Изобретение относится к одной из отраслей электротехнической промышленности - кабельной технике, более конкретно - к миниатюрным электрическим кабелям управления для проводной линии связи (ПЛС) малогабаритных управляемых ракет с командной системой управления и способу его изготовления.
В настоящее время широкое распространение получили малогабаритные управляемые ракеты, в которых для обеспечения дистанционной электрической связи и передачи команд управления с наземной аппаратуры управления (НАУ) на борт ракеты используют проводную линию связи в виде двужильного электрического кабеля. При этом вырабатываемые НАУ команды управления передаются на борт управляемой ракеты, чем обеспечивается коррекция ее пространственного положения в процессе наведения на цель в течение всего полетного времени.
Современные условия применения управляемых ракет, в составе которых имеется ПЛС, диктуют достаточно жесткие технические требования к данному типу вооружения. Это, в первую очередь, обеспечение минимального наружного диаметра кабеля ПЛС, обеспечение минимальной массы намотки ПЛС с одновременным достижением максимальной длины электрического кабеля, соответствие прочности кабеля ПЛС высоким требованиям усилия на разрыв. Также достаточно высоки требования к электрическим характеристикам кабеля ПЛС, особенно в экстремальных условиях боевого применения управляемых ракет.
Известен электрический кабель [1], обеспечивающий высокую работоспособность в условиях периодического повышения механических и температурных воздействий на него внешней среды, являющийся аналогом данного изобретения. Этот кабель содержит расположенные в одной плоскости токопроводящие жилы, каждая из которых имеет двухслойную изоляцию из композиции на основе полиэтилена высокой плотности (ПЭВП), подушку под броню в виде прорезиненной ткани и общую броню из стальной ленты, при этом он содержит дополнительный элемент изоляции, выполненный из двух фторопластовых лент, наложенных с перекрытием 30-50% на внутренний слой изоляции из композиции на основе ПЭВТ.
Способ изготовления описанного кабеля заключается в следующем. Медную жилу сечением 16 мм2 изолируют композицией на основе ПЭВТ на экструдере с диаметром пуска 125 мм, затем на изолировочной машине накладывают две ленты из фторопласта с перекрытием 30-50%, а затем изолируют вторым слоем ПЭВТ. На изолированные жилы, уложенные в одной плоскости, накладывают подушку из прорезиненной ткани и броню из стальной ленты.
Описанная конструкция кабеля при обеспечении высоких электрических и прочностных характеристик обладает большой массой, недопустимой для использования в ПЛС управляемых ракет.
Известен миниатюрный электрический кабель [2], взятый в качестве прототипа предлагаемого изобретения. Этот кабель предназначен для систем управления, передачи и обработки данных. Кабель содержит, по крайней мере, одну пару скрученных между собой токопроводящих изолированных жил и оболочку. В качестве электроизоляционного материала может использоваться галогеносодержащий полимер - поливинилхлорид или безгалогенный материал на основе полиолефинов - полиэтилен и его сополимеры или пропилен. Предложенная зависимость толщины изоляции от шага скрутки жил, диаметра жил и относительной диэлектрической проницаемости электроизоляционного материала позволила при минимизации диаметральных размеров кабеля увеличить его емкостную рабочую нагрузку.
Однако предложенное конструктивное решение не позволяет обеспечить требуемых параметров кабеля для малогабаритных управляемых ракет по минимальному диаметру кабеля, минимальной массе намотки ПЛС, усилию на разрыв и электрических параметров, особенно в условиях воздействия морской воды.
Технической задачей предлагаемого изобретения является создание конструкции миниатюрного кабеля управления для ПЛС малогабаритных управляемых ракет и способа его изготовления с необходимыми электрическими и прочностными характеристиками, а также с обеспечением его работы при непосредственном погружении в воду, в том числе морскую.
Поставленная техническая задача решена группой изобретений, в которой:
1. Миниатюрный кабель управления, преимущественно для проводной линии связи малогабаритных управляемых ракет с командной системой управления, состоящий из двух электрически изолированных друг от друга эмалированных медных проводников (токонесущих жил), одной упрочняющей комплексной нити на основе синтетических высокомолекулярных соединений номинальной линейной плотности 6,3 текс, расположенной параллельно медным проводникам, поперечной скрепляющей обмотки пасмой из трех полиамидных нитей номинальной линейной плотности 5 текс, образующих жгут, а также семи упрочняющих комплексных нитей номинальной линейной плотности 6,3 текс, уложенных поверх поперечной скрепляющей обмотки параллельно медным проводникам, и вторичной скрепляющей обмотки из одной упрочняющей комплексной нити номинальной линейной плотности 6,3 текс, наложенной с шагом обмотки 0,7 мм, при этом жгут, образованный медными проводниками, одной упрочняющей комплексной нитью и поперечной скрепляющей обмоткой из трех полиамидных нитей пропитаны гидрофобизирующей жидкостью, преимущественно марки 136-41 ГОСТ 10834-76.
2. Способ изготовления миниатюрного кабеля управления, заключающийся в том, что сначала изготавливают жгут, для чего между двух эмалированных медных проводников укладывают одну упрочняющую комплексную нить, соблюдая их параллельность, поверх которых накладывают однослойную поперечную скрепляющую обмотку с шагом 0,7 мм пасмой из трех полиамидных нитей, используя скоростной режим 3,5-4,5 м/мин, при этом предварительно все элементы жгута пропитывают гидрофобизирующей жидкостью марки 136-41 ГОСТ 10834-76 с кинематической вязкостью 50-165 мм2/с при обеспечении натяжения эмалированных проводников в пределах 0,29-0,58 Н, натяжения упрочняющей комплексной нити в пределах 0,39-0,58 Н, натяжения пасмы в пределах 0,24-0,49 Н, а затем жгут сушат при температуре 120-150 градусов по шкале Цельсия, после чего производят окончательное изготовление миниатюрного кабеля управления, для чего укладывают параллельно со жгутом семь упрочняющих комплексных нитей при обеспечении натяжения в пределах 0,58-0,78 Н, а поверх накладывают однослойную обмотку пасмой из одной упрочняющей комплексной нити с расчетным шагом 0,7 мм и обеспечением натяжения в пределах 0,58-0,78 Н при обеспечении натяжения жгута в пределах 1,47-1,96 Н, после чего наматывают изготовленный миниатюрный кабель управления на приемную катушку.
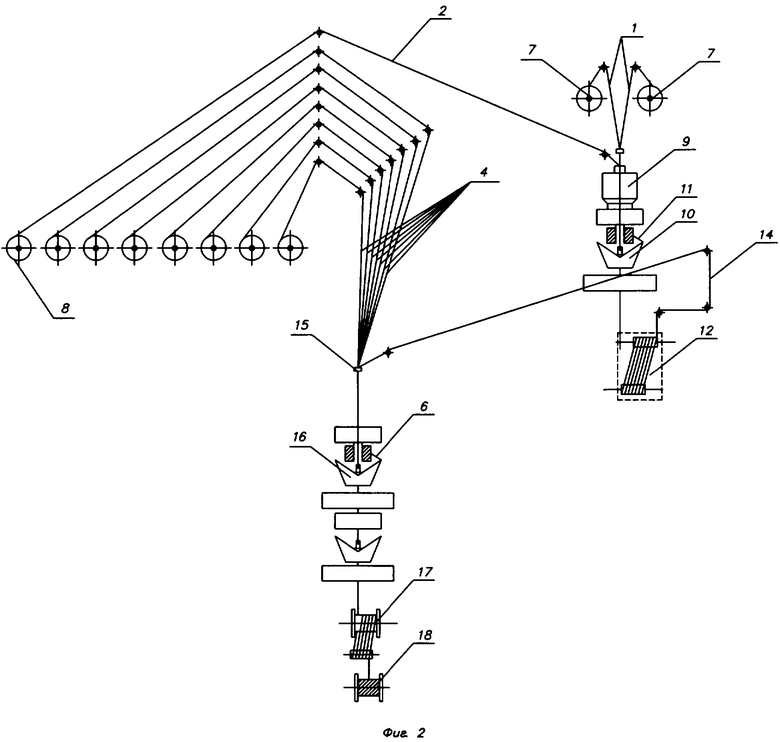
Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 показан миниатюрный кабель управления в разрезе, на фиг.2 приведена схема изготовления миниатюрного кабеля управления на машине ОШМ-3.
Миниатюрный кабель управления (фиг.1) состоит из двух электрически изолированных друг от друга эмалированных медных проводников (токонесущих жил) 1 диаметром около 0,071 мм, одной упрочняющей комплексной нити СВМ на основе синтетических высокомолекулярных соединений номинальной линейной плотности 6,3 текс, расположенной параллельно медным проводникам 1, поперечной скрепляющей обмотки 3 пасмой из трех полиамидных нитей номинальной линейной плотности 5 текс, образующих жгут, а также семи упрочняющих комплексных нитей 4 номинальной линейной плотности 6,3 текс, уложенных поверх скрепляющей обмотки 3 параллельно медным проводникам 1, и вторичной скрепляющей обмотки из одной упрочняющей комплексной нити 6 номинальной линейной плотности 6,3 текс, уложенной с шагом обмотки 0,7 мм. При этом жгут, образованный медными проводниками, одной упрочняющей комплексной нитью и поперечной скрепляющей обмоткой пропитан гидрофобизирующей жидкостью, преимущественно марки 136-41 ГОСТ 10834-76.
Способ изготовления миниатюрного кабеля управления предусматривает его изготовление в два последовательных этапа. Первый этап - изготовление жгута, второй - изготовление собственно кабеля. Для этого используется специальная машина марки ОШМ-3 с линейной скоростью 3,5-4,5 м/мин.
Схема изготовления кабеля представлена на фиг.2. Два эмалированных медных проводника 1 диаметром около 0,071 мм с двух катушек 7 и одну упрочняющую комплексную нить 2 с катушки 8 объединяют, соблюдая их параллельность, пропускают через ванночку 9 с гидрофобизирующей жидкостью марки 136-41 ГОСТ 10834-76 с кинематической вязкостью 50-165 мм2/с и с помощью верхнего обмотчика 10 накладывают первичную скрепляющую обмотку 3 пасмой из трех полиамидных нитей 11 с шагом 0,7 мм, пропитанных также гидрофобизирующей жидкостью. При этом обеспечивается натяжение эмалированных проводников в пределах 0,29-0,58 Н, натяжение упрочняющей комплексной нити 2 в пределах 0,39-0,58 Н, натяжение обмоточной пасмы в пределах 0,24-0,49 Н. После этого жгут сушат в печи 12 при температуре 120-150 градусов по шкале Цельсия.
Второй этап окончательного изготовления миниатюрного кабеля управления заключается в следующем. Жгут 14 и семь упрочняющих комплексных нитей 4 с помощью втулки 15 объединяют, соблюдая их параллельность. При этом обеспечивают натяжение упрочняющих комплексных нитей 4 в пределах 0,58-0,78 Н, а жгута - в пределах 1,47-1,96. После этого с помощью среднего обмотчика 16 поверх накладывают однослойную обмотку пасмой с расчетным шагом 0,7 мм из одной упрочняющей комплексной нити 6 с обеспечением натяжения обмоточной пасмы в пределах 0,58-0,78 Н.
Полученный таким образом миниатюрный кабель управления через тяговое устройство 17 наматывают на приемную катушку 18.
Работа предложенного устройства в дополнение к описанию конструкции миниатюрного кабеля управления и способа его изготовления заключается в следующем. Параллельное расположение токопроводящих изолированных медных жил и одной упрочняющей комплексной нити совместно с предварительным в процессе укладки нагружением растягивающей силой в пределах упругих деформаций материала обеспечивает значительное увеличение осевого сопротивления жгута на разрыв за счет внутренних осевых сил предварительного нагружения, а также исключения всевозможных концентраторов сил в виде петель при производстве жгута. При этом конструкция жгута позволяет использовать современные синтетические высокомолекулярные соединения [3] отечественных производителей с высокой прочностью на разрыв, практически исключая нагружение растягивающей силой токопроводящих жил. Скрепляющая обмотка пасмой из трех полиамидных нитей позволяет обеспечить с учетом пропитки гидрофобизирующей жидкостью и последующей сушки изготовление единого, монолитного, гибкого токопроводящего жгута. При этом температура сушки выбрана из условия снятия внутренних напряжений силовых элементов жгута и оптимального режима полимеризации гидрофобизирующей жидкости. Полученный таким образом жгут упрочняется в осевом направлении еще семью упрочняющими комплексными нитями, располагаемыми параллельно жгуту, и обматывается пасмой из нагруженной осевой силой упрочняющей комплексной нитью, обеспечивая тем самым прочную связку элементов миниатюрного кабеля управления. Наложенная поверху упрочняющая комплексная нить предохраняет элементы миниатюрного кабеля управления от механических и температурных воздействий как во время старта управляемой ракеты, так и в процессе ее полета.
Приведенная экспериментально отработанная в реальных производственных условиях конструкция миниатюрного кабеля управления и способ его изготовления обеспечивают необходимые электрические и технические характеристики, а именно:
- максимальный наружный диаметр миниатюрного кабеля управления - не более 0,35 мм;
- расчетная масса 1 км кабеля - не более 0,18 кг;
- электрическое сопротивление изоляции погруженного в морскую воду 1 м миниатюрного кабеля управления - 4,1х102 МОм;
- разрывное усилие - не менее 88,2 Н;
- рабочий диапазон температур - от минус 60°С до плюс 70°С.
Источники информации
1. Патент РФ №2109359 - аналог.
2. Патент РФ №2256969 - прототип.
3. Каталог продукции ОАО «Каменскволокно». Нити синтетические высокомодульные, стр.1, 4, 5, 28.
| название | год | авторы | номер документа |
|---|---|---|---|
| МИНИАТЮРНЫЙ КАБЕЛЬ УПРАВЛЕНИЯ, ПРЕИМУЩЕСТВЕННО ДЛЯ ПРОВОДНОЙ ЛИНИИ СВЯЗИ МАЛОГАБАРИТНЫХ УПРАВЛЯЕМЫХ РАКЕТ С КОМАНДНОЙ СИСТЕМОЙ УПРАВЛЕНИЯ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2313839C1 |
| Способ изготовления нагревостойкого кабеля | 1975 |
|
SU585551A1 |
| Способ наложения упрочняющего покрытия на буферное покрытие кабеля волоконно-оптического и волоконно-оптический миниатюрный кабель, соответствующий этому способу | 2019 |
|
RU2707662C1 |
| Гибкий кабель | 1986 |
|
SU1377923A1 |
| ХВОСТОВОЙ ОТСЕК УПРАВЛЯЕМОЙ РАКЕТЫ | 2003 |
|
RU2247313C1 |
| КАБЕЛЬ ЭЛЕКТРИЧЕСКИЙ ХОЛОДОСТОЙКИЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, НЕРАСПРОСТРАНЯЮЩИЙ ГОРЕНИЕ, ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2013 |
|
RU2535603C2 |
| ГЕРМЕТИЗИРОВАННЫЕ ПАРА И ТРОЙКА, И КАБЕЛИ МОНТАЖНЫЕ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОБЕЗОПАСНЫЕ, ДЛЯ НИЗКОСКОРОСТНЫХ СИСТЕМ АВТОМАТИКИ С СЕРДЕЧНИКОМ ИЗ ГЕРМЕТИЗИРОВАННЫХ ПАР ИЛИ ТРОЕК (ВАРИАНТЫ) | 2022 |
|
RU2787357C1 |
| Кабель монтажный помехоустойчивый и способ его изготовления | 2024 |
|
RU2837336C1 |
| ЭЛЕКТРИЧЕСКИЙ КАБЕЛЬ СВЯЗИ | 2006 |
|
RU2338279C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО СЕРДЕЧНИКА ВЫСОКОТЕМПЕРАТУРНЫХ АЛЮМИНИЕВЫХ ПРОВОДОВ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ | 2010 |
|
RU2439728C1 |
Изобретение относится к одной из отраслей электротехнической промышленности - кабельной технике, более конкретно - к миниатюрным электрическим кабелям управления для проводной линии связи (ПЛС) малогабаритных управляемых ракет с командной системой управления и способу его изготовления. Технической задачей предлагаемого изобретения является создание конструкции миниатюрного кабеля с необходимыми электрическими и прочностными характеристиками, а также обеспечением его работы при непосредственном погружении в воду, в том числе морскую. Поставленная техническая задача решена группой изобретений, в которой миниатюрный кабель управления состоит из двух электрически изолированных друг от друга эмалированных медных проводников (токонесущих жил), одной упрочняющей комплексной нити поперечной скрепляющей обмотки пасмой из трех полиамидных нитей, образующих жгут, а также семи упрочняющих комплексных нитей, уложенных поверх поперечной скрепляющей обмотки параллельно медным проводникам, и вторичной скрепляющей обмотки из одной упрочняющей комплексной нити, при этом жгут пропитан гидрофобизирующей жидкостью. При этом способ изготовления миниатюрного кабеля управления заключается в том, что сначала изготавливают жгут, после чего производят окончательное изготовление миниатюрного кабеля управления, для чего укладывают параллельно со жгутом семь упрочняющих комплексных нитей, после чего наматывают изготовленный миниатюрный кабель управления на приемную катушку. 2 н.п. ф-лы, 2 ил.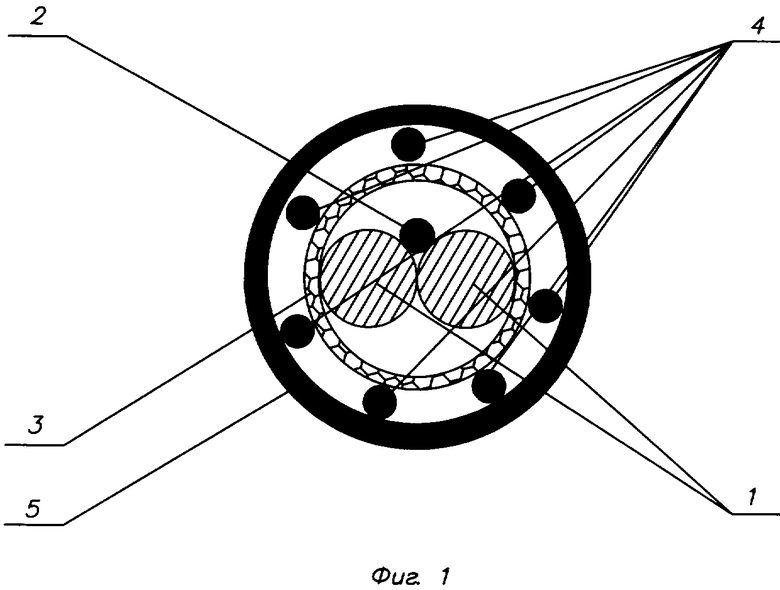
| ЭЛЕКТРИЧЕСКИЙ КАБЕЛЬ | 2003 |
|
RU2256969C1 |
| Станок для печатания на дереве | 1931 |
|
SU25608A1 |
| US 4446689, 08.05.1984. | |||

