Область техники, к которой относится изобретение
Изобретение относится к способу изготовления защищенных от подделки бумаг, особенно, банкнот, к печатной машине металлографской печати для осуществления такого способа и к защищенной от подделки бумаге, изготавливаемой согласно такому способу.
Уровень техники изобретения
Общая практика в отрасли печатания защищенных от подделки бумаг состоит в совмещении более чем одного способа печати на одних и тех же защищенных от подделки бумагах, то есть в применении к защищенными от подделки бумагам множества различных способов печати/нанесения, чтобы сделать подделку более трудной. В качестве примеров обычных процессов печати/нанесения, используемых в отрасли печати защищенных от подделки бумаг, особенно при производстве банкнот, можно упомянуть офсетную печать, шелкотрафаретную печать, наложение монтажной пленки, металлографскую печать, нумерационную печать, а также флексографскую печать. Металлографская печать, в частности, используется в отрасли для создания четко различимого рельефа и выпуклых признаков. Такие признаки металлографской печати высоко устойчивы к подделыванию, поскольку для их изготовления требуется специальное оборудование и они не могут копироваться, просто используя оборудование, легко доступное подделывателям. Металлографская печать обычно используется для печати только отдельного участка на поверхности банкнот (или защищенных от подделки бумаг, в целом), чтобы создавать отличительные рисунки металлографской печати, такие как портреты, гильоширные рисунки, виньетки, скрытые изображения, а также другие специальные защитные признаки металлографской печати, использующие характерный рельеф/тактильный эффект, создаваемый металлографской печатью. Остальные области банкнот обычно печатаются до металлографской печати с использованием многоцветного офсетного фона. Банкноты могут, как вариант, снабжаться рисунками, выполненными оптически переменной краской (или рисунками OVI), используя технологию шелкотрафаретной печати, и/или оптически переменными устройствами (или OVD-устройствами), такими как голограммы, используя технологию наложения монтажных пленок. Банкноты дополнительно нумеруются серийными номерами и/или снабжаются сигнатурами, используя технологию высокой печати. Покрытие банкнот лаком, используя офсетную или, предпочтительно, флексографскую технологию печати может, как вариант, быть выполнено до или после нумерации банкнот.
Вышеупомянутый способ металлографской печати обычно осуществляется с помощью листовой или рулонной машины металлографской печати. Типичная листовая машина металлографской печати раскрыта, например, в европейской патентной заявке ЕР 0406157. Она содержит формный цилиндр с несколькими печатными формами, печатный цилиндр, обтирающее устройство и красочную систему, содержащую сборный цилиндр (также упоминаемый как цилиндр Орлова), имеющий упругую поверхность, взаимодействующую с печатными формами. Красочная система дополнительно содержит цилиндры выборочного нанесения краски, контактирующие с периферией сборного цилиндра и имеющие рельефные части, соответствующие зонам печатных форм, которые должны закрашиваться различными желаемыми цветами. Каждый из цилиндров выборочного нанесения краски окрашивается в соответствующие цвета соответствующими красочными устройствами. Каждая печатная форма обладает гравированными областями, соответствующими областям на защищенных от подделки бумагах, которые, как предполагается, должны быть снабжены отпечатком металлографской печати (таким как портрет, гильоширные рисунки и т.д.), а также негравированными областями, которые не переносят на защищенные от подделки бумаги никакую краску. Гравирование на печатных формах может содержать любую пригодную комбинацию глубоких и мелких насечек, чтобы создавать желаемые рисунки металлографской печати на защищенных от подделки бумагах.
Следует понимать, что каждая из печатных форм окрашивается желаемыми цветами посредством красочной системы, избыточная краска удаляется с негравированных областей печатных форм под действием обтирающего устройства, которое обычно содержит, так называемый, валик для удаления краски с пробельных элементов формы металлографской печати, вращающийся в том же самом направлении, что и формный цилиндр. Металлографская печать фактически происходит в зоне печатного контакта между формным цилиндром и печатным цилиндром под действием повышенного давления, перенося таким образом цветную краску из мест гравировки печатных форм на листы, перемещаемые печатным цилиндром, и создавая выпуклые структуры, характерные для процесса металлографской печати.
Возможны другие конфигурации машин металлографской печати. Такие другие примеры можно найти, например, в европейских патентных заявках ЕР 0091709, ЕР 0415881, ЕР 0563007, ЕР 0683123, ЕР 0873866, ЕР 1400353, ЕР 1602482, ЕР 1602483 и международной заявке WO 2005/077656.
Банкноты и подобные защищенные от подделки бумаги обычно снабжаются отпечатками металлографской печати только на части их поверхности, остальная часть их поверхности снабжается другими напечатанными или наложенными рисунками, выполненными с использованием, например, офсетной печати, шелкотрафаретной печати, OVD, типографскими элементами (такими как серийные номера и сигнатуры) или просто оставляются чистыми (как в областях, где предусматриваются водные знаки). Как упоминалось, на поверхность документов или только на их часть могут наноситься лак или лаковое покрытие. Такие защищенные от подделки бумаги демонстрируют удовлетворительный внешний вид, хорошую физическую стойкость к загрязнению и значительный уровень устойчивости против подделывания. Однако имеется постоянная потребность в улучшении этих признаков, особенно в увеличении физической стойкости документов, а также в увеличении стойкости против подделывания документов.
Международная заявка WO 01/03951 раскрывает защищенный документ с выпуклым изображением, исполненным способом металлографской печати. Подложка защищенного документа снабжена гладким, высокоотражающим слоем, имеющим коэффициент отражения, по меньшей мере, 60 единиц блеска, и выпуклое печатное изображение накладывается на этот отражающий слой посредством металлографской печати, используя прозрачную или полупрозрачную краску для металлографской печати. Отражающий слой может наноситься на подложку в виде отдельных участков или на всю поверхность защищенного документа. Такое нанесение выполняется посредством глубокой (gravure) печати, являющейся процессом печати, который следует отличать от способа металлографской (intaglio) печати, используемого для создания выпуклого печатного изображения. Фактически, глубокая печать использует формные цилиндры глубокой печати, имеющие регулярный рисунок (или растр) из отдельных ячеек, как упомянуто в WO 01/03951. В отличие от металлографской печати, глубокая печать выполняется со значительно более низким давлением и не создает никакой выпуклости на поверхности напечатанного материала (см., например, Handbook of Print Media, H.Kipphan, Springler Verlag, 2001, ISBN 3-540-67326-1). Другими словами, WO 01/03951 предлагает защищенный документ, который требует двух последовательных процессов печатания, а именно глубокой печати, чтобы нанести отражающий слой, и последующей металлографской печати, чтобы создать выпуклое печатное изображение поверх отражающего слоя. Кроме того, хотя отражающий слой может покрывать всю поверхность защищенного документа, выпуклое печатное изображение охватывает только малую часть поверхности документа и поэтому не создает никакого значимого эффекта уплотнения поверхности документа.
Патент США US 5449200 раскрывает защищенную от подделки бумагу, содержащую лист смолистой подложки, на котором напечатаны элементы печати, и бумажные листы, ламинированные на обоих сторонах листа смолистой подложки. Элементы печати, напечатанные на листе смолистой подложки, предпочтительно печатаются, используя прозрачную краску. Более точно, элементы печати печатаются глубокой печатью, используя формный цилиндр для ротационной глубокой печати. Опять же, процесс глубокой печати не создает какой-либо выпуклости на документе и его следует отличать от процесса металлографской печати. Кроме того, согласно US 5449200 эффект уплотнения обеспечивается за счет ламинированных листов с обеих сторон листа смолистой подложки. По существу, задача печатных элементов состоит не в обеспечении какого-либо уплотнения поверхности документа. В любом случае элементы печати охватывают лишь малую часть поверхности листа смолистой подложки.
Патент США US 1299484 раскрывает защищенный документ, который изготавливается в результате двух поочередных этапов металлографской печати. На первом этапе металлографской печати печатается первый набор отпечатков, чтобы в значительной степени покрыть поверхность бумаги, используя, в сущности, белый или фактически невидимый пигмент. Этот первый набор отпечатков состоит из сетки пересекающихся линий. В течение второго последующего этапа металлографской печати поверх первого набора отпечатков печатается второй набор отпечатков, используя на этот раз видимую краску. В результате, второй набор отпечатков накладывается поверх первых отпечатков и деформируется низлежащим первым набором отпечатков. Недостаток этого решения таким образом состоит в том, что для изготовления защищенного документа требуются два этапа печати. Поскольку свежеотпечатанные отпечатки, напечатанные способом металлографской печати, обычно должны высохнуть или выдерживаться некоторое время, это решение значительно увеличивает время изготовления. Кроме того, воздействие на одну и ту же сторону защищенного документа двух поочередных этапов металлографской печати вредно, поскольку каждый этап металлографской печати значительно влияет на структуру и форму напечатанного материала. Наконец, внешний вид второго набора отпечатков в значительной степени ухудшается низлежащим первым набором отпечатков.
Британский патент GB 803546 и патент США US 3390631 описывают комбинированные печатные формы для машин металлографской печати и высокой печати, в которых используется дополнительная красочная система для нанесения краски на форму металлографской печати после обтирки ее обтирочной системой.
Более точно, согласно британскому патенту GB 803546 дополнительная красочная система содержит несколько формных цилиндров высокой печати, каждый из которых несет печатную форму высокой печати для формирования соответствующей части фона защищенного документа. Все формные цилиндры высокой печати взаимодействуют с обычным передаточным цилиндром краски для высокой печати, который контактирует с негравированной поверхностью формы металлографской печати в месте после обтирочной системы перед местом, где делается печать на бумагу. Благодаря такому решению рисунки металлографской печати и фон печатаются одновременно. Документ GB 803546, однако, ничего не говорит о количестве покрытия результирующими рисунками металлографской печати. Однако, очевидно, что гравируется только малая часть поверхности формы металлографской печати.
Согласно патенту США № US 3390631 часть гравированной области формы металлографской печати покрывается краской до обтирки остающаяся часть гравированной области остается свободной от какой-либо краски. После обтирки и перед печатанием негравированные области, окружающие остающуюся неокрашенной часть гравированных областей, окрашиваются с помощью дополнительной красочной системы. В результате получается красочный рисунок, имеющий две части в полном совмещении, один в негативном представлении, и другой - в позитивном представлении. Проблема в этом решении остается в том, что краска, как следствие операции печатания, неизбежно проникает в неокрашенные гравированные области формы металлографской печати, даже если дополнительная красочная система разработана таким образом, чтобы избегать такого проникновения краски в негравированные области формы металлографской печати. Качество оттиска в этом решении таким образом быстро ухудшается. Кроме того, дополнительная красочная система предназначается, в основном, для нанесения краски в области с небольшой площадью на форме металлографской печати, такой как пространства, предназначенные для введения признаков, которые не должны фальсифицироваться.
Сущность изобретения
Задача настоящего изобретения должна таким образом состоять в обеспечении процесса создания защищенных от подделки бумаг, который улучшает их физическую стойкость, а также увеличивает стойкость этих защищенных от подделки бумаг к подделыванию.
Другая задача настоящего изобретения состоит в обеспечении процесса изготовления защищенных от подделки бумаг, который остается экономически выгодным, то есть в максимально возможной степени использует существующие технологии.
Еще одна задача настоящего изобретения состоит в обеспечении процесса, который может легко реализовываться на существующем печатном и технологическом оборудовании, которое, однако, остается в большинстве случаев недоступным для фальшивомонетчиков.
Эти цели достигаются благодаря процессу, определенному в независимом п.1, который содержит этап уплотнения поверхности защищенных от подделки бумаг путем нанесения защитного рисунка на поверхность защищенных от подделки бумаг, этап, который содержит печатание защищенных от подделки бумаг посредством металлографской печати, используя форму металлографской печати с гравированными областями, такую, что, по меньшей мере, 80% площади поверхности каждой защищенной от подделки бумаги покрываются выпуклыми рисунками металлографской печати, создаваемыми гравированными областями формы металлографской печати, на которые нанесена краска, или комбинацией выпуклых рисунков металлографской печати и плоских рисунков металлографской печати, когда плосрале рисунки металлографской печати создаются негравированными областями формы металлографской печати, которые покрываются прозрачной или полупрозрачной краской для металлографской печати после обтирки формы металлографской печати, по меньшей мере, для части упомянутых выпуклых рисунков металлографской печати и/или плоских рисунков металлографской печати.
Преимущества настоящего изобретения многочисленны:
- во-первых, оно повышает стойкость защищенных от подделки бумаг с физической точки зрения, потому что, по существу, вся поверхность (то есть, по меньшей мере, 80%) защищенной от подделки бумаги покрывается отпечатками металлографской печати. Действительно, стойкие слои, покрытые краской для металлографской печати, вместе со свойственным металлографской печати каландрирующим эффектом, обеспечивают повышенную защиту всей поверхности защищенных от подделки бумаг;
- во-вторых, весь поверхностный отпечаток металлографской печати на защищенных от подделки бумагах увеличивает их защищенность, характерная рельефная и тактильная структура выпуклых рисунков металлографской печати легко осязается при прикосновении пальцем. Такие признаки трудно воспроизводить без специального оборудования и подделка соответственно делается намного более сложной;
- в-третьих, на внешний вид защищенных от подделки бумаг не оказывается столь отрицательного влияния, поскольку обычно области защищенных от подделки бумаг, не имеющие отпечатков металлографской печати, печатаются поверх, используя прозрачные или полупрозрачные краски для металлографской печати;
- в-четвертых, изготовление защищенных от подделки бумаг не требует использования оборудования, отличного от того, которое уже обычно используется.
С общей точки зрения, металлографская печать защищенных от подделки бумаг приблизительно на всей площади их поверхности имеет эффект "уплотнения" защищенной от подделки бумаги как с точки зрения ее физических свойств, так и с точки зрения ее стойкости к подделыванию.
Выгодные варианты осуществления и примеры изобретения образуют сущность предмета зависимых пунктов многозвенной формулы изобретения.
В частности, согласно одному варианту осуществления изобретения, металлографская печать выполняется, используя форму металлографской печати, имеющую гравированные области, занимающие по меньшей мере 80% всей площади ее поверхности, и форма металлографской печати покрывается, по меньшей мере, на части площади ее поверхности по меньшей мере одной прозрачной или полупрозрачной краской для металлографской печати, чтобы создать прозрачные или полупрозрачные выпуклые рисунки металлографской печати на соответствующей части защищенных от подделки бумаг.
Согласно первому примеру этого варианта осуществления первая часть поверхности формы металлографской печати покрывается, по меньшей мере, одной видимой краской для металлографской печати, чтобы создать видимые выпуклые рисунки металлографской печати на соответствующей первой части поверхности защищенных от подделки бумаг. Остальная часть поверхности формы металлографской печати покрывается, по меньшей мере, одной прозрачной или полупрозрачной краской для металлографской печати, чтобы создать прозрачные или полупрозрачные выпуклые рисунки металлографской печати на соответствующей оставшейся части поверхности защищенных от подделки бумаг. Этот пример особенно выгоден в контексте защищенных от подделки бумаг, несущих видимые рисунки металлографской печати, по меньшей мере, на одной из лицевой стороне (такие как портрет, гильоширные рисунки, виньетки и т.д.). Банкноты, в частности, обычно обеспечиваются видимыми рисунками металлографской печати на одной стороне или на обеих сторонах. В этом контексте прозрачные или полупрозрачные рисунки металлографской печати печатаются так, чтобы дополнить эффект уплотнения, уже обеспечиваемый видимыми рисунками металлографской печати.
Согласно другому примеру варианта осуществления почти вся поверхность формы металлографской печати покрывается, по меньшей мере, одной прозрачной или полупрозрачной краской для металлографской печати, чтобы создать прозрачные или полупрозрачные выпуклые рисунки металлографской печати почти на всей площади поверхности каждой из защищенных от подделки бумаг. Этот второй пример выгоден в контексте защищенных от подделки бумаг, не несущих на себе никаких видимых рисунков металлографской печати, по меньшей мере, на одной его лицевой стороне. Как упомянуто выше, банкноты могли бы снабжаться видимым рисунком металлографской печати только на одной стороне. В таком случае прозрачные или полупрозрачные рисунки металлографской печати могут соответственно печататься почти на всей площади поверхности другой стороны банкнот.
Прозрачные или полупрозрачные выпуклые рисунки металлографской печати могут с выгодой печататься так, чтобы иметь отношение покрытия краской (то есть отношение площади поверхности, покрытой краской, для металлографской печати и площади поверхности, не покрытой краской, для металлографской печати) близким к 100%. Это особенно легко осуществимо, поскольку упомянутые рисунки металлографской печати печатаются, используя прозрачные или полупрозрачные краски для металлографской печати, таким образом не влияя на внешний вид напечатанного документа при рассматривании невооруженным глазом.
Согласно предпочтительному варианту этого варианта осуществления прозрачными или полупрозрачными рисунками металлографской печати могут быть, в частности, так называемые многотоновые рисунки, сплошные фоны или стохастические фоны, то есть рисунки, имеющие на вид непрерывную площадь покрытия поверхности. Многотоновые рисунки и сплошные тоны обычно создаются глубинной комбинацией прямолинейных и/или криволинейных линий, глубина и толщина которых может модулироваться или изменяться, чтобы производить визуальный эффект сплошной печатной поверхности. С другой стороны, стохастические фоны формируются из рисунков, которые распределены случайным образом на желаемой поверхности. Следует понимать, что печатание больших поверхностей, используя одну только технологию металлографской печати, обычно требует обеспечения областей, удерживающих краску, для ограничения потока краски на формах металлографской печати и предотвращения стирания краски во время обтирки печатных форм. Многотоновые рисунки, сплошные тоны и стохастические тоны обычно содержат такие области, удерживающие краску, в форме соответствующих разделений между гравировками или разбиений внутри гравировок, таких как площади, покрытые негравированными точками или штрихами.
Согласно другому варианту осуществления настоящего изобретения металлографская печать выполняется, используя форму металлографской печати, имеющую гравированные области, которые не выходят за всю ее поверхность (то есть распространяются только на части поверхности). Такая форма металлографской печати окрашивается, по меньшей мере, в оставшейся негравированной части поверхности формы металлографской печати, после обтирания поверхности формы, по меньшей мере, одной прозрачной или полупрозрачной краской для металлографской печати, чтобы создать прозрачные или полупрозрачные плоские рисунки металлографской печати на соответствующей части защищенных от подделки бумаг. Согласно этому варианту осуществления прозрачные или полупрозрачные краски для металлографской печати осаждаются таким образом на негравированную поверхность формы металлографской печати после обтирки, создавая тем самым сплошной и непрерывный слой прозрачной или полупрозрачной краски для металлографской печати, которая переносится на поверхность защищенных от подделки бумаг как плоские рисунки металлографской печати. Полезно, по мере того, как после обтирки выполняется покрытие прозрачной или полупрозрачной краской для металлографской печати, чтобы прозрачная или полупрозрачная краска для металлографской печати могла осаждаться в промежуток между гравированными областями печатной формы, например между каждыми гравированными линиями портрета. Результатом является защищенная от подделки бумага, которая полностью покрыта краской для металлографской печати.
Согласно еще одному варианту осуществления настоящего изобретения, по меньшей мере, часть прозрачных или полупрозрачных рисунков металлографской печати печатаются краской для металлографской печати, которая флуоресцирует под действием ультрафиолетового или инфракрасного излучения. Предпочтительно, упомянутая, по меньшей мере, часть прозрачных или полупрозрачных рисунков металлографской печати, напечатанных с использованием флуоресцентной краски для металлографской печати, формирует определенный рисунок, распознаваемый под действием ультрафиолетового или инфракрасного излучения. В этом контексте определенный рисунок может быть гравирован на форме металлографской печати и до обтирания покрыт краской с флуоресцентной краской для металлографской печати.
Альтернативно, определенный рисунок мог бы создаваться выборочным осаждением флюоресцентной краски для металлографской печати после обтирания на негравированную часть формы металлографской печати. Возможны также комбинации, в которых флюоресцентный рисунок формируется, используя соответствующий гравированный рисунок в форме металлографской печати, которая покрывается краской до обтирания, а фоновый слой прозрачной или полупрозрачной краски для металлографской печати осаждается после обтирания на негравированную поверхность печатной формы.
Прозрачная или полупрозрачная краска для металлографской печати может полезно применяться после обтирания формы или форм металлографской печати, соответственно используя красочное устройство, наносящее краску для металлографской печати прямо на форму или формы металлографской печати. Это решение особенно выгодно в контексте применения прозрачной или полупрозрачной краски для металлографской печати, содержащей флюоресцентные пигменты, поскольку упомянутые пигменты не будут подвергаться операции обтирки (когда такая операция может физически повлиять на структуру самих пигментов). Кроме того, проблемы загрязнения краски будут снижаться до минимума, поскольку пигментосодержащая краска наносится, используя отдельное красочное устройство и после того, как все другие краски уже были нанесены на печатные формы.
Краткое описание чертежей
Другие признаки и преимущества настоящего изобретения будут видны более ясно при чтении последующего подробного описания вариантов осуществления изобретения, которые представлены исключительно посредством примеров, не создающих ограничений, и иллюстрируются приложенными чертежами, на которых:
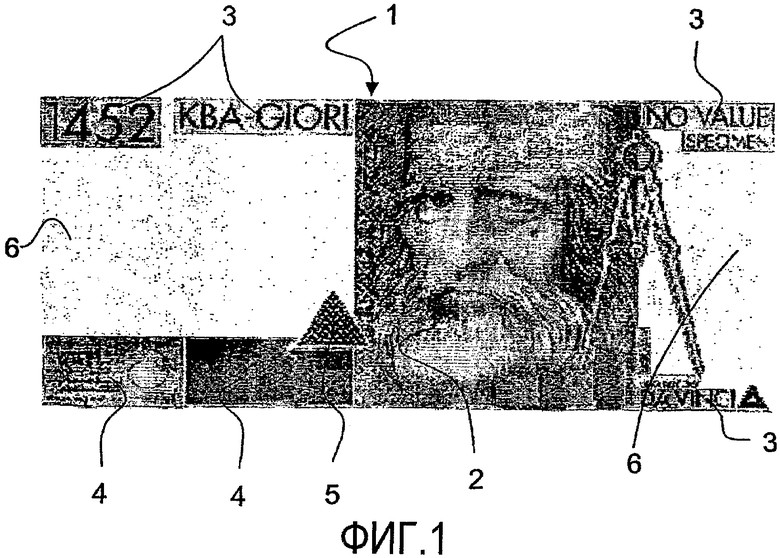
фиг.1 - пример защищенной от подделки бумаги, изготовленной согласно процессу настоящего изобретения;
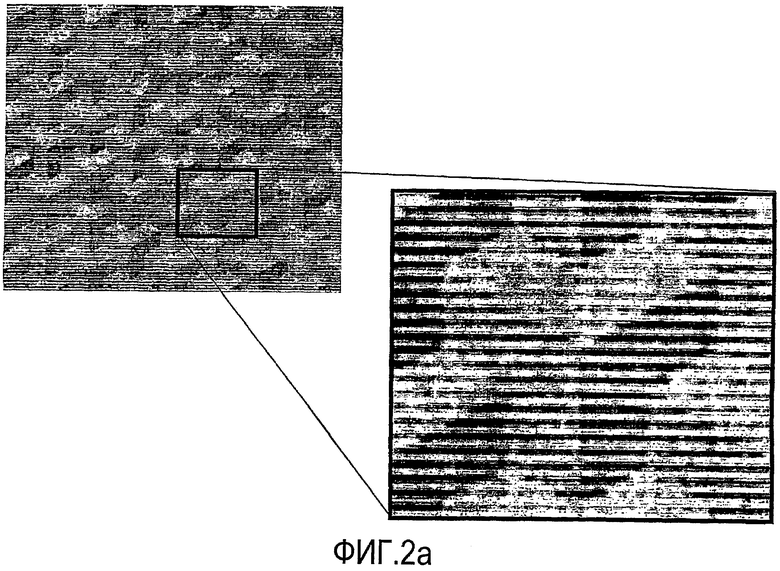
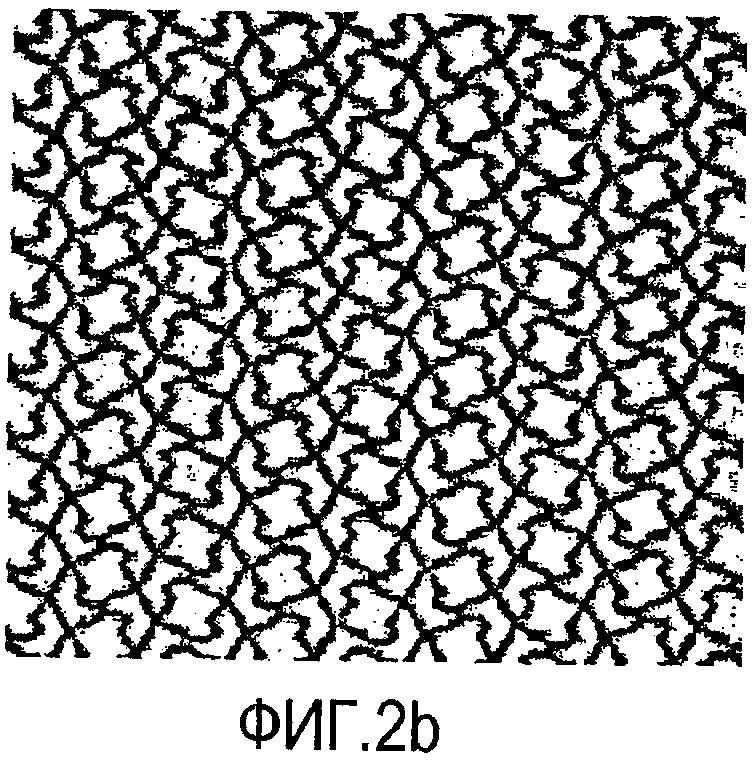
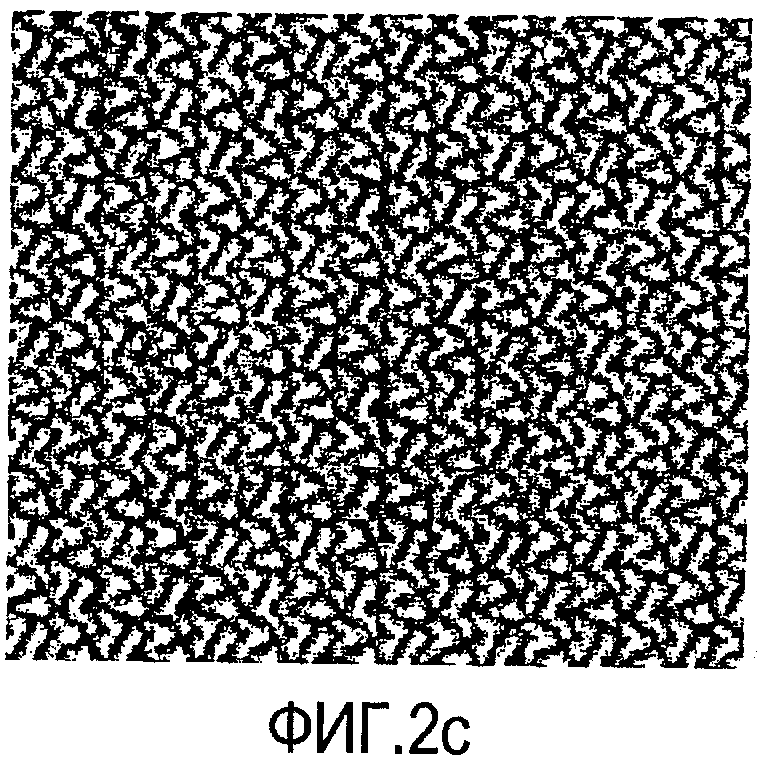
фиг.2а, 2b и 2с - примеры оформления для реализации прозрачных рисунков металлографской печати;
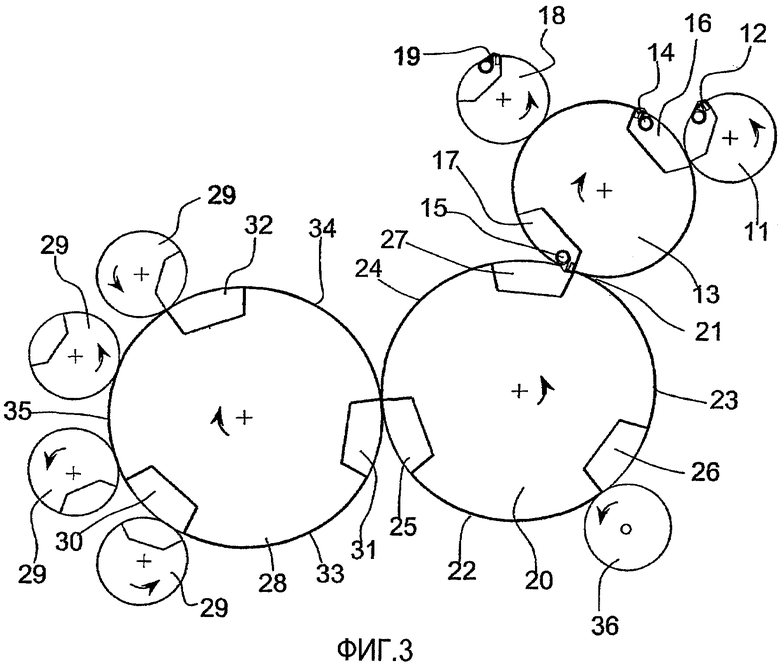
фиг.3 иллюстрирует первый вариант осуществления машины металлографской печати для реализации способа изобретения, использующего систему сбора краски (или красочную систему непрямого действия) для нанесения краски на формы металлографской печати; и
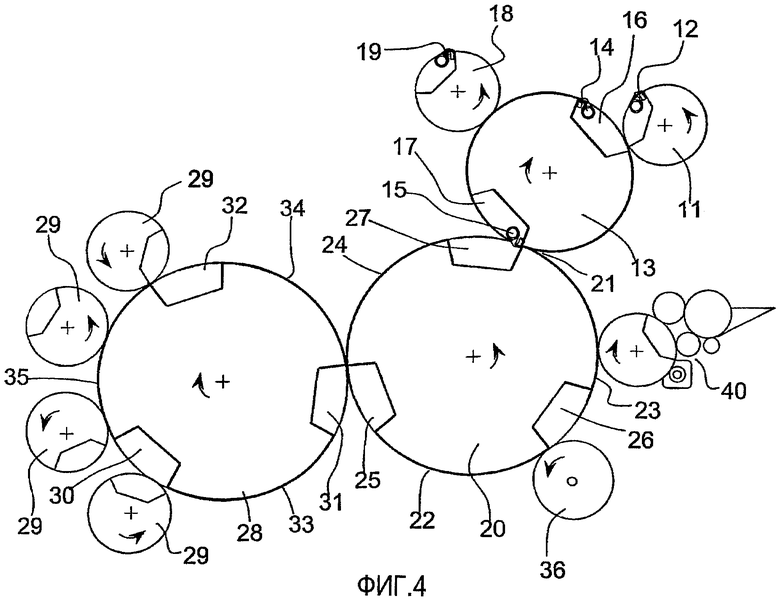
фиг.4 иллюстрирует второй вариант осуществления машины металлографской печати для реализации способа изобретения, использующего систему сбора краски, показанную на фиг.2, а также дополнительное красочное устройство прямого действия для нанесения краски на формы металлографской печати после их обтирания обтирочной системой.
Описание изобретения
На фиг.1 схематично показан пример защищенной от подделки бумаги 1, изготовленной в соответствии с настоящим изобретением. Первая часть поверхности защищенной от подделки бумаги обеспечивается, как обычно на предшествующем уровне техники, первыми рисунками 2, 3, 4, 5 металлографской печати, которые видны невооруженным глазом. Такие первые рисунки металлографской печати содержат в этом примере портрет 2 и различные другие рисунки 3, 4, 5 металлографской печати, содержащие буквенно-цифровые рисунки 3 (например "1452", "KBA-GIORI", "NO VALUE", "SPECIMEN", "Leonardo DA VINCI"), а также гильоширные рисунки или виньетки 4 и рисунок OVI металлографской печати. В соответствии с изобретением, защищенная от подделки бумага 1 дополнительно содержит набор вторых рисунков 6 металлографской печати, обеспечиваемый на остальной части защищенной от подделки бумаги 1 (той остальной части, на которой обычно не печатаются никакие отпечатки металлографской печати). Эти вторые рисунки 6 металлографской печати печатаются исключительно прозрачной или полупрозрачной краской для металлографской печати, таким образом оставаясь по существу невидимыми для невооруженного глаза. Рисунки 2-5 и 6 металлографской печати совместно занимают почти всю поверхность защищенной от подделки бумаги 1 и образуют защитный рисунок, обладающий эффектом уплотнения поверхности защищенной от подделки бумаги 1.
Для цели объяснения на фиг.1 показаны прямоугольные или многоугольные области, накладываемые на различные рисунки 2-6 металлографской печати. Эти прямоугольные или многоугольные области, как предполагается, схематично поясняют различные окрашенные области, образованные соответствующими шаблонными цилиндрами (или выборочными цилиндрами накатки), которые используются для нанесения краски желательных цветов на гравировку на форме металлографской печати. Должно быть понятно, что каждая изображенная прямоугольная или многоугольная область на фиг.1 соответствует рельефной области на соответствующей области шаблонных цилиндров (на шаблонных цилиндрах их так же много, как областей на форме металлографской печати, которая должна покрываться краской). Поверхность формы металлографской печати соответственно покрывается почти полностью видимыми и прозрачными или полупрозрачными красками для металлографской печати. Только после операции обтирки эта краска стирается с негравированных областей печатной формы, вокруг таких как буквенно-числовые рисунки 3, между линиями портрета 2, и т.д.
В примере, показанном на фиг.1, защищенная от подделки бумага имеет поверхность с площадью приблизительно 12000 мм2. Глядя на поверхность, окрашенную трафаретными цилиндрами, приблизительно 7000 квадратных миллиметров в этом примере окрашены видимой краской для металлографской печати (то есть области, соответствующие рисункам 2-5) и приблизительно 5000 мм2 окрашены прозрачной или полупрозрачной краской для металлографской печати (то есть области, соответствующие рисункам 6). Приведенное выше распределение между областями, окрашенными видимой краской, и областями, окрашенными прозрачной или полупрозрачной краской, будет, конечно, зависеть от конкретного проекта защищенной от подделки бумаги.
Эффективное отношение покрытия краской защищенной от подделки бумаги 1, то есть отношение между площадью поверхности защищенной от подделки бумаги 1, покрытой краской для металлографской печати, и площадью поверхности защищенной от подделки бумаги 1, которая не покрыта никакой краской для металлографской печати, зависит от проекта и пространственной плотности или частоты гравировки. Глядя на рисунки 2-5 металлографской печати как на единое целое, эффективное отношение покрытия краской (или среднее отношение покрытия краской) имеет значение порядка 30%. Рисунки 2-5 металлографской печати, однако, имеют индивидуальные отношения покрытия краской, которые могут изменяться от 25% (как в случае буквенно-цифровых рисунков 3) до 85% (как в случае рисунка 5 металлографской печати OVI). Как общее правило, полное отношение покрытия краской для видимых рисунков металлографской печати может быть оценено как лежащее между 25% и 85%, что зависит от индивидуальных проектов, реализуемых на защищенной от подделки бумаге. Напротив, отношение покрытия краской прозрачных или полупрозрачных рисунков 6 металлографской печати может быть сделано намного выше, даже близким к 100%, поскольку, строго говоря, не имеется никаких "визуальных" ограничений в отношении проекта этих рисунков. Как следствие, общее отношение покрытия краской прозрачных рисунков металлографской печати может колебаться в пределах диапазона от 25% до 100%, предпочтительно ближе к 100%, чтобы обеспечить лучший возможный эффект уплотнения.
Прозрачные или полупрозрачные рисунки металлографской печати можно, очевидно, печатать поверх ранее напечатанных или наложенных рисунков, подобных офсетным фонам, шелкотрафаретным рисункам (таким как отпечатки ОVI), впечатанным фрагментам или пленке (таким как ОVD, голограммы или тому подобно) и т.д. В таком случае фоновые рисунки остаются видимыми сквозь прозрачные или полупрозрачные рисунки 6 металлографской печати и общее визуальное представление защищенной от подделки бумаги остается почти неизменным.
В пределах объема настоящего изобретения следует понимать, что обладающий преимуществом эффект уплотнения, достигаемый в результате изобретения, будет достигаться, если отпечатки металлографской печати печатаются, по меньшей мере, на 80% всей площади поверхности защищенной от подделки бумаги. Возможны ситуации, когда в определенных местах на защищенной от подделки бумаге желательно не делать никаких надпечаток. Это может, в частности, иметь место в местах, снабженных рисунками, имеющими свойства, которым может повредить нанесение поверх них оттиска металлографской печати (такие как, например, оптические свойства OVD или голограмм). Отсутствие на таких областях каких-либо оттисков металлографской печати также не должно наносить большого вреда для достижения желаемого эффекта уплотнения.
Кроме того, в случаях, когда защищенные от подделки бумаги печатаются только одной их лицевой стороне с видимыми рисунками металлографской печати (такими как портреты, гильоширные рисунки, виньетки и т.д.), другая сторона защищенных от подделки бумаг может быть полностью покрыта прозрачными или полупрозрачными рисунками металлографской печати.
Следует понимать, что эффект уплотнения за счет прозрачных рисунков 6 металлографской печати, будет наибольшим, если отношение покрытия краской для упомянутых рисунков будет максимальным, то есть близким к 100%. Для достижения этой цели могут предлагаться различные проекты. Согласно особенно выгодному варианту прозрачные рисунки 6 металлографской печати, в частности, реализуются как так называемые многотональные рисунки, сплошные фоны или стохастические фоны, то есть рисунки, имеющие визуально сплошное поверхностное покрытие. Такие многотональные рисунки и фоны обычно создаются глубинной комбинацией прямолинейных и/или криволинейных линий, глубина и толщина которых может модулироваться или изменяться, чтобы создавать визуальный эффект сплошной запечатанной поверхности. С другой стороны, стохастические фоны содержат случайно распределенные рисунки, такие как точки, криволинейные рисунки или тому подобное.
На фиг.2а показан пример многотонального рисунка, состоящего из ряда параллельных линий, глубина (или интенсивность) которых модулируется, чтобы создать любое желаемое представление, здесь, например, схожее с трехмерными геометрические формы. Отношение покрытия краской для рисунка, показанного на фиг.2а, близко к 100%, а переменная глубина/интенсивность каждой соседней линии позволяет выполнять необходимую для металлографской печати функцию удержания краски. Конечно, нужно понимать, что на фиг.2а показаны меняющиеся тона, которые не будут столь легко видны невооруженным глазом, когда печатаются прозрачной или полупрозрачной краской для металлографской печати. Визуальный эффект может, однако, обнаруживаться в условиях специального освещения. Кроме того, более впечатляющий визуальный эффект может быть создан, используя краску для металлографской печати, содержащую пигменты, которые флюоресцируют под действием ультрафиолетового или инфракрасного излучения, а также варьируя плотность прозрачной краски, содержащей пигмент, что создает эффект меняющейся интенсивности флюоресценции. Фиг.2а приводится, конечно, как пример, не создающий ограничения, возможны и более простые решения.
На фиг.2b и 2с показаны два других возможных проекта реализации прозрачных или полупрозрачных рисунков 6 металлографской печати. В этих двух примерах рисунки состоят из сетки криволинейных линий, расположенных на напечатанной поверхности. Хотя эффективное отношение покрытия краской для этих двух примеров меньше, чем для рисунков, показанных на фиг.2а, такое решение, тем не менее, позволяет достигнуть желаемого эффекта уплотнения. Следует понимать, что чем больше пространственная плотность линий, тем лучший эффект уплотнения будет достигнут.В любом случае следует дополнительно понимать, что даже несмотря на то, что все еще присутствуют области, не несущие никакой краски для металлографской печати, эти области будут тем не менее защищаться или уплотняться соседними областями, несущими краску, которые являются выпуклыми в результате процесса металлографской печати. Следует понимать, что другие решения, состоящие просто из сетки прямолинейных линий или комбинации прямолинейных и криволинейных линий, также возможны.
Как уже упоминалось выше, по меньшей мере, часть прозрачных или полупрозрачных рисунков металлографской печати могут печататься прозрачной или полупрозрачной краской для металлографской печати, которая флюоресцирует под действием ультрафиолетового или инфракрасного излучения. Полностью прозрачные или полупрозрачные рисунки металлографской печати или их часть могут печататься такой краской, что требует использования, по меньшей мере, двух отдельных прозрачных или полупрозрачных красок для металлографской печати. В этом контексте часть прозрачных рисунков металлографской печати, которая напечатана флюоресцирующей краской для металлографской печати, может с пользой формировать определенный рисунок, распознаваемый под действием ультрафиолетового или инфракрасного излучения.
Нанесение на форму металлографской печати прозрачной или полупрозрачной краски для металлографской печати может выполняться до обтирания печатной формы, как это обычно делается на предшествующем уровне техники, или альтернативно, после обтирания формы металлографской печати, перед печатью защищенных от подделки бумаг. В этом последнем случае прозрачная или полупрозрачная краска для металлографской печати может с пользой наноситься непосредственно на форму металлографской печати посредством красочного устройства прямого действия. Это последнее решение особенно выгодно в контексте применения краски для металлографской печати, содержащей флюоресцентные пигменты, поскольку упомянутые пигменты не будут подвергаться обтирочной операции (которая может физически повлиять на структуру самих пигментов). Это, кроме того, будет до минимума упрощать проблему загрязнения краски, поскольку краска, содержащая пигмент, наносится, используя отдельное красочное устройство, и после того, как другие краски уже нанесены на печатную форму.
Нанесение краски на форму металлографской печати после обтирания также имеет преимущество покрытия краской негравированных участков формы металлографской печати. В пределах объема настоящего изобретения таким образом можно наносить прозрачную или полупрозрачную краску для металлографской печати на негравированную поверхность печатной формы, чтобы перенести однородный слой прозрачной или полупрозрачной краски для металлографской печати на, по существу, всю поверхность защищенных от подделки бумаг. Результатом соответственно является защищенная от подделки бумага, снабженная комбинацией выпуклых и плоских рисунков металлографской печати, то есть рисунков, созданных соответственно гравированными участками и негравированными участками печатной формы.
Способ, соответствующий настоящему изобретению, может быть осуществлен различными путями, используя существующие машины металлографской печати или их частично модифицированные версии. На фиг.3 и 4 показаны два возможных примера таких печатных машин, где для обозначения одних и тех же элементов используются одни и те же ссылочные позиции.
В обоих примерах машина содержит передаточный цилиндр 11 с грейферами 12, расположенными в углублении передаточного цилиндра 11, для подачи листов, которые должны печататься, печатный цилиндр 13, на котором листы поддерживаются двумя наборами грейферов 14, 15, расположенными в соответствующих углублениях 16, 17 цилиндра (печатного цилиндра 13, являющегося двухсегментным цилиндром), и цилиндр 18 цепного листовыводного транспорта с грейферами 19 для снятия печатных листов с печатного цилиндра 13. Листы подаются с подборочного участка (не показан) к передаточному цилиндру 11 и на печатный цилиндр и, вслед за печатью, передаются в систему вывода листов (не показана) посредством цилиндра 18 цепного листовыводного транспортера.
Печатный цилиндр 13 взаимодействует с формным цилиндром 20. Листы, переносимые печатным цилиндром 13, печатаются в зоне 21 печатного контакта, образованной между печатным цилиндром 13 и формным цилиндром 20.
Формный цилиндр 20 несет множество форм металлографской печати (три в показанных примерах), которые схематично идентифицированы ссылочными позициями 22, 23 и 24. Формы металлографской печати устанавливаются на формном цилиндре 20 с помощью соответствующих устройств для закрепления печатной формы, также известных в предшествующем уровне техники, которые расположены в углублениях 25, 26 и 27 цилиндра.
На формы 22, 23 и 24 металлографской печати наносится краска с помощью красочной системы, содержащей в этом примере сборный цилиндр 28 (или цилиндр Орлова) и множество цилиндров выборочного нанесения краски (или шаблонных цилиндров) 29, и на каждый из цилиндров 29 выборочного нанесения краски наносится краска по меньшей мере одного соответствующего цвета соответствующим красочным устройством (не показано). Как известно в технике металлографской печати, цилиндры 29 выборочного нанесения краски несут шаблоны с рельефными рисунками, соответствующими областям на формах 22, 23, 24 металлографской печати, которые должны быть окрашены в желаемые цвета. Сборный цилиндр 28 несет на себе резинотканевые офсетные полотна 33, 34 и 35, которые удерживаются на поверхности цилиндра соответствующими устройствами закрепления, расположенными в соответствующих углублениях 30, 31, 32 цилиндра.
Обтирочный блок 36 располагается далее по ходу от красочной системы для стирания избыточной краски с поверхности форм 22, 23, 24 металлографской печати. Такой обтирочный блок 36 обычно содержит валик для удаления краски с пробельных элементов формы металлографской печати, вращающийся относительно поверхности формного цилиндра 20.
Следует понимать, что конфигурации машины, показанные на фиг.3 и 4, по меньшей мере в отношении того, что касается конфигурации цилиндров, в основном соответствуют тому, что раскрыто в европейской патентной заявке ЕР 0406157. В пределах объема настоящего изобретения могла бы быть представлена и другая конфигурация машины. Другие конфигурации можно найти, например, в европейских патентных заявках ЕР 0091709, ЕР 0415881, ЕР 0563007, ЕР 0683123, ЕР 0873866, ЕР 1400353, ЕР 1602482, ЕР 1602483 и в международной заявке WO 2005/077656.
В пределах объема настоящего изобретения, прозрачная или полупрозрачная краска для металлографской печати должна наноситься на поверхность форм металлографской печати. С этой целью, в конфигурации машины, показанной на фиг.3, по меньшей мере, на один из выборочных красочных цилиндров 29 (типа самого нижнего цилиндра на фиг.3, то есть первого цилиндра, контактирующего с цилиндром 28, по отношению к направлению вращения цилиндра 28) наносится прозрачная или полупрозрачная краска для металлографской печати и его поверхность выполнена с возможностью переноса краски для металлографской печати на формы металлографской печати в областях, соответствующих прозрачным рисункам металлографской печати, которые должны печататься. В этом примере каждая из форм 22, 23, 24 металлографской печати, в отличие от обычных форм металлографской печати, имеет гравированные области, охватывающие почти всю площадь ее поверхности.
Альтернативно, красочная система прямого действия с цилиндром выборочного нанесения краски, контактирующим непосредственно с поверхностью формного цилиндра 20, расположенного между сборным цилиндром 28 и обтирочным блоком 36, могла бы применяться для нанесения прозрачной или полупрозрачной краски для металлографской печати прямо на поверхность форм металлографской печати. Машина металлографской печати с объединенным косвенным и прямым нанесением краски раскрыта, например, в европейской патентной заявке ЕР 0091709. Дополнительно, красочная система может содержать только красочные устройства прямого действия и без какого-либо сборного цилиндра.
На фиг.4 показан еще один другой вариант, в котором красочное устройство 40 расположено после обтирочного блока 36, чтобы напрямую наносить краску на поверхность форм 22, 23, 24 металлографской печати, как известно из европейской патентной заявки ЕР 1602483. Использование красочного устройства 40, показанного на фиг.4, для нанесения прозрачной или полупрозрачной краски для металлографской печати особенно выгодно в контексте нанесения краски, содержащей флюоресцентные пигменты, поскольку упомянутые пигменты не будут подвергаться обтирочной операции (которая может непосредственно физически воздействовать на структуру пигментов). Кроме того, проблемы загрязнения краски будут снижены до минимума, поскольку краска для металлографской печати, содержащая пигмент, наносится, используя красочное устройство, которое отделено от другой красочной системы 28, 29, и после того, как все другие краски уже нанесены на печатные формы 22, 23, 24.
Далее, в контексте примера, показанного на фиг.4, на негравированные области форм 22, 23, 24 металлографской печати краска наносится красочным устройством 40. Соответственно, печатные формы 22, 23, 24 как таковые, не должны иметь гравированных областей в местах, предназначенных для покрытия прозрачной или полупрозрачной краской для металлографской печати.
Кроме того, в отличие от красочной системы 28, 29 с ее шаблонными цилиндрами 29, красочное устройство 40 не нуждается в таком имеющем рисунки цилиндре для нанесения краски. Красочное устройство 40 фактически может быть выполнено с возможностью нанесения краски на, по существу, всю поверхность форм 22, 23, 24 металлографской печати, так что негравированные области, смежные с гравированными областями (такими как негравированные области в промежутке между гравированными линиями на портрета 2, показанном на фиг.1, негравированные области, непосредственно окружающие буквенно-числовые рисунки 3, показанные на фиг.1, и т.д.), также покрываются краской. Благодаря конфигурации машины, показанной на фиг.4, общее отношение покрытия краской для каждой защищенной от подделки бумаги может приближаться к 100%. Однако красочное устройство 40 может использовать имеющий рисунки красочный цилиндр для ограничения нанесения прозрачной или полупрозрачной краски для металлографской печати на выборочные области формы металлографской печати, если это необходимо или требуется.
Также должно быть понятно, что можно использовать как красочную систему 28, 29, так и красочное устройство 40, показанное на фиг.4, чтобы наносить по меньшей мере две прозрачные или полупрозрачные краски для металлографской печати, чтобы создавать более сложные рисунки металлографской печати, используя комбинацию прозрачных или полупрозрачных красок для металлографской печати, таких как первая краска, содержащая флюоресцентный пигмент, и вторая краска, обладающая нейтральным эффектом под действием ультрафиолетового или инфракрасного излучения.
Формы металлографской печати, необходимые для осуществления изобретения, могут с пользой изготавливаться, используя принципы гравирования, описанные в международной заявке WO 03/103962, содержание которой путем ссылки включается в настоящую заявку. Эта заявка раскрывает способ изготовления гравированной формы для металлографской печати, в котором негравированная форма подвергается программированному процессу гравирования с помощью управляемого компьютером гравировального резца, основываясь на трехмерных пиксельных данных управления для главной карты глубин, представляющей весь лист, который должен печататься. Главная карта глубин создается, по меньшей мере, одним компьютером, хранящим в памяти первоначальную карту глубин, которая состоит из трехмерного растрового изображения, по меньшей мере, части защищенной от подделки бумаги. Форма металлографской печати таким образом гравируется в результате множества элементарных этапов гравирования, связанных с трехмерными пиксельными данными. Благодаря попиксельному подходу, этот процесс гравирования особенно выгоден в контексте настоящего изобретения, поскольку, по существу, вся площадь поверхности формы металлографской печати может быть гравирована за сравнительно меньшее время, чем при обычных процессах гравирования на векторной основе, посредством которых каждая гравируемая область гравируется поочередно одна за другой. Многотональные рисунки, сплошные фоны и стохастические фоны могут, в частности, гравироваться очень легко и быстро благодаря принципу, содержащемуся в WО 03/103962.
Настоящая изобретательская концепция может также быть осуществлена, используя варианты металлографской печати. Такой вариант описан, например, в европейской патентной заявке ЕР 0619192, которая объединяет на одной и той же печатной форме свойства металлографской печати и высокой печати.
Хотя способ, представленный в настоящем изобретении, был описан в связи с конфигурациями печатных форм, показанными на фиг.3 и 4, опять же, следует понимать, что, не отходя от объема прилагаемой формулы изобретения, для осуществления настоящего изобретения могут использоваться различные другие машины металлографской печати.
Кроме того, для нанесения требуемой прозрачной или полупрозрачной краски может использоваться любое адекватное красочное устройство. Например, для нанесения этих красок может использоваться шелкотрафаретный красочный блок, как это раскрыто в международной заявке WO 01/54904 и европейской патентной заявке ЕР 1486328.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИЩЕННЫХ ОТ ПОДДЕЛКИ БУМАГ, МАШИНА МЕТАЛЛОГРАФСКОЙ ПЕЧАТИ И ЗАЩИЩЕННАЯ ОТ ПОДДЕЛКИ БУМАГА | 2011 |
|
RU2564608C2 |
| ЗАЩИЩЕННАЯ ОТ ПОДДЕЛКИ БУМАГА | 2003 |
|
RU2338646C2 |
| СПОСОБ ИНДИВИДУАЛИЗАЦИИ ЗАЩИЩЕННЫХ ОТ ПОДДЕЛКИ ДОКУМЕНТОВ И СООТВЕТСТВУЮЩИЙ ЗАЩИЩЕННЫЙ ОТ ПОДДЕЛКИ ДОКУМЕНТ | 2002 |
|
RU2302946C2 |
| СИСТЕМА НАНЕСЕНИЯ КРАСКИ ДЛЯ ПЕЧАТНОЙ МАШИНЫ ГЛУБОКОЙ ПЕЧАТИ | 2005 |
|
RU2367574C2 |
| НОСИТЕЛЬ ИНФОРМАЦИИ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ПЕЧАТНАЯ ФОРМА ДЛЯ МЕТАЛЛОГРАФСКОЙ ПЕЧАТИ | 2001 |
|
RU2264920C2 |
| СИСТЕМА НАНЕСЕНИЯ КРАСКИ ДЛЯ ПЕЧАТНОЙ МАШИНЫ ГЛУБОКОЙ ПЕЧАТИ | 2005 |
|
RU2490136C2 |
| СИСТЕМА НАНЕСЕНИЯ КРАСКИ ДЛЯ ПЕЧАТНОЙ МАШИНЫ ГЛУБОКОЙ ПЕЧАТИ | 2009 |
|
RU2490137C2 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ ДЛЯ ЗАЩИТЫ ОТ ПОДДЕЛКИ, ЗАЩИЩЕННАЯ ПОЛИГРАФИЧЕСКАЯ ПРОДУКЦИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИЩЕННОЙ ПОЛИГРАФИЧЕСКОЙ ПРОДУКЦИИ | 2007 |
|
RU2344045C1 |
| ПЕЧАТНАЯ ФОРМА ДЛЯ МЕТАЛЛОГРАФСКОЙ ПЕЧАТИ И ИЗГОТОВЛЕННЫЙ С ЕЕ ПОМОЩЬЮ ЦЕННЫЙ ДОКУМЕНТ | 2001 |
|
RU2258613C2 |
| НОСИТЕЛЬ ИНФОРМАЦИИ, ЗАЩИЩЕННЫЙ ОТ ПОДДЕЛКИ (ВАРИАНТЫ), И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2010 |
|
RU2444789C1 |
Изобретение относится к области полиграфии. Способ изготовления защищенных от подделки бумаг содержит этап уплотнения поверхности защищенных от подделки бумаг посредством нанесения на поверхность защищенной от подделки бумаги защитного рисунка, причем уплотнение содержит печатание защищенных от подделки бумаг способом металлографской печати. Используют форму металлографской печати с гравированными областями, такую, что по меньшей мере 80% всей площади поверхности каждой защищенной от подделки бумаги покрываются комбинацией выпуклых рисунков металлографской печати и плоских рисунков металлографской печати. Описаны также машины металлографской печати для осуществления упомянутого способа. Заявленная группа изобретений позволяет улучшить качество защиты ценных бумаг. 4 н. и 14 з.п. ф-лы, 6 ил.
1. Способ изготовления защищенных от подделки бумаг, в частности банкнот, включающий этап уплотнения поверхности защищенных от подделки бумаг путем нанесения защитного рисунка на поверхность защищенных от подделки бумаг,
отличающийся тем, что упомянутый этап уплотнения поверхности защищенных от подделки бумаг включает печатание защищенных от подделки бумаг способом металлографской печати, используя форму металлографской печати с гравированными областями так, что по меньшей мере 80% всей площади поверхности каждой защищенной от подделки бумаги покрывается комбинацией выпуклых рисунков металлографской печати и плоских рисунков металлографской печати, при этом плоские рисунки металлографской печати создаются негравированными областями формы металлографской печати, которые покрываются краской после обтирания формы металлографской печати, причем по меньшей мере часть упомянутых выпуклых рисунков металлографской печати и/или плоских рисунков металлографской печати печатаются прозрачной или полупрозрачной краской для металлографской печати.
2. Способ по п.1, в котором упомянутый этап печатания защищенных от подделки бумаг способом металлографской печати включает обеспечение формы металлографской печати, имеющей гравированные области, занимающие более чем по меньшей мере 80% всей площади их поверхности, и покрытие краской по меньшей мере части поверхности упомянутой формы металлографской печати упомянутой прозрачной или полупрозрачной краской для металлографской печати, чтобы создать прозрачные или полупрозрачные выпуклые рисунки металлографской печати на соответствующей части упомянутых защищенных от подделки бумаг.
3. Способ по п.2, в котором первая часть поверхности упомянутой формы металлографской печати покрывается по меньшей мере одной видимой краской для металлографской печати, чтобы создать видимые выпуклые рисунки металлографской печати на соответствующей первой части поверхности упомянутых защищенных от подделки бумаг, при этом остальная часть поверхности упомянутой формы металлографской печати покрывается упомянутой прозрачной или полупрозрачной краской для металлографской печати, чтобы создать прозрачные или полупрозрачные выпуклые рисунки металлографской печати на соответствующей остальной части поверхности упомянутых защищенных от подделки бумаг.
4. Способ по п.2, в котором почти вся поверхность упомянутой формы металлографской печати покрывается упомянутой прозрачной или полупрозрачной краской для металлографской печати, чтобы создать прозрачные или полупрозрачные выпуклые рисунки металлографской печати на почти всей поверхности каждой из упомянутых защищенных от подделки бумаг.
5. Способ по любому из пп.2-4, в котором отношение покрытия краской упомянутых прозрачных или полупрозрачных рисунков металлографской печати имеет порядок от 25% до 100%.
6. Способ по п.5, в котором упомянутые прозрачные или полупрозрачные рисунки металлографской печати являются рисунками металлографской печати, имеющими отношение покрытия краской, близкое к 100%.
7. Способ по любому из пп.2-4, в котором упомянутые прозрачные или полупрозрачные рисунки металлографской печати являются многотоновыми рисунками, сплошными фонами или стохастическими фонами.
8. Способ по любому из пп.2-4, в котором упомянутые прозрачные или полупрозрачные рисунки металлографской печати содержат сетку из прямолинейных и/или криволинейных линий.
9. Способ по любому из пп.1-4, в котором упомянутый этап печатания защищенных от подделки бумаг способом металлографской печати включает покрытие по меньшей мере части поверхности формы металлографской печати упомянутой прозрачной или полупрозрачной краской для металлографской печати, после стирания поверхности, упомянутой формы металлографской печати так, чтобы упомянутая прозрачная или полупрозрачная краска переносилась на поверхность защищенных от подделки бумаг в областях, соответствующих негравированным областям формы металлографской печати.
10. Способ по п.9, в котором, по существу, на все негравированные области формы металлографской печати наносится упомянутая прозрачная или полупрозрачная краска для металлографской печати.
11. Способ по п.1, в котором упомянутый этап печатания защищенных от подделки бумаг способом металлографской печати включает обеспечение формы металлографской печати, имеющей гравированные области, которые не распространяются по всей ее поверхности, и покрытие по меньшей мере оставшейся негравированной части поверхности упомянутой формы металлографской печати, после стирания ее поверхности, упомянутой прозрачной или полупрозрачной краской для металлографской печати, чтобы создать прозрачные или полупрозрачные плоские рисунки металлографской печати на соответствующей части упомянутых защищенных от подделки бумаг.
12. Способ по п.11, в котором на гравированные области упомянутой формы металлографской печати наносится по меньшей мере одна видимая краска для металлографской печати, чтобы создать видимые выпуклые рисунки металлографской печати на соответствующей части поверхности упомянутых защищенных от подделки бумаг.
13. Способ по п.11, в котором негравированные области формы металлографской печати, находящиеся в промежутке между гравированными областями формы металлографской печати, покрываются упомянутой прозрачной или полупрозрачной краской для металлографской печати.
14. Способ по любому из пп.1-4 или 11-13, в котором по меньшей мере часть упомянутых прозрачных или полупрозрачных рисунков металлографской печати печатается краской для металлографской печати, которая флуоресцирует под действием ультрафиолетового или инфракрасного излучения.
15. Способ по п.14, в котором упомянутая по меньшей мере часть прозрачных или полупрозрачных рисунков металлографской печати, напечатанных с помощью флуоресцентной краски для металлографской печати, формирует определенный рисунок, распознаваемый под действием ультрафиолетового или инфракрасного излучения.
16. Машина металлографской печати для изготовления защищенных от подделки бумаг, в частности банкнот, согласно способу по любому из пп.2-4, при этом машина металлографской печати приспособлена для нанесения защитного рисунка на поверхность защищенных от подделки бумаг, который включает рисунки металлографской печати, состоящие из комбинации выпуклых рисунков металлографской печати и плоских рисунков металлографской печати, покрывающих по меньшей мере 80% всей площади поверхности каждой защищенной от подделки бумаги, причем упомянутая машина металлографской печати содержит:
по меньшей мере одну форму металлографской печати, имеющую гравированные области, охватывающие по меньшей мере 80% всей площади ее поверхности, и
по меньшей мере одно красочное устройство для нанесения упомянутой прозрачной или полупрозрачной краски на упомянутую форму металлографской печати после обтирки ее поверхности стирающим блоком, причем плоские рисунки металлографской печати получены негравированными областями упомянутой по меньшей мере одной формы металлографской печати, на которые наносится краска упомянутым по меньшей мере одним красочным устройством.
17. Машина металлографской печати для изготовления защищенных от подделки бумаг, в частности банкнот, согласно способу по любому из пп.11-13, при этом машина металлографской печати приспособлена для нанесения защитного рисунка на поверхность защищенных от подделки бумаг, который включает рисунки металлографской печати, состоящие из комбинации выпуклых рисунков металлографской печати и плоских рисунков металлографской печати, покрывающих по меньшей мере 80% всей площади поверхности каждой защищенной от подделки бумаги, причем упомянутая машина металлографской печати содержит:
по меньшей мере одну форму металлографской печати, имеющую гравированные области, которые не распространяются на всю ее поверхность, и
по меньшей мере одно красочное устройство для нанесения упомянутой прозрачной или полупрозрачной краски для металлографской печати на по меньшей мере оставшийся негравированный участок упомянутой формы металлографской печати,
при этом упомянутое по меньшей мере одно красочное устройство является красочным устройством для нанесения краски по меньшей мере на одну форму металлографской печати после стирания ее поверхности стирающим блоком, и плоские рисунки металлографской печати получены негравированными областями упомянутой по меньшей мере одной формы металлографской печати, на которые наносится краска упомянутым по меньшей мере одним красочным устройством.
18. Защищенная от подделки бумага, содержащая защитный рисунок по меньшей мере на одной поверхности защищенной от подделки бумаги для уплотнения поверхности защищенной от подделки бумаги, при этом упомянутый защитный рисунок включает рисунки металлографской печати, покрывающие по меньшей мере 80% всей площади поверхности упомянутой защищенной от подделки бумаги, причем рисунки металлографской печати создаются способом металлографской печати с использованием формы металлографской печати с гравированными областями, где упомянутые рисунки металлографской печати состоят из комбинации выпуклых рисунков металлографской печати и плоских рисунков металлографской печати, причем плоские рисунки металлографской печати создаются негравированными областями формы металлографской печати, которые покрываются краской после обтирки формы металлографской печати, и по меньшей мере часть упомянутых выпуклых рисунков металлографской печати и/или плоских рисунков металлографской печати печатается прозрачной или полупрозрачной краской для металлографской печати.
| Гербицидное средство | 1984 |
|
SU1299484A3 |
| СПОСОБ ГЛУБИННОГО УПЛОТНЕНИЯ ГРУНТА | 2007 |
|
RU2346111C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И АВТОМАТИЧЕСКАЯ ЛИНИЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2084026C1 |
| ЯЧЕИСТО-КАРКАСНЫЙ МЕТАЛЛИЧЕСКИЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2231572C2 |
| US 4033059 А, 05.07.1977. | |||

