Изобретение относится к промышленному транспорту, а именно к рольгангам для продольного перемещения и вращения изделий цилиндрической формы.
Известен рольганг для продольного перемещения и вращения изделий цилиндрической формы, содержащий неподвижное основание, установленные на связанных с основанием опорах поворотные в вертикальной плоскости трехплечие рычаги, на одном плече каждого из которых установлен грузо- О несущий ролик с осью вращения, перпендикулярной продольной оси рольганга, на втором плече попарно расположены пЬддерживающие ролики, оси вращения которых установ лены параллельно упомянутой продольной оси рольганга, а третье плечо соединено с приводной тягой (I .
В известном рольганге опоры трехплечих рычагов смонтированы на подъемно-опускной раме, связанной с приводом, посредством которого рама устанавливается на за- 20 данную высоту в соответствии с диаметром транспортируемого изделия. Поворот трехплечих рычагов осуществляется с помощью другого привода.
Однако при таком выполнении рольганга увеличивается его энергоемкость.
Целью изобретения является уменьшение энергоемкости рольганга.
Эта цель достигается тем, что в рольганге для продольного перемещения и вращения изделий цилиндрической формы, содер- n жащем неподвижное основание, установленные на связанных с основанием опорах поворотные в вертикальной плоскости трехплечие рычаги, на одном плече каждого из которых установлен грузонесущий ролик с осью вращения, перпендикулярной продольной оси рольганга, на втором плече попарно расположены поддерживающие ролики, оси вращения которых установлены параллельно упомянутой продольной оси рольганга, а третье плечо соединено с приводной тягой, опоры трехплечих рычагов жестко 0 прикреплены к неподвижному основанию и снабжены регулируемыми упорами, взаимодействующими с третьими плечами рычагов.
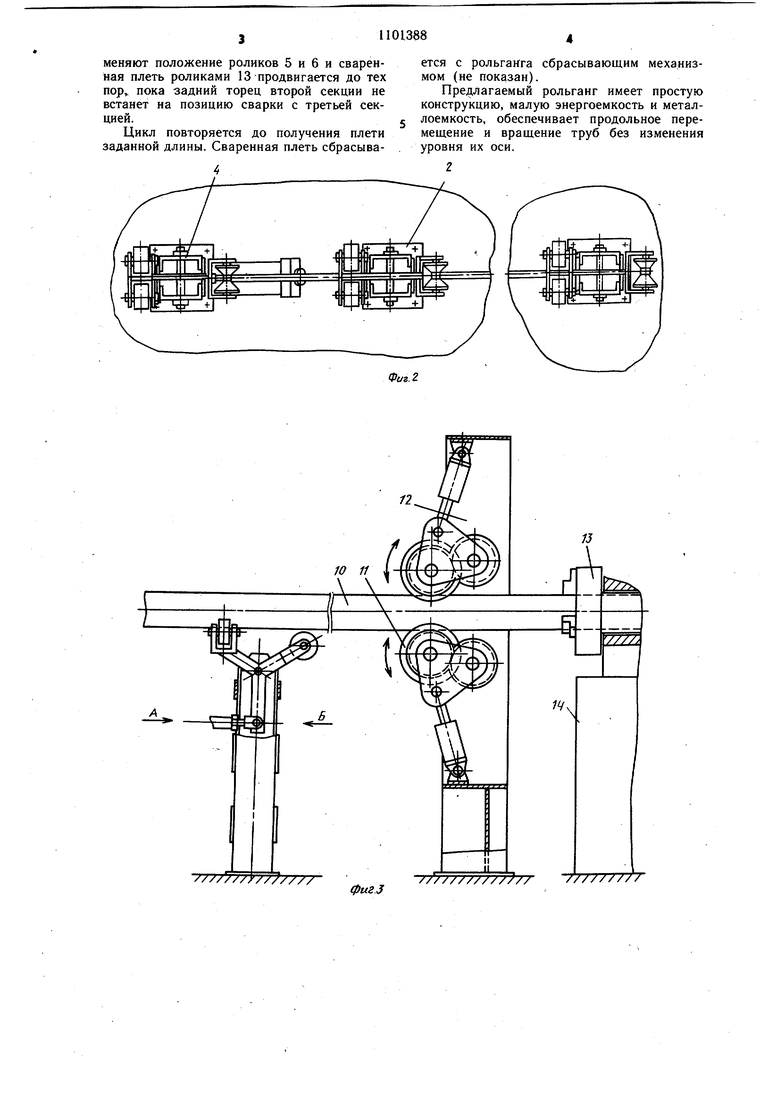
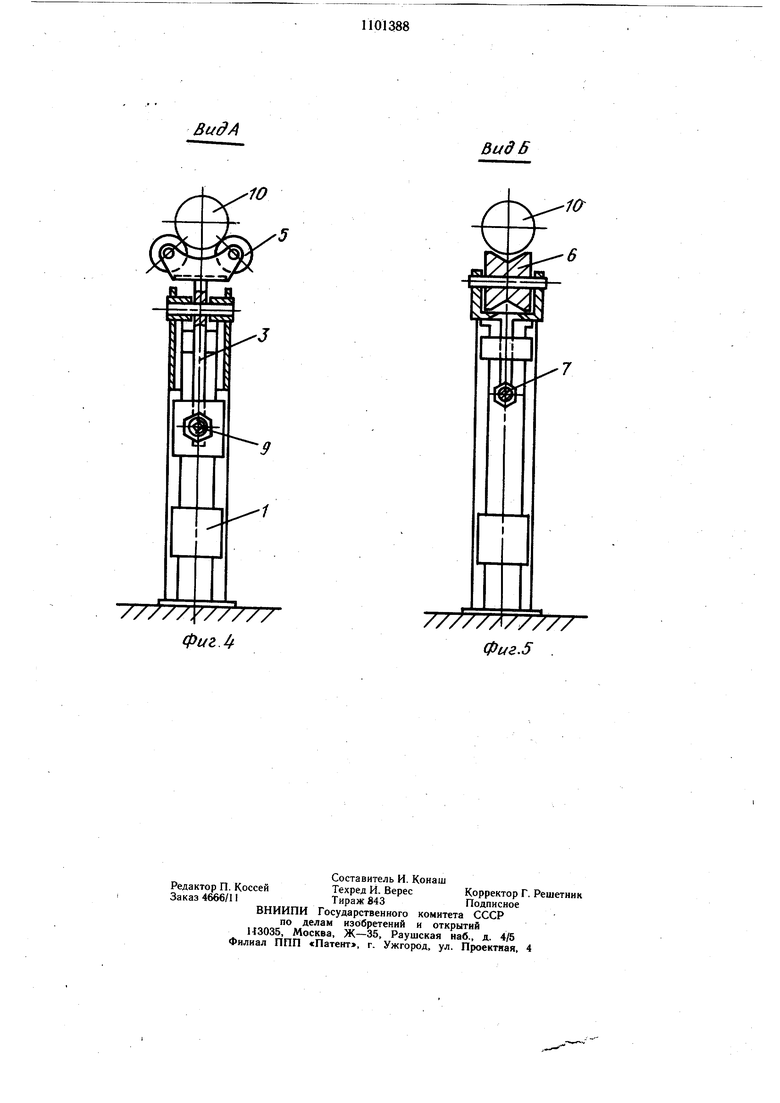
На фиг. 1 изображен рольганг, вид спереди; на фиг. 2 - то e, вид сверху; на .фиг. 3 - участок рольганга с механизмом вращения и механизмом продольного перемещения изделия; на фиг. 4 - вид А на фиг. 3; на фиг. 5 - вид Б на фиг. 3.
Рольганг содержит опоры 1, установленные на неподвижном основании 2. На каж- 50 дои опоре смонтирован трехплечий рычаг 3, поворотный в вертикальной плоскости относительно оси 4. На юдном плече рычага установлена пара поддерживающих роликов 5, ось вращения которых расположена параллельно продольной оси рольганга. На втором 55 плече рычага установлен грузонесущий ролик 6 с осью вращения, расположенной перпендикулярно продольной оси рольганга.
Ролики 5 служат для поддержания изделия 7 при его вращении, а ролики 6 - для поддержания изделия при его продольном перемещении.
Третье плечо рычага посредством тяги 8 связано с соседними трехплечими рычагами. Тяга 8 перемещается в горизонтальном направлении посредством привода 9. На опорах 1 установлены регулируемые упоры 10, выполненные, например, в виде винтов, снабженных контргайками. Упоры 10 предназначены для ограничения перемещения тяги 8 и обеспечения необходимого положения роликов 5 и 6 в зависимости от диаметра транспортируемых изделий путем изменения величины амплитуды перемещения третьего плеча рычага 3.
Рольганг является одним из элементов установки для сварки стыков труб во время их вращения. Механизм вращения размещен на сварочном станке 11 (фиг. 3) и снабжен зажимными патронами 12, связанными с приводом (не показан).
Механизм продольного перемещения труб размещен между ,сварочным станком 11 и рольгангом, и выполнен в виде пары роликов 13, смонтированных на опоре 14. Ролики 13 соединены с приводом вращения (не показан) и установлены с возможностью синхронного перемещения в противоположные стороны, обеспечивая захват трубы и ее продольное Перемещение.
Рольганг работает следующим образом.
Перед сваркой труб рольганг настраивают на заданный диаметр трубы. Для этого при помощи шаблона для заданного диаметра трубы устанавливают правый упор 10 ролика б для продольного перемещения трубы, после чего приводом 9 прижимают третье плечо рычага 3 к правому упору, в результате чего ролик 6 занимает заданное положение в соответствии с диаметром свариваемой трубы, а ролики 6 опускаются в нерабочее положение. Затем при помощи второго шаблона устанавливают левый упор 10, установив величину амплитуды перемещения третьего плеча рычага 3, обеспечив положение роликов 5 и 6 для заданного диаметра труб.
Первая секция трубы через разжатые патроны 12 механизма вращения подается в зону действия роликов 13, которые сжимают трубу и, вращаясь, подают ее на рольганг до тех пор, пока задний торец трубы не займет свое положение в зоне сварки сварочного станка. Затем ролики 13 разжимаются, освобождая секцию трубы, а патроны 12 зажимают ее. Приводом 9 воздействуют на рычаги 3 и меняют положение роликов 5 и 6, т.е. ролики б опускаются, а ролики 5 занимают рабочее положение. Затем подают вторую секцию трубы передним торцом в зону сварки, включают механизм вращения и производят сварку. По окончании сварки меняют положение роликов 5 и 6 и сваренная плеть роликами 13 продвигается до тех пор пока задний торец второй секции не встанет на позицию сварки с третьей секцией. Цикл повторяется до получения плети заданной длины. Сваренная плеть сбрасывается с рольганга сбрасывающим механизмом (не показан). Предлагаемый рольганг имеет простую конструкцию, малую энергоемкость и металлоемкость, обеспечивает продольное перемещение и вращение труб без изменения уровня их оси.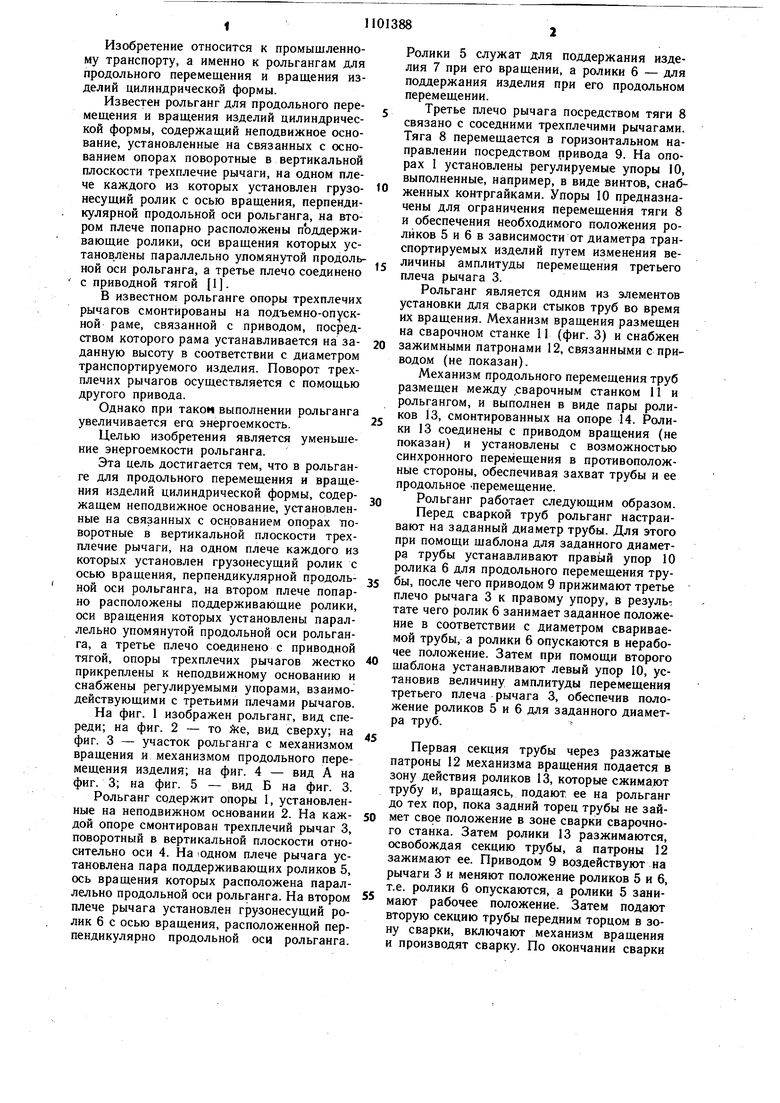
| название | год | авторы | номер документа |
|---|---|---|---|
| Рольганг для продольного перемещения и вращения изделий цилиндрической формы | 1981 |
|
SU982990A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| Устройство для подачи длинномерного материала в зону обработки | 1983 |
|
SU1117107A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ, ГОЛОВКА СВАРОЧНАЯ И МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ДЛЯ НЕЕ | 2007 |
|
RU2323073C1 |
| Устройство для сварки труб из термопластов | 1982 |
|
SU1115910A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2039640C1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТРУБ | 1993 |
|
RU2034689C1 |
РОЛЬГАНГ ДЛЯ ПРОДОЛЬНОГО ПЕРЕМЕЩЕНИЯ И ВРАЩЕНИЯ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ, содержащий неподвижное основание, установленные на связанных с основанием опорах поворотные в вертикальной плоскости трехплечие рычаги, на одном плече каждого из которых установлен-грузонесущий ролик с осью вращения, перпендикулярной продольной оси рольганга, на втором плече попарно расположены поддерживающие ролики, оси вращения которых установлены параллель- . но упомянутой продольной оси рольганга, а третье плечо соединено с приводной тягой, отличающийся тем, что, с целью уменьщения энергоемкости рольганга, опоры трехплечих рычагов жестко прикреплень к неподвижному основанию и снабжены регулируемыми упорами, взаимодействующими с третьими плечами рычагов. т СО оо 00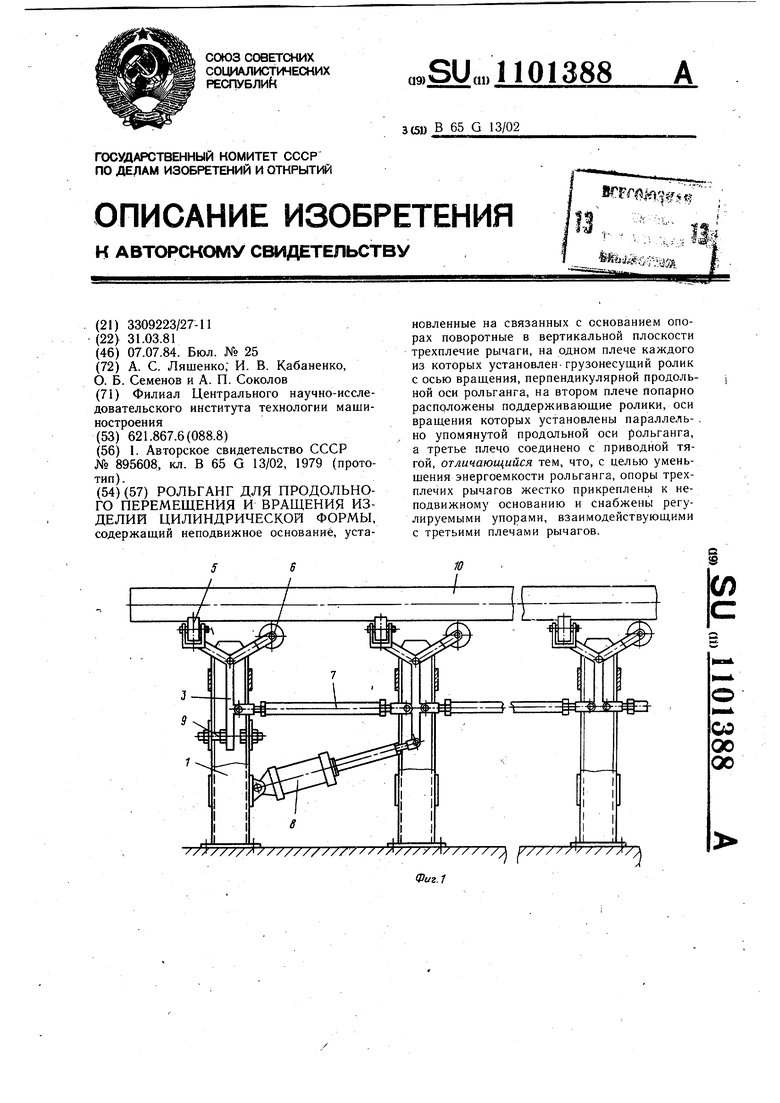
ВидА
Вид Б
Фиг.
аг
/////А/////
фиг.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для премещения и поддержки изделий цилиндрической формы | 1979 |
|
SU895608A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
