Изобретение относится к способу производства пластикового оконного стекла, снабженного структурой, состоящей из заделанных электрических проводников с признаками преамбулы пункта 1, а также к соответствующему пластиковому оконному стеклу в соответствии с независимым пунктом 14.
При конструировании автомобилей масса конструкции кузова постоянно снижается. Таким образом, например, оконные стекла заменяются пластиковыми оконными стеклами, предпочтительно изготовленными из поликарбоната (ПК, PC) или полиметилметакрилата (ПММА, РММА). Также используются гибридные композиты, состоящие из стеклянных и пластиковых оконных стекол. В частности, также идет поиск решений проблемы замены стеклянных окон, снабженных вставленными обогревающими проволоками или антенной, пластиковыми оконными стеклами.
В патенте США US-A-5525401 описан соответствующий способ и автомобильные стекла, изготовленные из пластика, где при производстве стекол электропроводящую структуру наносят путем трафаретной печати на одну сторону изначально плоской тонкой пластиковой пленки. После отвердения нанесенного трафаретной печатью рисунка, который может также включать непрозрачную периферическую полосу в виде рамки, пленка с оттиском может быть уложена в литьевую форму для литья под давлением, в которой пленке можно придать искривленную пространственную форму. Таким образом, ее сторону с оттиском соединяют с пластиковой основой, которая получена литьем под давлением в форме для литья. В конечном изделии проводящая структура заключена между пленкой и основой оконного стекла и защищена от каких-либо повреждений.
Однако пасты для трафаретной печати, которые могут быть нанесены при промышленном производстве на пластиковые поверхности и которые проявляют хорошую электропроводность на уровне, необходимом для обогрева, на рынке отсутствуют. Кроме того, проводящие структуры, которые могут быть произведены обычной трафаретной печатью, визуально очень заметны, если их сравнивать с небольшой толщиной доступных нагревательных проволок.
В заявке DE-A1-19927999 раскрыто пластиковое слоистое оконное стекло, состоящее из двух относительно тонких ПК пленок, расположенных снаружи, и наполняющего слоя («основа оконного стекла»), также изготовленного из ПК, который соединяет их друг с другом. Электропроводящее покрытие отпечатано на внутренней стороне одной из двух пленок. Для изготовления внешнего электрического соединения с проводящим слоем рассматриваемую пленку протыкают выступающим наружу штыревым контактом, который находится во внутреннем электрическом контакте со слоем. Внешние стороны обеих пленок снабжены покрытиями, защищающими от царапанья.
В заявке DE-A1-3506011 описан способ производства пластикового оконного стекла с электрообогревом, при котором тонкие проволоки наслаивают на поверхность или прессуют в поверхность предварительно изготовленной основы оконного стекла, и эту поверхность затем снова разглаживают прессованием. Материал основы оконного стекла должен полностью заключать в себя обогревающие проволоки. И, наконец, обе стороны основы оконного стекла толщиной приблизительно 1 мм соединяют с покрывающими листами, изготовленными из поперечно сшитого полиуретана толщиной приблизительно 0,3 мм, с помощью термопластичных полиуретановых адгезивных слоев. Характеристики самозалечивания последних слоев улучшают износостойкость и стойкость к царапанью внешних сторон оконного стекла. Предусмотрены тонкие металлические полосы для создания электрического контакта с проволоками, заделанными во внутреннем слое.
В заявке ЕР-А1-7857 описано прозрачное слоистое оконное стекло, снабженное группой электропроводящих проволок, которое по существу получено наслаиванием жесткого оконного стекла из стекла или пластика (ПК или ПММА) и относительно тонкой слоистой заготовки, состоящей из механически прочного внешнего листа и адгезивного термопластичного промежуточного листа, снабженного нанесенными или вставленными проволоками. Конечное слоистое оконное стекло может быть использовано главным образом в качестве обогреваемого автомобильного стекла. Его внешний лист предпочтительно изготовлен из термоотверждаемого полиуретана толщиной приблизительно 0,5 мм, причем его поверхность проявляет характеристики самозалечивания при механическом воздействии. Напротив, промежуточный лист изготовлен из термопластичного полиуретана с толщиной только приблизительно 0,05 мм. Проволоки наносят после производства слоистой заготовки на свободную сторону промежуточного листа. Затем слоистую заготовку прикрепляют путем клеевого соединения к жесткому стеклянному или пластиковому (ПС или РММА) оконному стеклу путем каландрования и необязательно затем подвергают автоклавной обработке.
Из патента DE-C2-4201620 также известно устройство для нанесения тонких проволок на пластиковый лист, который выполнен с возможностью его размещения в слоистом оконном стекле и который сам, в частности, образует адгезивный лист для соединения поверхностей двух стеклянных окон вместе. Такие слоистые оконные стекла используют в современных автомобилях в качестве обогреваемых стекол и/или включающих антенну стекол, в которых проволоки должны быть всегда электрически соединены с внешними разъемами.
Другой случай применения прозрачных оконных стекол с заделанными проволоками описан в патенте DE-C2-4227032. Оконное остекление для зданий, описанное в работе, включает тонкие параллельные металлические проволоки, размещенные в элементе многослойного остекления, причем указанные проволоки отражают радиоизлучение. Для такого варианта применения не требуются внешние электрические разъемы.
Задача настоящего изобретения относится к созданию технологически простого способа производства пластикового оконного стекла с заделанной проводящей структурой, а также к пластиковому оконному стеклу, обладающему хорошей износостойкостью и проводимостью, которое может быть изготовлено этим способом.
Что касается способа, то в соответствии с настоящим изобретением эта задача достигается с помощью признаков по пункту 1. Признаки пункта 14 описывают соответствующее пластиковое оконное стекло. Признаки дополнительных пунктов, находящихся в зависимости от соответствующих независимых пунктов, описывают целесообразные варианты объектов изобретения.
Таким образом, по меньшей мере, одна проволока или множество проволок наносятся непосредственно на такой относительно тонкий твердый пластиковый лист или интегрируются в поверхность последнего, и поверхность листа, которая расположена на противоположной стороне от проволок, образует одну из внешних сторон конечного оконного стекла. Проводящая структура в соответствии с настоящим изобретением также может быть изготовлена путем размещения отдельной проволоки в заданном порядке или, с другой стороны, структуры проволок, например, в виде петель, извивающихся рисунков и т.д. Конечно, для получения структуры, содержащей несколько параллельных участков, также можно размещать на стороне листа, вначале, изогнутую проволоку с искривленными соединительными частями, расположенными снаружи или внутри стороны листа, а затем обрезать изогнутые соединительные части, чтобы затем соединять концы проволок по параллельной схеме посредством электрических шин.
На ту сторону листа, которая снабжена проволокой или проволоками, затем воздействуют путем впрыскивания через тыльную сторону в литьевую форму веществом, которое будет образовывать основу оконного стекла. Отдельный адгезивный слой между листом и основой оконного стекла исключается. Конечно, всегда объединяют пластики, которые в процессе литья под давлением основы оконного стекла соединяют вместе плотно и прочно. Предпочтительно как лист, так и дополнительный материал для основы оконного стекла готовят из поликарбоната. Однако лист и основа оконного стекла могут быть изготовлены не из одинакового материала. Также можно использовать ПММА и другие подходящие материалы и необязательно объединять их при условии, что материалы листа и основы оконного стекла совместимы и, следовательно, при условии, что они надежно и прочно скреплены друг с другом с помощью литья под давлением. В оптимальном случае поверхность сплавления вещества, введенного на тыльную сторону, с листом образует практически однородный композит, полученный из листа и основы оконного стекла.
Как и в других оконных стеклах с введенными проволоками, в оконных стеклах, описанных в данном случае, проволоки также могут быть использованы в качестве препятствующих нагреванию элементов, в качестве проводников для антенны, в качестве проводников для разрыва сигнальной петли и/или также для экранирующих или декоративных целей.
Площадь поверхности, снабженной проволоками, в конечном продукте (и, следовательно, или обогревающая или действующая в качестве антенны) может быть определена свободно. Например, кроме размещения проволок по всей поверхности можно снабжать указанными проволоками только часть поверхности листа. Более того, различные «функциональные области» (обогрев, антенна и др.) могут быть оборудованы проволоками на одном и том же листе, и эти проволоки абсолютно не должны быть электрически соединены вместе, но они могут быть электрически соединены снаружи отдельно друг от друга в соответствии с требованиями.
Возможно даже использовать лист с площадью меньше, чем общая площадь оконного стекла. Указанная общая площадь определяется только основой оконного стекла, которая выступает, по меньшей мере, на одной стороне за лист, или образует гладкое удлинение внешней стороны листа. Переходы между листом и основой оконного стекла на внешней стороне оконного стекла едва заметны даже в прототипах, что является результатом плавления материала, вводимого горячим под высоким давлением через тыльную сторону листа, в особенности, несмотря на его отрезной край, расположенный на стороне. Также можно размещать две или более листовые части на одной и той же стороне оконного стекла. Когда это приемлемо, упомянутые выше различные функциональные области также могут быть размещены на отдельных листах, которые соединены через тыльную сторону с общей основой оконного стекла за счет литья под давлением через тыльную сторону, и могут быть расположены на одной и той же внешней стороне конечного изделия.
Контур листовой части может быть вырезан по существу как угодно, не только с многоугольной формой, но также в виде круговой, эллиптической или другой формы. В частности, относительно небольшая листовая часть могла бы быть размещена на середине стороны оконного стекла. Поскольку требуются электрические соединения, будет предпочтительно помещать, по меньшей мере, одну часть поверхности около внешнего периметра оконного стекла, если разъемы не должны быть расположены на стороне оконного стекла. Также удобно, чтобы край стороны, или ребро, листа не был отрезан вдоль ровной линии, а чтобы ему была придана структура (например, пилообразная структура, гофрированная структура или несимметричная структура типа прерывистой линии), если это не разрушает гладкую поверхность внешней стороны листа, и в то же время это может служить для маскировки перехода между ним и основой оконного стекла.
Кроме того, с помощью описанной в работе методики также можно получать два покрывающих листа с проволоками и полученную литьем под давлением основу оконного стекла между указанными листами. В этом случае также различные области поверхности оконного стекла могут быть снабжены проволоками. Такие обогреваемые стекла, обогреваемые на обеих сторонах, установленные в автомобилях, могут быть использованы, например, как для быстрого удаления запотевания внутренней стороны, так и для плавления льда на внешней стороне, причем последний аспект особенно необходим на тех участках, куда не достают стеклоочистители ветрового стекла. В случае последнего размещения особенно рекомендуется, чтобы только относительно узкая полоса листа, снабженная проволоками на внешней стороне оконного стекла, была изготовлена и подвергнута литью под давлением через тыльную сторону, так как на этом участке края оконного стекла переход от листа к основе оконного стекла может быть покрыт или замаскирован, например, с помощью непрозрачной цветной рамки. Цветная рамка может быть размещена на той же стороне оконного стекла, что и указанный переход, или также на противоположной стороне оконного стекла, или даже, когда это приемлемо, на той стороне листа, которая расположена снаружи. В последнем варианте материал цветной рамки должен быть, однако, выбран таким образом, чтобы он мог быть впоследствии без каких-либо затруднений присоединен к пластичному веществу, отливаемому под давлением. Даже с цветной рамкой, оканчивающейся точно на переходе, переход является визуально достаточно замаскированным.
В целом, лист может быть снабжен, на его стороне, которая позднее будет расположена внутри, теплозащитным (отражающим ИК-излучение) покрытием, помимо введения проволок. Если предусмотрено два покрывающих листа, то один из них может быть снабжен проволоками, а другой может быть снабжен теплозащитным покрытием.
Для укладки проволок может быть использован один из известных способов укладки проволоки. Предпочтительно для достижения требуемого расположения проволок используют укладывающую головку, регулируемую роботом с программным управлением, которая перемещается над поверхностью листа и которая непрерывно впечатывает или внедряет проволоку в поверхность листа при небольшом давлении и с применением тепла. Если нагревать сами проволоки, то они могут легко проникать в лист при очень небольшом давлении. Если используется укладывающая головка, совершающая пространственное движение, то проволоки могут быть уложены даже на свободную, возможно сферически искривленную поверхность листа, который уже находится в форме для литья. Как и в предшествующем уровне техники, проволока может быть уложена прямыми линиями, по аркам или в форме складок, в соответствии с требованиями рисунка. Доступная проволока имеет толщину от 5 до 500 мкм и имеет достаточную механическую прочность. Обычно проволока изготовлена из вольфрама, но могут быть использованы проволоки, изготовленные из других материалов. Вследствие их небольшой толщины проволоки практически визуально незаметны в установленном оконном стекле, тем более, что большую часть времени как светоотражение, так и рассеивание света сведены до минимума с помощью подходящего покрытия.
Когда это приемлемо, также можно заделывать проволоку или проволоки в поверхность листа с использованием ультразвуковых волн; необходимое тепло, позволяющее проволокам проникать в поверхность листа, затем подается непосредственно на материал листа.
При условии, что лист в форме для литья под давлением снова нагревают как раз на пластиковой области материала, проволока или проволоки могут быть уложены на плоской части листа, которому придана заданная форма в литьевой форме до ее конечной поверхностной конфигурации. Как вариант, листовая часть также могла бы иметь уже приданную, термически пластично, его промежуточную или конечную форму до ее введения в форму для литья под давлением, когда это приемлемо, также до укладывания проволоки.
Более того, «комплектуемые в настоящее время» электрические шины, с которыми некоторые проволоки, размещенные параллельно, могут быть введены в обычный электрический контакт около края оконного стекла, должны быть расположены вдоль рассматриваемой поверхности и введены в проводящий контакт с проволокой или проволоками до литья под давлением через тыльную часть на листе, как это хорошо известно в данной области техники.
Если проволоки должны быть снабжены внешними разъемами, то они могут быть подготовлены до литья под давлением через тыльную сторону. Если это приемлемо, то известным способом могут быть приготовлены штекерные разъемы, которые также заделывают во время литья под давлением оконного стекла. Они остаются доступными извне таким образом, что электрические линии (питающие линии и/или линии антенны) могут быть затем приведены в контакт с заделанными проводами посредством штекерных разъемов.
Предпочтительно проволоки, предусмотренные в качестве препятствующих нагреванию элементов, наносят на пластиковый лист взаимно отделенными расстояниями самое большее 20 мм, предпочтительно самое большее 10 мм.
В варианте изобретения проволока или проволоки могут быть протянуты в соответствующей форме для литья под давлением только на одной плоской или искривленной (выпуклой) стороне листа, и в этом случае они протягиваются, по меньшей мере, на одной стороне, поверх заполненной поверхности листа, и проволоки могут быть фиксированы с помощью вводимого материала основы стекла, и в этом случае они также могут проникать внутрь поверхности листа самое позднее во время нагревания формы.
Такой же эффект может быть получен при введении проволоки или проволок, когда их укладывают на верхнюю часть той стороны, которая должна быть заполнена, и временно фиксируют на ней другими средствами. Для этого можно, во-первых, отрезать лист с одной стороны больше, чем это необходимо, и позднее удалять с помощью подходящих средств избыточную часть листа, которая является ненужной, не отрезая одновременно отрезки проволоки, которые выступают (свободные концы, петли). Такие операции не могут быть выполнены, когда оттиск нанесен с помощью трафаретной печати.
В частности, но не только в предыдущих случаях, проволоки могут выходить по направлению наружу за конечное оконное стекло (по меньшей мере, у одного переднего края) так, чтобы они, где это приемлемо, были присоединены в этом месте к внешней поверхности стороны оконного стекла.
Вставленные или нанесенные проволоки во всех случаях заделаны между листом и введенным с тыльной стороны материалом, что приводит, в сравнении с известными решениями, к проволокам, заделанным больше на внутренней стороне, или, с другой стороны, заделанным более глубоко в слоистый материал с тем преимуществом, что проволоки находятся в этом случае очень близко к поверхности тонкого листа, который должен быть нагрет. Это таким образом компенсирует плохую теплопроводность используемого пластика и обеспечивает достаточно короткое время нагрева.
Для получения поверхности нагрева как можно более однородной проволоки укладывают отдельно на относительно коротких расстояниях. Следовательно, одновременно сводятся до минимума неравномерности в термическом удлинении пластика.
Лист может иметь толщину от 0,1 до 1 мм или более, предпочтительно от 0,2 до 0,7 мм. Толщина основы оконного стекла будет преимущественно составлять от 1,5 до 8 мм, и, когда это приемлемо, даже больше, в зависимости от площади поверхности конечного продукта и предполагаемого применения. Его размеры определяются оформляющей полостью формы для литья под давлением. Конечно, та же самая оформляющая полость также может быть приемлема, как это хорошо известно, для прямого формования других оконных принадлежностей, например креплений, светильников и др., на материале литья под давлением через тыльную сторону или на основе оконного стекла.
Свободные наружные стороны листа и основы оконного стекла обычно снабжены покрытием, устойчивым к царапанью; конечно, лист может быть уже соответственно покрыт до укладки проволок, предпочтительно, когда указанный лист простирается по всей внешней стороне оконного стекла.
Другие детали и преимущества объекта настоящего изобретения будут понятны из чертежей иллюстративного примера и из последующего подробного описания.
На чертежах в упрощенной форме и без определенного масштаба показаны фрагменты пластиковых окон.
На фиг.1 изображен первый вариант изобретения, в котором покрывающий лист, выполненный только на одной стороне, снабжен проволоками, ориентированными так, чтобы они были взаимно параллельны.
На фиг.2 показан второй вариант, в котором два покрывающих листа снабжены проволоками в различных частях поверхности на каждой стороне основы оконного стекла.
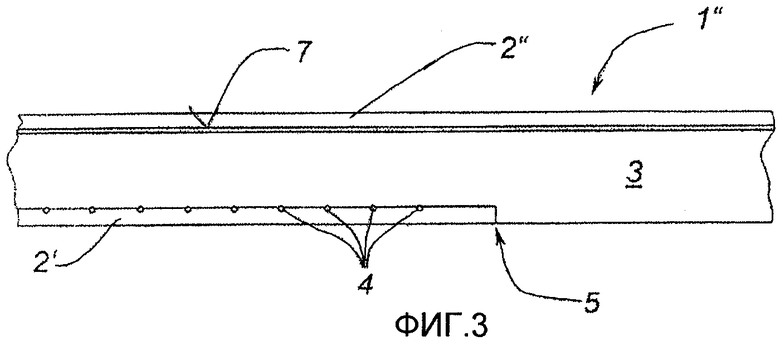
На фиг.3 изображен третий вариант изобретения, в котором один лист снабжен проволоками, а второй лист снабжен теплозащитным покрытием.
Пластиковое оконное стекло в соответствии с фиг.1 состоит по существу из тонкого пластикового листа 2 и основы оконного стекла 3, надежно и прочно соединенного с этим листом путем литья под давлением с тыльной стороны в форме для литья. Контактная поверхность, или, иначе, соединение, между листом и основой оконного стекла показана в данном случае только для иллюстрации. В фактическом изделии она едва заметна, так как материал основы оконного стекла сливается со стороной листа при литье под давлением с тыльной стороны. В эту поверхность листа 2, обращенную к соединению, вставлен ряд тонких проволок 4, размещенных параллельно друг другу на относительно коротком расстоянии. Они полностью заделаны в материал пластикового листа 2, не протыкая открытой поверхности последнего. Проволоки 4 по существу намного тоньше, чем лист. Сформованный литьем пластик основы оконного стекла 3 сглаживает любую неровность внутренней поверхности листа. Лист и основа оконного стекла в данном случае имеют одинаковые площади поверхности. Покрытие, защищающее от царапанья, в данном случае не показано. Оно может быть нанесено на открытую сторону листа до укладывания проволок, тогда как на основу оконного стекла, конечно, только после его отверждения, до или после того, как ее извлекут из формы для литья под давлением.
Еще раз следует отметить, что в иллюстративных примерах предположительно всегда используется множество проволок, но также можно готовить систему проволок из одной проволоки с отрезками проволоки, которые ориентированы параллельно друг к другу, как это показано.
В пластиковом оконном стекле 1', представленном на фиг.2, обе стороны основы оконного стекла 3 снабжены листами 2 и 2', которые в свою очередь оба имеют введенные проволоки 4. В этом варианте изобретения проволоки 4 не полностью заделаны в материал листа, но в «соединении» между листами и основой оконного стекла, образованном литьем под давлением, они немного проникают в последнее. Кроме того, лист 2' меньше по площади, чем общая площадь оконного стекла, так что на переходе 5 поверхность основы оконного стекла 3 образует плоское соединение с поверхностью листа 2'. На другой стороне оконного стекла 1' целый лист 2 снабжен проволоками только на части его внутренней стороны. На его внешней передней стороне выполнено непрозрачное покрытие 6 в той области, на которой расположен переход 5 и на которой те стороны листа, которые снабжены проволоками, перекрываются. Таким образом, покрытие 6 визуально маскирует эти области в направлении взгляда.
Если такое стекло используется в автомобиле, например, в качестве заднего стекла, лист 2' меньшего размера может быть затем помещен на сторону, расположенную снаружи, при соответствующей подгонке, когда его проволоки 4 будут использоваться в качестве обогревающей области для борьбы с обледенением участка, недоступного для стеклоочистителей. Одновременно проволоки 4 листа 2, расположенного внутри, образуют полезную поверхность обогрева для предотвращения запотевания внутренней стороны того же оконного стекла. Получаемые области обогрева каждый раз формируются около поверхности, которая селективно нагревается для обеспечения быстрого нагрева поверхностей оконного стекла.
В третьем варианте осуществления изобретения на фиг.3 представлена та же комбинация основы оконного стекла 2 и листа 2', снабженного проволоками 4 (как на фиг.2), но со вторым покрывающим листом 2', который покрыт известным способом прозрачным покрытием 7 поверх всей поверхности, защищая ее от нагрева, в частности отражая инфракрасное излучение, на его стороне, обращенной к основе оконного стекла. Последнее может иметь не только упомянутую выше пассивную функцию, но также, как известно, может быть использовано в качестве поверхности обогрева.
Во всех иллюстративных примерах на участках, где они необходимы, могут быть выполнены внешние разъемы в соответствии с известным предшествующим уровнем техники. Нет необходимости в освещении дополнительных деталей, связанных с ними, так как соответствующие средства можно считать известными.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНСТРУКЦИЯ ОКОННОГО СТЕКЛА С МНОГОСЛОЙНЫМ СТЕКЛОМ С РАСШИРЕННЫМ ЕМКОСТНЫМ КОММУТАЦИОННЫМ УЧАСТКОМ | 2017 |
|
RU2727797C1 |
| ПРОЗРАЧНОЕ ОКОННОЕ СТЕКЛО | 2017 |
|
RU2715504C1 |
| КОМПОЗИТНОЕ ОКОННОЕ СТЕКЛО | 2019 |
|
RU2764891C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОФИЛИРОВАННОЙ КРОМКИ НА ДЕТАЛИ И ОКОННОЕ СТЕКЛО, ВЫПОЛНЕННОЕ С ПРОФИЛИРОВАННОЙ КРОМКОЙ | 2002 |
|
RU2305630C2 |
| КОНСТРУКЦИЯ ОКОННОГО СТЕКЛА С ПЛАСТИНОЙ С ЭНЕРГОСБЕРЕГАЮЩИМ ПОКРЫТИЕМ И ЕМКОСТНЫМ КОММУТАЦИОННЫМ УЧАСТКОМ | 2016 |
|
RU2702509C2 |
| СИСТЕМА ОКОННОГО СТЕКЛА С АВАРИЙНОЙ СИГНАЛИЗАЦИЕЙ | 2016 |
|
RU2699827C1 |
| ОКОННОЕ СТЕКЛО С ЕМКОСТНЫМ ДАТЧИКОМ | 2017 |
|
RU2727852C1 |
| ОКОННОЕ СТЕКЛО С ЕМКОСТНЫМ КОММУТАЦИОННЫМ УЧАСТКОМ ДЛЯ БЕСКОНТАКТНОГО УПРАВЛЕНИЯ ФУНКЦИЕЙ | 2017 |
|
RU2719054C1 |
| ТЕРМООБРАБАТЫВАЕМОЕ ОКОННОЕ СТЕКЛО С ПОКРЫТИЕМ | 2007 |
|
RU2421419C2 |
| ПРОТИВОВЗЛОМНОЕ ОКОННОЕ СТЕКЛО | 1994 |
|
RU2111540C1 |

Изобретение относится к способу производства пластикового оконного стекла, снабженного структурой, состоящей из заделанных электрических проводников, а также к соответствующему пластиковому оконному стеклу.
Техническим результатом изобретения является уменьшение стоимости готового изделия за счет применения в качестве проводящего элемента проволоки и увеличение прозрачности полученного стекла.
Технический результат достигается способом производства пластикового стекла, снабженного заделанными электрическими проводниками, в котором проводники соединены с поверхностью пластикового листа. Эта поверхность впоследствии принимает другой слой пластика путем литья под давлением через тыльную сторону для формирования основы оконного стекла. При этом материал пластикового листа и отлитый под давлением пластик напрямую соединяют вместе за счет взаимной адгезии. Причем та поверхность пластикового листа, которая расположена на противоположной стороне от проводников, образует одну из внешних сторон конечного оконного стекла. Электрические проводники получены путем снабжения, по меньшей мере, одной металлической проволокой той поверхности пластикового листа, которая должна быть подвергнута тыльному литью под давлением. 2 н. и 22 з.п. ф-лы, 3 ил.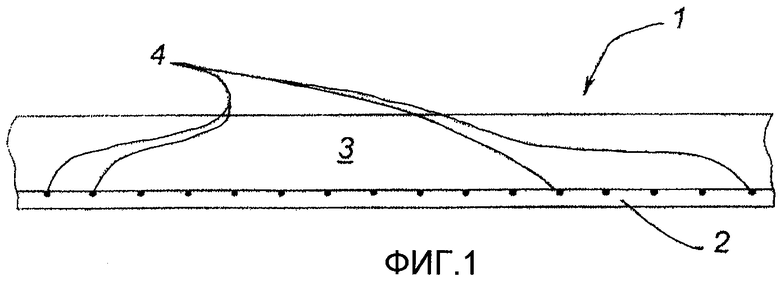
| US 6024904 А, 15.02.2000 | |||
| JP 7032976 А, 03.02.1995 | |||
| DE 3506011 A1, 21.08.1986 | |||
| US 5525401 A, 11.06.1996 | |||
| Приспособление для автоматического наполнения ведра водой в колодце и опорожнения его поверх колодца | 1925 |
|
SU7857A1 |
| ПРОТИВОВЗЛОМНОЕ ОКОННОЕ СТЕКЛО | 1994 |
|
RU2111540C1 |

