Изобретение относится к текстильной и химической промышленности и касается шумопоглощающего ограждения текстильных машин.
Известна прядильная машина по а.с. СССР №1804494, D01D 5/06, 1993 г., содержащая прядильный комплект, подкапсульное пространство, щиты капсуляции, воздуховоды постоянного и усиленного отсосов, содержащие звукоизолирующее ограждение, закрепленное на виброактивных узлах машины (прототип).
Недостатком известного устройства является сравнительно невысокая производительность вследствие наличия повышенного уровня шума в цехах, оснащенных агрегатами.
Технический результат - повышение производительности агрегата и эффективности снижения шума.
Это достигается тем, что в агрегате для производства высокопрочного вискозного корда, содержащем механизм для сблокированного подъема щита капсуляции и клапана усиленной вытяжной вентиляции, воздуховод усиленной вытяжной вентиляции с клапаном, воздуховод для удаления паровоздушной смеси из трубок ванны первой пластификации, щит капсуляции со стороны формования нити, поперечную и продольную перегородки, комплект оборудования для формования нити, воздуховод постоянно действующей вытяжной вентиляции и щит капсуляции со стороны вытягивания, собирания и транспортирования нити, каждый из щитов капсуляции содержит каркас в виде параллелепипеда, образованного передней и задней стенками панели, между которыми расположен звукопоглощающий материал.
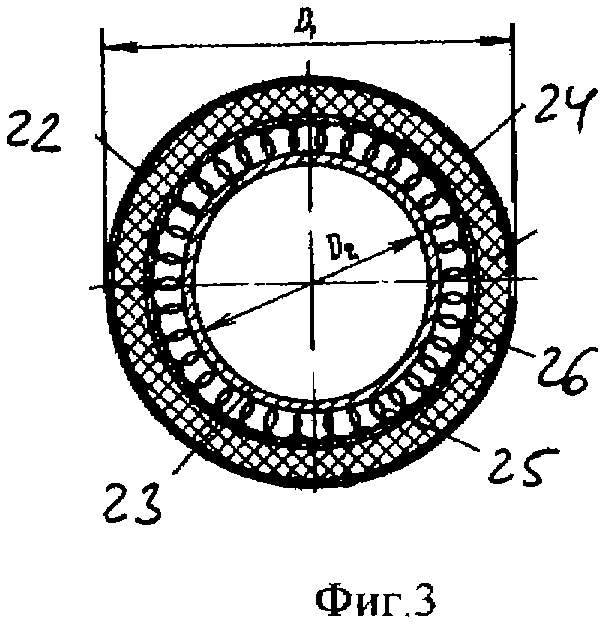
На фиг.1 изображен фронтальный разрез предлагаемого агрегата для производства высокопрочного вискозного корда, на фиг.2 - звукоизолирующая конструкция щита капсуляции; на фиг.3 - поперечный разрез звукоизолирующего воздуховода.
Агрегат для производства высокопрочного вискозного корда (фиг.1) содержит механизм 1 для сблокированного подъема щита капсуляции и клапана усиленной вытяжной вентиляции; воздуховод 2 усиленной вытяжной вентиляции; клапан 3, воздуховод 4 для удаления паровоздушной смеси из трубок ванны первой пластификации; щит капсуляции 5 со стороны формования нити; поперечную перегородку 6; комплект оборудования 7 для формования нити; воздуховод 8 постоянно действующей вытяжной вентиляции; всасывающие отверстия 9 и 10 для обеих сторон машины; щит капсуляции 11 со стороны вытягивания, собирания и транспортирования нити; рабочее пространство 12 машины; продольную перегородку 13.
Каждый из щитов капсуляции 5 и 11 содержит каркас 14 (фиг.2) и расположенный в его внутренней полости звукопоглощающий элемент 16. Каркас 14 выполнен в виде параллелепипеда, образованного передней 14 и задней 15 стенками панели, каждая из которых имеет П-образную форму, с боковыми ребрами 17, причем на передней стенке имеется щелевая перфорация 18 и 19, выполненная в виде прямоугольников и расположенная рядами с шириной рядов b1 и b2 и расстоянием между ними h1 и h2, причем смежные ряды расположены со смещением, а количество щелей в одном ряду четное, а в другом - нечетное. Коэффициент перфорации принимается равным или более 0,25. Стенки панели 14 и 15 фиксируются между собой вибродемпфирующими крышками 20 и 21, которые могут быть выполнены с ячейками и иметь П-образную форму.
В качестве звукопоглощающего материала звукопоглощающего элемента 16 используются плиты из минеральной ваты на базальтовой основе типа «Rockwool», или минеральной ваты типа «URSA», или базальтовой ваты типа П-75, или стекловаты с облицовкой стекловойлоком, или вспененного полимера, например полиэтилена или полипропилена, причем звукопоглощающий элемент по всей своей поверхности облицован акустически прозрачным материалом, например стеклотканью типа ЭЗ-100 или полимером типа «Повиден». В качестве звукопоглощающего материала звукопоглощающего элемента используются плиты на основе алюминесодержащих сплавов с последующим наполнением их гидридом титана или воздухом с плотностью в пределах 0,5...0,9 кг/м3 со следующими прочностными свойствами; прочность на сжатие в пределах 5...10 МПа, прочность на изгиб в пределах 10...20 МПа. Технология их получения основана на применении порошковых и литейных методов металлургии по отношению к алюминесодержащим сплавам с последующим наполнением их гидридом титана или воздухом. По сравнению с органическими пеноматериалами данная технология позволяет обеспечить следующие свойства материалов: нетоксичность, малую гигроскопичность и негорючесть, а по сравнению со сплавами алюминия - меньшую плотность, меньшую теплопроводность, меньшую проводимость звука и меньшую электропроводимость.
Передняя 14 и задняя 15 стенки каркаса могут быть выполнены из нержавеющей стали или оцинкованного листа толщиной 0,7 мм с полимерным защитно-декоративным покрытием типа «Пурал» толщиной 50 мкм или «Полиэстер» толщиной 25 мкм, или алюминиевого листа толщиной 1,0 мм и толщиной покрытия 25 мкм.
Отношение высоты h каркаса к его ширине b находится в оптимальном отношении величин: h/b=1,0...2,0; а отношение толщины s′ каркаса в сборе к его ширине b находится в оптимальном отношении величин: s′/b=0,1...0,15, а отношение толщины s звукопоглощающего элемента к толщине s′ каркаса в сборе находится в оптимальном отношении величин: s/s′=0,4...1,0.
Вибродемпфирующие крышки 20 и 21, фиксирующие стенки 14 и 15 панели могут быть выполнены из эластомера, пенополиуретана или пенополиэтилена, древесно-волокнистого, древесно-стружечного материала, или гипсоасбокартона, или эластичного листового вибропоглощающего материала с коэффициентом внутренних потерь не ниже 0,2, или композитного материала, или пластиката типа «Агат», «Антивибрит», «Швим». Крышки 4 и 5 панели служат также для фиксации соседних панелей при монтаже изделий, включающих их в свой состав, например акустических экранов, а также для демпфирования вибраций акустических экранов от внешних воздействий и для изоляции металлического профиля и алюминиевой панели с целью предотвращения электрохимической коррозии. Стенки 14 и 15 могут изготавливаться из листа алюминиево-магниевого сплава типа АМГЗ толщиной 1 мм, который поставляется в рулонах с нанесенным методом порошковой окраски полимерным покрытием, причем качество окраски соответствует требованиям государственных стандартов ГОСТ 9.410-88, ГОСТ 30246-94. Основу декоративного покрытия могут составлять порошковые краски таких фирм-производителей, как: "Pulvent", "TEKNOS", "BISHON", "Beckers" и др., причем цвет и блеск покрытия может быть выбран по каталогу красок производителей (в палитре RAL). После покраски на покрытие наносится защитная пленка, обеспечивающая возможность механической обработки ленты (резка, гибка, штамповка, рубка), а также транспортировки без повреждения покрытия (пленка может быть удалена с панели непосредственно перед ее монтажом).
В качестве звукопоглощающего материала также используются металлокерамика или композитные материалы со степенью пористости, находящейся в диапазоне оптимальных величин: 30...45%, или элементы в виде послойной и перекрестной намотки из пористых нитей, намотанных на акустически прозрачный каркас, например проволочный каркас, или элементы из жесткого пористого шумопоглощающего материала, например металлопоролона, пеноалюминия или камня-ракушечника (на чертеже не показано).
Каждый из воздуховодов 2 и 8 может быть выполнен прямоугольной, квадратной или круглой формы (фиг 3) со звукоизолирующими стенками: внешней 22 диаметром D1 и внутренней 23 диаметром D2, между которыми размещен звукопоглощающий материал 24 и теплоизолирующий слой 25, разделенные между собой стенкой 26. В зависимости от условий работы агрегата возможна компоновка воздуховодов 2 и 8 либо только звукопоглощающим слоем 24, либо только теплоизолирующим слоем 25 без разделительной стенки 26 (на чертеже не показано).
Агрегат для производства высокопрочного вискозного корда работает следующим образом.
В цехах, оборудованных такими агрегатами, имеются тепло- и влаговыделения, вследствие неплотности закрытых укрытий и рабочих проемов открытых секций (не более 1 щита на агрегат), а также открытых поверхностей растворов промывочных и авиважных ванн. Источниками выделения тепла или влаги являются также электродвигатели, нагретые поверхности оборудования и коммуникаций, смоченные поверхности пола.
Прядильная машина агрегата имеет продольную перегородку 13, которая отделяет сторону формования от стороны транспортирования нитей и поперечные перегородки 6 на стороне формования, отделяющие секции машины одна от другой. Машина снабжена двумя вытяжными воздуховодами 2 и 8, перекрывающими сверху ее рабочее пространство 12. Через воздуховод 8 постоянно удаляется из подкапсульного пространства машины с обеих ее сторон 7800 м3/ч воздуха, а подсос воздуха через неплотности в клапанах усиленной вентиляции составляет 1200 м3/ч. Второй воздуховод 2 предназначен для дополнительного усиленного отсоса (6000 м3/ч на 1 машину) из раскрываемой секции машины (со стороны формования волокна). Для этого в каждой секции установлен клапан 3 с гидрозатвором. Поднятие и опускание клапана происходит с помощью механизма 1 и воздушных поршневых цилиндров и сблокировано со щитами укрытия на стороне формования. При поднятии щита в какой-либо секции машины поднимается клапан в воздуховоде усиленной вытяжной вентиляции над соответствующей секцией.
Постоянные отсосы воздуха предусматривают удаление воздуха из-под укрытия тянущих вальцов (300 м3/ч на одно укрытие), из ванн первой и второй промывок и авиважной (соответственно 5000, 2000 и 2000 м3/ч воздуха на одну ванну), из трубок пластификационной ванны (150 м3/ч на одну машину), а также через зонт над сушильными барабанами (2000 м3/ч). Пластификационная ванна оснащена двухрежимной системой вентиляции. Постоянным отсосом удаляется из-под опущенной крышки ванны 150 м3/ч воздуха и 1800 м3/ч за счет подсосов через неплотности закрытого клапана усиленной вентиляции. Специальный дроссель-клапан сблокирован с пневматическим подъемом крышки ванны. При поднятии крышки дроссель-клапан автоматически открывается и усиленным отсосом удаляется 9000 м3/ч воздуха (на одну ванну). Каждый из щитов капсуляции 5 и 11 работает следующим образом. Звуковая энергия, пройдя через перфорированную стенку 14 и звукопоглощающий слой 16, падает на стенку 15. Частично отраженные звуковые волны от стенки 14 попадают снова на звукопоглотитель 16. Переход звуковой энергии в тепловую происходит в порах звукопоглощающего материала, представляющих собою модель резонаторов "Гельмгольца", где потери энергии происходят за счет трения колеблющейся с частотой возбуждения массы воздуха, находящегося в горловине резонатора о стенки самой горловины, имеющей вид разветвленной сети пор звукопоглотителя. Для предотвращения высыпания мягкого звукопоглотителя предусмотрена стеклоткань, например типа ЭЗ-100, расположенная между звукопоглотителем и стенками (на чертеже не показано). Аналогично происходит и работа звукоизолирующих воздуховодов 2 и 8.
Постоянно отсасываемый от прядильной машины воздух, совместно с пароводяной смесью, отсасываемой от довосстановительной ванны и пластификационных трубок прядильных машин, направляется на газоочистку для регенерации сероуглерода и сероводорода. Количество одновременно открытых машин и довосстановительных ванн определяется технологическими требованиями для каждого конкретного объекта (обычно принимается 20%). Кроме перечисленных местных отсосов воздуха, предусмотрена механическая общеобменная вытяжная вентиляция для удаления воздуха из верхней зоны, обеспечивающая однократный обмен воздуха. Для поддержания требуемых параметров воздуха приточный воздух подается в цех от установок кондиционирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЯДИЛЬНАЯ МАШИНА ДЛЯ ШТАПЕЛЬНОГО ВИСКОЗНОГО ВОЛОКНА | 2005 |
|
RU2301850C1 |
| ПРЯДИЛЬНАЯ МАШИНА ДЛЯ ВИСКОЗНЫХ ТЕКСТИЛЬНЫХ НИТЕЙ | 2005 |
|
RU2301849C1 |
| ВОЗДУХОВОД С АКУСТИЧЕСКОЙ ОБЛИЦОВКОЙ | 2005 |
|
RU2305157C1 |
| ПАНЕЛЬ ШУМОПОГЛОЩАЮЩАЯ | 2005 |
|
RU2324793C2 |
| ЭЛЕМЕНТ ГЛУШИТЕЛЯ ШУМА | 2005 |
|
RU2309266C2 |
| АКУСТИЧЕСКАЯ ПАНЕЛЬ | 2005 |
|
RU2324796C2 |
| СПАСАТЕЛЬНОЕ СУДНО КОЧЕТОВА НА ВОЗДУШНОЙ ПОДУШКЕ | 2014 |
|
RU2576220C1 |
| ВОЗДУХОВОД С АКУСТИЧЕСКОЙ ОБЛИЦОВКОЙ | 2016 |
|
RU2622270C1 |
| ЗВУКОИЗОЛИРУЮЩЕЕ ОГРАЖДЕНИЕ | 2005 |
|
RU2295089C1 |
| СПАСАТЕЛЬНОЕ СУДНО НА ВОЗДУШНОЙ ПОДУШКЕ | 2014 |
|
RU2576199C1 |

Изобретение относится к текстильной и химической промышленности и касается шумопоглощающего ограждения текстильных машин. Агрегат для производства высокопрочного вискозного корда содержит механизм для сблокированного подъема щита капсуляции и клапан усиленной вытяжной вентиляции, воздуховод усиленной вытяжной вентиляции с клапаном, воздуховод для удаления паровоздушной смеси из трубок ванны первой пластификации, щит капсуляции со стороны формования нити, поперечную и продольную перегородки, комплект оборудования для формования нити, воздуховод постоянно действующей вытяжной вентиляции и щит капсуляции со стороны вытягивания, собирания и транспортирования нити. Каждый из щитов капсуляции содержит каркас в виде параллелепипеда, образованного передней и задней стенками панели, каждая из которых имеет П-образную форму. На передней стенке имеется щелевая перфорация, коэффициент перфорации которой принимается равным или более 0,25, а стенки панели фиксируются между собой вибродемпфирующими крышками. В качестве звукопоглощающего элемента используются плиты из минеральной ваты на базальтовой основе, или минеральной ваты, или базальтовой ваты, или стекловаты с облицовкой стекловойлоком, или вспененного полимера, например полиэтилена или полипропилена. Звукопоглощающий элемент по всей своей поверхности облицован акустически прозрачным материалом. Изобретение позволяет увеличить эффективность снижения шума и повысить производительность агрегата. 7 з.п. ф-лы, 3 ил.
| Прядильная машина для непрерывного получения вискозной текстильной нити | 1991 |
|
SU1804494A3 |
| ШУМОЗАЩИТНЫЙ ЭКРАН | 1999 |
|
RU2155252C1 |
| Ограждение веретен текстильной машины | 1985 |
|
SU1388484A1 |
| Пневматический классификатор | 1987 |
|
SU1461530A1 |
| Звукоизолирующее устройство | 1984 |
|
SU1247305A1 |
| DE4113926 A1, 05.11.1992. | |||

