Изобретение относится к устройствам для герметичного соединения подвижных относительно друг друга элементов в форме труб посредством уплотнения без подвижных относительно друг друга поверхностей, в частности к устройствам, включающим резинокордные оболочки, работающие в условиях постоянно действующих нагрузок в качестве упругих элементов пневматических подвесок, различных напорных патрубков, высокоэластичных муфт и других аналогичных устройств. Изобретение может быть использовано в машиностроении при изготовлении узлов уплотнения крупногабаритных взаимоподвижных элементов, преимущественно, в форме труб, устанавливаемых в устройствах, доступ к которым в процессе эксплуатации затруднен или невозможен, в частности в газо- и нефтепроводах.
Известно устройство для герметичного соединения подвижных относительно друг друга элементов, содержащее изготовленную путем формования с последующей вулканизацией диафрагменную резинокордную оболочку, борта которой с помощью клея закреплены на упомянутых элементах (патент US №6439550 В1, F16F 9/04, 2002). При этом на борт резинокордной оболочки и элемент, к которому борт приклеивают, нанесены покрытия, которые увеличивают сцепление с клеем, размещенным между ответными поверхностями борта резинокордной оболочки и сопряженного с ним элемента.
Известно устройство для герметичного соединения подвижных относительно друг друга элементов подвижными относительно друг друга элементами по патенту DE №19907656 А1 (F16F 9/02, 2000). Известное устройство содержит изготовленную путем формования с последующей вулканизацией диафрагменную резинокордную оболочку, концевые участки которой закреплены на круговых поверхностях упомянутых элементов. Концевой участок резинокордной оболочки закрепляют с помощью стяжного кольца, которое фиксирует завернутый радиально внутрь или наружу концевой участок оболочки на круговой поверхности сопряженного с ним элемента.
Известно устройство для герметичного соединения подвижных относительно друг друга элементов подвижными относительно друг друга элементами по патенту RU №2184889 (F16F 9/04, 2002). Известное устройство содержит изготовленную путем формования с последующей вулканизацией диафрагменную резинокордную оболочку, концевые участки которой закреплены на упомянутых элементах. При этом концевые участки резинокордной оболочки закрепляют путем зажима с внутренней и внешней сторон. В рабочем положении концевые участки удерживаются благодаря трению.
Последних три технических решения, по существу, касаются узлов уплотнения упругих пневматических элементов, содержащих резинокордную оболочку. В принципе подобные узлы уплотнения могут быть применены и для уплотнения между подвижными относительно друг друга элементами в форме труб. Однако указанные известные решения касаются узлов уплотнения, имеющих относительно небольшие габариты, т.е. известные технические решения имеют ограниченную область использования.
Известно устройство для герметичного соединения подвижных относительно друг друга элементов, содержащих диафрагменную резинокордную оболочку клинчерного типа, борта которой установлены каждый между соответствующими опорным и установочным элементами (Пиновский М.Л. Некоторые особенности технологии изготовления резинокордных оболочек пневматических упругих элементов. - В кн.: Пневматические упругие элементы с резинокордными оболочками. Расчет, конструирование, изготовление и эксплуатация. Сб. научн. трудов. Под редакцией М.Л.Пиновского, Г.А.Колоколова. - М.: ЦНИИТЭнефтехим, 1977, С.103-108). В известном устройстве резинокордную оболочку изготавливают путем формования с последующей вулканизацией, после чего посредством резьбовых соединений борта резинокордной оболочки закрепляют каждый на упомянутых подвижных элементах с помощью соответствующих установочных кольцевых элементов.
Однако изменение с течением времени характеристик резинокордной оболочки, обуславливает необходимость дополнительного обслуживания узла уплотнения с целью поджатая бортов.
Известно устройство для герметичного соединения подвижных относительно друг друга элементов в форме труб, расположенных одна в другой, содержащее резинокордную оболочку, борта которой с помощью резьбовых элементов закреплены на опорных площадках упомянутых подвижных элементов посредством соответствующих установочных кольцевых элементов (авт. св. SU №1733762 А1, F16F 9/04, 1992). Внутри резинокордной оболочки помещен упругий демпфирующий кольцевой элемент, имеющий в продольном сечении U-образный профиль. Упомянутый упругий демпфирующий элемент одним концом совместно с внутренним бортом резинокордной оболочки закреплен на центральной (внутренней) трубе.
Однако известное техническое решение, по существу, касается имеющего относительно небольшие габариты узла уплотнения упругого пневматического элемента, т.е. известное устройство для герметичного соединения подвижных относительно друг друга элементов имеет ограниченную область использования.
Наиболее близким по технической сущности к заявляемому изобретению является устройство для герметичного соединения подвижных относительно друг друга элементов в форме труб, приведенное в описании изобретения по патенту RU №2150657 (F41F 3/04, 3/042, 3/07, 2000). Известное устройство содержит резинокордную оболочку, борта которой с помощью резьбовых элементов (прижимных болтов) закреплены на фланцах (опорных площадках) упомянутых подвижных элементов посредством соответствующих опорного и установочного кольцевых элементов. Опорные кольцевые элементы выполнены с отверстиями для резьбовых элементов. Каждый опорный кольцевой элемент установлен на опорной площадке соответствующего подвижного элемента посредством герметизирующего уплотнения из упругоэластичного материала.
Однако необходимость герметизации двухконтурного кольцевого периметра достаточно большой протяженности требует большого значения усилия поджатая бортов резинокордной оболочки, которое осуществляют при монтаже посредством относительно большого количества прижимных болтов, что усложняет процесс монтажа и требует значительного времени. Кроме того, изменение с течением времени характеристик резинокордной оболочки при применении резинокордной оболочки в ответственных узлах и механизмах обуславливает необходимость дополнительного обслуживания узла уплотнения с целью поджатая бортов.
Задачей настоящего изобретения является создание уплотнения (устройства для герметичного соединения) подвижных относительно друг друга элементов в форме труб, обеспечивающего повышение эксплуатационных характеристик.
Указанная задача решается благодаря тому, что в устройстве для герметичного соединения подвижных относительно друг друга элементов в форме труб, содержащем резинокордную оболочку, борта которой установлены каждый между соответствующими опорным и установочным кольцевыми элементами, причем опорные кольцевые элементы выполнены каждый с отверстиями для резьбовых элементов, служащих для закрепления опорного кольцевого элемента на соответствующем подвижном элементе, и оснащены каждый герметизирующим уплотнением, взаимодействующим в рабочем положении устройства с опорной площадкой соответствующего подвижного элемента, согласно изобретению резинокордная оболочка, опорные и установочные кольцевые элементы выполнены таким образом, что образуют единый неразъемный узел, в котором смежные опорные и установочные кольцевые элементы соединены между собой с помощью сварки. При этом борта резинокордной оболочки установлены каждый между опорным и установочным кольцевыми элементами с предварительным поджатием с заданным усилием.
Вместе с этим каждый опорный кольцевой элемент имеет три кольцевые концентрично расположенные канавки. В крайних канавках установлено герметизирующее уплотнение с возможностью взаимодействия с опорной площадкой соответствующего подвижного элемента с образованием двух герметизирующих контуров в рабочем положении устройства. В среднюю канавку выведен выполненный в опорном кольцевом элементе канал, подсоединяемый к устройству для контроля герметичности стыка между опорным кольцевым элементом и упомянутой опорной площадкой в рабочем положении устройства.
Технический результат использования изобретения состоит в том, что оно обеспечивает возможность повышения эксплуатационных характеристик уплотнения (устройства для герметичного соединения), а также - возможность снижения материалоемкости узла уплотнения между подвижными относительно друг друга трубами достаточно большого диаметра. Вместе с этим снижается трудоемкость работ при установке уплотнения на штатное место и при обслуживании в процессе эксплуатации.
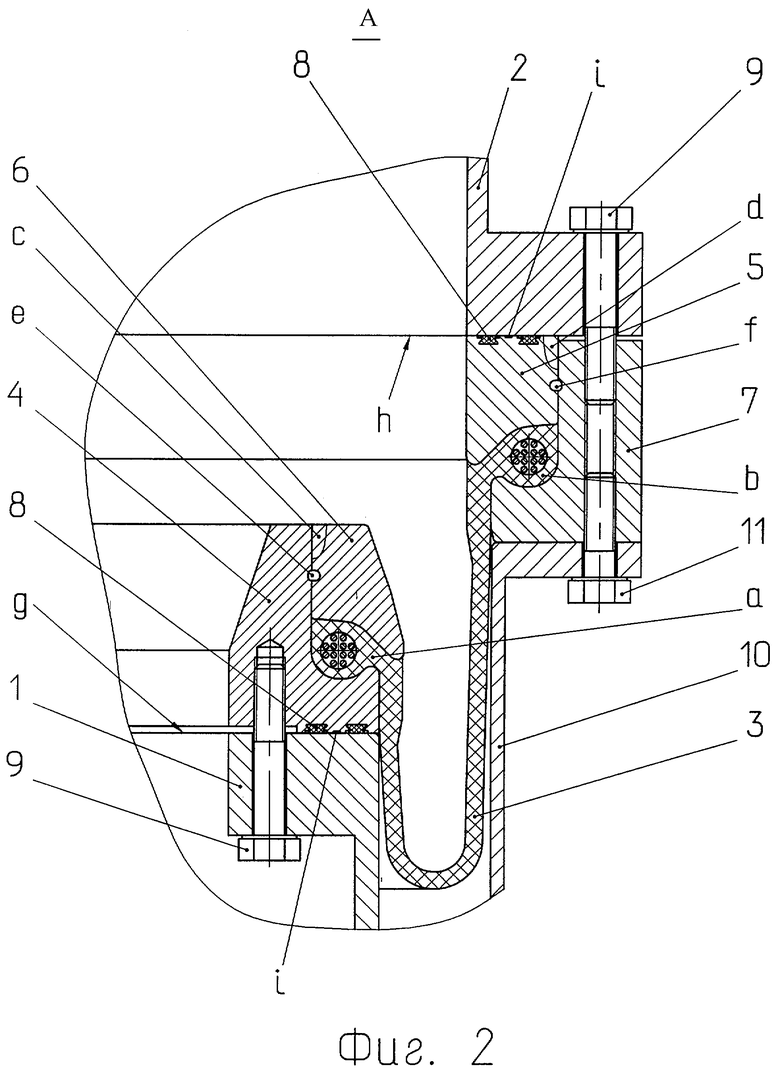
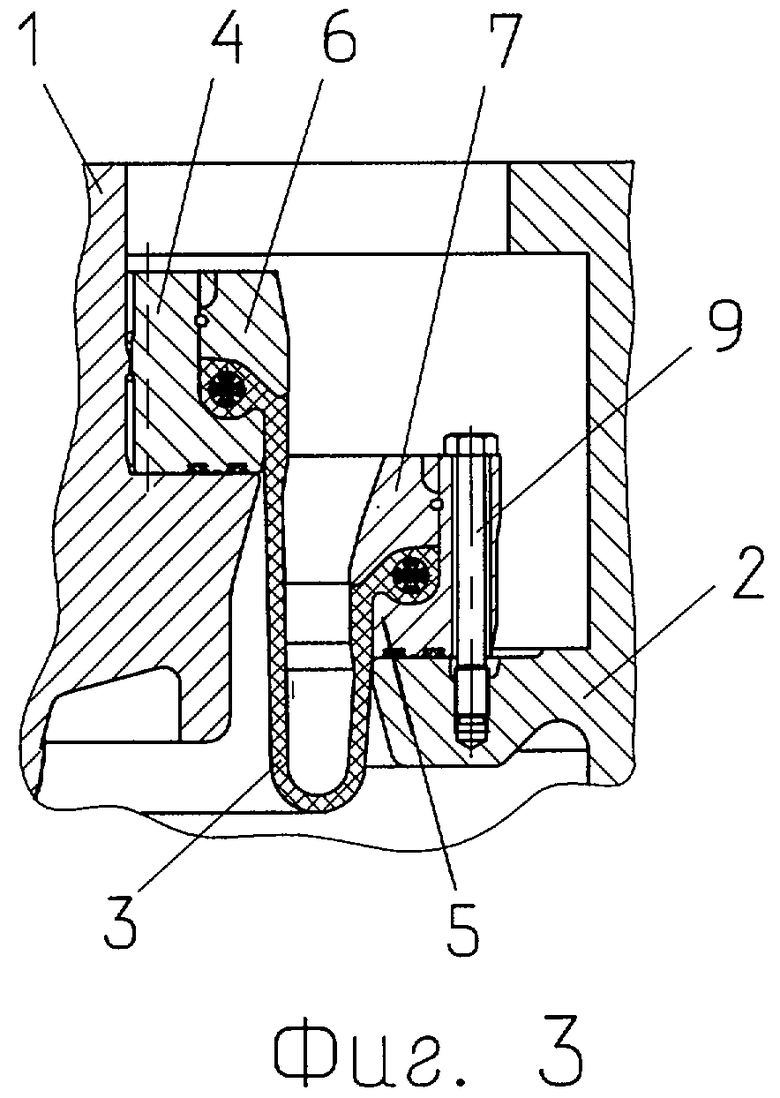
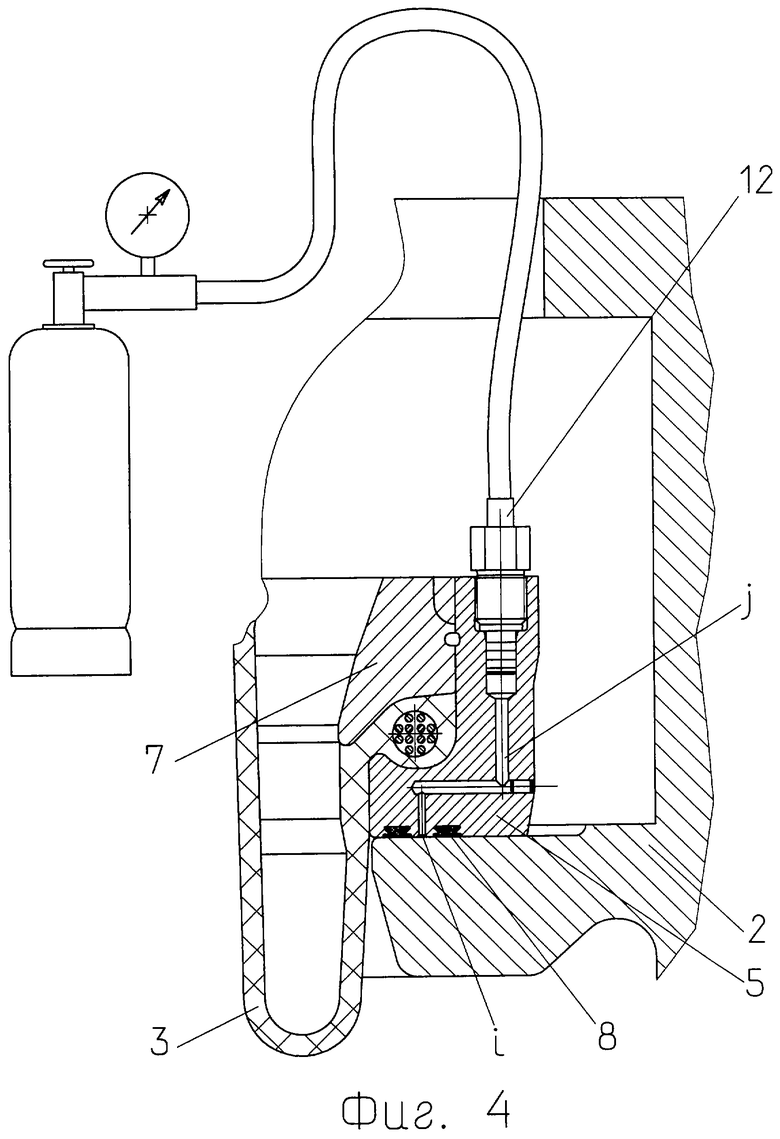
На фиг.1 схематично показано устройство для герметичного соединения подвижных относительно друг друга элементов в форме труб, общий вид, продольный разрез; на фиг.2 - то же, элемент А на фиг.1, повернуто; на фиг.3 - вариант осуществления устройства, когда подвижные элементы выполнены в форме труб, расположенных одна в другой, общий вид, продольный разрез; на фиг.4 - то же, с присоединенным устройством для контроля герметичности стыка между опорной площадкой подвижного элемента и опорным кольцевым элементом, продольный разрез.
В варианте осуществления изобретения устройство реализуется в узле для герметичного соединения (уплотнения) подвижных относительно друг друга крупногабаритных элементов 1 и 2 в форме труб. Узел уплотнения включает диафрагменную резинокордную оболочку 3, внутренний и внешний борта «а» и «b» которой установлены каждый между опорным и установочным кольцевыми элементами соответственно 4, 5 и 6, 7. Борта резинокордной оболочки установлены каждый между опорным и установочным кольцевыми элементами с предварительным поджатием с заданным усилием. Опорные кольцевые элементы и соответствующие им (смежные с ними) ответные установочные кольцевые элементы неразъемно соединены посредством кольцевых сварных швов «с» и «d». Таким образом, резинокордная оболочка 3, опорные кольцевые элементы 4, 5 и установочные кольцевые элементы 6, 7 образуют единое целое. В варианте выполнения сопряженные между собой поверхности опорных и ответных установочных кольцевых элементов (т.е. сопряженные между собой поверхности смежных кольцевых элементов) выполнены с кольцевыми канавками, которые при соединении опорных и установочных кольцевых элементов образуют кольцевые каналы «е» и «f» для циркуляции хладагента (например, аргона и/или воздуха) при сварке опорных и установочных кольцевых элементов в сборе с резинокордной оболочкой 3. Кольцевые каналы «е» и «f» выполнены каждый с возможностью сообщения посредством соответствующих магистралей с системой подачи хладагента (на чертеже не показано). Резинокордная оболочка 3 в сборе с кольцевыми элементами 4-7 закрепляется на опорных площадках «g» и «h» подвижных элементов (труб) 1 и 2 через опорные кольцевые элементы 4, 5 и герметизирующее уплотнение 8 с помощью резьбовых элементов 9. Для закрепления резинокордной оболочки в сборе с кольцевыми элементами 4-7 предусмотрены отверстия на опорных кольцевых элементах 4, 5. В зависимости от варианта конструктивного исполнения устройства указанные отверстия могут быть выполнены сквозными или глухими (см. фиг.2, 3). Снаружи резинокордной оболочки предусмотрен опорный фартук 10, который установлен на установочном кольцевом элементе 7 с помощью резьбовых элементов 11.
В варианте осуществления изобретения каждый опорный кольцевой элемент 4, 5 со стороны, обращенной к опорной площадке соответствующего подвижного элемента, имеет три кольцевые концентрично расположенные канавки. В крайних канавках установлено герметизирующее уплотнение 8, например, из упругоэластичного материала. В среднюю канавку выведен выполненный в опорном кольцевом элементе канал (на чертеже не показано), подсоединяемый к устройству для контроля герметичности стыка между опорным кольцевым элементом и опорной площадкой соответствующей трубы в рабочем положении устройства. Таким образом, опорные кольцевые элементы 4, 5 с помощью герметизирующего уплотнения 8 образуют каждый с опорной площадкой соответствующего подвижного элемента герметизирующие контуры с образованием полости «i», которая выполнена с каналом «j» для сообщения с устройством для контроля (проверки) герметичности. Благодаря наличию упомянутого канала обеспечивается возможность упрощения проверки герметичности стыковых соединений опорных кольцевых элементов 4, 5 с подвижными элементами 1, 2. В варианте осуществления изобретения проверку герметичности осуществляют путем подачи в полость «i» воздушного давления, которое контролируют по манометру подсоединяемого устройства 12 для контроля герметичности.
Устройство для герметичного соединения подвижных относительно друг друга элементов в форме труб реализуется следующим образом.
В варианте осуществления изобретения сначала общепринятым способом (например, см. книгу В.Н.Потураев. Резиновые и резинометаллические детали машин. - М.: Машиностроение, 1966, С.25-30) изготавливают диафрагменную резинокордную оболочку 3 путем формования с последующей вулканизацией. После этого внутренний и внешний борта «а» и «b» резинокордной оболочки 3 устанавливают каждый между соответствующими опорным и установочным кольцевыми элементами соответственно 4, 6 и 5, 7. Затем борта резинокордной оболочки каждый в сборе с соответствующими упомянутыми кольцевыми элементами нагружают, например, при помощи струбцин, с усилием, соответствующим нагрузке, действующей на борт в рабочем положении резинокордной оболочки. Далее резинокордную оболочку 3 в сборе с опорными и установочными кольцевыми элементами 4-7 в нагруженном состоянии выдерживают в течение заданного времени (например, в течение 70 часов), соответствующего достижению постоянной скорости релаксации резины. В варианте осуществления изобретения процесс (т.е. выдержку в нагруженном состоянии) осуществляют при нормальной температуре окружающего воздуха. После этого снимают нагрузку с резинокордной оболочки (по существу - с бортов последней). Резинокордную оболочку выдерживают в течение заданного времени (например, 2 часа), соответствующего достижению условно равновесного состояния. Благодаря такой технологии фиксируются анизотропия и конфигурация резинокордной оболочки (резинотехнической детали), подобные деформированному состоянию последней в рабочем положении при эксплуатации. Поскольку резина относится к материалам с «памятью», то разгрузка и выдержка резинокордной оболочки в свободном состоянии приводит резину к новому условно равновесному состоянию, отличному от первоначального. В результате резиновая техническая деталь (резинокордная оболочка) как бы приспосабливается к внешнему воздействию уже на этапе изготовления.
Затем внутренний и внешний борта «а» и«b» резинокордной оболочки повторно нагружают с усилием, соответствующим нагрузке, действующей на борт в рабочем положении резинокордной оболочки, с обеспечением фиксации взаимного положения опорного и установочного кольцевых элементов каждого борта и сваривают смежные кольцевые элементы кольцевым швом. Благодаря этому в процессе эксплуатации в течение длительного периода времени обеспечивается сохранение поджатая бортов резинокордной оболочки и - возможность воспринятая резинокордной оболочкой давлений высокого значения с обеспечением герметичности по двойному контуру достаточно большой протяженности. Вместе с этим силовые кольцевые сварные швы «с» и «d» создают дополнительные контуры герметизации, что повышает надежность. При производстве сварки одновременно осуществляют отвод тепла от зоны сварного шва для исключения деструкции полимера (эластомерного материала резинокордной оболочки). Для исключения возможности перегрева резины сварку производят с обеспечением контроля температуры в зоне расположения борта резинокордной оболочки с помощью датчиков температуры, которые устанавливают в соответствующих отверстиях, выполненных в упомянутых кольцевых элементах (на чертеже не показано). После сварки указанные отверстия заглушают (например, заваривают).
В варианте выполнения отвод тепла от зон сварных швов «с» и «d» осуществляют посредством циркуляции (продувки) хладагента (например, аргона и/или воздуха) через образованные на стыках опорных и установочных элементов кольцевые каналы соответственно «е» и «f», которые перед производством сварки через соответствующие магистрали сообщают с системой подачи хладагента. Отверстия (на чертеже не показано), через которые упомянутые каналы сообщаются с магистралями подачи хладагента, после производства сварных швов «с» и «d» заглушают (например, заваривают). В другом варианте выполнения отвод тепла от зон сварных швов может осуществляться посредством частичного опускания (т.е. неполного погружения) соответствующих опорных и установочных кольцевых элементов в ванну с хладагентом (например, с водой). Последний вариант является предпочтительным, когда упомянутые кольцевые элементы имеют относительно небольшие размеры (например, при диаметре до 1 м).
Таким образом, образуют достаточно простой компактный неразъемный сборочный узел, включающий резинокордную оболочку 3, а также опорные и установочные кольцевые элементы 4-7, обладающий относительно небольшими массогабаритными характеристиками. Благодаря этому достигается снижение материалоемкости узла уплотнения между подвижными относительно друг друга трубами достаточно большого диаметра. Вместе с этим снижается трудоемкость работ при установке уплотнения на штатное место и при обслуживании в процессе эксплуатации.
После производства сварки внутренний и внешний борта резинокордной оболочки 3 через опорные кольцевые элементы 4 и 5 и герметизирующее уплотнение 8 с помощью резьбовых элементов 9 закрепляют соответственно на опорных площадках «g» и «h» подвижных элементов 1 и 2. Затем на установочном кольцевом элементе 7 с помощью резьбовых элементов 11 устанавливают опорный фартук 10.
В штатном рабочем положении устройства резинокордная оболочка 3 воспринимает силовое давление окружающей среды, обеспечивая герметичность соединения жестко соединенных кольцевых элементов 4, 6 с жестко соединенными кольцевыми элементами 5, 7. Герметизирующее уплотнение 8 обеспечивает герметичность стыковых соединений опорных кольцевых элементов 4, 5 с опорными площадками подвижных элементов 1, 2.
Таким образом, благодаря особенности исполнения узла герметичного соединения изобретение позволяет создать устройство для герметичного соединения подвижных относительно друг друга элементов в форме труб достаточно большого диаметра, обеспечивающее возможность повышения эксплуатационных характеристик устройства для герметичного соединения, а также - возможность снижения материалоемкости узла уплотнения между подвижными относительно друг друга трубами достаточно большого диаметра. Вместе с этим изобретение обеспечивает снижение трудоемкости работ при установке уплотнения на штатное место и при обслуживании в процессе эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЧНОГО СОЕДИНЕНИЯ ПОДВИЖНЫХ ОТНОСИТЕЛЬНО ДРУГ ДРУГА ЭЛЕМЕНТОВ В ФОРМЕ ТРУБ, РАСПОЛОЖЕННЫХ ОДНА В ДРУГОЙ | 2006 |
|
RU2310790C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНЕНИЯ МЕЖДУ ПОДВИЖНЫМИ ОТНОСИТЕЛЬНО ДРУГ ДРУГА ЭЛЕМЕНТАМИ, ПРЕИМУЩЕСТВЕННО В ФОРМЕ ТРУБ | 2004 |
|
RU2279009C1 |
| КОРАБЕЛЬНАЯ ПУСКОВАЯ СИСТЕМА | 2013 |
|
RU2529252C1 |
| КОРАБЕЛЬНАЯ ПУСКОВАЯ СИСТЕМА | 2007 |
|
RU2352889C2 |
| КОРАБЕЛЬНАЯ ПУСКОВАЯ СИСТЕМА | 2007 |
|
RU2350888C1 |
| СЕКЦИОННЫЙ РАДИАТОР | 2003 |
|
RU2254521C2 |
| СЕКЦИОННЫЙ РАДИАТОР | 2008 |
|
RU2391609C2 |
| РЕЗИНОКОРДНЫЙ ПАТРУБОК ВЫСОКОГО ДАВЛЕНИЯ | 2013 |
|
RU2534200C1 |
| УЗЕЛ СОСКИ | 2009 |
|
RU2485931C2 |
| РЕЗИНОКОРДНЫЙ ЭЛЕМЕНТ | 2014 |
|
RU2559682C1 |
Изобретение относится к устройствам для герметичного соединения подвижных элементов. Устройство для герметичного соединения подвижных относительно друг друга элементов в форме труб содержит резинокордную оболочку, борта которой установлены каждый между соответствующими опорным и установочным кольцевыми элементами. Опорные кольцевые элементы выполнены каждый с отверстиями для резьбовых элементов, служащих для закрепления опорного кольцевого элемента на соответствующем подвижном элементе, и оснащены каждый герметизирующим уплотнением, взаимодействующим в рабочем положении устройства с опорной площадкой соответствующего подвижного элемента. Резинокордная оболочка, опорные и установочные кольцевые элементы выполнены таким образом, что образуют единый неразъемный узел, в котором смежные опорные и установочные кольцевые элементы соединены между собой с помощью сварки. Борта резинокордной оболочки установлены каждый между опорным и установочным кольцевыми элементами с предварительным поджатием с заданным усилием. Изобретение обеспечивает возможность повышения эксплуатационных характеристик узла герметичного соединения труб. 1 з.п. ф-лы, 4 ил.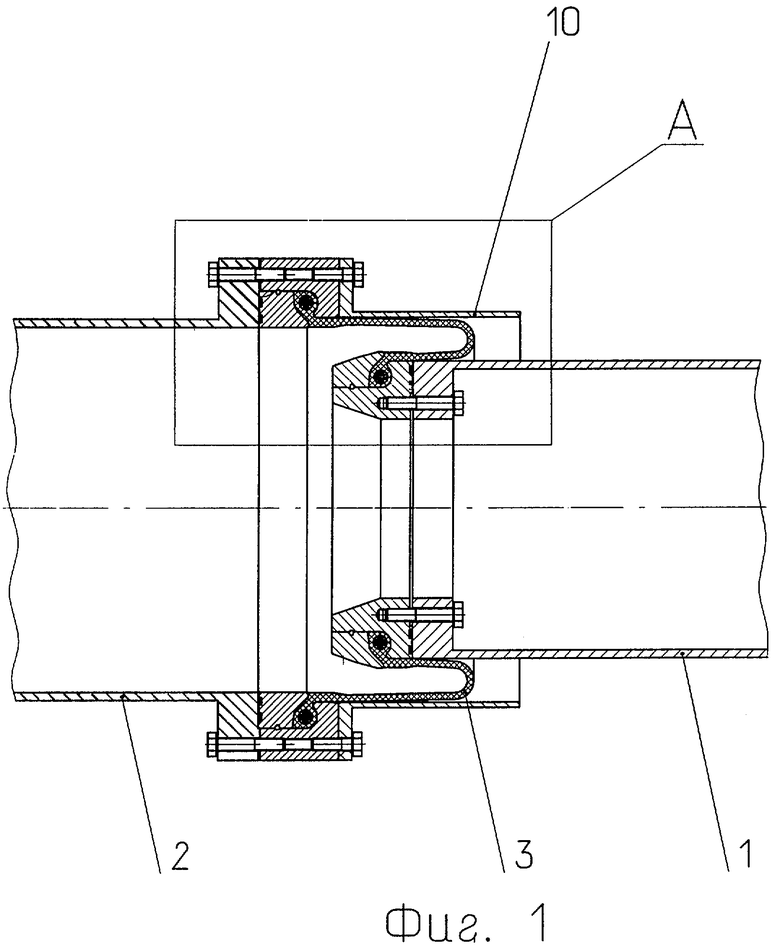
| КОРАБЕЛЬНАЯ ПУСКОВАЯ СИСТЕМА | 1999 |
|
RU2150657C1 |
| УПРУГОДЕМПФЕРНЫЙ ПНЕВМОЭЛЕМЕНТ | 2001 |
|
RU2184889C1 |
| Пневматический упругий элемент | 1990 |
|
SU1733762A1 |
| Уплотнение для поршней гидропневматических исполнительных механизмов | 1986 |
|
SU1368556A1 |
| US 6439550 B1, 27.08.2002 | |||
| DE 19907656 A1, 24.08.2000. | |||

