Настоящее изобретение относится к печатному, допускающему автоматическое считывание коду, выполненному с использованием люминесцирующей, и/или электропроводной, и/или поглощающей рентгеновское излучение, и/или поглощающей инфракрасное излучение печатной краски, к снабженному таким кодом ценному или защищенному от подделки документу, а также к способу выполнения такого кода и способу изготовления такого документа.
Печатные коды широко используются в качестве признака подлинности и/или идентификационного признака, например, на удостоверениях личности, паспортах, этикетках для защиты товаров от подделки, банкнотах, чеках, банковских чеках и иных ценных или защищенных от подделки документах.
Подобный код известен из заявки DE-OS 1524714. Описанный в этой заявке код наносят с помощью штемпелей путем локального переноса люминесцирующего материала с печатного элемента на бумажный носитель информации по принципу механической пишущей машинки. У такого кода могут иметься участки, различающиеся между собой по своим люминесцентным свойствам благодаря тому, что они напечатаны различными люминесцирующими материалами и тем самым люминесцируют в различных областях спектра. Отдельные участки такого кода могут быть также образованы несколькими напечатанными один поверх другого слоями различных материалов и поэтому в зависимости от длины волны используемого возбуждающего излучения могут принимать различный внешний вид.
Процесс нанесения описанного выше кода из-за применения для его выполнения нескольких различных печатных красок отличается высокой трудоемкостью и соответственно требует использования технически сложных печатных машин. Возможности же по видоизменению такого кода ограничены количеством доступных для его выполнения печатных красок. Помимо этого необходимость в размещении отдельных участков кода с точной приводкой друг относительно друга требует применения особо сложных печатных механизмов. От качества печатных механизмов зависит также стабильность повторяемости выполненных этим методом кодов. Этот метод, кроме того, из-за его сравнительно низкой производительности не пригоден для крупносерийного изготовления снабженных печатным кодом носителей информации.
В основу настоящего изобретения была положена задача предложить код, который допускал бы возможность его выполнения в большом количестве экземпляров без высоких технических и технологических затрат и с максимально возможной стабильностью повторяемости и у которого отдельные его участки всегда располагались в точно заданном положении друг относительно друга, что позволяло бы четко и однозначно различать их между собой. Еще одна задача изобретения состояла в том, чтобы предложить снабженный подобным кодом ценный или защищенный от подделки документ, а также предложить способ выполнения такого кода и способ изготовления такого документа.
Указанные задачи решаются с помощью кода, выполненного методом металлографской печати люминесцирующей, и/или электропроводной, и/или поглощающей рентгеновское излучение, и/или поглощающей инфракрасное излучение печатной краской и состоящего из участков, различающихся между собой толщиной образующего их слоя печатной краски, причем все участки кода выполнены с использованием одной и той же печатной краски. Указанные задачи решаются также в ценном или защищенном от подделки документе, содержащем такой код, а также в способе изготовления предлагаемого в изобретении кода и ценного или защищенного от подделки документа.
Предпочтительные варианты осуществления изобретения приведены в соответствующих зависимых пунктах формулы изобретения.
Согласно изобретению код выполняют методом металлографской печати. Помимо того, что отдельные участки кода могут различаться между собой их длиной и шириной, а также интервалами между ними, согласно изобретению они различаются между собой еще и толщиной образующего их слоя печатной краски. Метод металлографской печати позволяет наносить печатную краску слоем варьирующейся толщины благодаря использованию при его осуществлении печатной формы соответственно с различной глубиной выгравированных в ней углублений.
Важное значение согласно изобретению имеет далее тот факт, что печатная краска, слоем различной толщины которой напечатаны участки кода, содержит допускающие автоматическое обнаружение вещества, интенсивность измерительного сигнала от которых увеличивается или уменьшается с увеличением толщины красочного слоя, причем все участки кода выполнены с использованием одной и той же печатной краски. Это делает возможным, используя одно и того же допускающее автоматическое обнаружение вещество, получить за счет варьирования толщины красочного слоя кодовую маркировку, допускающую ее автоматическое считывание и расшифровку.
В контексте настоящего изобретения под допускающими автоматическое обнаружение веществами подразумеваются люминесцирующие, электропроводные, поглощающие инфракрасное излучение или поглощающие рентгеновское излучение вещества, поскольку наличие или отсутствие таких веществ можно проверять бесконтактными методами обнаружения. Тем самым процесс считывания кода не сопровождается ни износом снабженного им документа, ни износом чувствительного элемента, при этом последнему аспекту придается особое значение прежде всего при автоматической проверке подлинности банкнот, которые часто подвергаются контролю в исключительно больших количествах. При контроле же документов контактным методом частая их проверка привела бы помимо прочего к появлению на документе следов его абразивного износа от контакта с чувствительным элементом. В результате на документе стал бы виден оставленный на нем чувствительным элементом след, по которому можно было бы обнаружить местоположение кода, который возможно должен оставаться визуально неразличимым. Именно благодаря возможности их бесконтактного обнаружения люминесцирующие и электропроводные, а частично и поглощающие инфракрасное излучение материалы и относятся к наиболее пригодным для выполнения из них кода, поскольку их, например, в виде частиц можно примешивать к печатным краскам, не оказывая при этом сколь-нибудь значительного влияния на создаваемый этими печатными красками цветовой эффект. Более того, печатные краски при добавлении к ним, например, не имеющих вовсе собственной окраски или имеющих лишь слабо выраженную собственную окраску люминесцирующих маркировочных веществ или при использовании в их составе практически бесцветных электропроводных полимеров сохраняют сочность своего цвета. Помимо этого многие люминесцирующие вещества, электропроводные частицы и поглощающие инфракрасное или рентгеновское излучение вещества обладают положительным свойством сохранять в течение длительного периода времени на неизменном уровне свою способность к люминесценции, соответственно электропроводность, соответственно способность поглощать излучение и свойством ни изменять, ни терять эту способность под воздействием внешних факторов.
В качестве электропроводных материалов предпочтительно использовать слюдяные частицы с электропроводным покрытием. В качестве поглощающего рентгеновское излучение материала может использоваться, например, сульфат бария. В качестве поглощающих инфракрасное излучение веществ могут использоваться органические поглощающие инфракрасное излучение вещества, например из группы фталоцианинов, либо неорганические поглощающие инфракрасное излучение вещества, например углерод в виде сажи или графита.
Для бесконтактного считывания электропроводного кода используются либо индуктивные, либо емкостные методы, при этом степень изменения измерительного сигнала пропорциональна изменению электрического сопротивления кода, зависящего от толщины красочного слоя. Бесконтактное считывание люминесцирующего кода обычно основано на облучении кода направленным на него возбуждающим излучением и на детектировании испускаемого им излучения люминесценции чувствительным к нему приемником излучения, при этом степень изменения измерительного сигнала пропорциональна изменению интенсивности испускаемого кодом излучения, зависящей от толщины красочного слоя. Аналогичным образом считывается и поглощающий рентгеновское излучение код, при этом вместо возбуждающего люминесценцию излучения используется рентгеновское излучение. Чем больше толщина содержащего поглощающие рентгеновское излучение вещества красочного слоя, тем выше степень ослабления им интенсивности рентгеновского излучения. В случае поглощающих инфракрасное излучение веществ ими соответственно ослабляется инфракрасное излучение.
Преимущество предлагаемого в изобретении кода перед рассмотренным в начале описания кодом с выполненными различными печатными красками участками состоит в том, что для его выполнения достаточно использовать лишь одно допускающее автоматическое обнаружение вещество. В результате упрощается не только процесс выполнения печатного кода, но и процесс его проверки, поскольку проверять всегда требуется лишь один определенный параметр, а именно электрическое сопротивление в случае электропроводного кода либо интенсивность излучения на одной единственной длине волны в случае люминесцирующего или поглощающего излучение кода. Сказанное, однако, не исключает возможности использования в одном коде печатных красок с различными люминесцентными свойствами, в соответствии с чем в зависимости от длины волны возбуждающего излучения на него, например, могут реагировать и при определенных условиях становиться видимыми различные участки кода.
В качестве люминесцирующих печатных красок соответственно могут использоваться фотолюминесцирующие краски, прежде всего краски, содержащие флуоресцирующие вещества, т.е. вещества, которые люминесцируют практически только во время их возбуждения, или краски, содержащие фосфоресцирующие вещества, послесвечение которых продолжается в течение некоторого периода времени еще и по завершении их возбуждения.
Варьирование толщины красочного слоя при нанесении предлагаемого в изобретении кода методом металлографской печати обеспечивается за счет гравирования в используемой для металлографской печати печатной форме углублений различной глубины. Тем самым все необходимые для выполнения полностью законченного кода углубления можно выгравировать в одной печатной форме, при использовании которой отдельные участки кода у всех напечатанных с нее кодов будут занимать точно одно и то же положение друг относительно друга. В результате появляется не только возможность печатать отдельные коды целиком в одну стадию, соответственно за один листопрогон с высокой стабильностью их повторяемости, но и возможность их печати в большом количестве экземпляров без существенных технических и технологических затрат. Поскольку различные участки напечатанного методом металлографской печати кода не могут пересекаться между собой, все участки кода однозначно отличимы один от другого. Отдельные участки кода помимо различий в толщине образующего их красочного слоя могут также отличаться друг от друга по их размерам и по величине интервалов между ними. В соответствии с этим число возможных разновидностей кодов становится практически неограниченным.
Предпочтительно, чтобы примыкающие друг к другу участки кода, различающиеся толщиной образующего их красочного слоя, не переходили непосредственно один в другой, а были отделены один от другого граничными линиями, каждая из которых образована за счет уменьшения толщины красочного слоя до некоторого минимума на этих примыкающих друг к другу участках кода. Благодаря этому участки кода оказываются четко отграничены друг от друга. При этом образованная тонким красочным слоем разделительная перемычка, соединяющая между собой два смежных участка кода, является настолько узкой, что ее невозможно разглядеть невооруженным глазом. Хотя в результате каждый из двух примыкающих друг к другу участков кода, когда оба они напечатаны одной и той же кроющей печатной краской, и невозможно увидеть по отдельности, тем не менее их можно однозначно отличить один от другого, например, на основе различий в интенсивности испускаемого ими излучения люминесценции.
Способ, позволяющий получать методом металлографской печати непосредственно примыкающие друг к другу, не переходящие одна в другую и тем самым четко отграниченные друг от друга плашки с различной толщиной красочного слоя, описан в заявке WO 00/20216. В соответствии с этим способом для получения примыкающих друг к другу плашек используют печатную форму, у которой соответствующие им выгравированные углубления отделены друг от друга перегородкой, которая на уровне поверхности печатной формы имеет заостренную вершину. На запечатанных с использованием такой печатной формы документах красочный слой на граничном участке между примыкающими друг к другу плашками имеет минимальную толщину. Подобная граничная линия является настолько мелкой, что ее можно разглядеть лишь под лупой. Печатные формы, необходимые для получения таких примыкающих друг к другу плашек, гравируют вращающимся штихелем, угол при вершине рабочей части которого предпочтительно соответствует углу при вершине оставляемой в печатной форме перегородки. Таким путем в гравируемой печатной форме выфрезеровывают разделенные перегородками углубления. Столь точные гравированные структуры невозможно получить традиционными методами травления.
Помимо этого методом металлографской печати можно также выполнять код с крупными по площади участками, для чего каждый из соответствующих им участков в гравируемой печатной форме подразделяют на несколько более мелких отдельных участков, отделяемых друг от друга перегородками в гравируемых углублениях. При этом такие перегородки либо могут иметь заостренные вершины, оканчивающиеся на уровне поверхности печатной формы, либо могут образовывать некоторый рисунок или узор на донной поверхности выгравированных в печатной форме углублений и служить своего рода "ловушкой" для печатной краски, позволяющей удерживать ее в выгравированных в печатной форме углублениях. В любом случае поверхность нанесенного на документ слоя печатной краски приобретает некоторую мелкую рельефную структуру, которую практически невозможно увидеть без лупы. Тем самым глазом человека слой печатной краски с подобной мелкой рельефной структурой на его поверхности воспринимается как одноцветный, сплошной оттиск большой площади. Метод изготовления подобных гравированных печатных форм и запечатанные с их помощью документы описаны в заявке WO 00/20217. Иными методами гравирования изготовить печатные формы для металлографской печати, позволяющие получать крупные по площади плашки, создающие однородный цветовой эффект, невозможно.
Однако отдельные участки кода не обязательно должны непосредственно граничить друг с другом или примыкать друг к другу. Более того, при определенных условиях и прежде всего в тех случаях, когда снабженный кодом предмет при его проверке движется с высокой скоростью, как это имеет место, например, при автоматической проверке банкнот, может оказаться целесообразным располагать отдельные участки кода на сравнительно большом расстоянии друг от друга. В предельном случае отдельные участки кода могут даже располагаться с противоположных краев предмета или документа.
Преимущество, связанное с использованием печатных красок, содержащих флуоресцирующие или электропроводные либо поглощающие рентгеновское или инфракрасное излучение и при этом не влияющие на создаваемое печатной краской цветовое впечатление вещества, состоит в возможности интегрировать напечатанный такой печатной краской код в некоторый оттиск, сделав такой код незаметным на фоне этого оттиска, для чего отдельные участки оттиска или весь оттиск печатают с использованием допускающей автоматическое считывание печатной краски. Так, в частности, код можно интегрировать в создающую однородный цветовой эффект плашку большой площади, например в виде штрих-кода, визуально неотличимого от окружающего его фона. Помимо этого можно также выполнять двумерный штрих-код, что позволяет на много порядков увеличить число возможных разновидностей кодов.
Если отдельные участки кода должны быть визуально неотличимы друг от друга, то их предпочтительно печатать одноцветной непрозрачной кроющей печатной краской, которую следует наносить слоем по меньшей мере такой толщины, чтобы все участки кода создавали единообразное цветовое впечатление.
Основой, на которую печатью можно наносить код, может служить любой материал, пригодный для его запечатывания методом металлографской печати. В предпочтительном варианте такой основой служит так называемая защищенная от подделки бумага. Такая защищенная от подделки бумага не только обладает шероховатой поверхностью, что улучшает перенос на нее краски с печатной формы, но и имеет, кроме того, другие признаки подлинности, которые сложно подделать, например водяные знаки и защитные нити.
Ниже изобретение более подробно рассмотрено со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - предлагаемый в изобретении код в виде штрих-кода,
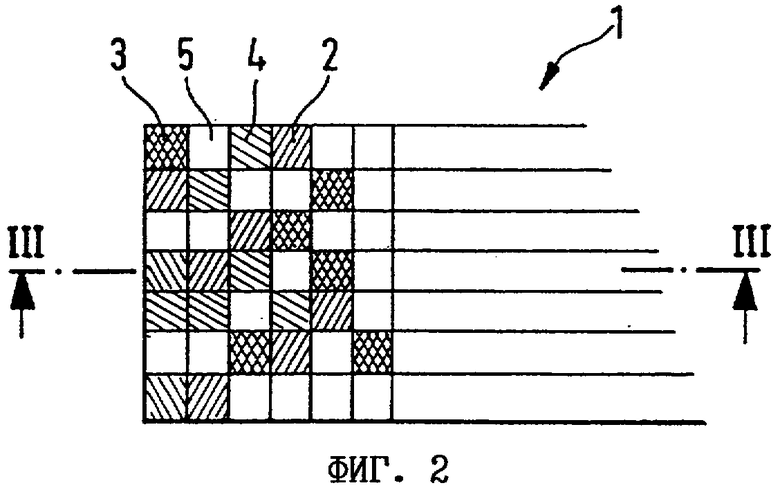
на фиг.2 - предлагаемый в изобретении код в виде двумерного штрих-кода,
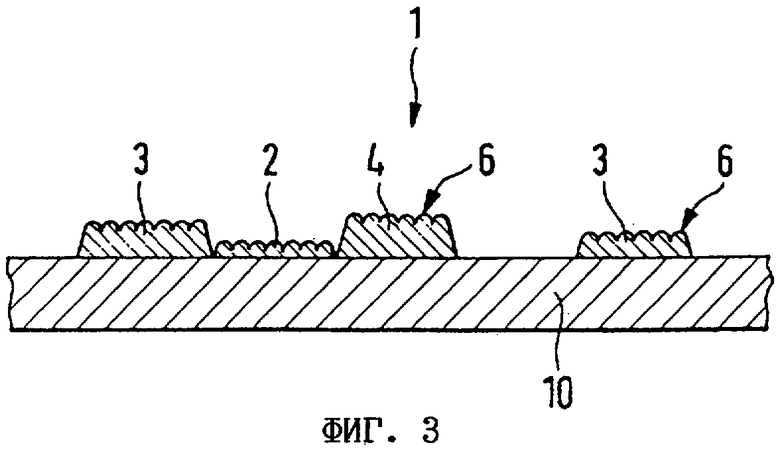
на фиг.3 - изображенный в разрезе фрагмент документа со штрих-кодом, показанным на фиг.2,
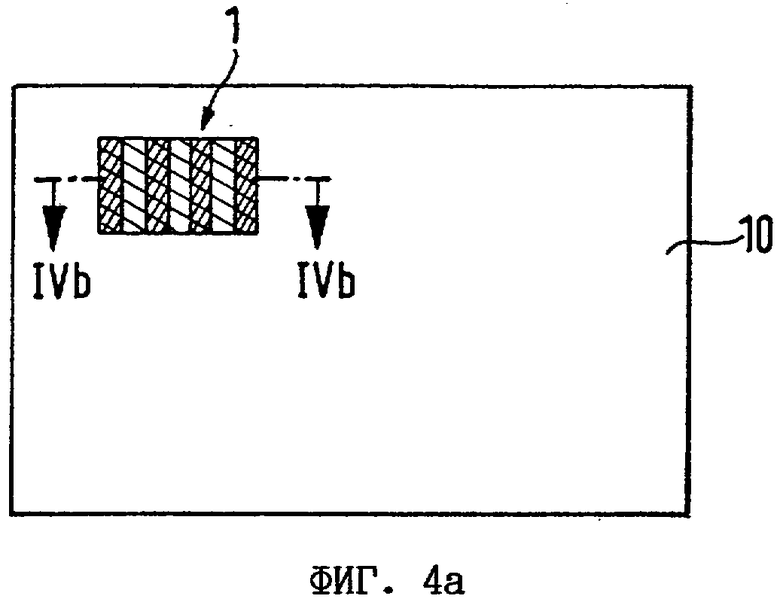
на фиг.4а - документ со сплошным штрих-кодом,
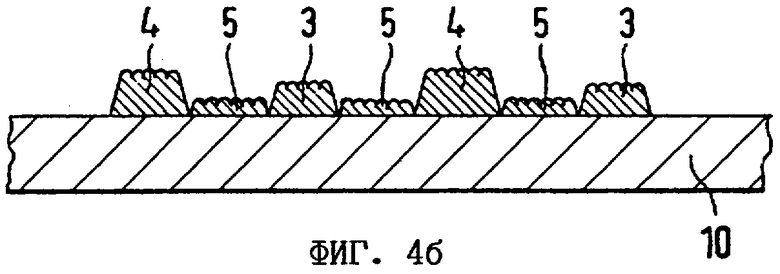
на фиг 4б - изображенный в разрезе фрагмент документа, показанного на фиг.4а,
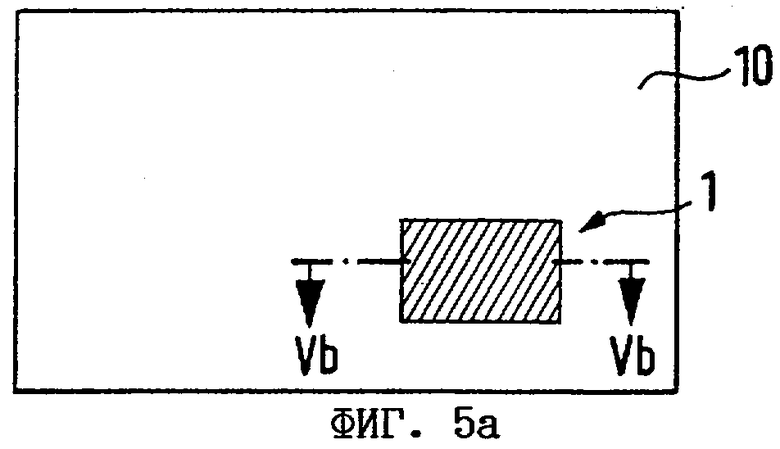
на фиг.5а - документ со сплошным штрих-кодом,
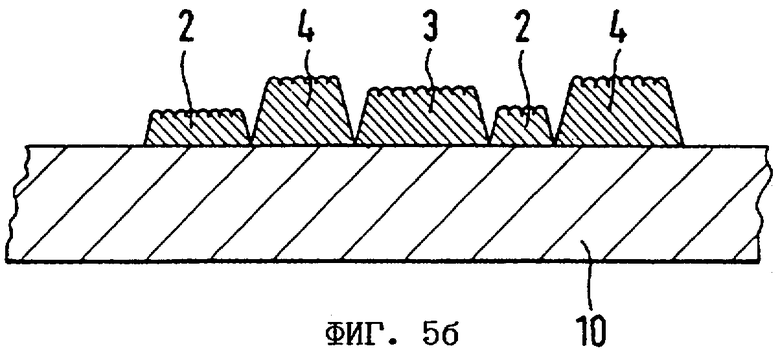
на фиг.5б - изображенный в разрезе фрагмент документа, показанного на фиг.5а,
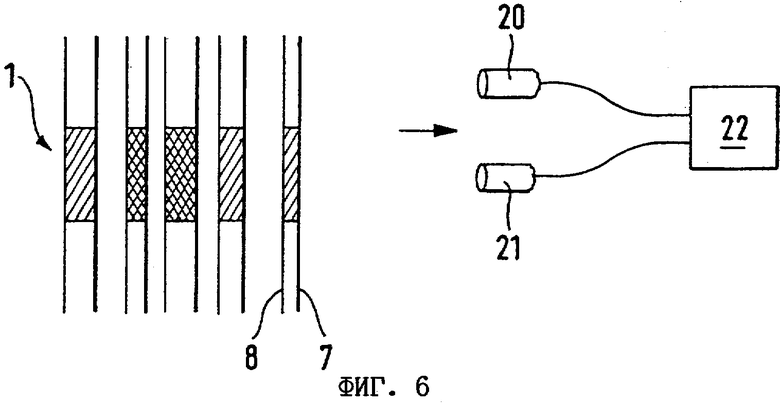
на фиг.6 - штрих-код с филигранными сигнальными линиями,
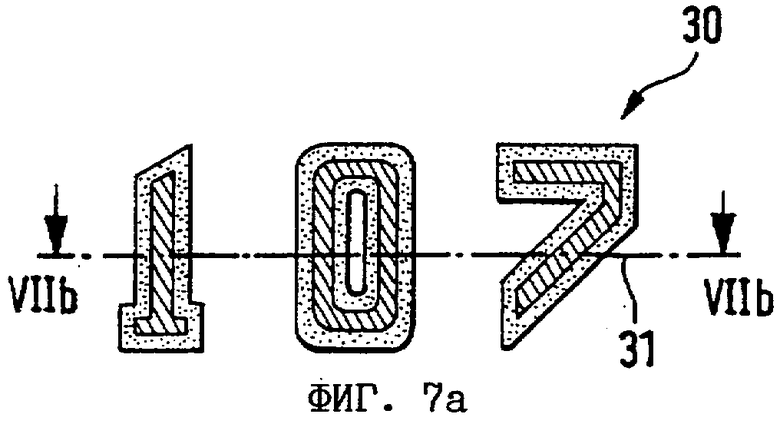
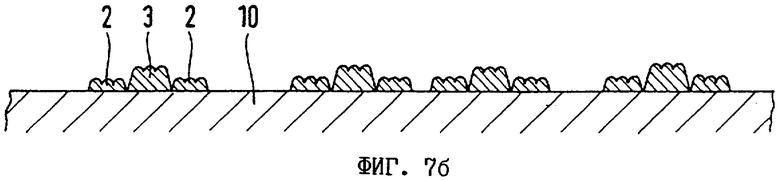
на фиг.7а - интегрированный в оттиск код и
на фиг.7б - изображенный в разрезе фрагмент основы с нанесенным на нее оттиском, показанным на фиг.7а.
На фиг.1 показан код в соответствии с первым вариантом осуществления настоящего изобретения в виде штрих-кода, состоящего из последовательности отстоящих друг от друга на различное расстояние штрихов варьирующейся ширины. Такой штрих-код напечатан методом металлографской печати с использованием для печати всех его штрихов одной и той же люминесцирующей печатной краски. При необходимости отдельные штрихи можно также печатать различными печатными красками, прежде всего и с использованием печатных красок, не обладающих люминесцентными свойствами. Штрихи 2 отличаются от штрихов 3 толщиной их красочного слоя. Подобный штрих-код 1 для его расшифровывания допускает возможность его считывания в любом из направлений (измерений) в двухмерном пространстве с помощью пригодного для этой цели датчика, который возбуждает люминесценцию в присутствующих в красочных слоях люминофорах соответствующим возбуждающим излучением и воспринимает или регистрирует излучение люминесценции соответствующим приемником излучения. Толщина красочных слоев, образующих отдельные штрихи 2, 3, при этом представляет собой своего рода "третье измерение", в связи с чем регистрируемая датчиком интенсивность излучения люминесценции пропорциональна этой толщине красочных слоев. Потенциальный фальсификатор, не обладая необходимой информацией о наличии подобного третьего измерения, не способен простым путем обнаружить его.
На фиг.2 показан следующий вариант выполнения предлагаемого в изобретении кода, имеющего вид двумерного штрих-кода. В этом варианте отдельные участки кода выполнены квадратной формы, однако они могут иметь и любую иную форму и помимо этого не обязательно должны располагаться в виде регулярного растра. У такого двумерного штрих-кода имеются пустые (незапечатанные) участки 5 и запечатанные участки 2, 3, 4, которые и в этом случае напечатаны методом металлографской печати одной и той же печатной краской за один листопрогон и различаются между собой толщиной образующего их красочного слоя.
На фиг.3 в разрезе плоскостью III-III показан документ 10 с нанесенным на него кодом 1, изображенным на фиг.2. На чертеже хорошо видно, что участки 2, 3, 4 кода различаются между собой толщиной образующего их красочного слоя. Помимо этого указанные участки кода четко отделены один от другого граничными линиями, каждая из которых образована за счет уменьшения толщины красочного слоя на примыкающих друг к другу участках кода до минимума. На поверхностях красочных слоев на каждом из участков кода имеется, кроме того, мелкая структура 6, образование которой обусловлено наличием соответствующей мелкой структуры в виде перегородок на донной поверхности соответствующего углубления, выгравированного в печатной форме, используемой для печати кода. Как указывалось в начале описания, технология, предусматривающая использование таких перегородок, позволяет печатать код с примыкающими друг к другу участками типа тех, которые показаны на фиг.3 и которые внешне выглядят как имеющие однородную окраску, сравнительно больших размеров с площадью каждого из них, существенно превышающей 1 мм3, и длиной стороны более 0,5 мм.
На фиг.4а показан документ 10 с нанесенным на него кодом 1 в виде штрих-кода, напечатанного люминесцирующей краской. Этот штрих-код выполнен сплошным, т.е. его участки между образующими его штрихами также запечатаны той же самой люминесцирующей краской, но слоем меньшей толщины, который тем самым благодаря его меньшей непрозрачности зрительно хорошо отличим от штрихов штрих-кода. Различия в толщине красочного слоя на образующих штрихи штрих-кода запечатанных участках и на расположенных между ними запечатанных участках хорошо видны на фиг.4б, где в разрезе показан фрагмент изображенного на фиг.4а документа. Все расположенные между штрихами 3, 4 штрих-кода промежуточные участки 5 запечатаны тонким красочным слоем одинаковой толщины и поэтому при автоматической обработке измерительного сигнала расцениваются как интервалы между собственно штрихами 3, 4, образующими штрих-код. Красочные слои, которыми напечатаны образующие код штрихи 3, 4, имеют настолько большую толщину, что они имеют максимально возможную насыщенность цвета и поэтому зрительно воспринимаются как создающие одинаковое цветовое впечатление и тем самым для не обладающего соответствующей информацией потенциального фальсификатора по цвету неотличимы друг от друга. В рассматриваемом варианте штрихи 3, 4 отстоят друг от друга на одинаковое расстояние, и поэтому у потенциального фальсификатора в первую очередь будет создаваться впечатление, что он видит регулярный растр из чередующихся темных и светлых участков. Информация же, которую необходимо сохранить в тайне, закодирована за счет варьирования толщины красочных слоев, образующих отдельные штрихи 3, 4. Дифференцировать штрихи 3, 4, соответственно выявить между ними различия можно только с помощью соответствующего датчика на основе различий в интенсивности испускаемого ими излучения люминесценции.
На фиг.5а показан следующий вариант осуществления изобретения. В этом варианте код 1 также выполнен в виде штрих-кода, о чем наглядно свидетельствует приведенное на фиг.5б изображение, где в разрезе показан фрагмент документа с нанесенным на него кодом. Однако в виде в плане (фиг.5а) отдельные штрихи нанесенного на документ 10 штрих-кода визуально неотличимы друг от друга, поскольку для их печати использовалась непрозрачная печатная краска, нанесенная на всех участках 2, 3, 4 кода слоем такой минимальной толщины, при которой она создает идентичное на всех этих участках кода визуальное цветовое впечатление. Тем самым человек видит перед собой лишь сплошную запечатанную поверхность однородного цвета, хотя фактически перед ним находится штрих-код, штрихи которого в этом случае отличаются друг от друга не только толщиной образующего каждый из них красочного слоя, но и их шириной. В соответствии с этим в процессе считывания кода при его перемещении с постоянной скоростью относительно датчика выдаваемый им измерительный сигнал будет варьироваться не только по уровню в зависимости от интенсивности регистрируемого им излучения люминесценции, но и по длительности в зависимости от ширины того или иного штриха.
На фиг.6 показан следующий вариант осуществления изобретения, аналогичный уже описанному выше со ссылкой на фиг.1 варианту, в соответствии с которым код 1 напечатан в виде штрих-кода, штрихи которого образованы красочными слоями различной толщины. В показанном на фиг.6 варианте начало и конец каждого штриха обозначены тончайшими сигнальными линиями 7, соответственно 8, которые напечатаны за один листопрогон той же гравированной печатной формой, что и сам штрих-код. Поскольку углубления для печати кода 1 и углубления для печати сигнальных линий 7, 8 выгравированы в одной и той же печатной форме, в полученном с такой печатной формы оттиске код 1 и сигнальные линии 7, 8 всегда занимают точно заданное положение друг относительно друга. Поэтому снабженный подобным оттиском документ визуально можно проверить на точность приводки в расположении сигнальных линий 7, 8 относительно кода 1.
Однако сигнальные линии 7, 8 помимо вышеуказанной выполняют еще и вторую функцию. Поскольку сигнальные линии 7, 8 напечатаны печатной краской, которая содержит обладающие особыми свойствами (маркировочные) вещества, и поэтому допускают возможность их автоматического считывания, они могут регистрироваться датчиком 20, который тем самым при перемещении под ним кода в показанном стрелкой направлении распознает начало и конец каждого из штрихов штрих-кода. Сам же штрих-код считывается вторым датчиком 21, после чего в соединенном с обоими датчиками 20, 21 блоке 22 обработки результатов измерений проверяется соответствие между выявленной датчиком 20 периодичностью появления сигнальных линий и последовательностью считанных датчиком 21 штрихов штрих-кода.
На фиг.7а показан следующий вариант осуществления изобретения, в соответствии с которым код интегрирован в оттиск 30. В показанном на этом чертеже примере оттиск 30 представляет собой последовательность цифр, каждая из которых заключена в окружающую ее рамку. Аналогично рассмотренным выше вариантам осуществления изобретения рамку и заключенную в нее цифру можно за счет соответствующего подбора краски и регулирования толщины ее слоя сделать визуально неотличимыми друг от друга. Поскольку, однако, каждая из цифр и/или каждая из окружающих их рамок напечатаны красочными слоями различной толщины, такой оттиск образует код, допускающий только его автоматическое считывание.
При рассматривании, например, снабженной оттиском 30 основы в разрезе плоскостью, в которой лежит линия 31, вдоль которой происходит считывание кода, можно увидеть показанное на фиг.7б характерное расположение напечатанных участков 2, 3 с различной толщиной красочного слоя. Последовательностью подобных участков с изменяющейся толщиной красочного слоя и образован собственно код, который при использовании, например, для его выполнения люминесцирующей или электропроводной печатной краски может считываться соответствующим датчиком с последующим его расшифровыванием.
Помимо конкретно указанного выше при рассмотрении каждого из вариантов осуществления изобретения маркировочного вещества для выполнения каждого из показанных на чертежах предлагаемого в изобретении кода может использоваться и одно из маркировочных веществ, выбранное из группы, включающей люминесцирующее, электропроводное, поглощающее рентгеновское излучение и поглощающее инфракрасное излучение вещество.
Хотя особое преимущество изобретения и состоит в том, что для выполнения кода достаточно использовать лишь одну единственную печатную краску с люминесцирующими свойствами, и/или электропроводными свойствами, и/или свойствами поглощать рентгеновское излучение, и/или свойствами поглощать инфракрасное излучение, тем не менее в некоторых случаях может оказаться предпочтительным использование различных печатных красок для печати кода. Так, например, путем закатывания печатной формы печатной краской через шаблон участки, окружающие собственно код, можно запечатывать печатной краской, которая прежде всего визуально неотличима от печатной краски, которой печатается код, но не содержит маркировочные вещества. Благодаря этому удается, с одной стороны, скрыть точное местоположение кода на документе, а с другой стороны, затруднить подделку подобного кода, поскольку при попытке сымитировать такой код и окружающее его поле печатью в две стадии, соответственно за два листопрогона потребовалось бы обеспечить высокую точность приводки между образующим код оттиском, печатаемым печатной краской, содержащей маркировочное вещество, и окружающем этот код оттиском, печатаемым обычной печатной краской. Однако достичь необходимой точности приводки при печати в две последовательные стадии невозможно.
Изобретение относится к средствам, используемым при контроле подлинности документов. Техническим результатом является обеспечение возможности выполнения в большом количестве экземпляров документов, защищенных от подделки, без высоких технических и технологических затрат. В заявке описан код, прежде всего в виде штрих-кода, который методом металлографской печати наносят на основу, прежде всего на банкноту. Отдельные участки этого кода различаются между собой толщиной образующего их красочного слоя. Используемая для печати такого кода печатная краска содержит люминесцирующие, и/или электропроводные, и/или поглощающие рентгеновское излучение, и/или поглощающие инфракрасное излучение вещества. Это позволяет дифференцировать участки кода, различающиеся между собой толщиной образующего их красочного слоя, на основе различий в интенсивности измерительного сигнала, получаемого от каждого из них. 3 н. и 22 з.п. ф-лы, 7 ил.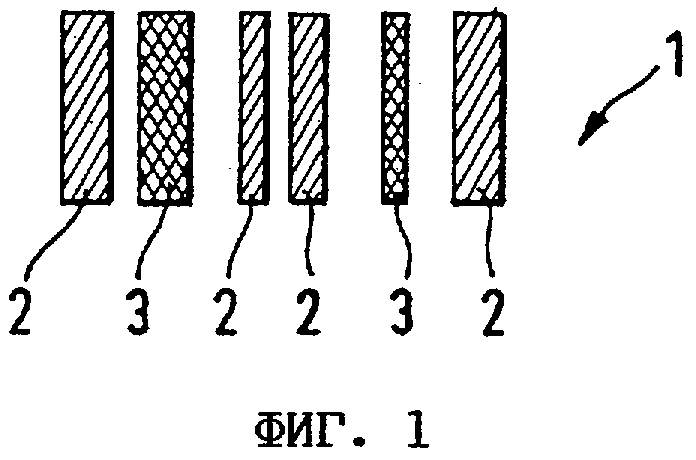
| WO 00/20216 A1, 13.04.2000 | |||
| RU 2160928 С2, 20.12.2000 | |||
| RU 2070736 C1, 20.12.1996 | |||
| МАШИНА ДЛЯ МЕТАЛЛОГРАФИЧЕСКОЙ ПЕЧАТИ | 1992 |
|
RU2060897C1 |
| DE 19812812 A1, 23.09.1999 | |||
| DE 10015097 A1, 12.04 | |||
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |

