу, и фиксируют ее с образованием конструкции в виде «бутерброда», переворачивают конструкцию и устанавливают ее крышкой вниз, производят распалубку формы, освобождая матрицу для следующего использования с другим сменным модулем-вкладышем, а выдержку до отверждения изделия проводят в модуле-вкладыше в перевернутом виде с получением глянцевой поверхности изделия.
Сменный модуль-вкладыш с крышкой для отверждения изделия в нем размещают на стеллажах до распалубки, например, до 24 часов в зависимости от введенных в смесь добавок и температуры окружающей среды, оптимальная температура 15-20°С.
Формовочную смесь с низким водоцементным отношением готовят, например, в виде катышей, состоящих из внутреннего ядра, содержащего частицы щебня, и внешнего слоя, состоящего из смеси песка и портландцемента, причем внешний слой катышей окрашен смесью пигментов на определенную глубину путем предварительного сухого перемешивания портландцемента, щебня, песка и добавок с последующим последовательным введением в сухую бетонную смесь при ее перемешивании малых порций предварительно подготовленной воды с растворенным в ней пластификатором и затем введением смеси пигментов по заданной рецептуре, при этом формовочную смесь готовят жесткой с водоцементным отношением не более 17%, формование смеси в виде катышей осуществляют в гравитационном смесителе, груша которого не имеет перемешивающих лопастей с получением катышей с диаметром от 1,0 до 5,0 см.
В качестве добавок используют ускорители набора прочности.
Глубину прокрашивания верхнего слоя плотных катышей пигментами регулируют путем изменения времени нахождения катышей в смесителе после введения пигментов в бетонную смесь, при нахождении катышей с пигментами в течение 10-15 сек глубина прокрашивания верхнего слоя катышей составляет до 1,0 мм, в течение 20-30 сек - до трех мм, в течение 30-60 сек - до 4,0-5,0 мм.
Заливку формовочной смеси в модуль-вкладыш, формованный, например, в виде армированных катышей, осуществляют в форму, установленную на вибростоле с получением сверхплотной отливки с глянцевой лицевой поверхностью за счет низкого водоцементного отношения и максимального удаления воздуха в процессе ее заливки.
Заливку формовочной смеси в модуль-вкладыш осуществляют при наложении на него горизонтально-вращательного движения и при постоянном перемешивании смеси в виде катышей в смесителе.
Излишки формовочной смеси после отверждения изделия удаляют вручную - отбиванием.
За счет наличия сменных модуль-вкладышей с помощью одной матрицы за сутки изготавливают до ста изделий в модуль-вкладышах.
Изобретение иллюстрируется чертежами, где на фиг.1 - общий вид формы матрицы со сменным модулем-вкладышем и крышкой (продольный разрез);
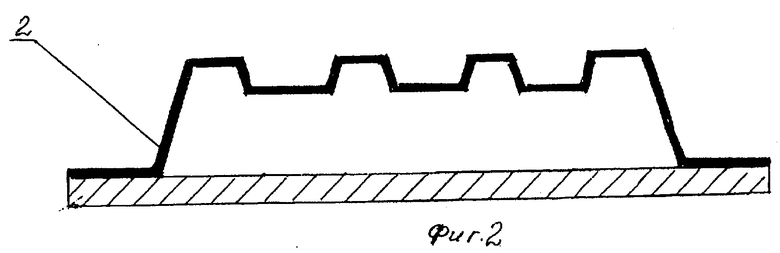
на фиг.2 - вид формы-матрицы со сменным модулем-вкладышем и крышкой в перевернутом виде;
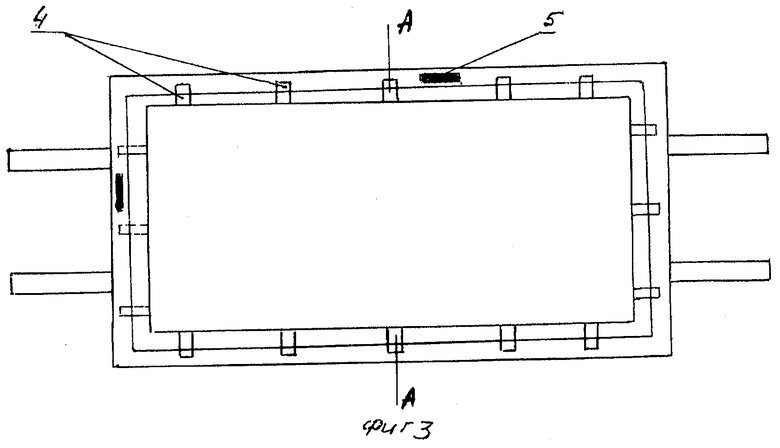
на фиг.3 - вид сверху на форму-матрицу со сменным модулем-вкладышем;
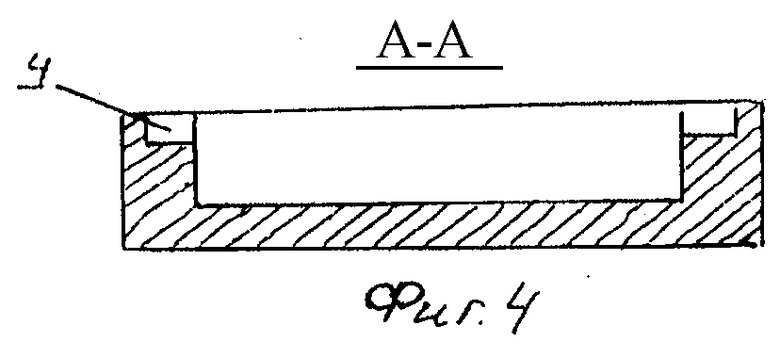
на фиг.4 - сечение А-А на фиг.3;
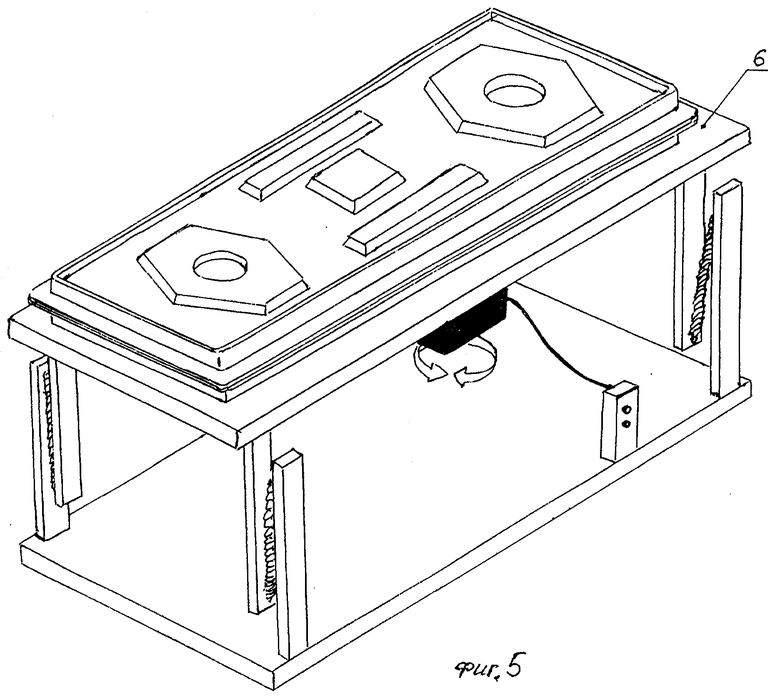
на фиг.5 - вибростол с формой-матрицей в виде термос-формы;
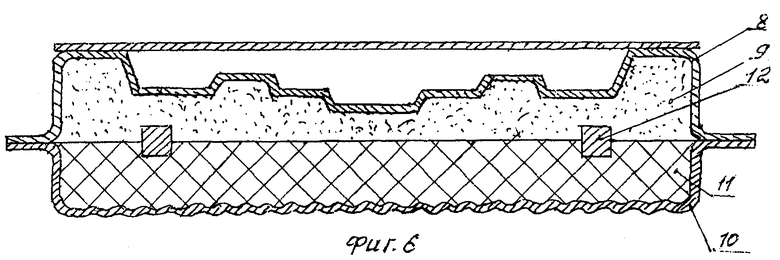
на фиг.6 - общий вид формы в виде термос-формы.
Сборно-разъемная форма для изготовления изделий из вяжущих содержит формообразующий элемент в виде матрицы 1 с гибкой эластичной рельефной поверхностью, расположенный на ней сменный вкладыш 2 и герметизирующую крышку 3. Кроме того, на матрице и на модуле-вкладыше выполнены каналы 4 контроля уровня заливки формовочной смеси, которые совместимы друг с другом, а на матрице по ее периметру за пределами модуля-вкладыша выполнены уровни горизонта 5 матрицы. Для заливки формовочной смеси форму-матрицу располагают на вибростоле 6.
После заливки модуля-вкладыша формовочной смесью устанавливают герметизирующую крышку 3 и скрепляют ее с формой с помощью скоб 7 с образованием конструкции в виде «бутерброда». Затем полученную конструкцию переворачивают и устанавливают на крышку 3. Снимают фиксирующие конструкцию скобы 7, а затем снимают матрицу 1 с модуля-вкладыша 2. Вкладыш с заливкой устанавливается на стеллаж для отверждения, а матрица используется для последующего использования с другой модулем-матрицей.
Матрица может быть выполнена, например, в виде термос-формы. Термос-форма выполнена в виде верхней ваннообразной емкости 8 с формообразующей рабочей поверхностью, изготовленной из эластичного износоустойчивого полимера, например, винипласта, которая соединена верхним теплоизолирующим пеноамортизаторным слоем 9, имеющим высокий коэффициент упругости, с нижней ваннообразной емкостью 10. Непосредственно под пеноамортизаторным слоем расположен нижний теплоизоли-рующий пенослой 11 с высоким коэффициентом вибропроводимости, соединенный с нижней ваннообразной емкостью. Оба теплоизолирующих слоя пронизаны жесткой армирующей конструкцией 12, например, в виде полых металлических профилей. При этом теплоизолирующие пенослои выполнены с возможностью сохранения и накопления реактивного тепла бетонной заливки в процессе схватывания бетона, а нижний теплоизолирующий пенослой дополнительно имеет возможность тепло- и влагонакопительной функции. Все вышеперечисленные теплоизолирующие слои и армирующий каркас расположены в полости, образованной между соединенными между собой в одно целое верхней и нижней ваннообразных емкостей.
Возможность накапливать реактивное тепло в термос-камере в процессе затвердевания формообразующей смеси обеспечивается за счет теплоизолирующих слоев термос-формы.
Такая конструкция позволяет полностью исключить из производственного процесса дополнительные приспособления при создании термопропарочного эффекта.
Наличие пенослоев, армированных полыми профильными элементами, обеспечивает не только целостность и надежность всей конструкции термос-формы, контроль заливки бетонной смеси, но и способствует равномерному распределению виброколебаний по всей площади формы при заливке бетона и позволяет использовать самый простой, а следовательно, и самый дешевый вибростол.
Выступающие армирующие профильные элементы позволяют упростить извлечение отливки из термос-формы и повысить ее надежность при эксплуатации.
Способ изготовления изделия из вяжущих материалов с помощью сборно-разборной формы-матрицы осуществляется следующим образом.
В качестве вяжущих материалов берут, например, бетонную смесь, которую готовят в определенной последовательности.
Сначала растворяют пластификатор в небольшом количестве воды в количестве не более 16-17% от содержания сухого цемента.
Загружают сухую смесь из портландцемента, щебня и песка в гравитационный модифицированный безлопастной смеситель (т.е. груша не имеет перемешивающих лопастей), включают его и перемешивают сухую смесь в течение примерно до 3-х минут. При перемешивании сухая смесь, ударяясь о стенки груши безлопастного смесителя, сбиваясь, уплотняется и формуется в катыши, состоящие из ядра в виде частиц щебня и внешнего слоя из песка и портландцемента, приблизительно округлой формы с примерным диаметром от 1,0 до 5,0 см. Размер и форма катышей могут меняться в зависимости от соотношения исходных компонентов, скорости вращения смесителя, температурного режима и времени перемешивания смеси.
В результате перемешивания указанной сухой смеси катыши получаются армированными, в данном случае это может быть гранитный просев, мраморная крошка, доломитовая крошка, т.е. все горные породы вплоть до базальта, и с наружным поверхностным слоем, выполненным из песка и портландцемента.
Затем в смеситель двумя-тремя небольшими порциями вводят предварительно подготовленную воду с растворенным в ней пластификатором при постоянном перемешивании бетонной массы. Сформованные катыши из сухой бетонной смеси увлажняются и еще больше уплотняются.
На последнем этапе в бетонную смесь по заданной рецептуре вводят пигмент с двуокисью титана и перемешивают ее еще 30 сек, чтобы получить заданную цветовую гамму. При этом пигмент обволакивает сформованные из бетонной смеси катыши и проникает на небольшую глубину, т.к. полученные катыши достаточно твердые.
Заливку бетонной массы в виде катышей в форму осуществляют при непрерывном перемешивании бетонной массы с одновременным наложением вибрации на форму. В процессе заливки в нее катыши соударяются со стенками формы и друг с другом, разбиваются и стекаются в сверхплотную массу со сложным мраморовидным рисунком на поверхности отливки, т.к. каждый катыш имеет свой сложный цветовой рисунок. Повышенная плотность полученной бетонной отливки обусловлена также тем, что при соударении катышей в процессе заливки происходит более активное удаление воздуха из бетонной массы.
Глубина проникновения пигмента в отливку составляет не более 3-х мм.
Полное время подготовки бетонного замеса составляет от 3-х до 5-ти минут.
Подготовленную формовочную смесь с низким водоцементным отношением из смесителя заливают в модуль-вкладыш, расположенный в матрице, которая установлена на вибростоле. После появления формовочной смеси в каналах уровня заливки подачу формовочной смеси прекращают. Накрывают модуль-вкладыш герметизирующей крышкой, выполненной из ДСП, обернутой пленкой, фиксируют ее на форме с помощью, например, скоб и переворачивают ее, устанавливая на крышку. Перед выдержкой с модуля-вкладыша снимают матрицу для последующего использования ее с другим вкладышем. Выдержку до отверждения изделия проводят на стеллажах примерно от 24 до 36 часов в зависимости от введенных в смесь добавок и температуры окружающей среды. Оптимальная температура составляет примерно 15-20°С.
Излишки формовочной смеси после отверждения изделия удаляют вручную - отбиванием.
За счет наличия сменных модуль-вкладышей с помощью одной матрицы за смену (8 часов) изготавливают до ста изделий.
Таким образом, использование сборно-разъемной формы-матрицы со сменным модулем-вкладышем позволяет значительно повысить производительность изделия из вяжущих, получить изделия с повышенной прочностью, повысить надежность самой конструкции за счет ее упрощения и расширить ассортимент выпускаемой продукции за счет изготовления различных модулей-вкладышей с различной конфигурацией и рисунком и получения из отдельных изделий как плоских, так и объемных конструкций.
В результате использования заявленного способа и за счет более простой технологии приготовления формовочной смеси с формированием ее, например, в виде катышей можно производить изделия из вяжущих материалов высокого качества с повышенными прочностными характеристиками и низким водоцементным отношением.
Повышенная плотность изделия (отсутствие пор в бетоне) обеспечивает качественную глянцевую поверхность изделий, что позволяет получать любые рисунки на лицевой поверхности и изготавливать изделия любых габаритов и форм.
Изобретение относится к строительству и строительным материалам, в частности к средству и способу производства строительных и декоративных изделий из любых вяжущих материалов, например бетона, гипса, полимер-бетона и др. Техническим результатом является упрощение конструкции формы для литья из вяжущих материалов, увеличение производительности и повышение качества готовых изделий. Сборно-разъемная форма для изготовления изделий из вяжущих материалов содержит формообразующий элемент и герметизирующую крышку, при этом форма выполнена в виде матрицы с гибкой эластичной рельефной поверхностью и расположенного на ней формообразующего элемента в виде сменного модуля-вкладыша из более жесткого материала, чем материал поверхности матрицы, и имеющего формообразующую поверхность, конгруэнтную рельефной поверхности матрицы, герметизирующая крышка выполнена с возможностью фиксации с формой с образованием конструкции в виде «бутерброда», удобной для переворачивания и установки ее крышкой вниз, при этом положении матрица выполнена с возможностью съема с модуля-вкладыша для последующего использования матрицы с другим сменным модулем-вкладышем, причем на матрице и на модуле-вкладыше выполнены каналы контроля уровня заливки формовочной смеси, а на матрице по ее периметру за пределами модуля вкладыша расположены уровни горизонта матрицы, при этом при заливке формовочной смеси матрица расположена на вибростоле. Способ изготовления изделия из вяжущих включает приготовление формовочной смеси, заливку ее в форму, установку герметизирующей крышки, выдержку до отверждения изделия и его распалубку, при этом формовочную смесь готовят с низким водоцементным отношением до получения однородной массы, заливку ее осуществляют в сменный модуль-вкладыш сборно-разъемной формы с наложением вибрации, после отключения вибрации устанавливают герметизирующую крышку на модуль-вкладыш, в котором смесь преобразуется в пластилинообразную массу, и фиксируют ее с образованием конструкции в виде «бутерброда», переворачивают конструкцию и устанавливают ее крышкой вниз, производят распалубку формы, освобождая матрицу для следующего использования с другим сменным модулем-вкладышем, а выдержку до отверждения изделия проводят в модуле-вкладыше в перевернутом виде с получением глянцевой поверхности изделия. 2 н. и 18 з.п.ф-лы, 6 ил.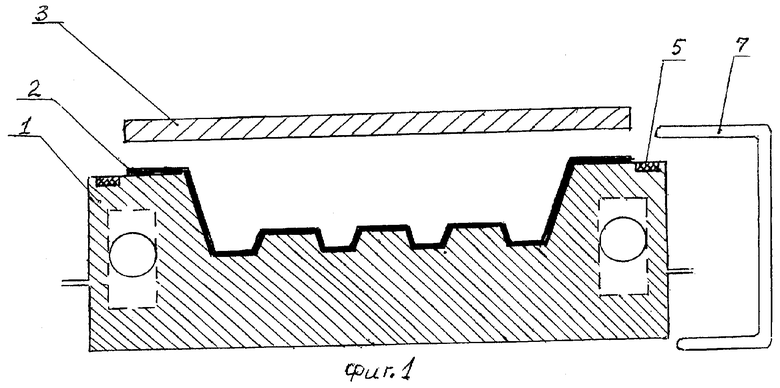
| Льнотеребильная машина | 1931 |
|
SU27523A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕРЬЕРНО-ОБЛИЦОВОЧНЫХ ГИПСОВЫХ ИЗДЕЛИЙ, ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИНТЕРЬЕРНО-ОБЛИЦОВОЧНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2087308C1 |
| Форма для изготовления изделий с рельефным рисунком | 1979 |
|
SU903120A1 |

