Изобретение относится к области породоразрушающего инструмента, а именно к буровым коронкам с алмазным вооружением для бурения скважин с отбором керна.
Известна алмазная буровая коронка, содержащая корпус с матрицей, разделенной промывочными пазами на рабочие секторы, армированные вставками из синтетических алмазов (см. Исаев М.И. Технический прогресс и новые достижения в колонковом бурении. Л.: Недра, 1076, с.99).
Недостатком данной коронки является малая механическая скорость бурения из-за нерациональной схемы расположения вставок и значительный расход дорогостоящей матрицы.
Наиболее близкой к предложенной по технической сущности и достигаемому результату является алмазная буровая коронка, включающая корпус с выступом на рабочем торце и матрицу, разделенную промывочными пазами на отдельные секторы (см. авт. св. СССР №1020565, кл. Е 21 В 10/48, 1983).
В данной коронке сокращен расход матричного материала благодаря выполнению корпуса с выступом на торце. Однако из-за жесткой связи между матрицей и корпусом значительно снижены ее эксплуатационные показатели, а именно проходка на коронку и механическая скорость бурения. Этот негативный эффект усиливается также и за счет наличия острых кромок на торце корпуса, служащих концентраторами напряжений в зонах контакта их с матрицей.
В связи с изложенным технической задачей изобретения является повышение эффективности работы коронки путем увеличения проходки и механической скорости бурения за счет снижения жесткости соединения матрицы с корпусом и исключения концентраторов напряжений.
Поставленная техническая задача решается тем, что в алмазной буровой коронке, включающей корпус с выступом и матрицу, разделенную промывочными пазами на отдельные секторы, согласно изобретению выступ на торце корпуса выполнен в виде разъемного кольца с радиальными пазами, совмещенными с промывочными пазами матрицы, при этом корпус выполнен с круговым пазом на рабочем торце для размещения и фиксации разъемного кольца посредством промежуточного материала, который заполняет полость между разъемным кольцом и стенками кругового паза корпуса на всю его высоту.
Решению поставленной задачи способствует также и то, что:
- торец разъемного кольца со стороны матрицы выполнен тороидальной формы;
- боковые и торцевая поверхности верхней части разъемного кольца, размещенной в круговом пазу корпуса, выполнены с центрирующими выступами.
Достижению поставленной цели способствует также и предложенный способ изготовления алмазной буровой коронки.
Известен способ изготовления алмазной буровой коронки, включающей укладку алмазов в графитовую форму, закрепление их посредством клея, установку графитовой формы в литейную форму, нагрев последней до температуры 800-900°С, заливку расплавленного металла матрицы в литейную форму, охлаждение и механическую обработку матрицы (см. Оношко Ю.А. и др. М.: Недра, Бурение скважин алмазными долотами. - М.: Недра, 1965, с.56-57).
Недостатком данного способа является низкое качество коронок из-за плохого крепления алмазов и трудоемкости получения алмазной матрицы.
Наиболее близким к предложенному по технической сущности и достигаемому результату является способ изготовления алмазной буровой коронки, включающий установку в пресс-форме вставок под промывочные пазы, раскладку алмазов, засыпку их шихтой, предварительную подпрессовку, прессование корпусом и пропитку (см. Блинов Г.А. и др. "Породоразрушающий инструмент для алмазного бурения". Л.: Недра, 1969, с.49-51)
К недостаткам данного способа относятся значительный расход дорогостоящего матричного материала из твердосплавных порошков и недостаточная эффективность работы коронки из-за жесткой связи между матрицей и корпусом. Эти недостатки с одной стороны удорожают стоимость коронки, а с другой стороны снижают механическую скорость бурения и проходку на коронку.
В связи с этим технической задачей изобретения по предложенному способу является устранение указанных недостатков.
Это достигается тем, что в способе изготовления алмазной буровой коронки, включающей установку в пресс-форме вставок под промывочные пазы, раскладку алмазов, засыпку их шихтой, предварительную подпрессовку, прессование корпусом и пропитку, согласно изобретению перед засыпкой шихты в пресс-форме устанавливают съемное кольцо, в торцевых пазах которого устанавливают вставки под промывочные пазы, предварительную подпрессовку шихты производят до обнажения верхней части съемного кольца, на которую устанавливают корпус с ответным кольцевым пазом, при этом полость кольцевого паза корпуса посредством радиальных прорезей на всю высоту паза сообщают с наружной и внутренней поверхностями корпуса.
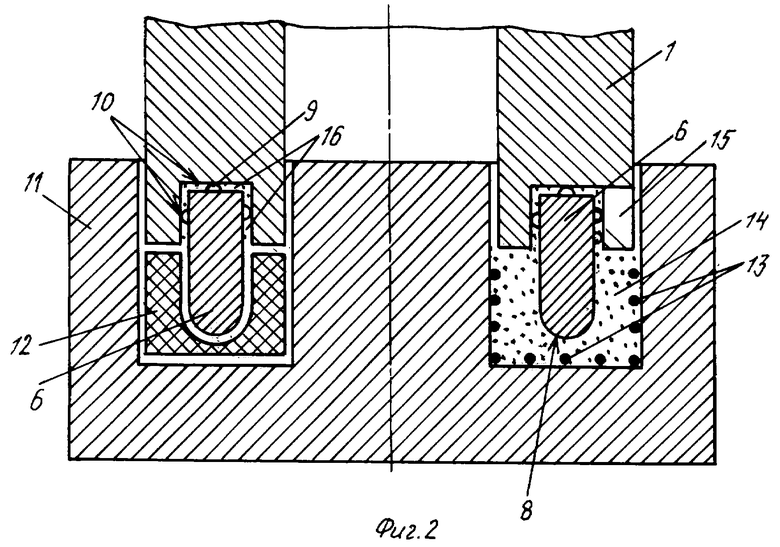
Изобретение поясняется чертежом, на котором фиг.1 изображает общий вид коронки; фиг.2 - схема изготовления коронки в пресс-форме.
Предложенная алмазная буровая коронка содержит цилиндрический корпус 1 с присоединительной резьбой 2 и выступом на рабочем торце и матрицу 3, разделенную промывочными пазами 4 на отдельные секторы 5. Выступ на рабочем торце корпуса 1 выполнен в виде съемного кольца 6 с радиальными пазами 7 на нижнем торце, совмещенными с промывочными пазами 4 матрицы 3, тороидальным торцом 8 со стороны матрицы 3 и центрирующими выступами 9. Последние выполнены на боковой и торцевой поверхностях верхней части съемного кольца 6. Рабочий торец корпуса 1 выполнен с круговым пазом 10 для размещения и крепления верхней части разъемного кольца 6. При этом полость между боковыми и торцевыми поверхностями паза 10 и ответными поверхностями съемного кольца 6 заполняется промежуточным материалом, который служит демпфером для матрицы 3 и жестко соединенного с ней разъемного кольца 6 Промежуточный материал заполняет круговой паз 10 корпуса на всю его высоту. В качестве промежуточного материала используется, как правило припой, хотя может быть использован и специальный сплав с усиленными демпфирующими свойствами.
Способ изготовления предложенной коронки осуществляется следующим образом. В графитовую или металлическую пресс-форму 11 (см. фиг.2) устанавливают вставки 12 под промывочные пазы 3, которые совмещают с радиальными пазами 7 съемного кольца 6. Затем укладывают по определенной схеме алмазы 13 и засыпают шихту 14 на высоту выше верхнего торца съемного кольца 6 и производят предварительную подпрессовку до обнажения верхней части кольца 6. Выступающую из шихты 14 часть кольца 6 совмещают с круговым пазом 10 корпуса 1, полость которого посредством радиальных прорезей 15 сообщают с наружной и внутренней поверхностью корпуса 1. Прорези 15 выполняют на всю высоту кругового паза 10. После установки корпуса 1 производят окончательную подпрессовку и пропитку шихты 14 пропиточным металлом, например медью или латунью, который, расплавляясь, пропитывает матрицу 3 и заполняет зазоры между съемным кольцом 6 и стенками паза 10. Для обеспечения равномерного заполнения зазоров припоем на всю высоту кругового паза 10 на боковой и торцевой поверхностях верхней части разъемного кольца 6, размещенной в круговом пазу 10 корпуса 1, выполнены центрирующие выступы 9. Образующиеся при пропитке газы удаляются из полости кругового паза 10 через радиальные прорези 15, что гарантирует высокое качество соединения съемного кольца 6 с корпусом 1. Использование тороидальной формы нижнего торца съемного кольца 6 исключает возникновение концентраторов напряжений в матрице 3, что уменьшает вероятность образования трещин в матричном кольце и тем самым повышает работоспособность коронки в целом. Полученную коронку после охлаждения извлекают из пресс-формы и подвергают механической обработке, включая нарезание резьбы 2.
Принцип работы коронки заключается в следующем. Под действием осевой нагрузки и крутящего момента алмазосодержащая матрица 3 производит разрушение породы. При этом благодаря нежесткому соединению матрицы 3 с корпусом 1 обеспечивается демпфирование рабочей части коронки как в осевом, так и в радиальном направлениях. Это благоприятно сказывается на стойкости алмазов 13 и всей матрицы 3 и, как следствие этого, обеспечивается рост механической скорости бурения и проходки на коронку.
Использование в предложенной коронке съемного кольца 6 обеспечивает значительное сокращение расхода дорогостоящей твердосплавной шихты. Выполнение разъемного кольца с тороидальным торцом исключает образование концентраторов напряжений, а размещение противоположного торца разъемного кольца в торцевом пазу корпуса повышает надежность соединения корпуса 1 с матрицей 3.
В целом это позволяет повысить технико-экономические показатели работы коронок и снизить стоимость буровых работ.
| название | год | авторы | номер документа |
|---|---|---|---|
| БУРОВАЯ КОРОНКА | 2007 |
|
RU2332556C1 |
| АЛМАЗНАЯ БУРОВАЯ КОРОНКА | 2011 |
|
RU2473774C1 |
| БУРОВАЯ КОЛЬЦЕВАЯ КОРОНКА | 2007 |
|
RU2332555C1 |
| БУРОВАЯ КОРОНКА | 2005 |
|
RU2298079C1 |
| АЛМАЗНАЯ БУРОВАЯ КОРОНКА | 2012 |
|
RU2496964C1 |
| АЛМАЗНАЯ БУРОВАЯ КОРОНКА | 2005 |
|
RU2287657C1 |
| АЛМАЗНАЯ БУРОВАЯ КОРОНКА | 2011 |
|
RU2473773C1 |
| КОРОНКА БУРОВАЯ | 2005 |
|
RU2298077C1 |
| АЛМАЗНАЯ БУРОВАЯ КОРОНКА | 2010 |
|
RU2430233C1 |
| АЛМАЗНАЯ БУРОВАЯ КОРОНКА | 2010 |
|
RU2418938C1 |
Изобретение относится к области породоразрушающего инструмента, а именно к буровым коронкам с алмазным вооружением для бурения скважин с отбором керна. Позволяет повысить механическую скорость бурения и более эффективно разрушать породу за счет демпфирования матрицы в осевом и радиальном направлениях. Коронка включает корпус с выступом и матрицу, разделенную промывочными пазами на отдельные секторы. Особенностью буровой коронки является выполнение выступа на торце корпуса в виде съемного кольца с радиальными пазами, совмещенными с промывочными пазами матрицы, и тороидальным торцом со стороны матрицы. Корпус выполнен с круговым пазом на рабочем торце для размещения и фиксации съемного кольца посредством промежуточного материала, который заполняет полость между съемным кольцом и стенками кругового паза корпуса на всю его высоту. На боковой поверхности верхней части съемного кольца выполнены центрирующие выступы. Способ изготовления коронки включает установку в пресс-форме вставок под промывочные пазы, раскладку алмазов, засыпку их шихтой, предварительную подпрессовку, прессование корпусом и пропитку. Перед засыпкой шихты в пресс-форме устанавливают съемное кольцо, в торцевых пазах которого устанавливают вставки под промывочные пазы, предварительную подпрессовку шихты производят до обнажения верхней части съемного кольца, на которую устанавливают корпус с ответным кольцевым пазом, при этом полость кольцевого паза корпуса посредством радиальных прорезей на всю высоту паза сообщают с наружной и внутренней поверхностями корпуса. 2 н.п. ф-лы, 2 ил.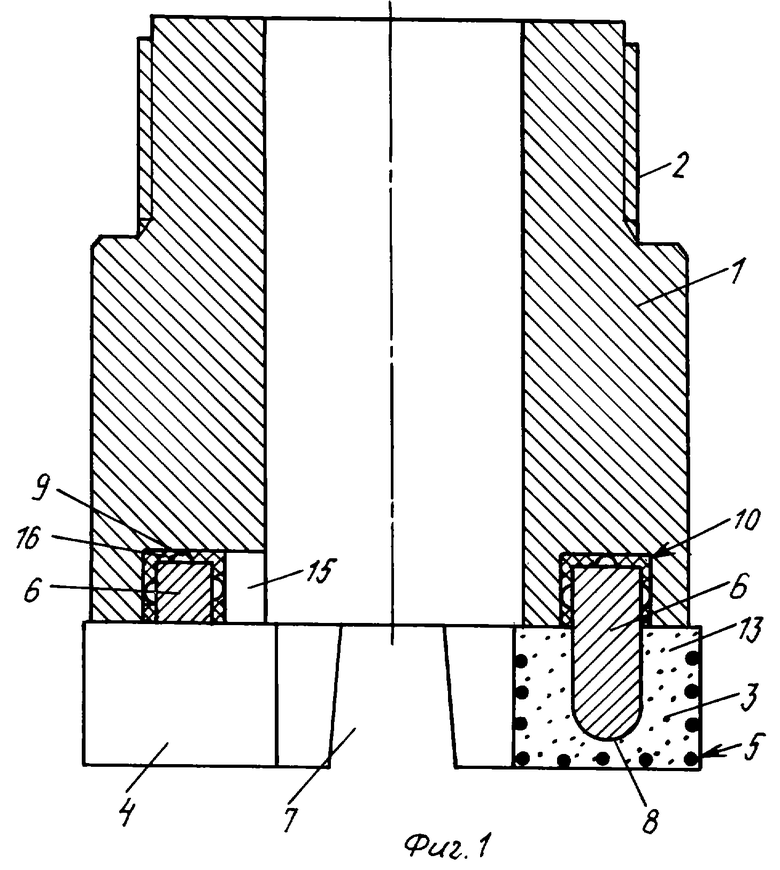
| Буровая коронка | 1981 |
|
SU1020565A1 |
| Алмазная буровая коронка | 1976 |
|
SU587234A1 |
| Буровая алмазная коронка | 1981 |
|
SU994676A1 |
| Буровая коронка | 1980 |
|
SU911004A1 |
| СПОСОБ ДИАГНОСТИКИ И МОНИТОРИНГА ТЕЧЕНИЯ ЗАБОЛЕВАНИЙ ЛЕГКИХ, СОПРОВОЖДАЮЩИХСЯ НАКОПЛЕНИЕМ В АЛЬВЕОЛАХ БЕЛКОВЫХ И ЛИПИДНЫХ СУБСТАНЦИЙ | 2014 |
|
RU2593229C2 |

