Настоящее изобретение относится к пластиковому затвору (укупорочному средству), содержащему нижнюю часть и колпачок, а также защелкиваемый шарнир, посредством которого две указанные части затвора соединены друг с другом в виде одной детали, при этом нижняя часть и колпачок могут изготавливаться в закрытом состоянии и могут быть дополнительно соединены друг с другом посредством по меньшей мере одного разделительного шва. Изобретение также касается литьевой формы для изготовления таких пластиковых затворов и, кроме того, способа, с помощью которого могут быть изготовлены вышеуказанные затворы при использовании литьевой формы по изобретению.
Затворы упомянутого типа известны, например, из СН-А-673631. В этом патенте описан пластиковый затвор, нижняя часть которого может устанавливаться на горловину бутылки или на переходник, прикрепленный к горловине бутылки. Защелкивание затвора обеспечивается пружинным элементом, который представляет собой пружину, работающую на изгиб, которая продолжается от стенки емкости (бутылки) во внутреннее пространство затвора. Тем самым обеспечивается защелкивание не путем деформации стенок бутылки, а только с помощью возвратного усилия U-образного пружинного элемента.
Для изготовления известных пластиковых затворов абсолютно необходимы отверстия в стенках пластикового затвора. С одной стороны, для формирования U-образной пружины на внутренней стороне необходимо, чтобы в наружной периферийной боковой стенке (юбке) имелись отверстия, а с другой стороны, для верхней наружной поверхности U-образной пружины требуется выемка в наружной поверхности затвора.
Следствием этих требований при изготовлении такого затвора являются относительно крупные салазки или ползуны формы, которые, с одной стороны, удорожают литьевые формы, а с другой стороны, приводят к увеличению продолжительности цикла. Соответственно, в результате этого пластиковые затворы известного типа являются относительно дорогими и до сих пор не могут утвердиться на рынке.
Наконец, отсутствие конструктивной гибкости представляет собой проблему, которая может быть с трудом разрешена. Особенно высокая технологичность требуется для пластикового затвора конической или ступенчатой формы, когда боковые стенки колпачка и нижняя часть должны быть смещены относительно друг друга по меньшей мере на толщину стенки.
В СН-683611 реализована та же идея, что и в СН-А-673631. И в данном случае пластиковый затвор, полученный литьем под давлением в закрытом состоянии, выполнен посредством конической компоновки нижней части и колпачка друг на друге. Однако здесь, в противоположность первой указанной конструкции, защелкиваемый шарнир получен не с помощью элемента в виде пружины, работающей на изгиб, а с помощью двух плоских промежуточных элементов, через которые передаются усилия натяжения, при этом однако пружинное усилие обеспечивается только деформацией прилегающих стенок емкости. В то же время необходимо, чтобы стенки нижней части и колпачка проходили наклонно к центральной оси по меньшей мере в области защелкиваемого шарнира. Однако хотя такой затвор может быть изготовлен в форме без ползуна, его нельзя использовать без переходника на горловинах обычных бутылок. Неизбежная конусность приводит к разнице диаметров нижней части и уплотняющей пробки в колпачке, которая больше, чем у горловин обычных бутылок.
Поэтому задача настоящего изобретения заключается в создании пластикового затвора вышеупомянутого типа, для которого требуются особенно простые литьевые формы, и который соответственно может быть изготовлен при короткой продолжительности цикла и который позволяет придать внешнему контуру цилиндрическую форму.
Эта задача решается посредством пластикового затвора вышеупомянутого типа с отличительными признаками, указанными в п. 1 формулы изобретения.
Дополнительная задача настоящего изобретения состоит в создании литьевой формы для изготовления пластиковых затворов вышеупомянутого типа, которая является очень экономичной при производстве и может работать с короткой продолжительностью цикла.
Литьевая форма с признаками п. 16 формулы изобретения решает эту задачу.
Наконец, изобретение также относится к способу изготовления затворов вышеупомянутого типа при использовании вышеупомянутой литьевой формы, при этом указанный способ имеет признаки п. 19 формулы изобретения. Соответствующие дополнительные варианты выполнения изобретения приведены в зависимых пунктах формулы изобретения, а их значение поясняется в последующем описании.
Пример предпочтительного варианта выполнения пластикового затвора по изобретению показан на сопровождающих чертежах, при этом литьевая форма, а также схема способа не представлены, поскольку с учетом последующих пояснений специалисту в данной области техники такое представление не требуется.
Единственный пример предпочтительного варианта выполнения пластикового затвора по изобретению показан на чертежах, на которых:
фиг. 1 - вид сбоку пластикового затвора по изобретению, изготовленного в закрытом состоянии и установленного на частично показанную горловину емкости;
фиг. 2 - тот же вид после удаления пояска индикации вскрытия;
фиг. 3 - тот же пластиковый затвор на этот раз в вертикальном сечении по диаметру в открытом состоянии;
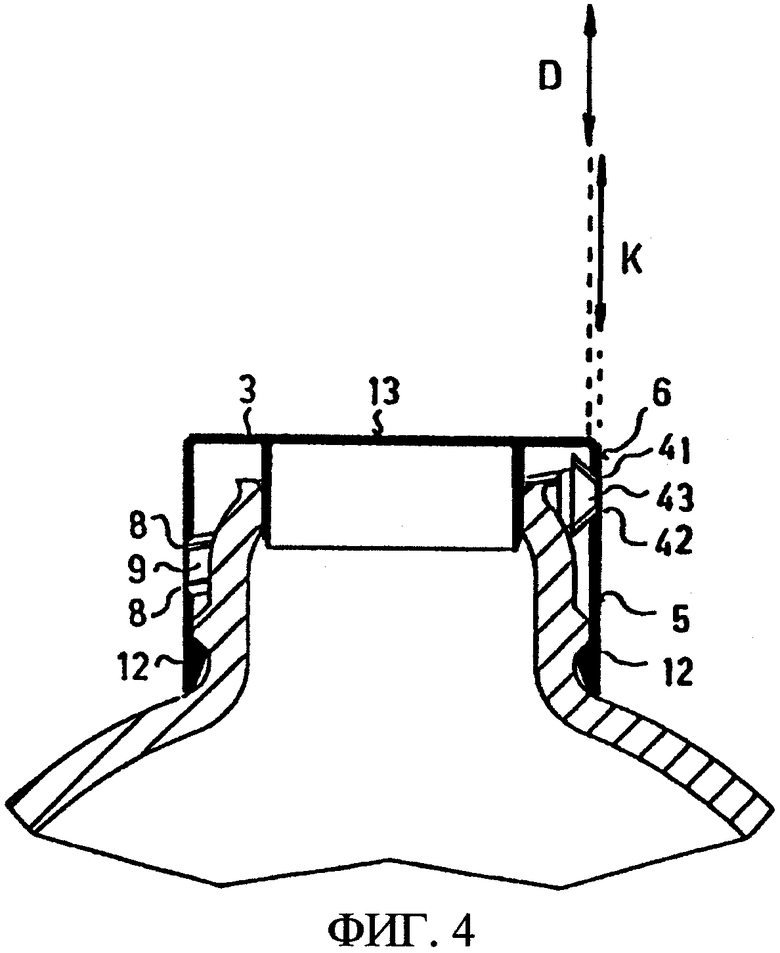
фиг. 4 - вертикальное сечение пластикового затвора по фиг.1 до первого открывания, также показанного установленным на горловину емкости.
Пластиковый затвор, изготовленный в закрытом состоянии, в целом обозначен позицией 1. Этот затвор содержит нижнюю часть 2 и колпачок 3. Нижняя часть 2 и колпачок 3 выполнены с симметрией вращения относительно центральной оси А. Нижняя часть 2 включает боковую стенку (юбку) 5, а колпачок - 3 боковую стенку (юбку) 6. Нижняя часть 2 и колпачок соединены друг с другом в виде одной детали посредством защелкиваемого шарнира 4. Кроме того, нижняя часть 2 и колпачок 3 соединены друг с другом посредством по меньшей мере одного разделительного шва 7. В то же время по меньшей мере один разделительный шов 7 проходит по окружности от одной стороны защелкиваемого шарнира 4 вокруг периферии пластикового затвора 1 до другой стороны защелкиваемого шарнира 4. Разделительный шов 7 может быть образован непрерывной разделительной линией, прерываемой только несколькими разрушаемыми перемычками. Однако в предпочтительном примере, показанном здесь, имеются непрерывные тонкие участки, образующие так называемые отрывные швы 8. Эти отрывные швы 8 особенно хорошо видны на фиг.4, на которой затвор показан в увеличенном масштабе. Здесь хорошо видно, что имеется не один, а два отрывных шва 7 и 7', продолжающихся параллельно друг другу, между которыми расположен поясок 9 индикации вскрытия. Этот поясок 9 по меньшей мере на одной стороне вблизи защелкиваемого шарнира 4 содержит язычок 15 для отрывания. В обычном случае и в предпочтительном решении затвор выполнен не только с симметрией вращения относительно оси А, но и боковые стенки 5, 6 представляют собой участки того же круглого цилиндра. Поэтому боковые стенки 5, 6 расположены по вертикали полностью выровненным образом. Благодаря такой форме этот затвор также может использоваться на горловинах стандартных бутылок. В результате для емкости В не требуется бутылочной горловины F специальной формы. Поэтому колпачок 3 может быть снабжен кольцевой уплотнительной стенкой 10, образующей уплотняющую пробку 11, которая входит с уплотнением непосредственно в горловину F бутылки без переходной детали. Благодаря этому снижаются не только затраты на изготовление, но и затраты на сборку с бутылкой. Представленный здесь затвор может без проблем и с большой скоростью устанавливаться на емкость с помощью традиционных укупорочных машин. В частности, благодаря использованию непрерывного отрывного шва 8 исключается риск разрушения хрупких перемычек во время установки затвора на емкости. Закрепление затвора 1 на горловине F емкости обеспечивают традиционными средствами, образованными интегрально на боковой стенке (юбке) 5 нижней части 2. В показанном примере - это выступающий внутрь периферийный удерживающий буртик 12. Конечно, вместо удерживающего буртика 12 также можно обеспечить удерживающие участки буртика. В частности, на фиг. 1 и 4 хорошо видно, что наружные поверхности боковых стенок верхней части (колпачка) и нижней части в показанном здесь варианте выполнения являются совершенно гладкими. В отличие от них внутренние поверхности боковых стенок верхней части и нижней части содержат выступающие внутрь структуры и выступающие наружу структуры. Под выступающими внутрь структурами и выступающими наружу структурами следует понимать изменения в толщине стенок, при этом выемки в поверхности боковой стенки (юбки) означают здесь выступающие внутрь структуры, тогда как выступающие наружу структуры рассматриваются здесь как выступы по отношению к поверхности боковой стенки (юбки). В показанном здесь примере все выступающие внутрь структуры и выступающие наружу структуры находятся на внутренней поверхности боковых стенок нижней части и колпачка. Несомненно, это наиболее разумный вариант, но он не исключает варианта, при котором все выступающие наружу или внутрь структуры расположены на наружных поверхностях нижней части и крышки. Для решения поставленной задачи совершенно необходимо, чтобы защелкиваемый шарнир находился на участках боковой стенки (юбки) затвора, проходящих параллельно затвору и направлению перемещения литьевой формы при ее открывании. В простейшем выполнении литьевая форма состоит из двух формующих половин. Обычно эти половины также называют плитами. Одна плита литьевой формы имеет полости, которые образуют наружные поверхности изготавливаемого затвора, а другая плита литьевой формы содержит так называемые литейные стержни, которые при соединении двух половин формы вместе входят в полости другой половины формы. Оставшееся пространство полости заполняют пластиком и формуют требуемый пластиковый затвор. Хотя ранее полагали, что недопустимы отклонения конфигураций боковых стенок, проходящих параллельно направлению перемещения формы при открывании и закрывании, если в форме нет соответствующих ползунов или других подвижных деталей, в настоящее время от этого положения уже отошли. В частности, наличие на затворах резьбы или удерживающих буртиков теперь считается допустимым. Важно, чтобы сначала две части литьевой формы были отделены друг от друга, чтобы открыть отформованный материал по меньшей мере с одной стороны, а затем можно полностью извлечь из формы соответствующее изделие, полученное литьевым формованием. На основе этой идеи и была создана конструкция пластикового затвора по изобретению. В частности, что касается затвора, снабженного защелкиваемым шарниром, то до настоящего времени эта концепция изготовления никогда не использовалась для получения защелкиваемого шарнира. В результате использования этой концепции особенно эстетичные затворы получаются, если боковые стенки нижней части 2 и колпачка 3, по меньшей мере в области защелкиваемого шарнира, расположены выровненным образом одна на другой. Причем под этой областью следует понимать сектор цилиндра, то есть области защелкиваемого шарнира до верхней поверхности 13 колпачка и от шарнира 4 до нижнего края 14 нижней части 2 полностью выровненным образом расположены одна над другой. Смежные участки стенок могут быть, однако, выполнены продолжающимися наклонным образом. Во многих случаях это, однако, нежелательно. В соответствии с одной предпочтительной конструкцией боковые стенки 5, 6 лежат друг на друге полностью выровненным образом.
Как уже упоминалось, только внутренние поверхности или только наружные поверхности должны иметь выступающие внутрь структуры и/или выступающие наружу структуры. В то же время размеры этих выступающих внутрь и/или наружу структур не могут превышать толщину боковых стенок. Конечно, это следует понимать с учетом обычных норм и допусков. Безусловно, при большем общем диаметре затвора может быть большим относительное отклонение. Конечно, это известно специалистам в области технологии пластических материалов и не требует дополнительных пояснений.
Существует относительная свобода в отношении формы пояска индикации вскрытия. Однако на практике поясок 9, а также язычок 15 всегда образуют часть участков боковых стенок 5, 6, которые находятся одна над другой. Затвор может быть открыт только после отрывания пояска 9. Как уже упоминалось и представлено на чертежах, разделительные швы 7, 7', которые ограничивают поясок, проходят параллельно друг другу. Хотя разделительные швы проходят параллельно друг другу, они могут проходить перпендикулярно или наклонно по отношению к центральной или срединной оси А затвора. Конечно, разделительные швы 7, 7' также могут быть расположены в плоскостях, проходящих различным образом по отношению к центральной оси А, при этом в особом случае один разделительный шов может проходить перпендикулярно к центральной оси, а второй разделительный шов 7 может проходить наклонно по отношению к центральной оси А.
Защелкиваемый шарнир, который использован здесь, по существу соответствует защелкиваемому шарниру, известному из ЕР-А-0056469 и US-A-3135456. Известные защелкиваемые шарниры образованы по существу двумя пленочными шарнирами. В то время как один пленочный шарнир 41 представляет собой подвижное соединение между боковой стенкой (юбкой) 6 колпачка 3 и промежуточным элементом 43, второй пленочный шарнир 42 образует разделительную линию между боковой стенкой (юбкой) 5 нижней части 2 и упомянутым промежуточным элементом 43 защелкиваемого шарнира 4. Защелкиваемый шарнир имеет боковые границы 44, образованные зазором. Пленочные шарниры 41, 42 между двумя боковыми границами 44 могут продолжаться по различным направлениям. Вышеуказанные документы упоминают этот случай. Однако обычно пленочные шарниры 41, 42 могут центрально сближаться или проходить частично между двумя границами 44. Кроме того, пленочные шарниры могут проходить дугообразно, или один из них может быть сильно изогнутым, и они могут сближаться настолько, что они касаются друг друга, и посредством этого образуются два боковых промежуточных элемента 45, передающих усилия натяжения. Как уже упоминалось, боковые границы 44 отделены от боковых стенок 5, 6 зазором. Этот зазор 46 образует интервал между промежуточным элементом или промежуточными элементами или между элементами и соседними боковыми стенками 5, 6. Однако боковые границы 44 также могут быть соединены с соседними боковыми стенками практически с образованием дополнительного элемента индикации вскрытия, при этом эти соединения необходимо проектировать как разделительные швы. При открывании затвора сначала потребуется разорвать эти разделительные швы.
Как уже упоминалось, пластиковые затворы по изобретению могут быть изготовлены с помощью литьевых форм, состоящих из двух плит, из которых одна плита содержит литейные стержни, а другая плита имеет полости. В то же время по меньшей мере одна из двух плит не имеет выемок или выступов на поверхностях, параллельных направлению протяженности плиты. Соответственно пластиковые затворы, изготовленные с помощью этих литьевых форм, не имеют выступающих внутрь структур или выступающих наружу структур на соответствующих поверхностях боковых стенок (юбок). Для изготовления затворов, показанных на фиг. с 1 по 4, плита, снабженная стержнями с поверхностями, параллельными направлению протяженности, имеет выступы и/или выемки, которые образуют соответствующие выступающие наружу структуры и/или выступающие внутрь структуры, тогда как полости в другой плите на поверхностях, параллельных направлению протяженности, совсем не имеют выемок или выступов. Конечно, как определено в п. 17 формулы изобретения, можно и наоборот.
При работе с литьевыми формами, как описано, для формования соответствующих затворов требуется прежде всего отодвигать ту плиту, которая не имеет выемок или выступов на поверхностях, проходящих параллельно направлению протяженности. Когда затворы освобождены с одной стороны, их можно вытолкнуть с подходящей упругой деформацией из другой плиты, на которой имеются соответствующие выемки и выступы, параллельные направлению закрывания и открывания литьевых форм. Как уже упоминалось, обычно при этом будут формоваться полости, свободные от выемок и выступов. Соответственно прежде всего отводят плиту, имеющую полости, а после этого из затворов извлекают стержни. И в данном случае можно наоборот. Т.е., если затворы имеют гладкие внутренние поверхности боковых стенок, то можно сначала извлечь стержни из затворов, а затем вытолкнуть затворы из полостей.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛПАЧОК ДЛЯ ЕМКОСТИ И СПОСОБ ИЗГОТОВЛЕНИЯ КОЛПАЧКА | 2019 |
|
RU2768420C1 |
| УКУПОРОЧНЫЕ КОЛПАЧКИ | 2008 |
|
RU2461505C2 |
| УКУПОРОЧНАЯ ПРОБКА И КОЛПАЧОК | 2003 |
|
RU2329186C2 |
| ЦЕЛЬНЫЙ ЗАТВОР | 1997 |
|
RU2183183C2 |
| УКУПОРОЧНЫЙ УЗЕЛ | 2015 |
|
RU2682533C2 |
| УСТРОЙСТВО, НЕ ДОПУСКАЮЩЕЕ ПОВТОРНОГО ЗАПОЛНЕНИЯ, ДЛЯ ГОРЛОВИНЫ КОНТЕЙНЕРА | 1998 |
|
RU2205143C2 |
| ЗАТВОР ДЛЯ ТАРЫ, СПОСОБ ИЗГОТОВЛЕНИЯ ЗАТВОРА И ТАРА | 1997 |
|
RU2191724C2 |
| КРЫШКА С КОНТРОЛЕМ ВСКРЫТИЯ | 2015 |
|
RU2694296C2 |
| СБОРОЧНЫЕ УЗЛЫ ИГЛЫ С ШАРНИРНЫМ КОЛПАЧКОМ И СВЯЗАННЫЕ СПОСОБЫ | 2015 |
|
RU2676563C2 |
| ПЛАСТИКОВАЯ БАНКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2700018C1 |


Пластиковый затвор содержит нижнюю часть и колпачок, а также защелкиваемый шарнир, посредством которого две части затвора соединены друг с другом в виде одной детали. Нижняя часть и колпачок могут быть изготовлены в закрытом состоянии и дополнительно соединены друг с другом посредством, по меньшей мере, одного разделительного шва. Все элементы защелкиваемого шарнира находятся на участках боковой стенки юбки затвора, которые проходят параллельно направлению перемещения формы для литья под давлением при ее закрывании и открывании. Изобретение позволяет создавать пластиковый затвор цилиндрической формы в закрытом состоянии, используя при этом особенно простые литьевые формы, и может быть изготовлено при короткой продолжительности цикла. 13 з.п. ф-лы, 4 ил.
| US 5392938 А, 28.02.1995 | |||
| Цепной конвейер | 1976 |
|
SU683611A3 |
| Способ получения вспученного перлита | 1977 |
|
SU673631A1 |
| US 5356018 А, 18.10.1994 | |||
| Литьевая форма для изготовления полимерных изделий | 1991 |
|
SU1801762A1 |
| УСТРОЙСТВО В ВИДЕ ЕМКОСТИ С ЗАКРЫВАЮЩИМ ПРИСПОСОБЛЕНИЕМ В ФОРМЕ КОЛПАЧКА | 1992 |
|
RU2105707C1 |

