Настоящее изобретение относится к набивочному материалу, основой для которого являются перья; оно относится также к способу получения этого материала и к установке для осуществления способа.
Набивочные материалы на основе перьев находят применение в многочисленных промышленных областях благодаря своим разнообразным свойствам и качествам.
Они применяются при производстве постельных принадлежностей, мебели, одежды, а также могут применяться в качестве заполнителей и/или теплоизоляционных материалов в других областях.
Этот материал состоит из перьев и в зависимости от области применения может в основном состоять из перьев различного сорта: перо, подперье и/или пух. В основном он поставляется вроссыпь, и его применение является довольно сложным. Действительно, он характеризуется признаками, близкими к легким пылевидным материалам, то есть не имеет формы и является очень летучим.
Как описано в документах WO-92 06916 и WO-00 56971, было предложено доводить это сырье до кондиции для улучшения условий его применения.
В указанных документах предложено придавать ему свойства сцепления путем его формования в виде плит или холстов при помощи способа, заключающегося в склеивании пуха путем химической реакции или при помощи реагента, распыляемого на материал.
В другом документе JP-61-213087 предложена листовидная структура, в которой пух, подперье или перья оказываются перемешанными с волокнами животного происхождения и соединяются друг с другом путем плавления синтетического волокна, включаемого в смесь.
В этом последнем документе синтетическое волокно с низкой точкой плавления смешивают с набивочным материалом для закрепления склеиванием пуха, подперья и/или перьев на волокне животного происхождения, которое является более длинным.
Настоящим изобретением предлагается набивочный материал на основе перьев, подперья и/или пуха, который также отличается определенной формой и производится, например, в виде плит или рулонов.
Однако в отличие от материалов, описанных в упомянутых документах, данный материал отличается преимуществом, так как сохраняет свойства, характерные для пера и пуха, то есть, как правило, изоляционные свойства, объемность и ощущение на ощупь.
Задачей настоящего изобретения является внедрение этого продукта и обеспечение возможности его применения в тех областях, где требуются высокое теплоизоляционное качество и комфортность, например при производстве мягкой мебели, постельных принадлежностей, автомобильных сидений.
Материал в соответствии с настоящим изобретением характеризуется, в частности, средствами, обеспечивающими придание ему формы и объема в соответствии с его назначением и способами использования в различных отраслях промышленности.
В соответствии с настоящим изобретением данный набивочный материал в основном состоит из перьев и мягкой связанной структуры с трехмерной решеткой, удерживающей и включающей в себя перья, при этом структура состоит из соответствующих термопластичных волокон, перемешанных и связанных между собой, и этот материал является результатом осуществления способа получения, более подробно описанного ниже, который заключается в первоначальной подготовке волокон путем разрыхления, затем в получении механическим путем однородной смеси волокон и перьев, то есть двух совершенно различных материалов, после чего смесь формуют в виде холста, а затем подвергают термической обработке для спайки и/или склеивания волокон между собой.
В соответствии с предпочтительным вариантом выполнения образующие эту структуру волокна являются двухкомпонентными волокнами: компонент, образующий сердечник, является синтетическим волокном из полимерного материала, устойчивого к высоким температурам, то есть отличающегося высокой точкой размягчения, превышающей температуру термической обработки смеси, например порядка 200°С, а другой компонент находится на поверхности волокна, образуя его оболочку, и выполнен из полимерного материала, температура размягчения которого ниже температуры размягчения сердечника и составляет, например, от 70 до 180°С, что позволяет получить при помощи указанной термической обработки настоящую точку спайки на уровне точки соприкосновения между двумя такими структурными волокнами.
В соответствии с настоящим изобретением длина структурных волокон находится в пределах от 20 до 100 мм для сорта волокон с линейной плотностью, например от 1 до 25 децитекс.
Свойства этого базового набивочного материала, то есть содержащего только смесь перьев и структурных волокон, могут быть изменены путем добавления дополнительных волокон. Так, в соответствии с настоящим изобретением материал может дополнительно содержать волокна, называемые объемными волокнами, характеризующиеся, например, извитостью и предпочтительно имеющие практически спиралевидную форму, при этом указанные волокна могут быть природными, искусственными или синтетическими с температурой изменения состояния путем разложения или размягчения, превышающей температуру спайки структурных волокон, то есть с температурой размягчения, близкой или превышающей температуру размягчения сердечника структурных волокон.
Добавление объемных волокон, то есть извитых волокон, улучшает объемность материала, то есть его естественное стремление занимать и сохранять определенный объем. Их присутствие улучшает сцепление материала, так как они могут также склеиваться со структурными волокнами.
Материал в соответствии с настоящим изобретением может также содержать другие компоненты, характеризующиеся одним или несколькими специальными функциональными свойствами, такими как антибактериальные, противоклещевые, антивоспламенительные. Эти компоненты могут быть специально обработанными объемными волокнами или другими дополнительными волокнами, а также добавляемыми перьями или частицами.
В соответствии с настоящим изобретением набивочный материал содержит перья, то есть перья, подперье, пух, в количестве от 10 до 80% по весу, а остальная часть состоит из структурных волокон и/или из смеси структурных волокон и дополнительных волокон, объемных волокон или других компонентов, при этом в остальной части структурные волокна могут составлять, например, от 10 до 100% по весу.
Набивочный материал в соответствии с настоящим изобретением предпочтительно формуют в виде холста, и этот на холст может быть нанесено с одной или с другой стороны или с обеих сторон покрытие из нетканого материала или пленки, получаемой напылением, при этом покрытие может быть также термоплавкого типа и предпочтительно наносится перед операцией термической обработки холста с целью последующей спайки или склеивания, в частности, со структурными волокнами.
Это покрытие позволяет удерживать перья и снижает возможность улетучивания вблизи зоны разреза во время операций разрезания холста.
Настоящее изобретение касается также способа получения набивочного материала, подробно описанного выше. Этот способ состоит в получении качественной однородной смеси, содержащей перья, то есть перо, подперье и пух, и свободные волокна, состоящие по меньшей мере из волокон, называемых структурными волокнами, в формовании этой смеси в виде холста и в термической обработке горячим воздухом при соответствующей температуре, достаточной для спайки структурных волокон там, где они соприкасаются друг с другом, и в постепенном охлаждении холста и его структуры перед его упаковкой.
В соответствии с настоящим изобретением операция получения смеси из перьев и волокон на первом этапе состоит в последовательной укладке на конвейерную ленту соответствующего количества волокон, а затем перьев, по меньшей мере, в одной операции разрыхления этого двойного слоя в виде сэндвича, обеспечивающей получение качественной и однородной смеси перьев и волокон перед операцией формования холста.
В соответствии с настоящим изобретением перед перемешиванием с перьями волокна подвергают предварительной операции разрыхления, независимо от того, идет ли речь только о структурных волокнах или о комплексе из структурных волокон, дополнительных волокон, таких как объемные волокна, или других компонентов определенного назначения, при этом волокна и компоненты в зависимости от случая распределяются на конвейерной ленте расположенными друг над другом слоями в виде сэндвича перед тем, как подвергнуть их, по меньшей мере, одной операции разрыхления.
Способ может также заключаться, перед операцией термической обработки холста, в обволакивании и нанесении на холст покрытия из нетканого материала или в виде пленки, наносимой распылением, при этом покрытие может быть выполнено, например, из материала типа термопластичного полимера и может также связываться со структурными волокнами при термическом размягчении.
Настоящее изобретение касается также установки для осуществления подробно описанного выше способа. Эта установка содержит емкость-накопитель набивочного материала, то есть перьев, подперья и пуха, и, по меньшей мере, один вход или емкость-накопитель предварительно разрыхленных волокон, при этом емкости выполнены с возможностью подачи на конвейерную ленту слоя волокон, а затем слоя перьев, при этом конвейерная лента устанавливается на входе устройства, называемого предварительным разрыхлителем, позволяющего получить качественную и однородную смесь из перьев и свободных волокон, при этом установка перед предварительным разрыхлителем содержит холстовытяжную машину, а за этой холстовытяжной машиной - оборудование для термической обработки, обеспечивающее выполнение операции спайки структурных волокон на уровне каждой точки их соприкосновения.
Между предварительным разрыхлителем и холстовытяжной машиной установка может содержать одно или несколько устройств, называемых предварительными разрыхлителями, которые повышают качество смеси перья/волокна, при этом смесь впоследствии подают в бункер, соединенный с холстовытяжной машиной.
В зависимости от необходимости установка содержит также, по меньшей мере, одно устройство для предварительного разрыхления волокон и других возможных компонентов, при этом предварительный разрыхлитель питается от конвейерной ленты, при этом конвейерная лента проходит под одной или несколькими емкостями, в которых находятся волокна, то есть структурные волокна и, возможно, дополнительные волокна, то есть объемные волокна и другие компоненты или, например, волокна специального функционального назначения, при этом волокна укладывают слоями на конвейерной ленте, и подготовленный таким образом сэндвич подвергается предварительному разрыхлению перед перемешиванием с перьями.
Установка содержит холстовытяжную машину типа объемной шахты, за которой в случае необходимости может быть установлена вторая холстовытяжная машина, например, пневматического типа, при этом пневматическая холстовытяжная машина повышает качество произвольного распределения структурных волокон и увеличивает количество точек соприкосновения между волокнами, разупорядочивая их в массе смеси в виде холста, в результате чего последнему придается свойство сопротивления деформации, идентичного во всех направлениях.
Установка содержит также средства для нанесения на одну или на обе стороны холста поверхностного покрытия перед термической обработкой.
Далее настоящее изобретение будет подробно изложено в нижеследующем описании со ссылками на чертежи, прилагаемые в качестве информации, на которых
на фиг.1 - схематическое изображение участка набивочного материала в соответствии с настоящим изобретением,
на фиг.2 - изображение структурного волокна,
на фиг.3 - изображение волокна, называемого объемным волокном,
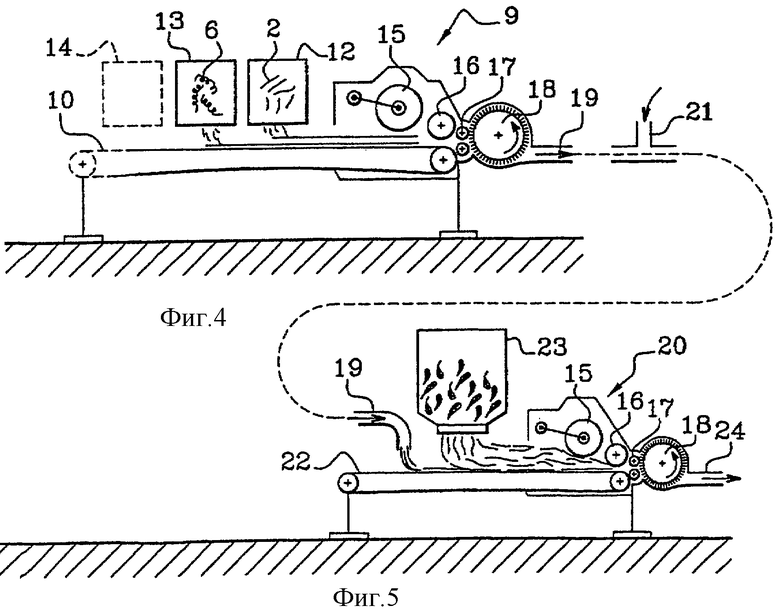
на фиг.4 - схематическое изображение предварительного разрыхлителя волокон,
на фиг.5 - схематическое изображение предварительного разрыхлителя смеси волокна/перья,
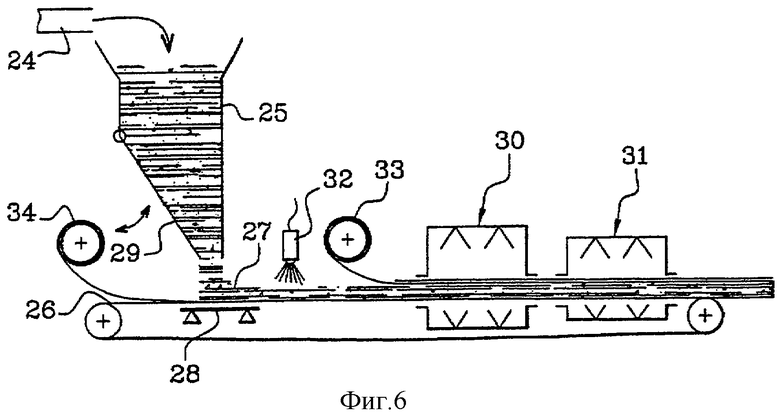
на фиг.6 - схематическое общее изображение различных этапов обработки и формования смеси волокна/перья,
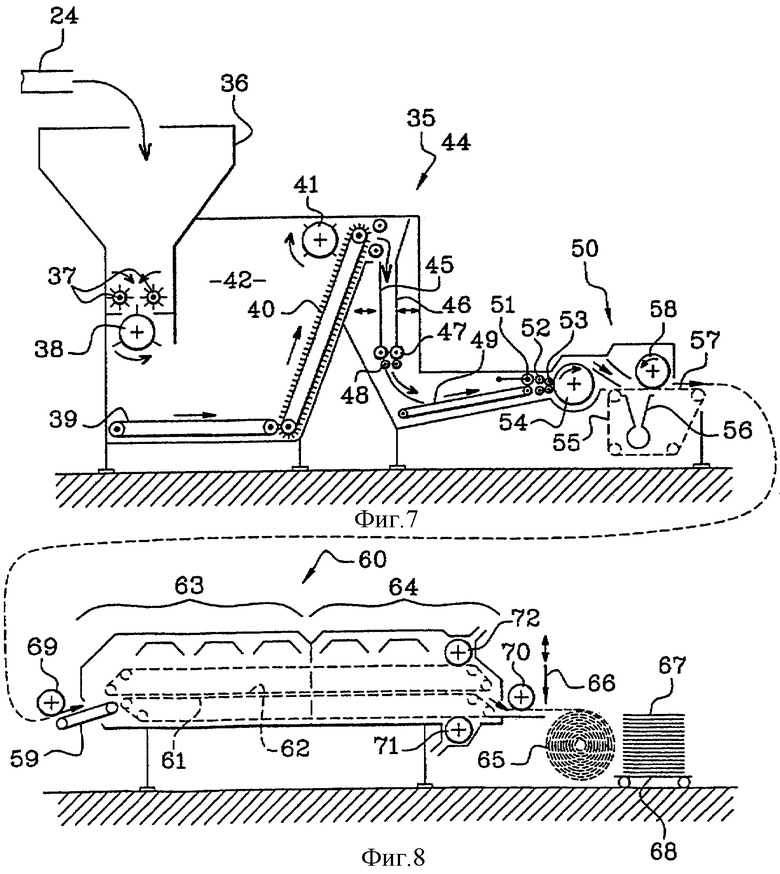
на фиг.7 - детализированное схематическое изображение холстовытяжной машины, содержащей вертикальную холстовытяжную машину и пневматическую холстовытяжную машину,
на фиг.8 - более детальное, чем на фиг.6, изображение установки для термической обработки, за которой следует пункт упаковки.
На фиг.1 показан участок набивочного материала в соответствии с настоящим изобретением. Этот материал в основном состоит из перьев 1, включенных в структуру, образованную волокнами 2.
Как подробно излагается далее, волокна 2 прежде всего смешиваются с перьями 1, после чего весь комплекс подвергают операции термической обработки, которая приводит к соединению структурных волокон 2 при помощи спайки.
Термин "перья" может обозначать перья, подперье или пух или даже смесь этих различных материалов. Содержание перьев в набивочном материале может составлять от 10 до 80% по весу, предпочтительно примерно от 30 до 60%. Остальная часть, как будет подробно изложено далее, состоит из структурных волокон 2.
Структурное волокно показано на фиг.2. Это волокно является волокном двухкомпонентного типа. Центральный компонент или сердечник 3 состоит из материала типа полимерного с высокой точкой размягчения, превышающей температуру термической обработки смеси "перья-волокна", например, превышающей 200°С. Другой компонент, находящийся на поверхности, образует, например, оболочку 4 также из полимерного материала, но с менее высокой температурой размягчения, например, составляющей от 70 до 180°С; эта температура соответствует температуре термической обработки смеси "перья-волокна", о которой речь пойдет ниже.
Такой отличительный признак структурных волокон 2, состоящих из двух полимерных компонентов, обеспечивает спайку между волокнами одним из компонентов, тогда как другой сохраняет свою целостность и придает материалу его технические характеристики.
Конфигурация структурных волокон 2 предпочтительно является конфигурацией "сердечник 3 - оболочка 4", при которой оболочку выполняют из материала (полимера) с более низкой температурой плавления, чем у сердечника 3.
Во время операции термической обработки смеси "волокна-перья" такая конфигурация "сердечник-оболочка" структурных волокон 2 обеспечивает плавление указанных оболочек на уровне каждой из точек их соприкосновения и тем самым образование в момент охлаждения указанной смеси такого же числа точек спайки 5 и получение структуры, удерживающей перья.
Длина структурных волокон составляет примерно от 20 до 100 мм при линейной плотности от 1 до 25 децитекс.
Эти структурные волокна 2 тщательно перемешиваются с перьями и распределяются в материале произвольно, как показано на фиг.1. Во время всей фазы получения смеси "перья-волокна" в виде холста, то есть перед термической обработкой указанной смеси, структурные волокна являются свободными и, учитывая их количество, соприкасаются друг с другом в самых различных местах. Они также прижимаются друг к другу, а соединения осуществляются во время термической обработки. Температура обработки является такой, что, как было указано выше, получают настоящую точку спайки на уровне каждой точки соприкосновения 5 волокон 2 между собой, прежде всего благодаря размягчению и плавлению их оболочки 4, а затем отверждению во время охлаждения, что будет подробно описано ниже со ссылкой на фиг.8.
Эти многочисленные соединения между структурными волокнами 2, по существу, образуют в материале, показанном на фиг.1, трехмерную решетку, удерживающую и заключающую в себя перья или смесь перьев, что обеспечивает получение связанного материала, которым легко манипулировать и который легко поддается формованию в зависимости от назначения.
Нагрев холста и его последующее охлаждение могут привести к явлению уплотнения перьев и полученного материала. Материал восстанавливается в объеме только спустя несколько часов и даже несколько дней.
Такому уплотнению во время операции термической обработки можно противостоять и даже его избежать путем добавления дополнительных волокон в смесь "волокна 2 - перья 1", что показано на фиг.1; эти дополнительные волокна являются объемными волокнами 6.
Эти волокна 6 являются, например, извитыми и предпочтительно имеют спиралевидную форму, как показано на фиг.3. Они имеют длину и линейную плотность того же порядка, что и структурные волокна.
Эти объемные волокна 6 являются либо природными волокнами, либо искусственными или синтетическими волокнами. Их температура изменения состояния разложением или размягчением превышает температуру спайки структурных волокон 2.
Природные дополнительные волокна могут иметь животное происхождение (шерсть, кроличий пух и т.д.) или растительное происхождение (капок и т.д.).
Так же, как и структурные волокна 2, дополнительные волокна распределяются в набивочном материале максимально равномерно. Они участвуют в обеспечении сцепления материала. Везде, где эти волокна соприкасаются со структурными волокнами 2 и соответственно их природе, они склеиваются с последними во время размягчения оболочки 4 структурных волокон 2.
В состав набивочного материала в зависимости от его назначения могут также включаться другие компоненты, не показанные на чертеже, такие, например, как волокна или частицы с особыми функциональными признаками, вытекающими из специальной обработки, придающей материалу антивоспламенительные, антибактериальные, противоклещевые свойства и т.д.
Такие виды обработки можно также применять в отношении дополнительных волокон, объемных волокон 6 или перьев или других частиц.
Как было указано выше, перья составляют от 10 до 80% по весу, предпочтительно от 30 до 60% от массы набивочного материала. Остальную часть составляют структурные волокна 2 и, возможно, дополнительные объемные волокна 5 или другие компоненты. В этой остальной части содержание структурных волокон составляет примерно от 10 до 100% по весу в зависимости от назначения и содержание других волокон - от 0 до 90%.
На фиг.4 и 5 схематически показан последовательный ряд машин, называемых предварительными разрыхлителями, в установке для смешивания волокон и перьев.
Как показано на фиг.4, эта установка прежде всего содержит пост подготовки волокон, а в случае использования смеси - подготовки разных видов волокон, а также пост механического перемешивания волокон и перьев, показанный на фиг.5.
Машина для подготовки волокон, называемая в дальнейшем предварительным разрыхлителем 9, является классической машиной, аналогичной машинам, применяемым в области подготовки волокон для получения нетканых материалов.
Как правило, волокна поставляются в уплотненном виде. Предварительный разрыхлитель 9 обеспечивает разуплотнение структурных волокон 2 и, в зависимости от назначения, объемных волокон 6, а также, возможно, других дополнительных волокон или компонентов и получение соответствующей смеси.
Предварительный разрыхлитель 9 питается от конвейерной ленты 10, расположенной под одной или несколькими емкостями-накопителями или бункерами. Первая емкость 12 содержит структурные волокна 2. Перед этой емкостью 12 установлена емкость 13, содержащая объемные волокна 6, а также могут быть установлены другие дополнительные емкости-накопители 14 для подачи волокон и других компонентов различного назначения, как было указано выше.
Каждый тип волокон, применяемый в зависимости от назначения, подают на конвейерную ленту 10, а слой или слои, образующие сэндвич, попадают в предварительный разрыхлитель, проходя сначала через уплотнительный барабан 15, а затем под подающим валиком 16, расположенным над концом конвейерной ленты 10. После этого сэндвич передвигается парой валиков 17 и подается на колковый барабан 18, который перемещает волокна через выход 19 к предварительному разрыхлителю 20 следующего поста.
К выходу 19 можно также подсоединить трубопровод 21 для подачи в контур рециркулируемых материалов, таких, например, как сырье или отходы производственного цикла и даже отходы, поставляемые клиентами.
Данная раздельная подготовка волокон является важным этапом способа; она обеспечивает получение наилучшего результата при дальнейшем перемешивании перьев и указанных волокон.
Показанный на фиг.5 предварительный разрыхлитель аналогичен предварительному разрыхлителю, показанному на фиг.4. Он также питается при помощи конвейерной ленты 22, на который с одной стороны подаются волокна, поступающие из выхода 19 предварительного разрыхлителя 9, и с другой стороны перья или смесь перьев из емкости-накопителя 23, расположенной за указанным выходом 19.
Волокна и перья дозируются и попадают на конвейерную ленту 22. Прежде всего на конвейерной ленте 22 укладывается слой волокон, имеющий, например, толщину от 5 до 15 см, затем слой перьев, толщина которого может достигать 50-60 см. Этот сэндвич перемещается конвейерной лентой 22 в предварительный разрыхлитель 20. Барабан 15, установленный на входе, обеспечивает первое уплотнение слоев. За ним находится валик 16, также сжимающий сэндвич, при этом валик 16 устанавливают над концом конвейерной ленты 22. После этого слои проходят между парой подающих валиков 17, направляющих сэндвич к колковому барабану 18.
Перья и волокна равномерно и тщательно перемешиваются и направляются через выход 24 либо к другому предварительному разрыхлителю, не показанному на чертеже, либо к холстовытяжной машине.
Волокна и перья перемещаются от одной машины к другой при помощи всасывания, и отходы всасывания возвращаются в контур и рециркулируются по трубопроводу 21.
На фиг.6 в виде упрощенной принципиальной схемы показан процесс обработки и формования смеси "волокна-перья", завершающийся получением материала в соответствии с настоящим изобретением, то есть холста, которым можно легко манипулировать и который можно упаковывать, например, в виде рулона.
Из выхода 24 предварительного разрыхлителя 20 смесь "волокна-перья" попадает в промежуточную емкость-накопитель 25. Эту емкость-накопитель 25 устанавливают над конвейерной лентой 26, на которую укладывается слой смеси, состоящей из перьев и волокон. Этот слой укладывают в виде холста 27. Система непрерывного взвешивания при помощи весов 28, установленных под верхней ветвью конвейерной ленты 26, обеспечивает регулирование толщины холста 27. Емкость-накопитель 25 может содержать подвижную стенку 29, выполненную в виде управляемой створки, для изменения расхода смеси, то есть количества волокон и перьев, укладываемых на конвейерную ленту 26.
На схеме, показанной на фиг.6, емкость-накопитель 25 выполняет роль холстовытяжной машины. Настоящая холстовытяжная машина будет подробно описана со ссылкой на фиг.7.
За емкостью-накопителем 25, выполняющей роль холстовытяжной машины, расположена установка для термической обработки смеси "перья-волокна", укладываемой в виде холста на конвейерную ленту 26.
Установка для термической обработки содержит прежде всего камеру 30 для нагрева, а за ней - камеру 31 для охлаждения.
Камера 30 для нагрева смеси обеспечивает сквозное доведение температуры до значения, достаточного для размягчения, плавления и спайки структурных волокон 2 на уровне точек их взаимного соприкосновения.
Нагрев осуществляют, например, при помощи циркуляции горячего воздуха в камере 30. Смесь "волокна-перья" проходит через камеру 30 со скоростью, соответствующей требуемому результату.
Камера 31 для охлаждения обеспечивает упрочнение точек спайки структурных волокон 2 и, возможно, точек склеивания между структурными волокнами и дополнительными волокнами, такими как объемные волокна 6.
Охлаждение осуществляют, например, при помощи циркуляции холодного воздуха.
На фиг.6 показаны средства, обеспечивающие нанесение простого покрытия на сформированный холст 27, или для его обволакивания сплошным покрытием перед термической обработкой.
Распылительная насадка 32 обеспечивает, например, нанесение на поверхность вещества, образующего поверхностное покрытие в виде пленки или тонкого склеивающего слоя.
Это покрытие может быть также выполнено из нетканого материала или пленки, намотанной на рулон 33 и укладываемой сверху на холст 27 на выходе емкости-накопителя 25. Другой рулон 34 установлен на входе этой емкости для нанесения такого же покрытия на холст снизу между холстом и конвейерной лентой 26.
При использовании термоплавкого покрытия последнее может быть склеено или спаяно со структурными волокнами 2 во время термической обработки.
На выходе камеры 31 холст 27 образует настоящий мануфактурный материал, упакованный в рулон, с которым впоследствии можно работать гораздо легче, чем с перьями, поставляемыми вроссыпь.
На фиг.7 схематически, но более детально показана холстовытяжная машина 35, в которую из выхода 24 предварительного разрыхлителя 20 поступает смесь волокон и перьев.
Эта смесь "волокна-перья" направляется и подается всасыванием в бункер 36, являющийся составной частью холстовытяжной машины. В нижней части бункера 36 установлена пара роторов 37, выполняющих роль отсасывающих вентиляторов, за которыми установлен ротор 36, выбрасывающий смесь на конвейерную ленту 39, расположенную в нижней части холстовытяжной машины.
Эта конвейерная лента 39, являющаяся горизонтальной, питает вторую конвейерную ленту 40, образующую в некотором роде конвейер-подъемник, оснащенный захватными деталями для подачи волокон и перьев в собственно холстовытяжную машину, подробно описанную ниже.
В своей верхней части конвейер-подъемник 40 взаимодействует с ротором 41, выравнивающим слой, перемещаемый указанным конвейером-подъемником, и рециркулирующим волокна и перья внутрь камеры 42 холстовытяжной машины, то есть в часть, расположенную над питающей конвейерной лентой 39.
Конвейер-подъемник 40 подает перья и волокна собственно в холстовытяжную машину, содержащую объемную шахту 44, состоящую из двух вертикальных параллельных пластин 45, 46, расположенных друг против друга; одна из стенок выполнена вибрирующей, а другая установлена на регулируемом расстоянии относительно первой. Волокна и перья уплотняются в шахте 44, и смесь формируется в виде холста.
Под действием собственной тяжести эта смесь в виде холста перемещается к подающему и уплотнительному узлу, состоящему из двух пар валиков 47 и 48. Эти валики 47 и 48 подают смесь к конвейерной ленте 49, которая питает вторую холстовытяжную машину, называемую пневматической холстовытяжной машиной 50.
Эта пневматическая холстовытяжная машина 50 в конце конвейерной ленты 49 содержит нажимной барабан 51, за которым установлена пара подающих валиков 52 и 53, питающих барабан 54. Этот барабан 54 обеспечивает корректировку размеров холста, выходящего из первой холстовытяжной машины. Он вращается со скоростью, регулируемой в зависимости от скорости движения конвейерной ленты 49.
Барабан 54 подает холст на перфорированную ленту 55, выполненную в виде конвейерной ленты, вращающейся вокруг системы всасывания 56. Холст укладывается на рабочую ветвь 57 перфорированной ленты 55, и ее размеры снова выравниваются при помощи барабана 58, расположенного за зоной всасывания над рабочей ветвью 57.
Всасывающее устройство 56 воздействует на смесь и способствует разупорядочению волокон, в частности структурных волокон 2 по толщине холста.
Следствием такого разупорядоченного распределения структурных волокон является придание готовому материалу свойства сопротивления удлинению, которое является одинаковым при любом направлении действия нагрузки.
На выходе пневматической холстовытяжной машины 50 холст подается конвейерной лентой 59 в установку для термической обработки 60.
Эта установка 60 содержит две конвейерные ленты, установленные от входа к выходу: нижнюю конвейерную ленту 61 и верхнюю конвейерную ленту 62. Холст направляется между этими двумя конвейерными лентами, сжимающими смесь и перемещающими ее в течение всей операции обработки, которая осуществляется сначала при помощи горячего воздуха для нагрева холста до соответствующей температуры, а затем - при помощи холодного воздуха.
Таким образом, установка содержит две зоны: зону 63, выполненную начиная от входа для нагрева, и расположенную за ней зону 64 для охлаждения холста.
Скорость движения холста в печи может составлять, например, 2 м/мин, а общая продолжительность обработки - примерно от двух до трех минут.
Продолжительность термической обработки рассчитывают в зависимости от толщины холста для того, чтобы получить температуру, равномерную и достаточную для сквозного нагрева смеси, для обеспечения размягчения оболочек 4 структурных волокон 2, для расплавления и спайки между волокнами 2 в каждой точке соприкосновения с последующим упрочнением этих точек соприкосновения по мере охлаждения.
Температуру в зоне 63 устанавливают в зависимости от характеристик структурных волокон 2; например, она может составлять порядка 140°С.
После установки 60 холст упаковывают в рулон 65 или разрезают при помощи резака 66 и укладывают в виде плит 67 на тележку 68. В зависимости от параметров установки ширина холста может составлять примерно 2 м или больше, если того требует его назначение.
До своего перемещения в печь холст может также быть подвергнут операции обволакивания, то есть выполнения на нем покрытия из нетканого материала или в виде пленки или тонкого слоя, наносимого распылением, как было указано выше со ссылкой на фиг.6.
Это покрытие, выполняемое, например, из термопластичного материала, может также иметь точку размягчения, близкую к точке размягчения оболочки 4 структурных волокон 2, и в этом случае может быть спаяно или склеено с указанными структурными волокнами во время термической обработки холста.
Для обеспечения правильной калибровки холста, как показано на фиг.8, на входе установки для термической обработки 60 на конвейерной ленте 59 можно установить диски 69 для обрезания кромок холста на входе. Точно так же на выходе установки для термической обработки могут быть установлены диски-резаки 70 для повторного обрезания кромок холста с целью корректировки его ширины.
Как показано на той же фиг.8, установка содержит щетки для очистки конвейерных лент 61 и 62.
Щетка 71 установлена на конце нижней конвейерной ленты 61, а щетка 72 установлена таким же образом на конце верхней конвейерной ленты 62.
Отходы и обрезки, поступающие от дисков-резаков 69, 70, после обрезания кромок, а также от щеток 71 и 72 повторно направляются в контур на входе предварительного разрыхлителя 20 через трубопровод 21, как было указано выше.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБЪЕМНЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 2015 |
|
RU2668755C2 |
| ОБЪЕМНЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 2016 |
|
RU2673762C1 |
| ВОЛОКНИСТЫЙ МАТЕРИАЛ, СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТОГО МАТА, СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ (ВАРИАНТЫ) И ФОРМОВАННОЕ ИЗДЕЛИЕ | 1991 |
|
RU2074914C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО МАТЕРИАЛА И НЕТКАНЫЙ МАТЕРИАЛ ДЛЯ ШВЕЙНЫХ ИЗДЕЛИЙ КРАТКОСРОЧНОГО ПОЛЬЗОВАНИЯ, ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ | 2000 |
|
RU2215074C2 |
| ЛИСТ, АБСОРБИРУЮЩИЙ ЖИДКОСТЬ, СПОСОБ ИЗГОТОВЛЕНИЯ АБСОРБИРУЮЩЕГО ЖИДКОСТЬ УПРУГОГО ЛИСТА, ОДНОРАЗОВОЕ СЛОИСТОЕ АБСОРБИРУЮЩЕЕ ЖИДКОСТЬ ИЗДЕЛИЕ, УПАКОВОЧНОЕ ИЗДЕЛИЕ И ТАМПОН, ИЗГОТОВЛЕННЫЕ С ИСПОЛЬЗОВАНИЕМ АБСОРБИРУЮЩЕГО ЖИДКОСТЬ ЛИСТА, И СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУРИРОВАННЫХ ЦЕЛЛЮЛОЗНЫХ ВОЛОКОН | 1992 |
|
RU2104037C1 |
| СПОСОБ ПРОИЗВОДСТВА ПУХОПЕРЬЕВОГО ВОЛОКОННОГО МАТЕРИАЛА | 2003 |
|
RU2301290C2 |
| КОМПОЗИЦИОННЫЙ УТЕПЛИТЕЛЬ | 2015 |
|
RU2629174C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЪЕМНОГО НЕТКАНОГО УТЕПЛИТЕЛЯ ДЛЯ ОДЕЖДЫ | 2004 |
|
RU2287031C2 |
| СЛОИСТЫЙ ЗАЩИТНЫЙ МАТЕРИАЛ | 2010 |
|
RU2474628C2 |
| ВОЛОКНО НА ОСНОВЕ СЛОЖНОГО ПОЛИЭФИРА | 1997 |
|
RU2182195C2 |


Изобретение относится к набивочному материалу на основе перьев, формующемуся в виде холста, состоящему из однородной смеси перьев и термопластичных структурных волокон двухкомпонентного типа имеющих сердечник из полимерного материала с высокой точкой размягчения и оболочку из полимерного материала, температура размягчения которого ниже температуры размягчения сердечника, при этом указанная оболочка при соответствующей термической обработке позволяет осуществлять спайку этих структурных волокон между собой на уровне каждой точки их соприкосновения, образуя гибкую и связанную структуру с трехмерной решеткой, заключающей внутри себя и удерживающей указанные перья. Описан способ получения вышеуказанного материала и установка для его осуществления. Полученный набивочный материал обладает высокими теплоизоляционными качествами, объемностью и может быть использован при производстве мебели, постельных принадлежностей, в качестве заполнителей и/или теплоизоляционного материала. 3 н. и 12 з.п. ф-лы, 8 ил.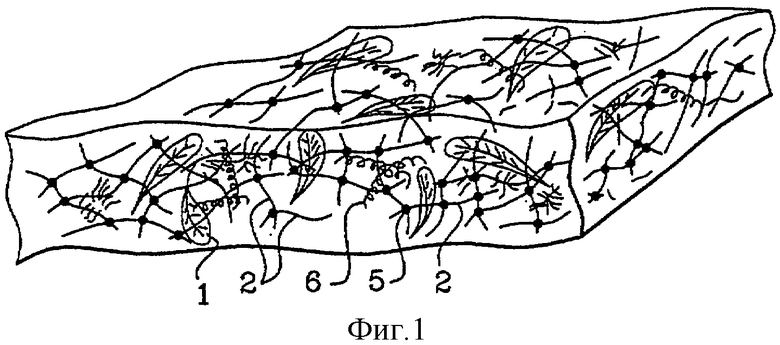
| JP 61213087 А, 22.09.86 | |||
| Прибор для подбора точки присоединения однопроводного фидера бегущей волны к полуволновому вибратору | 1938 |
|
SU56971A1 |
| RU 94021706 A1, 27.02.1997 | |||
| НЕТКАНЫЙ ОБЪЕМНЫЙ МАТЕРИАЛ | 1994 |
|
RU2093626C1 |
| Рольганг для продольного перемещения и вращения изделий цилиндрической формы | 1981 |
|
SU1101388A1 |

