Область техники
Настоящее изобретение в целом относится к крышкам банок для напитков, в частности к металлическим крышкам банок для напитков, используемым для соединения с корпусом банки для напитков.
Уровень техники
Емкости для напитков, в частности металлические банки для напитков, обычно изготавливают путем соединения крышки с корпусом банки для напитков. Иногда два торцевых элемента, дно и крышка, могут быть присоединены к верхней и нижней сторонам корпуса банки. Чаще, однако, крышку банки соединяют с корпусом, полученным вытяжкой и штамповкой из плоского листа металла, например из алюминия. Вследствие потенциально высокого внутреннего давления, создаваемого газированными напитками, для обоих элементов: корпуса банки и ее крышки обычно требуется, чтобы они выдерживали внутреннее давление, превышающее 630 кПа (90 фунт-сил на квадратный дюйм) без разрушения и деформации. Кроме того, в зависимости от различных окружающих условий, как, например, жара, перелив, высокое содержание углекислого газа и вибрация, внутреннее давление в банке с напитком может превышать значения порядка 689 кПа (100 фунт-сил на квадратный дюйм).
Таким образом, крышки банок для напитков должны быть прочными, чтобы выдерживать высокое внутреннее давление, но при этом они должны изготавливаться из чрезвычайно тонких материалов, например, из алюминия, для уменьшения общей стоимости процесса изготовления и веса конечного продукта. Соответственно, существует значительная потребность в конструкции долговечной крышки банки для напитков, которая сможет выдержать высокое внутреннее давление, создаваемого газированными напитками, и внешние нагрузки, прилагаемые во время транспортировки, и которая при этом была бы изготовлена из долговечных, легких и чрезвычайно тонких металлических материалов. Одним из примеров, выбранным в качестве ближайшего аналога, является металлическая крышка, предложенная в US 5685189 В1, В21D 51/44, 11.11.1997. В настоящей заявке предложена улучшенная конструкция крышки банки для напитков, выполненной для соединения с корпусом банки для напитков, которая имеет улучшенные параметры впадины, области центральной панели и общей глубины крышки, что дает существенную экономию в стоимости материалов, и при этом может выдерживать существенное внутреннее давление.
Краткое описание изобретения
Таким образом, в одном из аспектов данного изобретения предложена крышка банки для напитков, которая может выдерживать значительные внутренние давления, около 689 кПа (100 фунт-сил на квадратный дюйм), и при этом дает экономию от 3 до 15% стоимости материала, используемого для изготовления обычной крышки банки для напитков.
В другом аспекте настоящего изобретения предложена крышка банки для напитков, изготавливаемая с помощью обычного оборудования и, таким образом, устраняющая необходимость приобретения дорогих новых штампов и прессов, требуемых для изготовления крышки банки для напитков. Таким образом, существующее и хорошо известное производственное оборудование и процессы могут быть использованы для быстрого и эффективного начала производства усовершенствованных крышек банок для напитков на существующих производственных мощностях.
В еще одном аспекте настоящего изобретения предложен способ формовки крышки банки для напитков, дающий в результате крышку банки с радиусом впадины, не превышающим 0,38 мм. В частности, способ изготовления обычно включает двухступенчатый процесс, в котором обычную предварительную заготовку крышки банки вначале формуют, а затем зажимают между двумя расположенными друг против друга инструментами, причем функцию зажима выполняют перед обжатием впадины банки. Формовочный инструмент, расположенный снизу заготовки, имеет необходимые диаметр панели, радиус панели, тип стенки, и предпочтительные наружные геометрические размеры, как необходимо. Заготовку затем досылают к формовочному инструменту, прижимающему зону впадины к инструменту панели и прокатывающему ее по панели, придавая таким образом заготовке форму инструмента панели и плотно заворачивая нижний радиус по инструменту панели. Предпочтительно, формовку заготовки выполняют без использования пуансона, направленного вниз в область впадины.
В еще одном аспекте настоящего изобретения предложена конструкция крышки банки для напитков, дающая экономию стоимости материалов путем уменьшения размера материала заготовки, в противоположность использованию более тонких материалов, более склонных к повреждению. Таким образом, целостность и прочность банки с напитком не подвергается риску, в то время как существенно снижается стоимость материалов в результате уменьшения размеров заготовки.
В еще одном аспекте настоящего изобретения предложена конструкция крышки банки для напитков, для изготовления которой используют более тонкий металл, что дает дополнительную экономию, при этом обеспечивается достаточная прочность, основанная на свойствах используемых алюминиевых сплавов.
В еще одном аспекте настоящего изобретения предложена конструкция крышки банки для напитков с верхней обжимной стенкой, расположенной под углом θ1 верхней обжимной стенки и нижней обжимной стенкой, расположенной под углом θ2 нижней обжимной стенки. Кроме того, глубина крышки между верхней частью кольцевой кромки и нижней частью впадины приблизительно равна 5,46-5,72 мм.
Таким образом, в одном из аспектов настоящего изобретения предложена металлическая крышка банки для напитков, которая содержит кольцевую кромочную стенку, выполненную для соединения с боковой стенкой банки для напитков;
верхнюю обжимную стенку, соединенную с указанной кольцевой кромочной стенкой и проходящую вниз под углом θ1 верхней обжимной стенки, равным примерно 25°-35° относительно вертикальной плоскости;
нижнюю обжимную стенку, соединенную в виде единого целого с указанной верхней обжимной стенкой и проходящую вниз под углом нижней обжимной стенки, равным примерно 18°-32° относительно вертикальной плоскости;
впадину, соединенную с нижней частью указанной нижней обжимной стенки и нижней частью внутренней стенки панели и имеющую радиус кривизны, не превышающий 0,38 мм;
причем указанная внутренняя стенка панели проходит вверх под углом ϕ, лежащим в пределах от 0° до 15° относительно вертикальной плоскости; и центральную панель, соединенную с верхним концом указанной внутренней стенки панели и приподнятую над указанной впадиной.
Также в одном из аспектов настоящего изобретения предложенная металлическая крышка банки для напитков, выполненная для соединения с корпусом банки, содержит кольцевую кромочную стенку, выполненную для соединения с боковой стенкой банки для напитков;
обжимную стенку, соединенную в виде единого целого с указанной кольцевой кромочной стенкой и проходящую вниз под углом θ, равным, по меньшей мере, 8° относительно вертикальной плоскости;
внутреннюю стенку панели, соединенную с указанной обжимной стенкой и проходящую вверх под углом θ в диапазоне от 0 до 15° относительно вертикальной плоскости;
впадину, образованную при соединении нижней части указанной обжимной стенки и нижней части указанной внутренней стенки панели и имеющую радиус кривизны менее 0,38 мм; и центральную панель, соединенную с верхним концом указанной внутренней стенки панели и расположенную на расстоянии, по меньшей мере, 2,16 мм над самой нижней частью указанной впадины. В одном из вариантов реализации центральная панель расположена на глубине от 1,52 до 3,56 мм от самой верхней части указанной кольцевой кромочной стенки. Также в одном из вариантов реализации самый наружный край указанной центральной панели расположен на расстоянии от 4,83 до 7,62 мм от самой наружной точки указанной кольцевой кромочной стенки. Также в одном из вариантов реализации центральная панель имеет диаметр, не превышающий 45,72 мм.
Также в одном из вариантов реализации крышка имеет диаметр по внешним закруглениям, не превышающий 59,56 мм.
Краткое описание чертежей
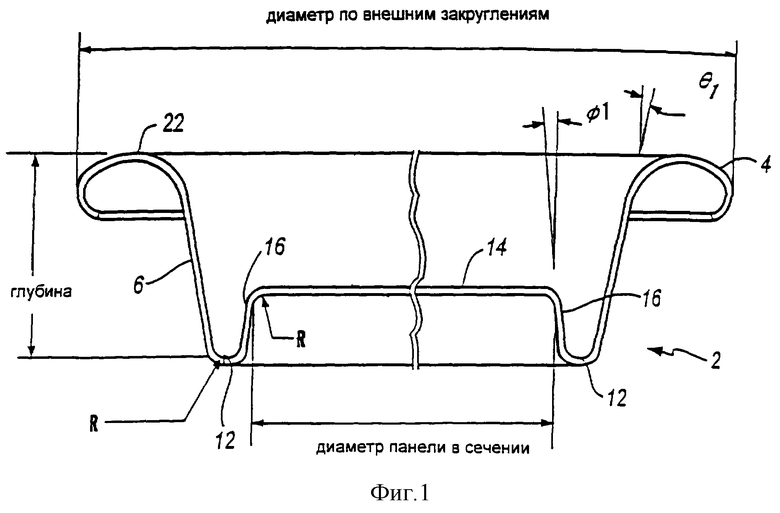
На фиг.1 изображена в поперечном разрезе обычная заготовка 202 крышки банки.
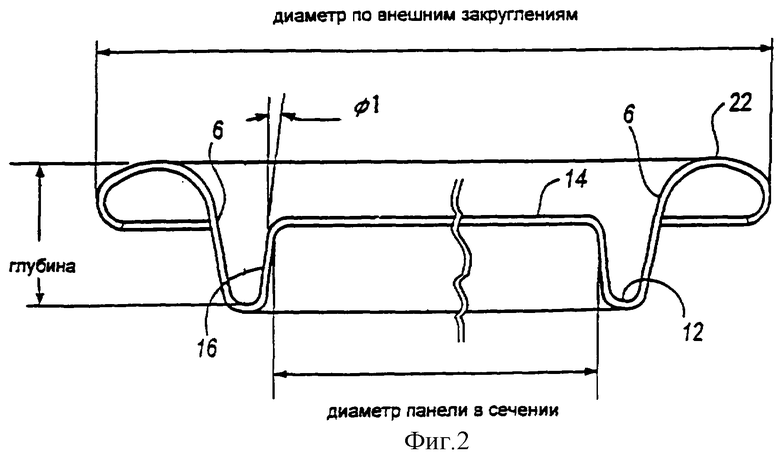
На фиг.2 изображена в поперечном разрезе обычная крышка банки из предварительной заготовки 202, где крышка банки показана перед окончательной формовкой для производства окончательной заготовки, как показано на фиг.3.
На фиг.3 изображена в поперечном разрезе крышка банки, выполненная по одному из вариантов выполнения настоящего изобретения.
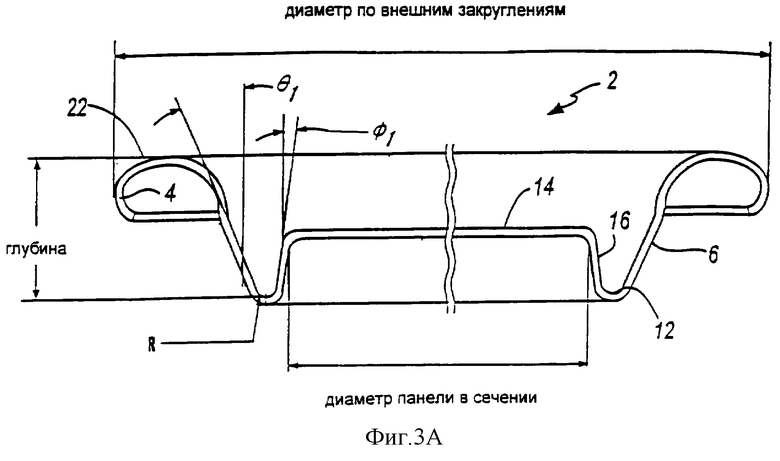
На фиг.3А изображена в поперечном разрезе крышка банки, выполненная по одному из вариантов выполнения изобретения, показанному на фиг.3.
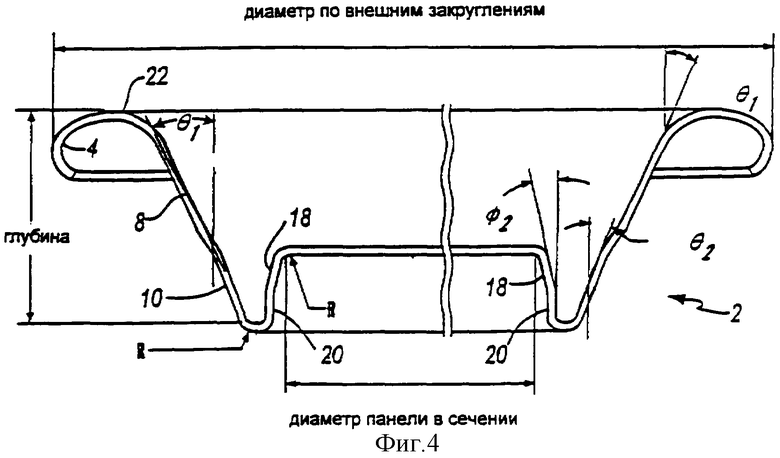
На фиг.4 изображена в поперечном разрезе крышка банки, выполненная по альтернативному варианту выполнения настоящего изобретения.
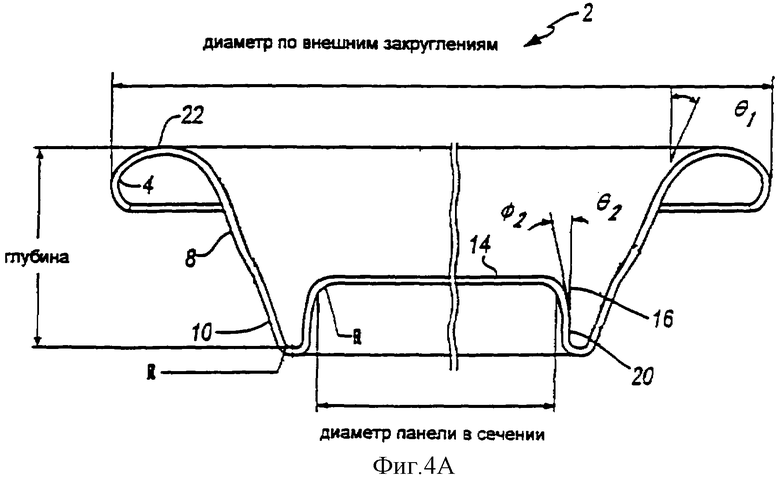
На фиг.4А изображена в поперечном разрезе крышка банки, выполненная по предпочтительному варианту выполнения изобретения, показанному на фиг.4.
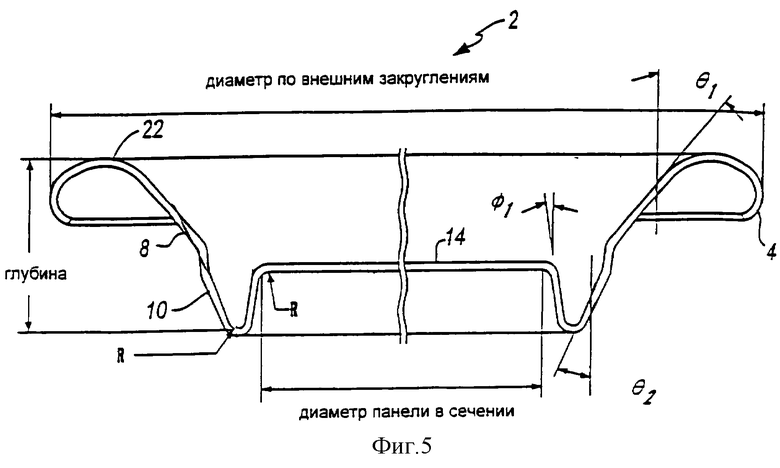
На фиг.5 изображена в поперечном разрезе крышка банки, выполненная по альтернативному варианту выполнения настоящего изобретения.
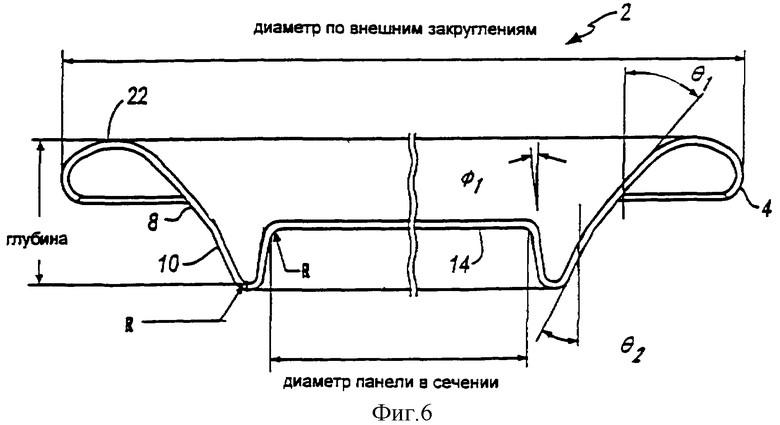
На фиг.6 изображена в поперечном разрезе крышка банки, выполненная по альтернативному варианту выполнения настоящего изобретения.
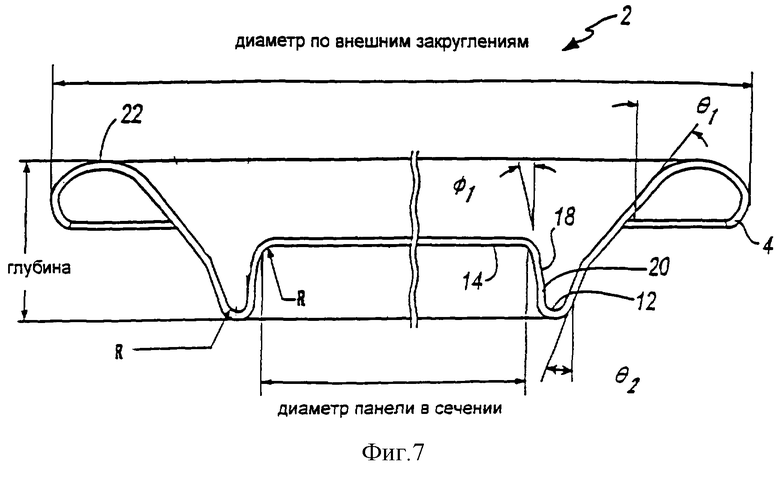
На фиг.7 изображена в поперечном разрезе крышка банки, выполненная по альтернативному варианту выполнения настоящего изобретения.
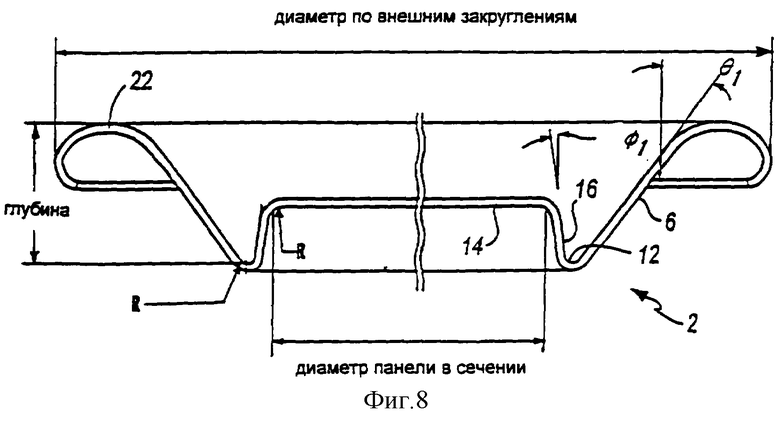
На фиг.8 изображена в поперечном разрезе крышка банки, выполненная по альтернативному варианту выполнения настоящего изобретения.
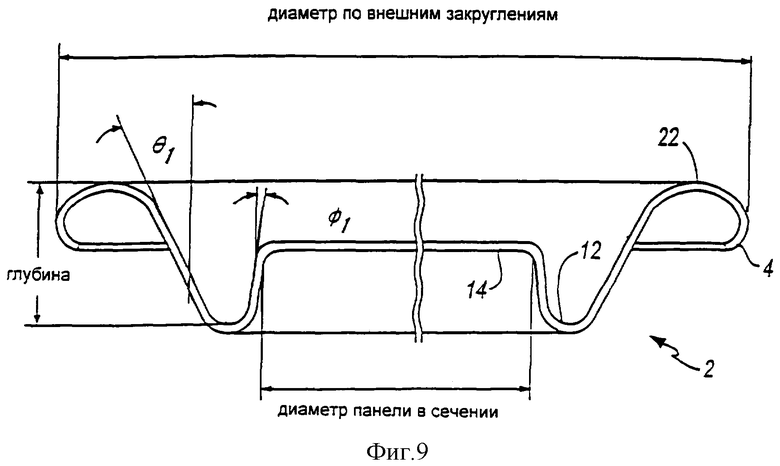
На фиг.9 изображена в поперечном разрезе обычная предварительная заготовка 202, показывающая крышку банки перед окончательной формовкой для получения окончательной заготовки, как показано на фиг.10.
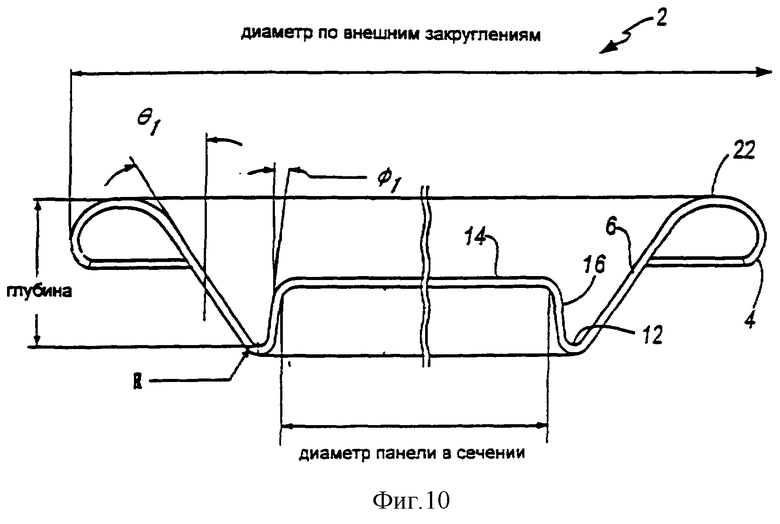
На фиг.10 изображена в поперечном разрезе крышка банки, выполненная по альтернативному варианту выполнения настоящего изобретения, где крышка получена изменением формы предварительной заготовки, показанной на фиг.9.
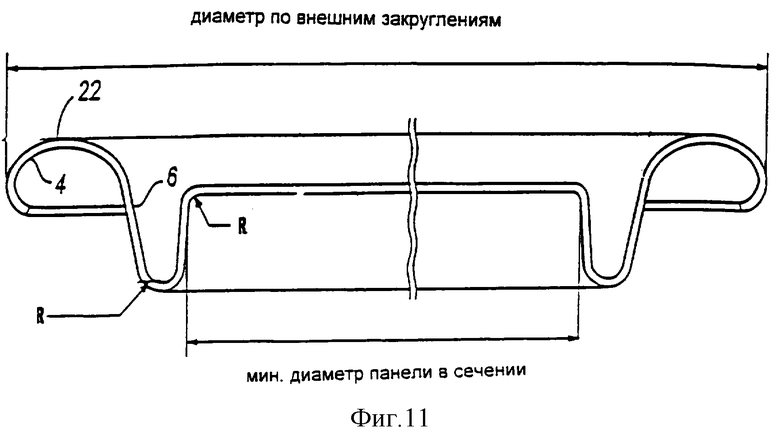
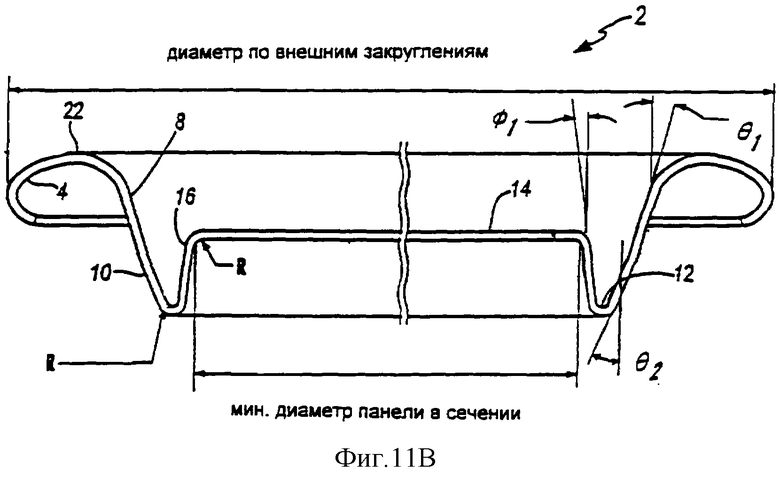
На фиг.11 изображена в поперечном разрезе обычная предварительная заготовка 202, показывающая крышку банки перед окончательной формовкой для получения окончательной заготовки, как показано на фиг.11В.
На фиг.11В изображена в поперечном разрезе крышка банки, выполненная по альтернативному варианту выполнения настоящего изобретения.
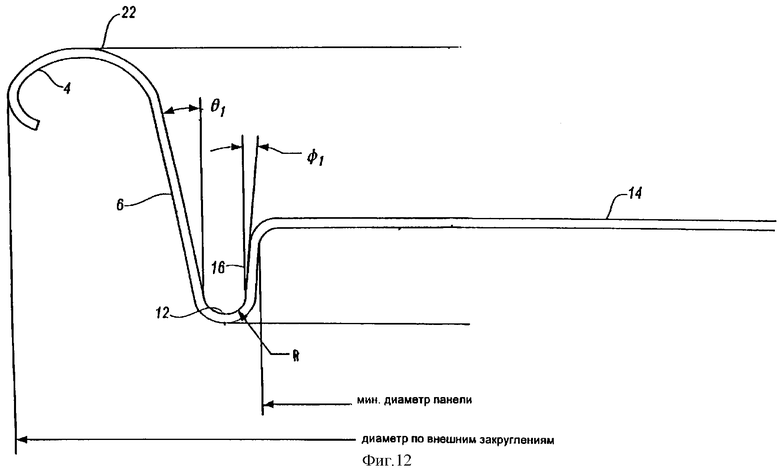
На фиг.12 представлено оцифрованное изображение поперечного сечения, на котором показаны фактические размеры крышки по варианту выполнения, изображенному в виде известной крышки банки на фиг.1.
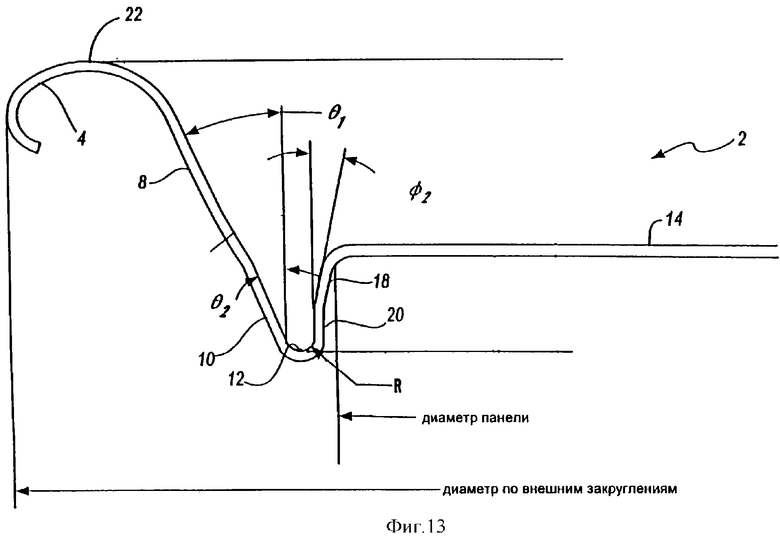
На фиг.13 представлено оцифрованное изображение поперечного сечения, на котором показаны фактические размеры крышки по варианту выполнения, изображенному на фиг.4.
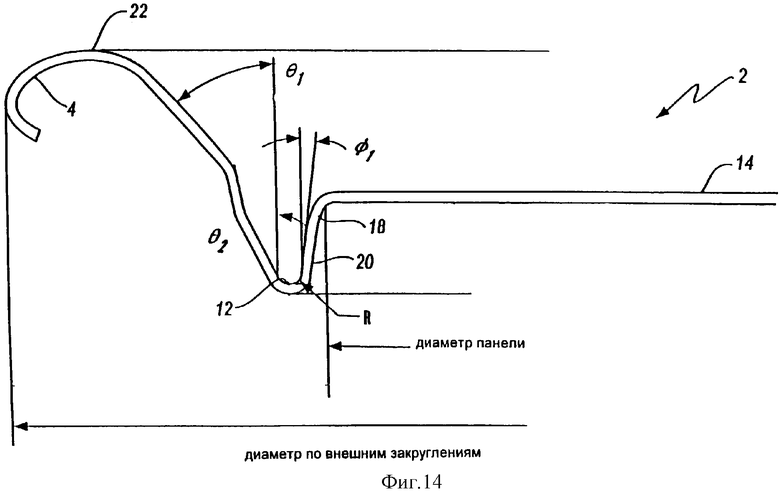
На фиг.14 представлено оцифрованное изображение поперечного сечения, на котором показаны фактические размеры крышки по варианту выполнения, изображенному на фиг.5.
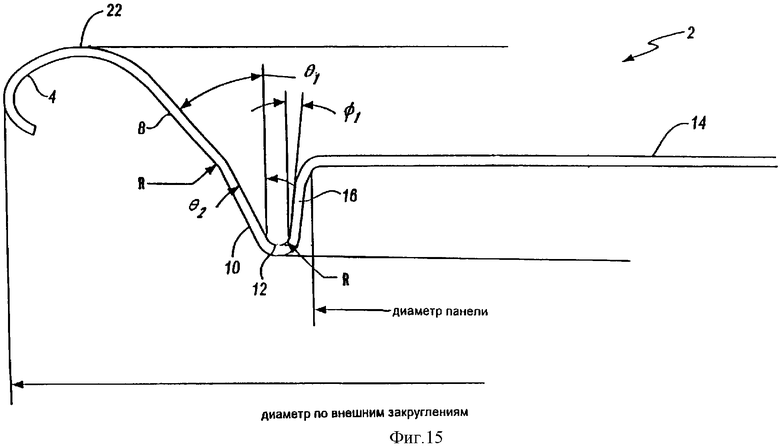
На фиг.15 представлено оцифрованное изображение поперечного сечения, на котором показаны фактические размеры крышки по варианту выполнения, изображенному на фиг.6.
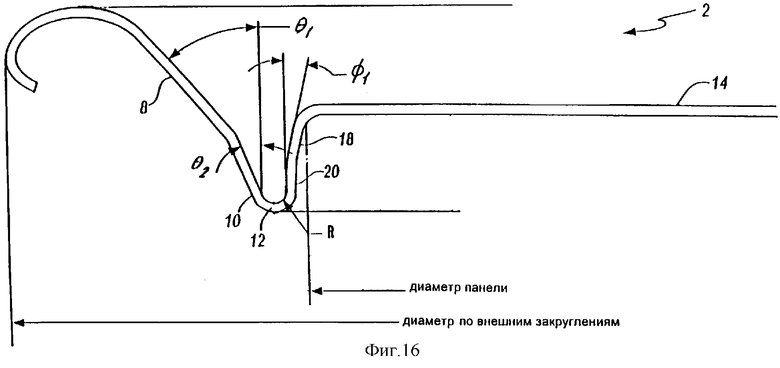
На фиг.16 представлено оцифрованное изображение поперечного сечения, на котором показаны фактические размеры крышки по варианту выполнения, изображенному на фиг.7.
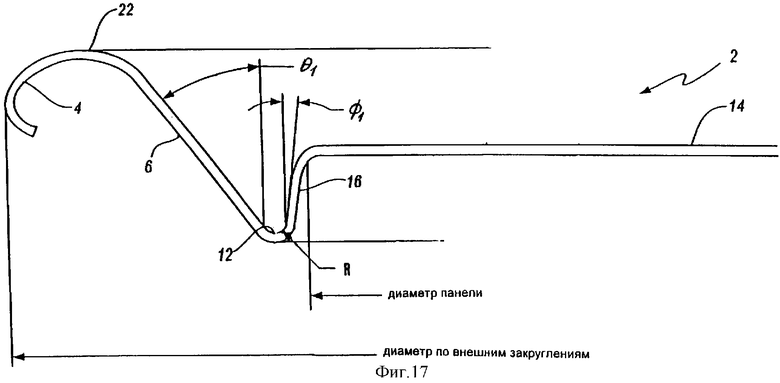
На фиг.17 представлено оцифрованное изображение поперечного сечения, на котором показаны фактические размеры крышки по варианту выполнения, изображенному на фиг.8.
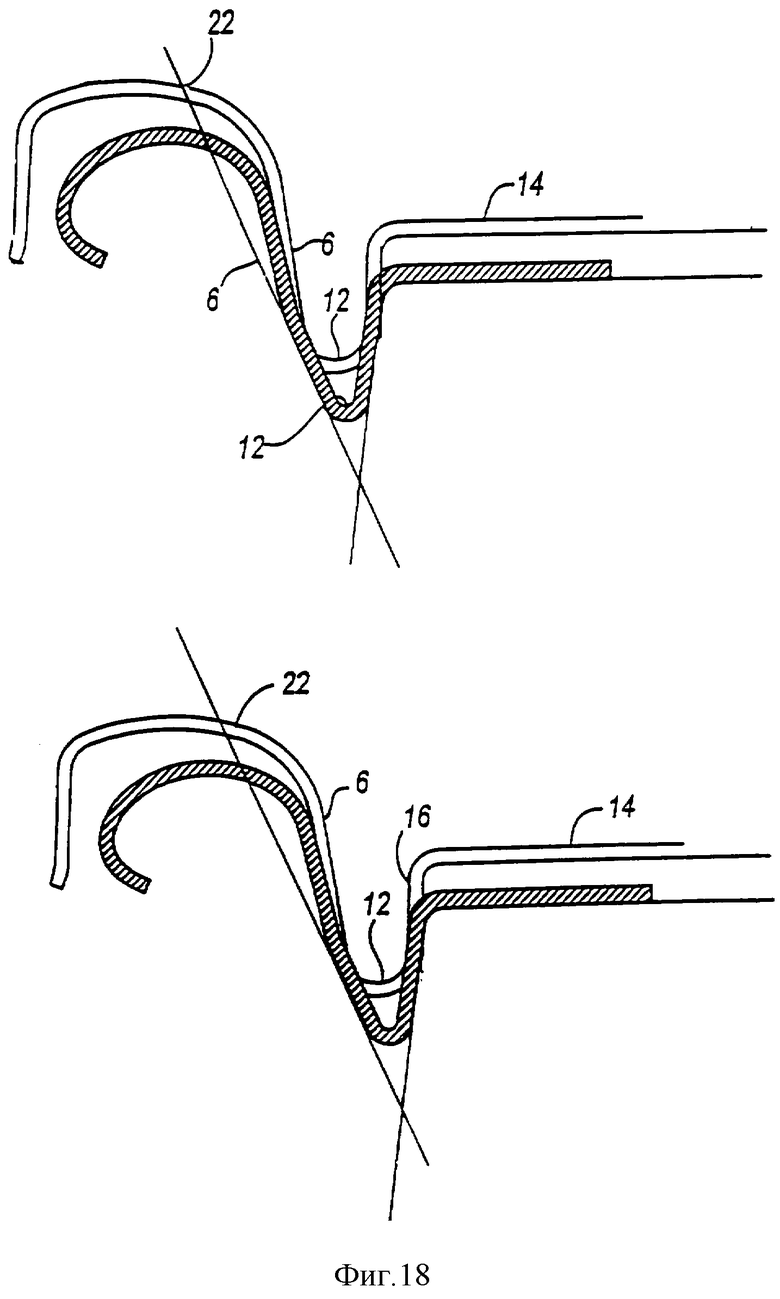
На фиг.18 изображена в поперечном разрезе крышка банки, выполненная в соответствии с настоящим изобретением, и показана окончательная крышка банки для напитков, преобразованная из предварительной заготовки.
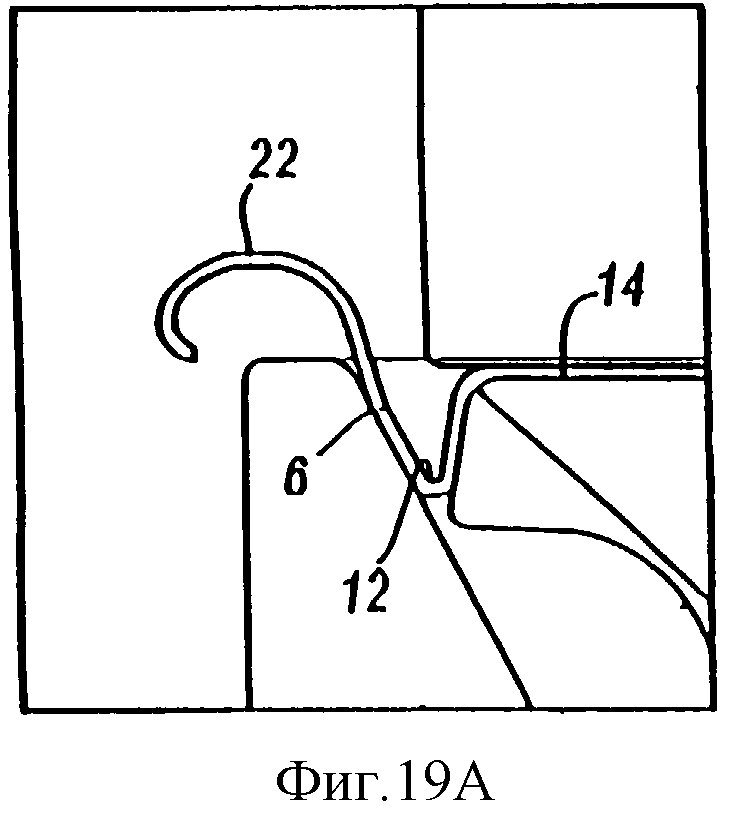
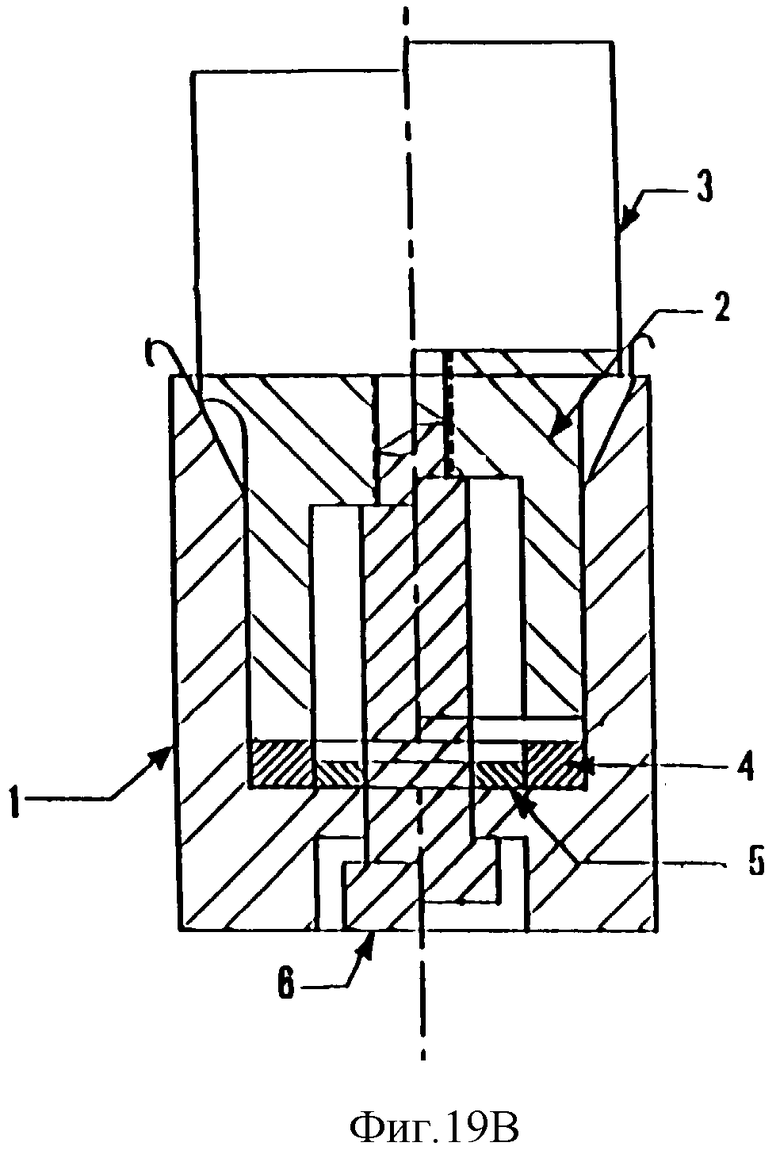
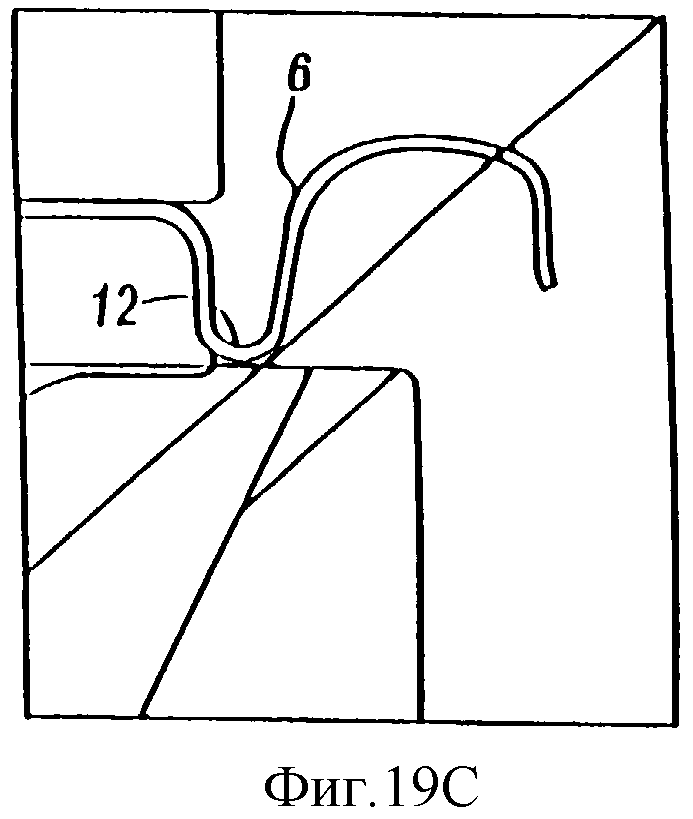
На фиг.19A, 19B и 19C изображено в поперечном разрезе на виде спереди оборудование, используемое для преобразования предварительной заготовки в крышку банки для напитков, с изображением предварительной заготовки в положении перед преобразованием.
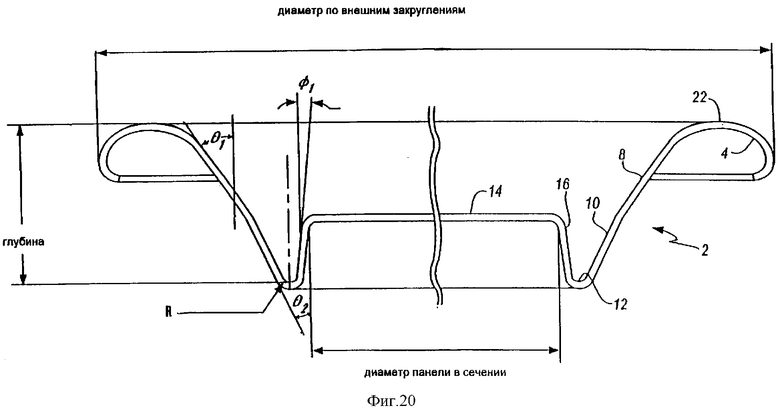
На фиг.20 изображена в поперечном разрезе крышка банки для напитков в одном из вариантов выполнения.
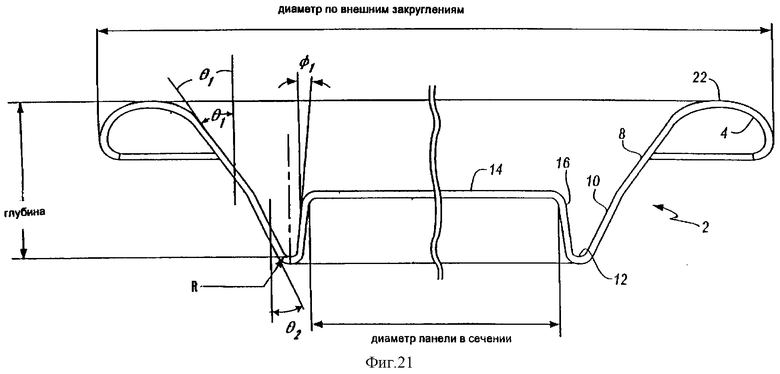
На фиг.21 изображена в поперечном разрезе крышка банки для напитков в одном из вариантов выполнения, представленном на фиг.20.
Подробное описание
На фиг.1-17, на поперечных разрезах видов спереди представлены варианты выполнения настоящего изобретения. В частности, представлена обычная металлическая крышка 2 банки для напитков, в общем случае содержащая кольцевую кромочную стенку 4, обжимную стенку 6, впадину 12, центральную панель 14 и внутреннюю стенку 16 панели, соединяющую центральную панель 14 и впадину 12. Обжимная стенка 6 может дополнительно быть выполнена из верхней обжимной стенки 8 и нижней обжимной стенки 10. В некоторых вариантах выполнения внутренняя стенка 16 панели может дополнительно быть выполнена из верхнего конца 18 внутренней стенки панели и нижнего конца 20 внутренней стенки панели. Кроме того, верхняя часть кольцевой кромочной стенки 4 образована с помощью того, что обычно определяется в данной области как корона 22.
Угол θ1 верхней обжимной стенки определен здесь как угол отклонения верхней обжимной стенки от вертикальной плоскости, проходящей вниз по направлению к впадине 12. В различных вариантах выполнения может быть дополнительный угол θ2 нижней обжимной стенки, определенный как отклонение от воображаемой вертикальной плоскости нижней обжимной стенки 10. Таким образом, в некоторых вариантах выполнения настоящего изобретения существуют верхняя обжимная стенка 8, нижняя обжимная стенка 10 и соответствующие угол θ1 верхней обжимной стенки и угол θ2 нижней обжимной стенки. Кроме того, внутренняя стенка 16 панели обычно расположена под углом ϕ1, показанным на чертежах и представляющим дополнительно угол относительно воображаемой вертикальной плоскости. В некоторых вариантах выполнения может быть дополнительно виден угол ϕ2 нижней внутренней стенки панели, что является отклонением от угла ϕ1, и который определяет угол верхнего конца 18 внутренней стенки панели относительно воображаемой вертикальной плоскости.
На фиг.1 показана в поперечном разрезе обычная крышка банки известной конструкции. Как видно на этом чертеже, угол обжимной стенки имеет величину предпочтительно от 11° до 15°, угол внутренней стенки панели имеет величину предпочтительно от 0° до 6°, и радиус кривизны впадины не превышает 0,51 мм. Кроме того, центральная панель имеет глубину примерно 4,34 и 4,60 мм от короны 22.
На фиг.2 показана предварительная заготовка 202 крышки банки для напитков, где показаны размеры «предварительной заготовки» крышки банки перед ее преобразованием в форму согласно варианту выполнения, изображенному на фиг.3. Как видно на фиг.3, в одном варианте выполнения настоящего изобретения обжимная стенка 6 имеет угол θ1 в пределах от 20° до 25°, тогда как внутренняя стенка 16 панели расположена под углом примерно 6°32′. Соединение обжимной стенки 6 и внутренней стенки панели 16 образует впадину 12, предпочтительно имеющую радиус, не превышающий 0,38 мм. Исходя из геометрической конфигурации центральная панель 14 имеет глубину в пределах от 2,29 до 2,79 мм от высоты короны 22 или примерно от 2,16 до 2,41 мм от самой нижней точки впадины 12. Кроме того, в этом варианте выполнения центральная панель 14 имеет диаметр 47,00 мм.
На фиг.3А изображена крышка в варианте, показанном на фиг.3, но с точными размерами, а не с допустимыми диапазонами, как на фиг.3. Как показано, обжимная стенка имеет угол θ1, равный 22,5°, тогда как внутренняя стенка 16 панели расположена под углом ϕ1, примерно равным 6°32′ относительно вертикальной плоскости. Эти два угла образуют впадину 12, имеющую радиус, не превышающий 0,38 мм. В этой конфигурации центральная панель 14 имеет глубину примерно 2,54 мм от короны 22 или примерно 2,29 мм от самой нижней точки впадины 12. Как показано далее, центральная панель 14 имеет диаметр 47,00 мм, и впадина 12 имеет общую глубину 4,83 мм от короны 22. В таком варианте выполнения получена экономия материала, т.е. уменьшение размера заготовки, в размере 8,9-10,7% от геометрических размеров обычной крышки банки для напитков.
На фиг.4 изображена крышка в альтернативном варианте выполнения настоящего изобретения, обеспечивающая уменьшение материала заготовки относительно обычной крышки банки для напитков в размере примерно 4,5%, с возможностью выдерживать среднее внутреннее давление равное примерно 773 кПа (112 фунт-сил на квадратный дюйм) без деформации. Более конкретно, обжимная стенка 6 имеет верхнюю часть 8 обжимной стенки и нижнюю часть 10 обжимной стенки, которые различаются. Более конкретно, верхняя часть 8 обжимной стенки расположена под углом θ1 в пределах от 20° до 30°, тогда как нижняя часть 10 обжимной стенки расположена под углом θ2 в пределах от 20° до 30°, как видно из чертежа. Кроме того, внутренняя стенка 16 панели имеет небольшой изгиб, причем нижний конец 20 внутренней стенки панели расположен по существу вертикально, тогда как верхний конец 18 расположен под углом в пределах от 7° до 15°. Дополнительно, впадина 12 имеет радиус, не превышающий 0,38 мм, а центральная панель 14 расположена на расстоянии от 4,19 до 4,83 мм от короны или от 2,16 до 2,54 мм от нижней точки впадины 12. Как видно на фиг.4, общая глубина крышки от короны 22 до нижней точки впадины 12 равна примерно 6,73-6,98 мм.
На фиг.4А изображена крышка в варианте выполнения, показанном на фиг.4, с фактическими размерами, лежащими в предпочтительных диапазонах размеров. Более конкретно, обжимная стенка 6 состоит из верхней обжимной стенки 8 и нижней обжимной стенки 10. В этом конкретном варианте выполнения верхняя обжимная стенка расположена под углом θ1 в 25°, а нижняя обжимная стенка расположена под углом примерно в 25°. Для увеличения прочности крышки банки для напитков обжимная стенка выполнена с изгибом. Верхняя обжимная стенка 8 переходит в нижнюю обжимную стенку на высоте примерно 3,56 мм от короны 22, и с нижним изгибом на высоте примерно 4,60 мм от короны 22. Нижний конец внутренней стенки 16 панели расположен по существу вертикально, а верхний конец расположен под углом ϕ2, примерно равным 11°. Радиус впадины 12, образованной между внутренней стенкой 16 панели и обжимной стенкой 6, составляет менее чем 0,38 мм. Далее, в этом конкретном варианте центральная панель 14 имеет диаметр примерно 45,34 мм.
На фиг.5-8 представлены альтернативные варианты выполнения настоящего изобретения, отличающиеся различными значениями углов θ1 и θ2 наклона обжимной стенки, углов ϕ1 и ϕ2 наклона внутренней стенки и размеров центральной панели 14, так как эти различные углы изменяются в различных вариантах выполнения. Однако радиус впадины во всех этих конкретных вариантах выполнения не превышает 0,38 мм.
На фиг.9 изображена в поперечном разрезе предварительная заготовка 202 крышки банки для напитков перед ее формовкой для изготовления крышки 2 банки для напитков, изображенной на фиг.10.
На фиг.10 представлен в поперечном разрезе альтернативный вариант выполнения настоящего изобретения, в котором обжимная стенка 6 расположена под углом θ1 в диапазоне от 25° до 35°, а внутренняя стенка 16 панели расположена под углом ϕ1, равным примерно 6°32′, и впадина 12, расположенная между ними, имеет радиус, не превышающий 0,38 мм. В этом конкретном варианте выполнения обжимная стенка 6 выполнена по существу прямой, а центральная панель 14 имеет глубину в диапазоне от 2,29 до 2,79 мм от короны 22 и высоту от нижней точки впадины в диапазоне примерно от 2,16 до 2,41 мм. Дополнительно, центральная панель 14 имеет диаметр 45,34 мм. В таком конкретном варианте выполнения экономия материала заготовки составит примерно 11,7-13%, по сравнению с обычной крышкой 202 банки для напитков, показанной на фиг.1.
На фиг.11 изображена в поперечном разрезе предварительная заготовка 202 крышки банки для напитков, предназначенная для формовки под прессом, или иным способом для преобразования заготовки в крышку банки для напитков, показанную на фиг.11В. В данном варианте выполнения, как показано на фиг.11В, крышка 2 банки для напитков имеет верхний угол θ1 обжимной стенки в пределах от 8° до 15°, и нижний угол θ2 обжимной стенки минимум 23°. Внутренняя стенка 16 панели дополнительно расположена под углом в пределах от 6° до 10°, а впадина имеет радиус, не превышающий 0,38 мм. В таком конкретном варианте выполнения самая нижняя часть впадины 12 расположена на расстоянии 4,47-4,72 мм от короны 22, а центральная панель 14 имеет глубину 2,18-2,44 мм от короны. В этом варианте выполнения среднее внутреннее давление до деформации превышает 689 кПа (100 фунт-сил на квадратный дюйм), с потенциальной экономией материала, по меньшей мере, 7%.
На фиг.12-17 представлены более детальные изображения поперечных сечений различных вариантов выполнения изобретения, показанных на фиг.1-10, для предоставления дополнительных подробностей размеров крышки 2 банки для напитков. В частности, на фиг.12 представлено детальное изображение фиг.1, изображающее известную крышку 202 банки для напитков. На фиг.13 представлено детальное изображение варианта выполнения, показанного на фиг.4, а на фиг.14 - детальное изображение варианта выполнения, показанного на фиг.5. Далее, на фиг.15 представлено детальное изображение варианта выполнения, показанного на фиг.6, а на фиг.16 - детальное изображение варианта выполнения крышки 2 банки для напитков, показанного на фиг.7.
На фиг.17 представлено детальное изображение варианта выполнения, показанного на фиг.8, где представлена крышка банки для напитков с обжимной стенкой, расположенной под углом θ1, равным 36°26', внутренней стенкой 16 панели, расположенной под углом ϕ1, равным 7°19', и с радиусом кривизны впадины, равным 0,28 мм. В этом варианте выполнения впадина имеет глубину 4,57 мм от короны 22, а центральная панель 14 имеет высоту 2,11 мм от нижней точки впадины 12. На фиг.18 изображен один из вариантов выполнения настоящего изобретения, где показана в окончательном виде крышка банки для напитков, преобразованная из предварительной заготовки, для демонстрации изменений геометрической формы.
Одной из задач настоящего изобретения является предложение способа формовки впадины 12, обладающей большей стойкостью к деформации, при одновременном сведении к минимуму утонения металла или его растяжения, а также повреждения внутреннего покрытия. Этот способ представляет собой свободную формовку панели 14 и впадины 12 без пуансонов и матриц, как показано на фиг.19A, 19B и 19C. Иными словами, готовая крышка банки для напитков формуется из предварительной заготовки без использования пуансона, вводимого в область впадины.
В этом способе впадину 12 обжимают с прижатием к внутренней стенке 16 панели при одновременном формировании малого нижнего радиуса рядом с внутренней стенкой 16 панели. Этот способ позволяет регулировать геометрию стенки, угол, под которым стенка расположена, и формировать нижний радиус впадины меньшего размера, чем обычно. При этом параметры утонения материала и нарушения покрытия остаются в допустимых пределах.
Существуют два подхода к описанному здесь способу. Во-первых - это преобразование предварительной заготовки, показанное на сочетании чертежей 2/3, 2/3А, 9/10 и 11/11В, где на фиг.2, 9 и 11 представлены размеры предварительной заготовки до преобразования крышки банки в конечный продукт, представленный на фиг.3, 3А, 10 и 11В.
Обычно предварительная заготовка имеет большие значения радиусов впадины, имеет меньшую высоту, или глубину, впадины, и центральную панель с большей глубиной, чем у обычных крышек. Предварительная заготовка затем захватывается между двумя инструментами на центральной панели. Это функция зажима перед выполнением операции, при которой выполняют обжатие впадины. Инструмент, расположенный снизу заготовки, имеет требуемый диаметр панели, радиус панели, наклон стенки и другие предпочтительные геометрические параметры банки, как требуется.
Предварительная заготовка затем досылается к формовочному инструменту, прижимающему область впадины к инструменту панели и загибающему стенку панели, таким образом придавая панели форму инструмента и загибая нижний радиус плотно к инструменту панели. Формовочный инструмент выполнен с желаемыми параметрами геометрии обжимной стенки и обеспечивает получение крышки банки с необходимыми геометрическими параметрами без необходимости ввода пуансона в область впадины 12.
Такой же результат может быть также достигнут в прессе, формующем заготовку, без необходимости дополнительной формовки для получения окончательной геометрии впадины. Результаты выполнения этого процесса показаны на фиг.4, 4А, 5, 6, 7 и 8, но не ограничены только этими вариантами выполнения.
В этом способе используют круглый верхний инструмент большего диаметра, чем панель, с плоской поверхностью и большим наружным радиусом для предотвращения утонения материала. Инструмент формует чашу значительно более глубокую, чем у крышки в желаемом окончательном виде, или чем глубина впадины. Материала в пределах чашки должно быть достаточно для формовки панели и впадины.
Как только верхний инструмент начинает двигаться вверх, инструмент, геометрия которого соответствует диаметру панели, радиусу панели, стенке панели или желаемой геометрии стенки, и форме наружной обжимной стенки, также перемещается вверх. Материал, вытянутый в чашку, формуется и сжимается до желаемой формы центральной панели и впадины.
На фиг.20 показан один дополнительный вариант выполнения настоящего изобретения. В этом варианте предложена металлическая крышка банки для напитков, содержащая кольцевую кромочную стенку 4, верхнюю обжимную стенку 8, нижнюю обжимную стенку 10, внутреннюю стенку 16 панели и впадину 12, расположенную между нижней обжимной стенкой 10 и внутренней стенкой 16 панели. Центральная панель 14 соединена с верхней частью внутренней стенки 16 панели и образует внутреннюю часть крышки 2 банки для напитков.
Более конкретно, крышка банки для напитков, изображенная на фиг.20, имеет верхнюю обжимную стенку 8, проходящую вниз и внутрь под углом θ1 верхней обжимной стенки в пределах от 25° до 35°, более предпочтительно - 30°, с верхней обжимной стенкой 8 соединена нижняя обжимная стенка 10, проходящая дальше вниз и внутрь под углом θ2 нижней обжимной стенки, в пределах от 18° до 32°, предпочтительно - 25°.
Впадина 12 соединена с нижней обжимной стенкой 10 и имеет радиус в диапазоне от 0,13 до 0,38 мм, предпочтительно - 0,25 мм. Внутренняя стенка 16 панели проходит внутри от впадины 12 и наклонена в некоторых вариантах выполнения под углом ϕ1 внутренней стенки панели в пределах 4-8°, обычно - 6°. Все три угла: угол θ1 верхней обжимной стенки, угол θ2 нижней обжимной стенки и угол ϕ1 внутренней стенки панели, отсчитывают относительно воображаемой вертикальной плоскости, расположенной по существу под прямым углом к центральной панели 14.
Центральная панель 14 соединена в виде единого целого с верхней частью внутренней стенки 16 панели и приподнята на высоту примерно 2,29-2,41 мм над самой нижней частью впадины 12. Впадина 12, кроме того, отстоит от верхней части кольцевой кромочной стенки 4 на величину общей глубины крышки, примерно 5,46-5,72 мм. Кроме того, верхняя обжимная стенка 8 переходит в нижнюю обжимную стенку 10 на глубине примерно 2,92-3,30 мм от самой верхней части кольцевой кромочной стенки 20, как показано на фиг.20.
На фиг.21 изображена в поперечном разрезе крышка 2 банки для напитков в конкретном варианте выполнения, в котором использованы наиболее типичные размеры, указанные на фиг.20 в рамках допустимых диапазонов. Как показано на фиг.21, однако, в этом варианте выполнения присутствуют верхняя обжимная стенка 8, нижняя обжимная стенка 10 и соответствующие угол θ1 верхней обжимной стенки и угол θ2 нижней обжимной стенки. Кроме того, общая глубина крышки от короны 22 до самой нижней части впадины 12 составляет, по меньшей мере, 5,46 мм.
Данные испытаний показали, что крышки банок для напитков, изображенные на фиг.20 и 21, выдерживают среднее внутреннее давление до деформации до 730 кПа (106 фунт-сил на квадратный дюйм), с потенциальной экономией материала, по меньшей мере, 7,6% по сравнению с типичными крышками, известными из уровня техники.
Применительно ко всем вариантам выполнения, описанным здесь и изображенным на фиг.1-21, получены улучшенные прочностные характеристики и меньшая стоимость изготовления крышек банок для напитков благодаря геометрической конфигурации, а также свойствам металла и определенной толщине используемого металла. В частности, используемые металлы в общем случае представляют собой алюминиевые сплавы, например 5182Н19, 5182Н481 и 5182С515, широко известные в данной области. Что касается толщины листа, выполненного из этих алюминиевых сплавов, то обычно она составляет около 0,20-0,24 мм, где большая толщина требуется для банок для напитков большего диаметра. Так для изготовления крышки банки 202 для напитков могут быть использованы листы из алюминиевых сплавов толщиной в пределах от 0,20 до 0,23 мм, тогда как для изготовления крышки банки 206 для напитков могут быть использованы листы из алюминиевых сплавов толщиной в пределах от 0,22 до 0,24 мм. Так, например, в одном из вариантов выполнения настоящего изобретения использован алюминиевый сплав 518Н19 толщиной примерно 0,20-0,22 мм, дающий существенную стоимостную экономию и высокую прочность при размерах, соответствующих крышке банки 202 для напитков с геометрическими параметрами, указанными в данном описании.
Для удобства ниже представлен список элементов и обозначений, использованных на чертежах.
Вышеизложенное описание настоящего изобретения представлено для иллюстрирования и описания. Кроме того, описание не предназначено для ограничения изобретения вышеуказанными формами. Следовательно, изменения и модификации, выполненные на основе вышеизложенного и существующего уровня техники, также находятся в рамках настоящего изобретения. Варианты выполнения, описанные выше, служат для пояснения наилучших форм выполнения изобретения и позволят специалистам использовать изобретение в этих, или иных вариантах выполнения, или в иных модификациях, требуемых в конкретных областях применения или использования настоящего изобретения. Зависимые пункты формулы изобретения сформулированы таким образом, чтобы включать все возможные варианты выполнения согласно уровню техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОРЦОВАЯ КРЫШКА БАНКИ | 2005 |
|
RU2424166C2 |
| ТОРЦЕВАЯ КРАШКА БАНКИ, ИЗГОТОВЛЕННЫЙ ИЗ ЗАГОТОВКИ С УМЕНЬШЕННОЙ ТОЛЩИНОЙ | 2011 |
|
RU2572770C2 |
| ВОГНУТАЯ ТОРЦЕВАЯ КРЫШКА БАНКИ | 2017 |
|
RU2731858C2 |
| ТОРЦОВАЯ КРЫШКА ДЛЯ БАНКИ, ПОЛУЧЕННАЯ ПОВТОРНЫМ ФОРМОВАНИЕМ, И СПОСОБ ПОВЫШЕНИЯ ЕЕ ПРОЧНОСТИ | 2002 |
|
RU2307053C2 |
| КРЫШКА АЛЮМИНИЕВОЙ БАНКИ ДЛЯ НАПИТКОВ | 2017 |
|
RU2706919C1 |
| ЛИСТОВАЯ МЕТАЛЛИЧЕСКАЯ ОБОЛОЧКА | 2002 |
|
RU2323796C2 |
| ОБОЛОЧКА ДЛЯ МЕТАЛЛИЧЕСКОЙ БАНКИ И КРЫШКА МЕТАЛЛИЧЕСКОЙ БАНКИ, СОЕДИНЯЕМАЯ ПОСРЕДСТВОМ ДВОЙНОГО ЗАКАТОЧНОГО ШВА | 2004 |
|
RU2357829C2 |
| КРЫШКА БАНКИ | 2002 |
|
RU2270794C2 |
| Корпус банки | 1991 |
|
SU1838198A3 |
| ТОРЦЕВАЯ КРЫШКА БАНКИ, СНАБЖЕННАЯ УСИЛЕНИЕМ | 2008 |
|
RU2437811C2 |
Изобретение относится к крышкам банок для напитков, в частности к металлическим крышкам банок для напитков. Металлическая крышка выполнена для соединения с корпусом банки и содержит кольцевую кромочную стенку, выполненную для соединения с боковой стенкой банки для напитков; также обжимную стенку, соединенную в виде единого целого с указанной кольцевой кромочной стенкой и проходящую вниз под углом θ, равным, по меньшей мере, 8° относительно вертикальной плоскости; внутреннюю стенку панели, соединенную с указанной обжимной стенкой и проходящую вверх под углом ϕ в диапазоне от 0 до 15° относительно вертикальной плоскости; впадину, образованную при соединении нижней части указанной обжимной стенки и нижней части указанной внутренней стенки панели и имеющую радиус кривизны менее 0,38 мм; центральную панель, соединенную с верхним концом указанной внутренней стенки панели и расположенную на расстоянии, по меньшей мере, 2,16 мм над самой нижней частью указанной впадины. Данная конструкция крышки позволяет облегчить ее конструкцию и позволяет выдерживать высокое внутреннее давление. 4 н.п. и 21 з.п. ф-лы, 21 ил.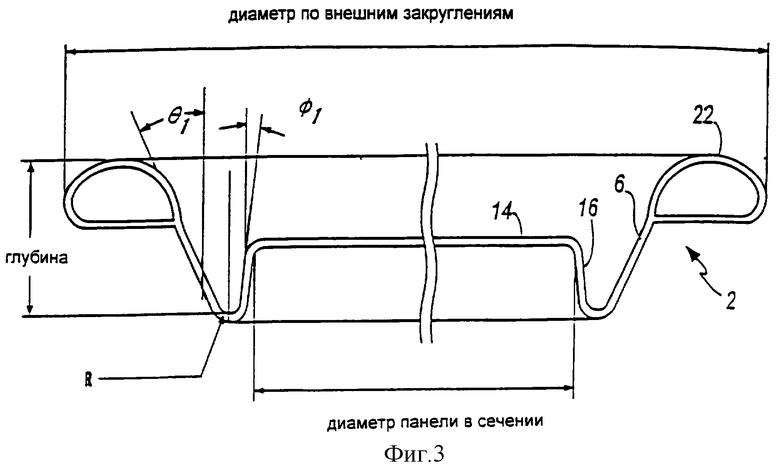
| US 5685189 А, 11.11.1997 | |||
| US 6065634 A, 23.05.2000 | |||
| СПАСАТЕЛЬНАЯ СИСТЕМА ДЛЯ ВЫСОТНЫХ ЗДАНИЙ | 2004 |
|
RU2288759C2 |
| Крышка для сосуда | 1991 |
|
SU1838207A3 |

