Изобретение относится к области строительства и может быть использовано для наружного остекления фасадов зданий, оранжерей, теплиц, пешеходных переходов, в конструкциях окон зданий с энергоэффективными стеклопакетами с регулируемым температурным режимом в районах с высокой солнечной радиацией, а также может быть использовано для остекления транспортных средств - общественного транспорта, электричек, вагонов пассажирских поездов, строительных машин.
Изобретение может быть использовано в южных районах в виде теплозащитных экранов для зданий с кондиционированием воздуха, при этом снижается перегрев, уменьшается нагрузка на кондиционера, экономится электроэнергия.
Известен экструзионный способ получения изделий из полимерных материалов (листовых и рулонных материалов, труб, шлангов, прутков, других профильных изделий) - наложение изоляции на металлические провода и кабели, нанесение тонкослойных покрытий на бумагу, ткани, фольгу и т.д. (Большая советская энциклопедия, 1978 г. т.30, стр.46). Экструзия полимеров является технологическим процессом переработки термопластов в экструдерах, - заключается в плавлении и уплотнении материала при его движении по каналу рабочего органа, профилировании и выдавливании вязкотекучего полимера, фиксации формы профиля термопласта в результате охлаждения до твердого состояния (Политехнический словарь. М.: Советская энциклопедия, 1989 г., стр.610).
Последние достижения в разработке экструзионного оборудования позволяют получать листовые сплошные бесцветные прозрачные, цветные прозрачные ограждения из полиметилметакрилата, полистирола, поликарбоната (Журнал "Пластикс", 2005 г., №4 (26) стр.37, В.П.Володин. Новое в экструзионном оборудовании для производства, труб, листов, профильных изделий - обзор; Интерпластика 2005, 9-ая международная специализированная выставка "Пластмасс и каучук", Москва/Россия, 13.12-16.12.2005 г. Каталог., стр.65, 86, 164, 258, 277).
Недостатком экструзионного способа получения из полимерного материала листовых сплошных бесцветных прозрачных и цветных прозрачных ограждений является то обстоятельство, что он не позволяет получить светопрозрачные ограждения с высокими солнцезащитными свойствами: полимерные бесцветные прозрачные листовые ограждения не обладают солнцезащитными свойствами; полимерные цветные прозрачные листовые ограждения имеют плохую эффективность - при солнечном облучении незначительно задерживают солнечное тепло и свет, а при отсутствии облучения солнцем в помещениях очень темно и нет зрительной связи с окружающей средой.
Техническим результатом предлагаемого изобретения является создание экструзионного способа получения эффективного солнцезащитного ограждения и конструкции солнцезащитного ограждения из полимерного материала.
Поставленная техническая задача достигается тем, что в экструзионном способе получения листового светопрозрачного ограждения из полимерного материала, в котором выдавливание прозрачного полимера через выходное плоскощелевое отверстие осуществляют при дополнительной подаче в головку основного экструдера через трубопровод с распределительными патрубками вязкотекучего непрозрачного полимера из вспомогательного экструдера через дополнительные с одинаковой формой выходных отверстий фильеры, соединенные с распределительными патрубками и установленные в выходном плоскощелевом отверстии головки основного экструдера с образованием плоскопараллельных слоев толщиной К=(0,05÷0,3)l непрозрачного полимера между слоями прозрачного полимера под углом J=(30÷45)° к горизонту на расстоянии h=(1÷2)l друг от друга, где l - внутренняя толщина плоскощелевого отверстия, равная l=(8÷30) мм с образованием плоской поверхности торцов плоскопараллельных слоев, размещенных на расстоянии δ=(1,5÷4) мм от верхней и нижней плоских поверхностей ограждения, образованных прозрачным полимером, при этом скорость подачи прозрачного полимера через плоскощелевое отверстие и его температура равны скоростям подачи непрозрачного полимера через выходные отверстия фильер и его температуре, а объемная производительность по непрозрачному полимеру вспомогательного экструдера Vвспом связана с объемной производительностью по прозрачному полимеру основного экструдера VОСН. в м3/ч соотношением 
где - n - количество фильер, SФ - площадь выходного отверстия фильеры, м2, Sпл.щ.тов. - площадь плоскощелевого отверстия, м2, при этом охлаждение сформованной ленты ограждения до твердого состояния осуществляют на двух участках, причем скорость охлаждения ленты на первом участке выше скорости охлаждения ее на втором участке.
Поставленная техническая задача достигается также и тем, что солнцезащитное листовое ограждение из полимерного материала, полученное способом по п.1, выполнено многослойным, причем плоскопараллельные слои из непрозрачного полимера толщиной К=(0,05÷0,3)l размещены между слоями из прозрачного полимера под углом J=(30÷45)° к граням ограждения на расстоянии h=(1÷2)l друг от друга, где l - толщина ограждения, равная l=(8÷30) мм, а торцы плоскопараллельных слоев непрозрачного полимера выполнены в форме плоских граней и расположены параллельно граням ограждения с образованием зазора δ=(1,5÷4) мм между ними.
На фиг.1 изображена принципиальная схема оборудования, на котором реализуется способ получения солнцезащитного ограждения из полимерного материала. На фиг.1 изображено: 1 - основной экструдер; 2 - подача гранул прозрачного полимера в основной экструдер; 3 - нагрев гранул прозрачного полимера до пластичного состояния в основном экструдере; 4 - головка основного экструдера; 5 - горизонтальное выходное плоскощелевое отверстие в головке основного эксдрудера, через которое происходит процесс выдавливания со скоростью V1 прозрачной массы полимера с температурой t1 в вязкотекучем состоянии; 6 - сформованная лента полимерного ограждения; 7 - участок охлаждения сформованной ленты полимерного ограждения; 8 - вязкотекучее состояние ленты полимерного ограждения на выходе из плоскощелевого отверстия 5; 9 - твердое состояние ленты полимерного ограждения; 10 - вспомогательный экструдер; 11 - подача гранул непрозрачного полимера во вспомогательный экструдер; 12 - нагрев гранул непрозрачного полимера до пластичного состояния во вспомогательном экструдере; 13 - головка вспомогательного экструдера; 14 - трубопровод, подводящий непрозрачный полимер от головки вспомогательного экструдера к головке основного экструдера; 15 - распределительные патрубки, подводящие непрозрачный полимер от трубопровода 14 к плоскощелевому отверстию 5 в головке 4 основного экструдера; 16 - плоскопараллельные слои непрозрачного полимера; 17 - слои прозрачного полимера; 18 - первый участок с повышенной скоростью охлаждения сформованной ленты; 19 - вязкое состояние сформованной ленты, в этой точке происходит фиксация геометрии пространственной жалюзийной решетки, сформированной непрозрачными слоями 16 внутри ленты ограждения 6; 20 - второй участок охлаждения до твердого состояния 9 ленты ограждения 6; 21 - расстояние между соседними слоями непрозрачного полимера 16, равное h=(1÷2)l.
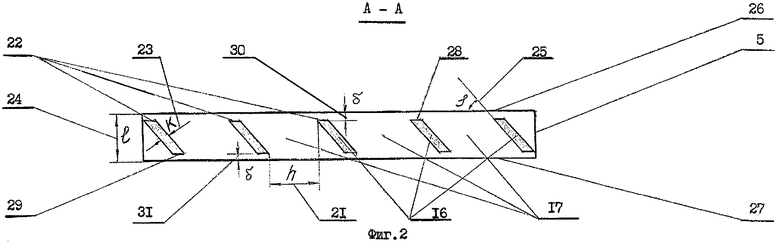
На фиг.2 изображено горизонтальное выходное плоскощелевое отверстие в головке основного экструдера (вид по стрелкам А-А на фиг.1).На фиг.2 изображено: 22 - фильеры с одинаковой заданной геометрией их выходных сечений, соединенные с патрубками 15, через которые выдавливается со скоростью V2=V1 масса непрозрачного полимера с температурой t1=t2 в вязкотекучем состоянии в форме плоскопараллельных слоев 16, и расположенные в плоскощелевом отверстии 5; 23 - внутренняя толщина фильер 22, равная К=(0,05÷0,3)l, она же одновременно является толщиной непрозрачных слоев 16; 24 - внутренняя толщина плоскощелевого отверстия 5, равная l, одновременно является толщиной сформованной ленты полимерного ограждения 6; 25 - угол наклона слоев 16 и фильер 22 к горизонту, равный J=(30÷45)°; 26 - верхняя грань плоскощелевого отверстия 5; 27 - нижняя грань плоскощелевого отверстия 5; 28 - верхние торцы слоев 16; 29 - нижние торцы слоев 16; 30 и 31 - верхние и нижние зазоры между торцами 28 и 29 слоев 16 и внутренними гранями 26 и 27 отверстия 5, равные δ=(1,5÷4) мм.
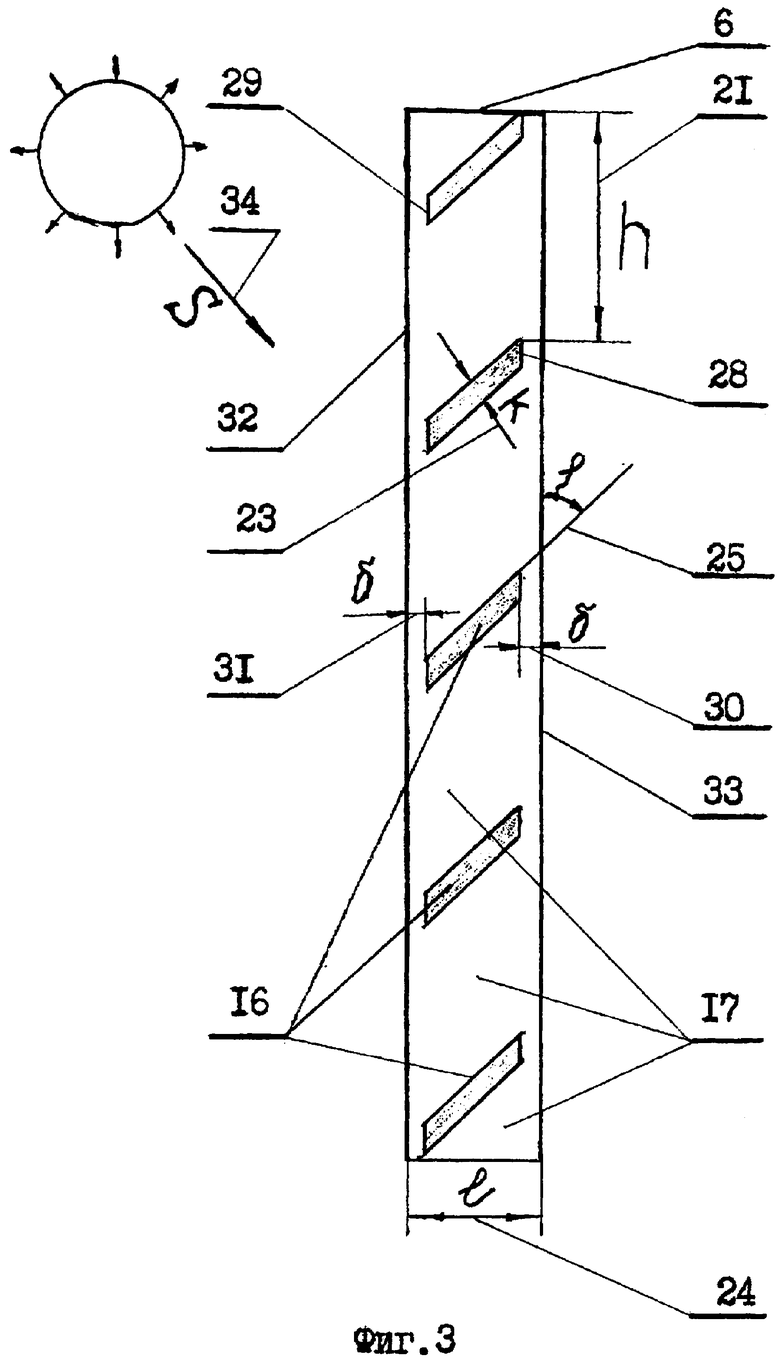
На фиг.3 изображено устройство солнцезащитного ограждения из полимерного материала, в поперечном разрезе. На фиг.3 изображено: 32 - вертикальная наружная грань ограждения; 33 - вертикальная внутренняя грань ограждения; 23 - толщина плоскопараллельных слоев непрозрачного полимера 16 - К=(0,05÷0,3)l, принята равной К=2,5 мм; 25 - угол наклона плоскопараллельных слоев непрозрачного полимера 16 к граням ограждения 32 и 33 - J=(30÷45)°, принят равным J=45°; 21 - расстояние между соседними плоскопараллельными слоями непрозрачного полимера 16 - h=(1÷2)l, принято равным h=2l=30 мм; 24 - толщина ограждения 6 - l=(8÷30) мм, принята равной l=15 мм; 30 и 31 - зазоры между торцами 28 и 29 плоскопараллельных слоев непрозрачного полимера 16 и гранями 32 и 33 ограждения 6 - δ=(1,5÷4) мм, приняты равными δ=2,5 мм; 34 - направление солнечного излучения, S - поток солнечной энергии.
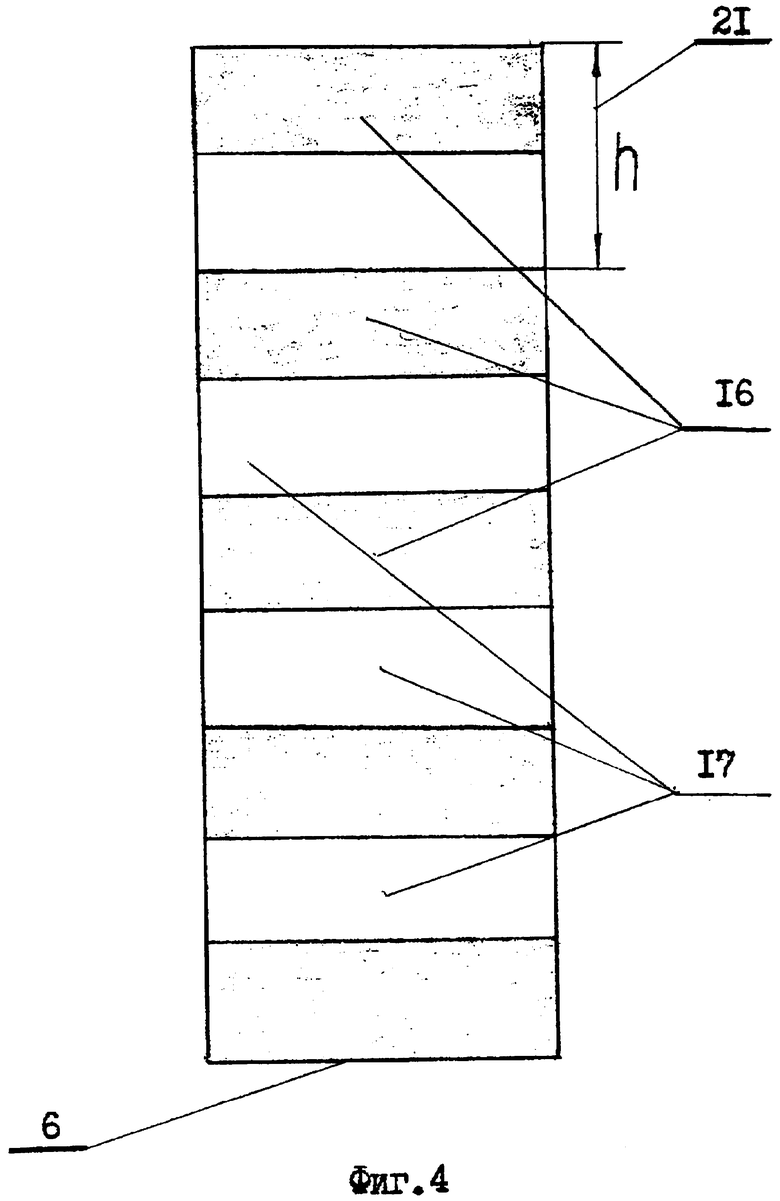
На фиг.4 изображено устройство солнцезащитного ограждения из полимерного материала, в плане.
В табл. №1 представлены физико-технические характеристики созданной автором физической модели солнцезащитного ограждения из полиметилметакрилата по изобретению.
Угол наклона 25 - J плоскопараллельных слоев 16 непрозрачного полимера (фиг.2, 3) и расстояние h между слоями 16 определяются аналогично расчету угла наклона пластин жалюзи и расстояния между ними.
Для участка территории земного шара между Россией и экватором защитный угол, определяющий расстояние между слоями 16, равняется J=(30÷45)° к граням ограждения 32, 33, т.е. при таком интервале угла наклона слоев расстояние между слоями равняется h=(1÷2)l.
Толщина слоев 23 (фиг.3) непрозрачного полимера К должна обеспечивать эффективное отражение солнечных лучей с одной стороны, а исходя из эстетического вида ограждения 6 слои 16 должны быть как можно тоньше. Величина К является компромиссным параметром, который также зависит от гидравлического сопротивления линии трубопровод 14 - патрубки 15 - фильеры 22, зависит также от цвета слоев 16, концентрации красителя в термопласте, толщины ограждения.
Наибольшая толщина ограждения 6 - lmax определяется техническими возможностями современных экструдеров и не превышает величины в 30 мм, а наименьшая толщина lmin ограждения 6 будет определяться техническими возможностями размещения фильер 22 в плоскощелевом отверстии 5 и не может быть ниже величины в 8 мм.
Величины зазоров 30 и 31 - δ между гранями 32 и 33 ограждения 6 и торцами 28 и 29 слоев 16 (фиг.3) будут зависеть от физико-химических свойств прозрачного полимера 17, конструкции фильер, толщины ограждения, и минимальный зазор δmin. не может быть ниже 1,5 мм и не должен быть выше δmax 4 мм.
Принципиальным в предлагаемом способе является необходимость обеспечения одинаковых скоростей подачи прозрачного полимера 17 из щели 5 и непрозрачного полимера 16 из фильер 22, т.е. V1=V2, и их температур t1=t2. Только при этих условиях не будет перемешивания слоев прозрачного полимера 17 со слоями непрозрачного полимера 16 и будет отсутствовать взаимное диффундирование этих слоев друг в друга, т.е. будет достигнута строгая геометрия жалюзийной решетки, образованной непрозрачными слоями 16 внутри слоев прозрачного полимера 17 ограждения 6. Этой же цели служит повышенная скорость охлаждения ленты ограждения 6 на первом участке охлаждения 18.
Другим необходимым условием реализации предлагаемого способа является соответствие производительности вспомогательного экструдера 10 производительности основного экструдера 1 (фиг.1). Примем, что ширина ленты 6 имеет стандартную ширину 2,5 метра (ширина ленты 6 равна длине плоскощелевого отверстия 5). Другие размеры возьмем с фиг.3: К=2,5 мм, J=45°, h=30 мм, l=15 мм, δ=2,5 мм, длина слоев 16 равна 16 мм. (фиг.3)
Количество фильер будет равно 250 см: 3 см=83 фильеры.
Подставим все известные значения параметров в формулу (1).

Таким образом, при изготовлении солнцезащитного ограждения 6 по фиг.3 производительность вспомогательного экструдера 10 не должна быть ниже 9,7% от производительности основного экструдера.
Оценка светозащитных и теплозащитных свойств (табл.1) физической модели солнцезащитного ограждения 6 осуществляется по коэффициентам светопропускания и теплопропускания. Измерение пропускания суммарной (прямой + рассеянной)солнечной радиации производится при помощи пиранометра, т.е. измеряется интегральный(по всем длинам волн) коэффициент пропускания (в видимой области спектра) при помощи устройства для измерения яркости, основной частью которого является яркомерная насадка.
Конструкция ограждения 6 (фиг.3) является энергосберегающей, защищает от перегрева солнечного излучения внутренние помещения зданий, салонов транспортных средств в дневное время, выполняя одновременно функции жалюзи и пассивного кондиционера, а также не выпускает тепло из помещении в вечернее и ночное время.
Таким образом, технико-экономический эффект от использования изобретения заключается в создании эффективных, простых в реализации и дешевых способа получения и устройства солнцезащитного энергосберегающего ограждения из полимерного материала; в повышении солнцезащитных свойств ограждения; в возможности значительно сократить расходы электроэнергии на работу систем кондиционирования в помещениях жилых домов, учреждений, оранжерей, на складах, в салонах автомобилей и других транспортных средств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ И УСТРОЙСТВО ДВУХСТЕНОЧНОГО ЯЧЕИСТОГО СОЛНЦЕЗАЩИТНОГО ОГРАЖДЕНИЯ ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА И СОЛНЦЕЗАЩИТНЫЙ ТЕПЛОАККУМУЛИРУЮЩИЙ ЭКРАН | 2010 |
|
RU2440477C1 |
| СПОСОБ ПОЛУЧЕНИЯ И УСТРОЙСТВО СОЛНЦЕЗАЩИТНОГО ПОЛИРОВАННОГО ЛИСТОВОГО СТЕКЛА | 2010 |
|
RU2425808C1 |
| ЭЛЕМЕНТ СОЛНЦЕЗАЩИТНОГО ОГРАЖДЕНИЯ ИЗ ПОЛИМЕТИЛМЕТАКРИЛАТА И СОЛНЦЕЗАЩИТНОЕ ЭНЕРГОСБЕРЕГАЮЩЕЕ ОГРАЖДЕНИЕ | 2005 |
|
RU2304682C2 |
| Солнцезащитное ограждение | 1982 |
|
SU1063793A1 |
| Солнцезащитное ограждение | 1985 |
|
SU1265162A1 |
| Солнцезащитное ограждение | 1985 |
|
SU1293128A1 |
| Стеклопакет | 1981 |
|
SU973491A1 |
| СПОСОБ ПРОИЗВОДСТВА ЯЧЕИСТОГО ПОЛОТНА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2599303C2 |
| ФУНКЦИОНАЛЬНЫЙ ЭЛЕМЕНТ С ЭЛЕКТРОУПРАВЛЯЕМЫМИ ОПТИЧЕСКИМИ СВОЙСТВАМИ | 2018 |
|
RU2745873C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕТЧАТОГО ПОЛИМЕРНОГО МАТЕРИАЛА, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ПОЛУЧЕНИЯ И СЕТЧАТЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ (ВАРИАНТЫ) | 2007 |
|
RU2333101C1 |
Изобретение относится к области строительства и может быть использовано для наружного остекления фасадов зданий, в конструкциях окон, в транспортных средствах. Изобретение позволит повысить эффективность солнцезащиты изготовленного ограждения. Экструзионный способ получения листового светопрозрачного ограждения из полимерного материала, в котором выдавливание прозрачного полимера через выходное плоскощелевое отверстие осуществляют при дополнительной подаче в головку основного экструдера через трубопровод с распределительными патрубками вязкотекучего непрозрачного полимера из вспомогательного экструдера через дополнительные с одинаковой формой выходных отверстий фильеры, соединенные с распределительными патрубками и установленные в выходном плоскощелевом отверстии головки основного экструдера с образованием плоскопараллельных слоев толщиной К=(0,05÷0,3)l непрозрачного полимера между слоями прозрачного полимера под углом J=(30÷45)° к горизонту на расстоянии h=(1÷2)l друг от друга, где l - внутренняя толщина плоскощелевого отверстия, равная l=(8÷30) мм с образованием плоской поверхности торцов плоскопараллельных слоев, размещенных на расстоянии δ=(1,5÷4) мм от верхней и нижней плоских поверхностей ограждения, образованных прозрачным полимером. Скорость подачи прозрачного полимера через плоскощелевое отверстие и его температура равны скоростям подачи непрозрачного полимера через выходные отверстия фильер и его температуре, а объемная производительность по непрозрачному полимеру вспомогательного экструдера Vвспом. связана с объемной производительностью по прозрачному полимеру основного экструдера Vосн. в м3/ч соотношением: Vвспом.=[nSф/(Sпл.щ.отв.- nSф)]Vосн, где n - количество фильер; Sф - площадь выходного отверстия фильеры, м; Sпл.щ.отв. - площадь плоскощелевого отверстия, м2, при этом охлаждение сформованной ленты ограждения до твердого состояния осуществляют на двух участках, причем скорость охлаждения ленты на первом участке выше скорости охлаждения ее на втором участке 2 н.п. ф-лы, 1 табл. 4 ил.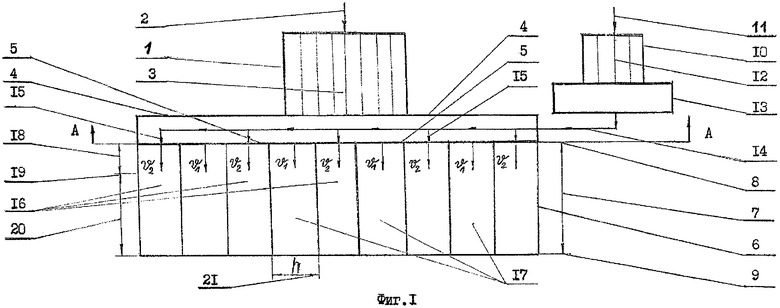
где n - количество фильер; Sф - площадь выходного отверстия фильеры, м2; Sпл.щ.отв. - площадь плоскощелевого отверстия, м2,
при этом охлаждение сформованной ленты ограждения до твердого состояния осуществляют на двух участках, причем скорость охлаждения ленты на первом участке выше скорости охлаждения ее на втором участке.
| ВОЛОДИН В.П | |||
| Новое в экструзионном оборудовании для производства труб, листов, профильных изделий | |||
| Ж | |||
| Пластикс, 2005, №4 (26), с.37 | |||
| GB 1497980 А, 12.01,1978 | |||
| DE 3903669 C1, 12.07.1990 | |||
| DE 3734982 A1, 21.04.1988 | |||
| Способ получения изделий из измельченных отходов полиметилакрилата | 1947 |
|
SU72663A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЛИ ПОЛУНЕПРЕРЫВНОГО ПОЛУЧЕНИЯ ПОРОПЛАСТА | 1992 |
|
RU2033925C1 |

