Область техники
Изобретение относится к топливному элементу и, в частности, к биполярной пластине топливного элемента и способу изготовления такой пластины, способной придать равномерность распределению потоков, уменьшить сопротивление потокам топлива и воздуха, протекающим, соответственно, в топливный электрод и воздушный электрод топливного элемента и упростить ее изготовление.
Уровень техники
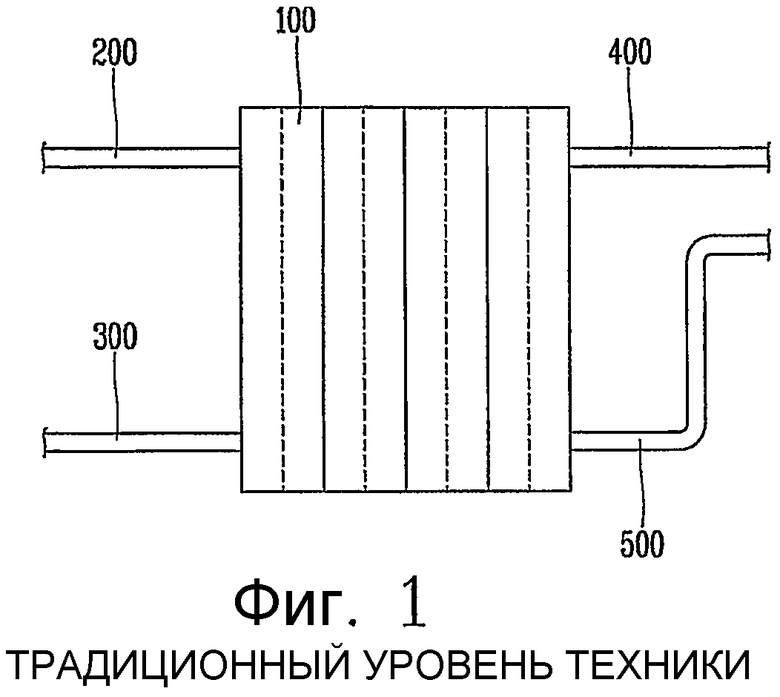
Топливный элемент вырабатывает в целом не наносящую вреда окружающей среде энергию, и он был создан для того, чтобы заменять традиционную энергию ископаемого топлива. Как показано на фиг.1, топливный элемент включает в себя пакет 100, который должен быть объединен с, по меньшей мере, одним единичным элементом 101, в котором протекает электрохимическая реакция; подающий топливопровод 200, соединенный с пакетом 100 так, чтобы подавать топливо; подающий воздуховод 300, соединенный с пакетом 100 так, чтобы подавать воздух; и выпускные трубопроводы 400, 500 для выпуска побочных продуктов протекающей реакции топлива и воздуха, соответственно. Единичный элемент 101 включает в себя топливный электрод (анод) (не показан), к которому поступает топливо; и воздушный электрод (катод) (не показан), к которому поступает воздух.
Далее описывается работа такого топливного элемента.
Сначала топливо и воздух подают к топливному электроду и воздушному электроду пакета 100 посредством подающего топливопровода 200 и подающего воздуховода 300, соответственно. Топливо, поданное к топливному электроду, ионизируется на положительные ионы и электроны (е-) посредством электрохимической реакции окисления на топливном электроде, ионизированные положительные ионы перемещаются через электролит к воздушному электроду, а электроны перемещаются к топливному электроду. Положительные ионы, перемещенные к воздушному электроду, вступают в электрохимическую реакцию восстановления с воздухом, поданным к воздушному электроду, и генерируют побочные продукты, такие как тепло реакции и воду и т.д. В данном процессе при перемещении электронов генерируется электроэнергия. Топливо после реакции на топливном электроде, а также вода и дополнительные побочные продукты, сгенерированные на воздушном электроде, выпускаются, соответственно, через выпускные трубопроводы 400, 500.
Топливные элементы могут быть классифицированы на различные типы в соответствии с используемыми в них электролитом и топливом и т.д.
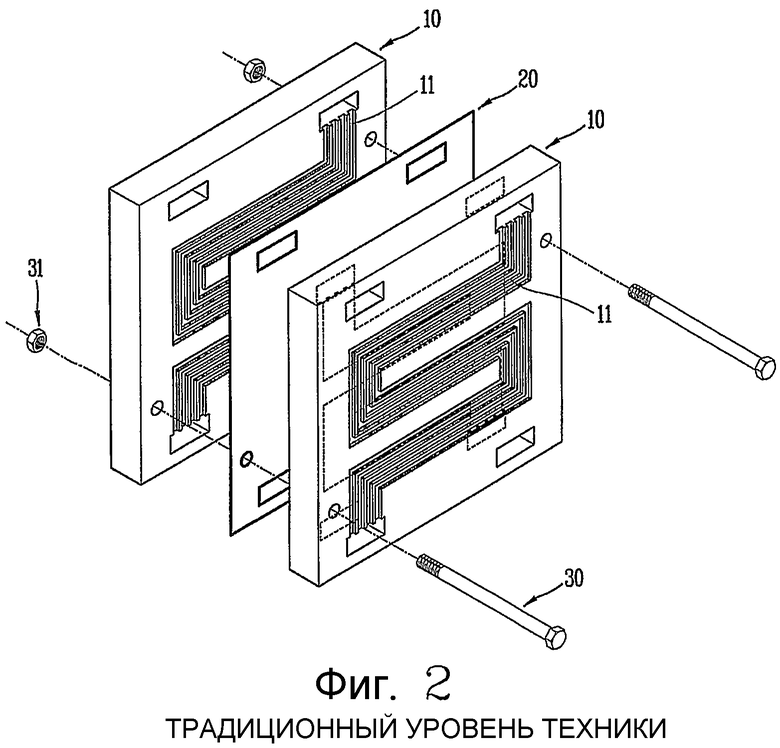
Между тем, как показано на фиг.2, единичный элемент 101, составляющий пакет 100, включает в себя две биполярные пластины 10, имеющие открытый канал 11, по которому протекает воздух или топливо; и мембранно-электродный узел (МЭУ, от англ. «membrane electrode assembly» или МЕА) 20, размещенный между двумя этими биполярными пластинами 10 так, чтобы иметь определенные толщину и площадь. Две биполярные пластины 10 и размещенный между ними МЭУ 20 объединены друг с другом посредством дополнительных средств 30, 31 объединения. Канал, сформированный каналом 11 биполярной пластины 10 и боковой стороной МЭУ 20, составляет топливный электрод, и при протекании топлива через этот канал топливного электрода происходит реакция окисления. Кроме того, канал, сформированный каналом 11 другой биполярной пластины 10 и другой боковой стороной МЭУ 20, составляет воздушный электрод, и при протекании воздуха через этот канал воздушного электрода происходит реакция восстановления.
Форма биполярной пластины 10, в частности, форма канала 11, влияет на контактное сопротивление, оказываемое при протекании топлива и воздуха, и на распределение потоков и т.п., а контактное сопротивление и распределение потоков влияют на отдачу мощности (выход по энергии). Кроме того, биполярные пластины 10 имеют определенную форму, подходящую для облегчения технологического процесса и серийного производства.
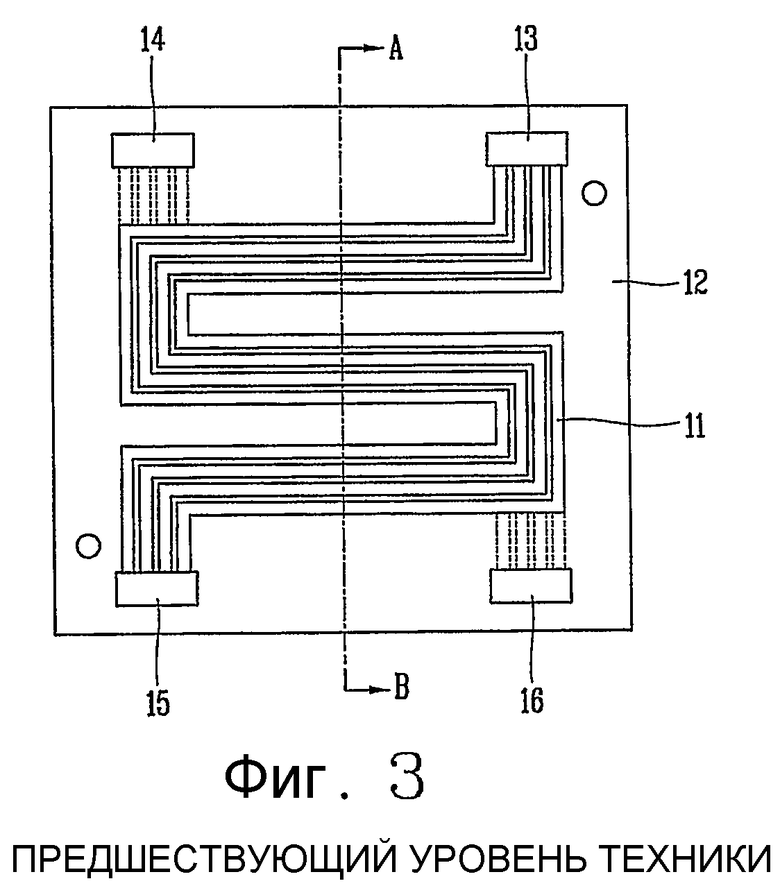
Как показано на фиг.3, в традиционной биполярной пластине сформированы сквозные отверстия 13, 14, 15, 16, соответственно, на каждом краю пластины 12, имеющей определенную толщину и прямоугольную форму.
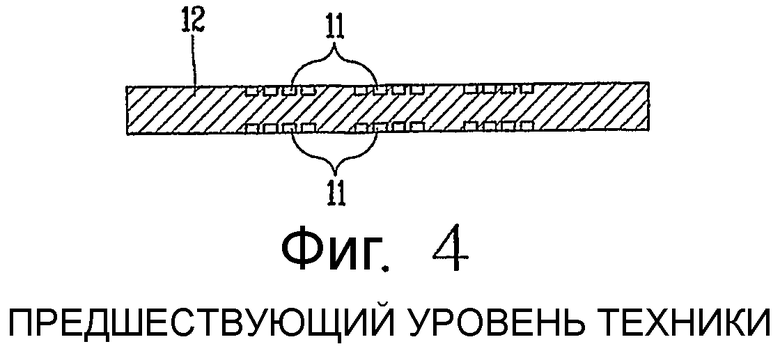
Кроме того, на боковой стороне пластины 12 сформированы многочисленные каналы 11 с тем, чтобы соединить сквозное отверстие 13 с расположенным по диагонали сквозным отверстием 16. Эти каналы 11 имеют зигзагообразную форму. Как показано на фиг.4, в поперечном сечении канала 11 этот канал 11 имеет определенные ширину и толщину и одну открытую боковую сторону. На другой боковой стороне пластины 12 сформированы многочисленные каналы 11 с тем, чтобы соединить два расположенных по диагонали сквозных отверстия 14, 16, причем эти каналы 11 имеют такую же самую форму, что и каналы, сформированные на противоположной боковой стороне.
Далее описывается работа традиционной биполярной пластины. Сначала топливо и воздух втекают, соответственно, в сквозные отверстия 13, 14, и проходящие через сквозные отверстия 13, 14 топливо и воздух втекают в каналы 11. Топливо или воздух в каналах 11 текут зигзагообразно вдоль каналов 11 и выпускаются наружу через сквозные отверстия 15, 16. В этом процессе в МЭУ 20 (показан на фиг.2), в котором протекает топливо, происходит реакция окисления, и одновременно происходит реакция восстановления в том МЭУ, в котором протекает воздух.
Однако в случае традиционной биполярной пластины, поскольку каналы 11 сформированы зигзагообразно, поток может распределяться равномерно лишь в некоторой степени. Более того, поскольку каналы, по которым протекают топливо и воздух, являются сложными и длинными, сопротивление потоку увеличивается, и поэтому возрастают потери давления на создание потока топлива и воздуха. Помимо этого, поскольку технологический процесс изготовления является сложным и затруднительным, производственные затраты высоки.
Техническая сущность настоящего изобретения
Чтобы разрешить вышеописанные проблемы, цель настоящего изобретения заключается в том, чтобы предложить биполярную пластину топливного элемента и способ изготовления такой пластины, способной придать равномерность распределению потоков, уменьшить сопротивление потокам топлива и воздуха, протекающим, соответственно, в топливный электрод и воздушный электрод топливного элемента, и упростить ее изготовление.
Чтобы достичь вышеупомянутых целей, биполярная пластина топливного элемента включает в себя пластину, имеющую определенные толщину и площадь; пространство протекания текучей среды, сформированное на обеих боковых сторонах этой пластины так, чтобы иметь определенные ширину, длину и глубину; сетку направления текучей среды, установленную в пространстве протекания текучей среды так, чтобы иметь определенную форму; впускной канал, сформированный на пластине так, чтобы быть соединенным с пространством протекания текучей среды и принимать текучую среду; и выпускной канал, сформированный на пластине так, чтобы быть соединенным с пространством протекания текучей среды и выпускать текучую среду.
Помимо этого, способ изготовления биполярной пластины топливного элемента включает в себя изготовление пресс-формы для обработки пластины, на которой с обеих боковых сторон формируют пространство протекания текучей среды, имеющее определенные площадь и глубину, и формируют внутренний канал посредством опорной сетки, выступающей в форме сетки из пространства протекания текучей среды; формирование пластины с помощью этой пресс-формы; обработку пластины с выполнением впускного канала так, чтобы обеспечить втекание потока текучей среды в пространство протекания текучей среды, имеющее опорную сетку; и обработку пластины с выполнением выпускного канала так, чтобы обеспечить вытекание потока из пространства протекания текучей среды.
Помимо этого, биполярная пластина топливного элемента включает в себя пластину, имеющую определенные толщину и площадь; область канала, имеющую решетчатые выступы рядом с многочисленными решетчатыми пазами, сформированными по определенной области обеих боковых сторон пластины; впускной канал, сформированный на боковой стороне пластины так, чтобы быть соединенным с решетчатыми пазами в области канала и принимать текучую среду; и выпускной канал, сформированный на боковой стороне пластины так, чтобы выпускать текучую среду, проходящую по решетчатым пазам области канала.
Помимо этого, способ изготовления биполярной пластины топливного элемента включает в себя изготовление пластины, имеющей определенные толщину и площадь; выполнение механической обработки для формирования решетчатых пазов рядом с решетчатыми выступами, формируемых на обеих боковых сторонах пластины; и обработку пластины с выполнением впускного канала и выпускного канала таким образом, чтобы они были соединенными с решетчатыми пазами.
Помимо этого, биполярная пластина топливного элемента включает в себя пластину, имеющую определенные толщину и площадь, в которой на обеих боковых сторонах в середине посредством прессования сформированы многочисленные каналы, состоящие из многочисленных подъемов и спусков, так чтобы они имели определенные ширину и длину; и герметизирующий элемент, соответственно прикрепленный к контуру обеих боковых сторон пластины так, чтобы сформировать внутренние каналы вместе с каналами пластины, впускной канал и выпускной канал, по которым текучая среда втекает в и вытекает из этих каналов.
Помимо этого, способ изготовления биполярной пластины топливного элемента включает в себя вырезание пластины так, чтобы она имела определенный размер; пресс-обработку обеих боковых сторон вырезанной пластины, так чтобы сформировать многочисленные каналы, по которым протекает текучая среда; и объединение герметизирующего элемента с контуром пресс-обработанной пластины.
Краткое описание чертежей
Прилагаемые чертежи, которые включены для обеспечения лучшего понимания изобретения, входят в состав и составляют часть данного описания, иллюстрируют варианты осуществления изобретения и вместе с описанием служат для пояснения принципов изобретения.
На этих чертежах:
фиг.1 иллюстрирует традиционную систему топливного элемента;
фиг.2 представляет собой вид в перспективе с пространственным разделением деталей, иллюстрирующий часть пакета традиционного топливного элемента;
фиг.3 представляет собой вид сверху, иллюстрирующий биполярную пластину традиционного топливного элемента;
фиг.4 представляет собой вид в разрезе вдоль линии А-В на фиг.3;
фиг.5 представляет собой вид сверху, иллюстрирующий первый вариант реализации биполярной пластины топливного элемента в соответствии с настоящим изобретением;
фиг.6 представляет собой вид в перспективе с пространственным разделением деталей, иллюстрирующий часть биполярной пластины топливного элемента в соответствии с первым вариантом реализации настоящего изобретения;
фиг.7 представляет собой блок-схему, иллюстрирующую первый вариант реализации способа изготовления биполярной пластины топливного элемента в соответствии с настоящим изобретением;
фиг.8 представляет собой вид в перспективе с пространственным разделением деталей, иллюстрирующий пакет биполярных пластин топливного элемента в соответствии с первым вариантом реализации настоящего изобретения;
фиг.9 представляет собой вид сверху, иллюстрирующий рабочее состояние биполярной пластины топливного элемента в соответствии с первым вариантом реализации настоящего изобретения;
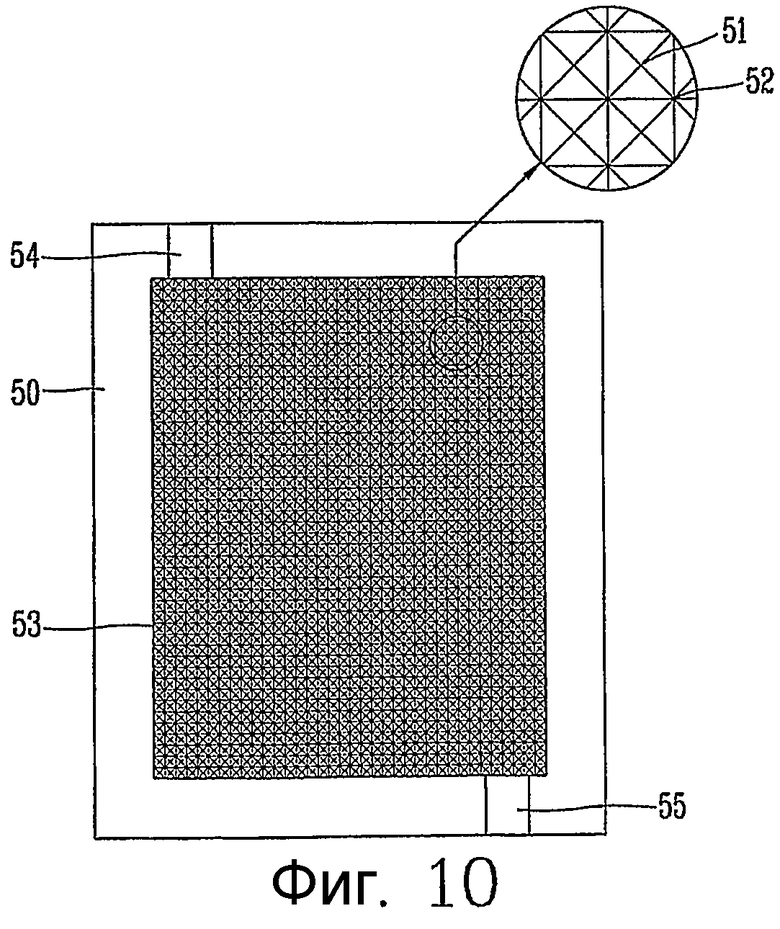
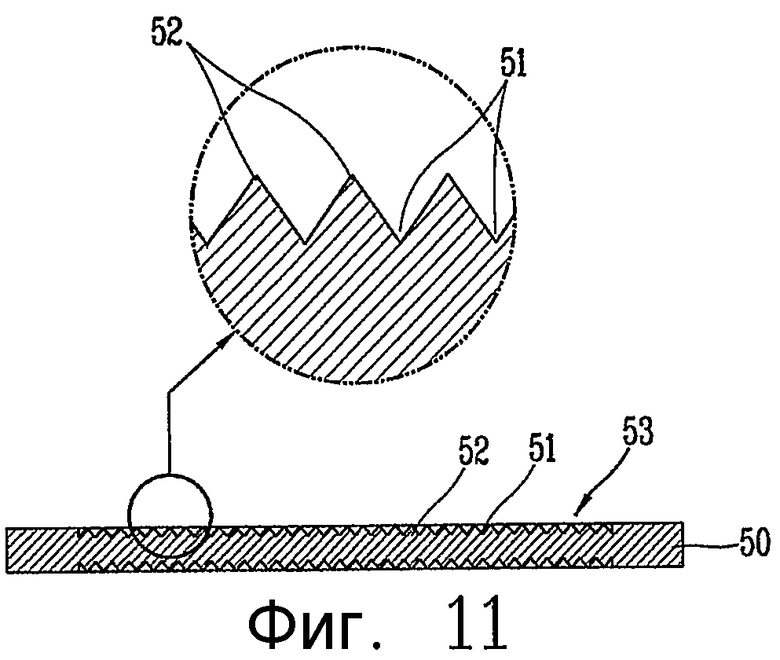
фиг.10 и 11 представляют собой вид сверху и вид спереди в разрезе, иллюстрирующие второй вариант реализации биполярной пластины топливного элемента в соответствии с настоящим изобретением;
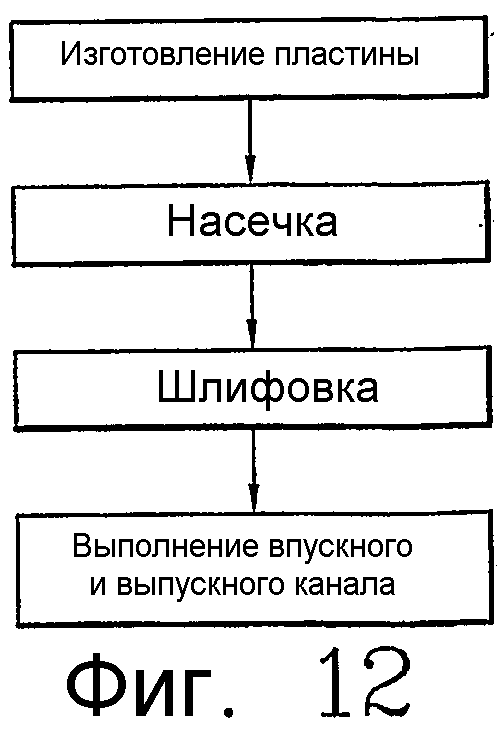
фиг.12 представляет собой блок-схему, иллюстрирующую второй вариант реализации способа изготовления биполярной пластины топливного элемента в соответствии с настоящим изобретением;
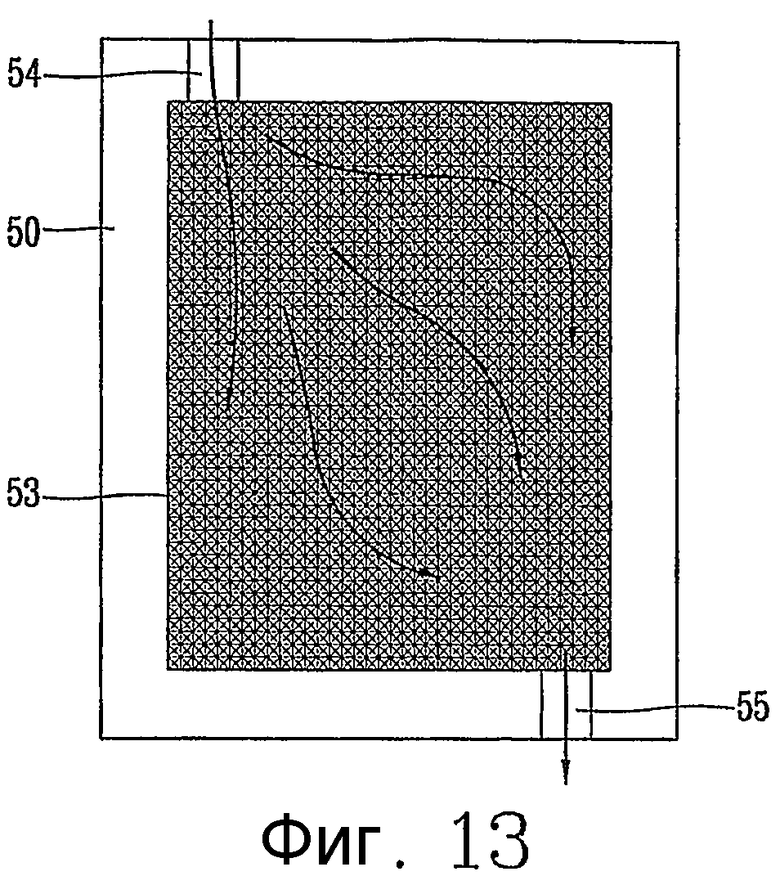
фиг.13 представляет собой вид сверху, иллюстрирующий рабочее состояние биполярной пластины топливного элемента в соответствии со вторым вариантом реализации настоящего изобретения;
фиг.14 и 15 представляют собой вид сверху и вид спереди в разрезе, иллюстрирующие третий вариант реализации биполярной пластины топливного элемента в соответствии с настоящим изобретением; и
фиг.16 представляет собой блок-схему, иллюстрирующую третий вариант реализации способа изготовления биполярной пластины топливного элемента в соответствии с настоящим изобретением.
Подробное описание изобретения
Далее будут описаны предпочтительные варианты реализации настоящего изобретения со ссылками на прилагаемые чертежи.
Сначала будет описан первый вариант реализации биполярной пластины топливного элемента в соответствии с настоящим изобретением.
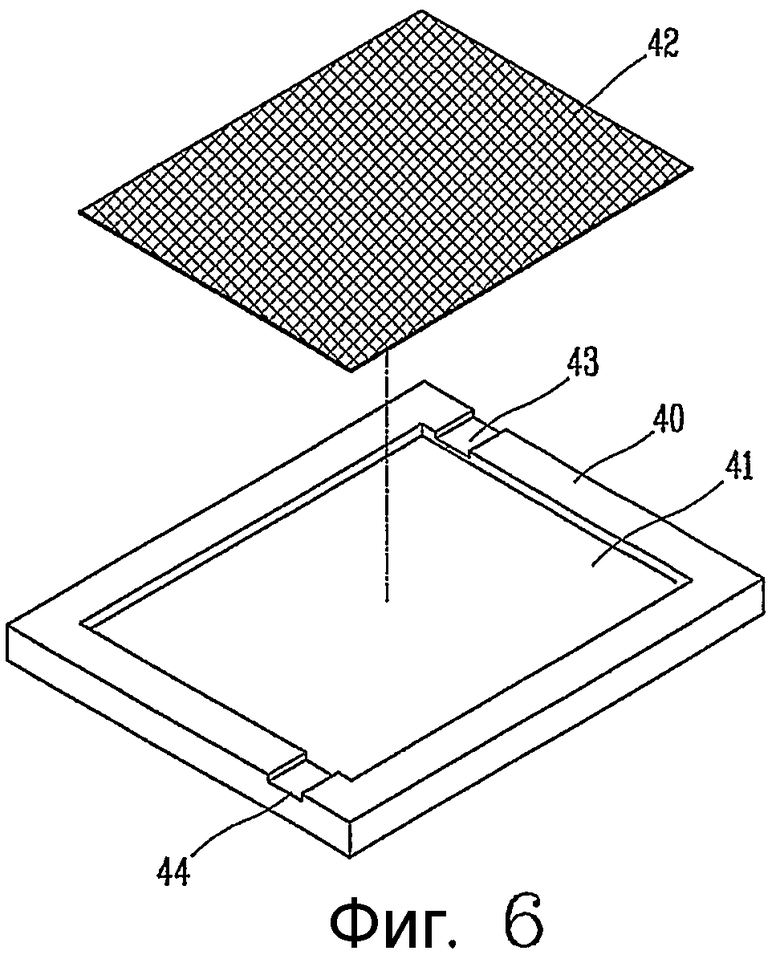
Фиг.5 представляет собой вид сверху, иллюстрирующий первый вариант реализации биполярной пластины топливного элемента в соответствии с настоящим изобретением, а фиг.6 представляет собой вид в перспективе с пространственным разделением деталей, иллюстрирующий часть биполярной пластины топливного элемента в соответствии с первым вариантом реализации настоящего изобретения.
Как показано на фиг.5 и 6, первый вариант реализации биполярной пластины топливного элемента в соответствии с настоящим изобретением включает в себя пластину 40, имеющую определенные толщину и площадь; пространство 41 протекания текучей среды, сформированное на обеих боковых сторонах пластины 40 так, чтобы иметь определенные ширину, длину и глубину; сетку 42 направления текучей среды, установленную в пространстве 41 протекания текучей среды так, чтобы иметь определенную форму; впускной канал 43, сформированный на пластине 40 соединенным с пространством 41 протекания текучей среды для введения текучей среды; и выпускной канал 44, сформированный на пластине 40 соединенным с пространством 41 протекания текучей среды для выпуска текучей среды.
Пластина 40 имеет прямоугольную форму и определенную толщину, пространство 41 протекания текучей среды сформировано, соответственно, на обеих боковых сторонах прямоугольной пластины 40, и оно имеет прямоугольную форму и определенную глубину. Пластина 40 выполнена из материала нержавеющей стали. Пластина 40 и пространство 41 протекания текучей среды могут иметь другие формы помимо прямоугольной формы.
Сетка 42 направления текучей среды имеет прямоугольную форму, меньшую, чем пространство 41 протекания текучей среды, с тем, чтобы она могла быть вставлена в пространство 41 протекания текучей среды пластины 40, и она имеет толщину, не большую, чем глубина пространства 41 протекания текучей среды.
Впускной канал 43 выполнен в виде, по меньшей мере, одного сквозного отверстия и сформирован на одной боковой стороне пластины 40. Выпускной канал 43 выполнен в виде, по меньшей мере, одного сквозного отверстия и сформирован на противоположной стороне от впускного канала 43 так, чтобы быть диагональным по отношению к этому впускному каналу 43.
Далее описывается первый вариант реализации способа изготовления биполярной пластины топливного элемента в соответствии с настоящим изобретением.
Фиг.7 представляет собой блок-схему, иллюстрирующую первый вариант реализации способа изготовления биполярной пластины топливного элемента в соответствии с настоящим изобретением.
Как показано на фиг.7, в первом варианте реализации способа изготовления биполярной пластины топливного элемента в соответствии с настоящим изобретением изготавливают пресс-форму для обработки пластины, на которой по обеим боковым сторонам формируют пространство протекания текучей среды, имеющее определенные площадь и глубину, и формируют сетку выступающей в пространство протекания текучей среды. После этого пластину обрабатывают с помощью этой пресс-формы. При этом в пластине формируют прямоугольное пространство протекания текучей среды, имеющее определенную глубину, по обеим боковым сторонам прямоугольной пластины, имеющей определенную глубину, и в пространстве протекания текучей среды формируют сетку, так чтобы сформировать канал. Эта сетка может быть сформирована имеющей различные формы.
Далее пластину обрабатывают с целью выполнения впускного канала так, чтобы обеспечить втекание потока текучей среды в имеющее сетку пространство протекания текучей среды, и обрабатывают с целью выполнения выпускного канала так, чтобы обеспечить вытекание потока из пространства протекания текучей среды. Впускной канал и выпускной канал, соответственно, выполняют в виде, по меньшей мере, одного сквозного отверстия или открытого паза.
Далее будет описана работа биполярной пластины топливного элемента и способ ее изготовления в соответствии с первым вариантом реализации настоящего изобретения.
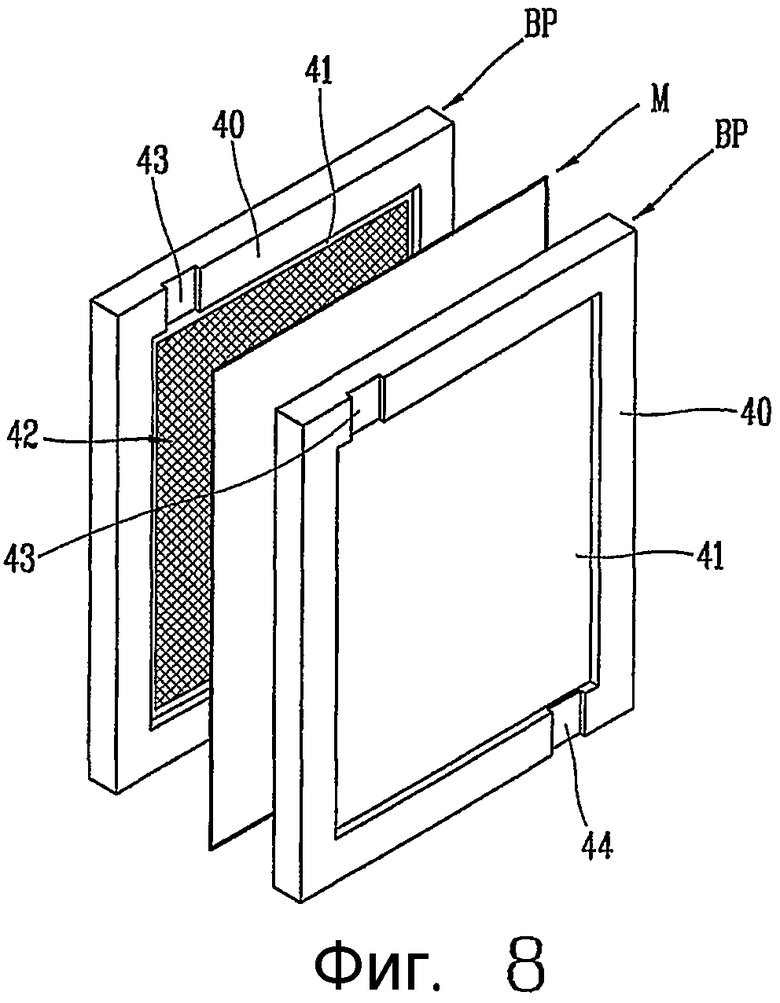
Сначала биполярные пластины топливного элемента соединяют в пакет. Более подробно, как показано на фиг.8, между биполярными пластинами (БП) размещают МЭУ (М) и их объединяют друг с другом посредством средства объединения (не показаны). При этом пространством 41 протекания текучей среды, сформированным на боковой стороне биполярной пластины (БП), сеткой 42 направления текучей среды, сформированной в пространстве 41 протекания текучей среды, и боковой стороной МЭУ (М) образуется путь (канал), по которому протекает топливо. Другой боковой стороной МЭУ (М), пространством 41 протекания текучей среды, сформированным на боковой стороне другой биполярной пластины (БП), обращенной к первой биполярной пластине (БП), и сеткой 42 направления текучей среды, сформированной в пространстве 41 протекания текучей среды, образуется путь (канал), по которому протекает воздух.
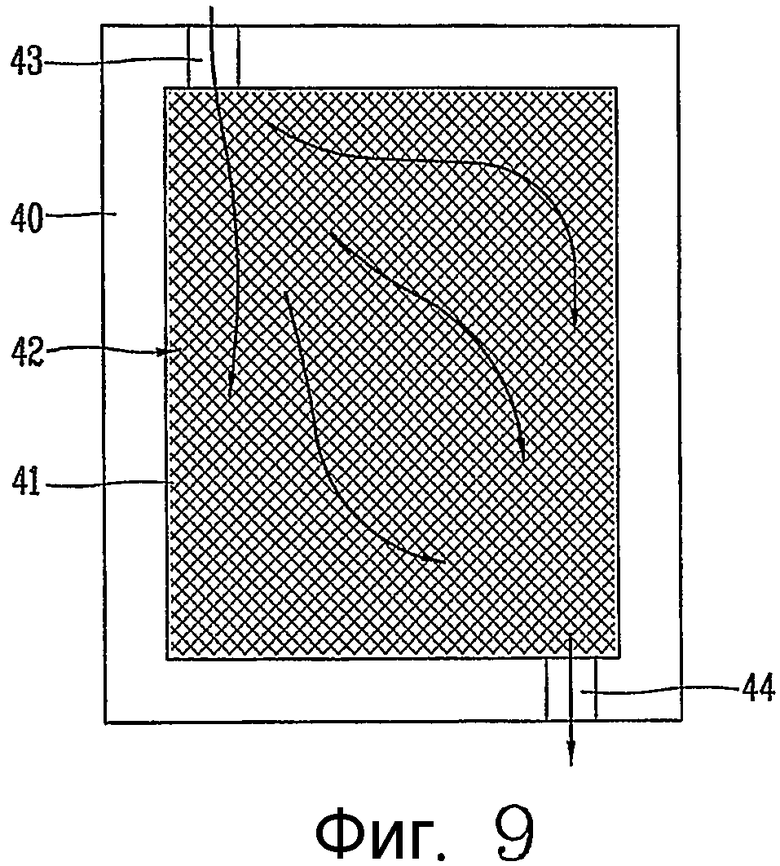
При такой конструкции, когда топливо подается во впускной канал 43 биполярной пластины (БП), как показано на фиг.9, топливо во впускном канале 43 втекает в пространство 41 протекания текучей среды. Далее, топливо в пространстве 41 протекания текучей среды распространяется (распределяется) по всему пространству 41 протекания текучей среды посредством сетки 42 направления текучей среды, размещенной в пространстве 41 протекания текучей среды, и затем это топливо выпускается наружу через выпускной канал 44.
В этом процессе сетка 42 направления текучей среды в пространстве 41 протекания текучей среды выполняет не только функцию направления посредством равномерного распространения топлива в пространстве 41 протекания текучей среды, но и «диффузионную» функцию (функцию рассеивания) при надлежащем регулировании плотности потока. При этом распределение и давление могут быть отрегулированы посредством размера «ячеек» сетки 42 направления текучей среды. Между тем, за счет формирования сетки 42 направления текучей среды именно в виде сетки площадь контакта с МЭУ (М), соприкасающимся с биполярной пластиной (БП), сравнительно уменьшается, и, соответственно, эффективная площадь контакта топлива и МЭУ (М) увеличивается.
В дополнение к этому, воздух протекает посредством прохождения такого же процесса, как и описанный выше.
В случае способа изготовления биполярной пластины топливного элемента в соответствии с первым вариантом реализации настоящего изобретения, за счет изготовления пластины с помощью пресс-формы она может легко изготавливаться в серийном производстве. Говоря более подробно, при изготовлении пластины с опорной сеткой и выполнении впускного канала и выпускного канала биполярная пластина может быть просто и легко изготовлена.
Далее будет описана биполярная пластина топливного элемента в соответствии со вторым вариантом реализации настоящего изобретения.
Фиг.10 и 11 представляют собой вид сверху и вид спереди в разрезе, иллюстрирующие второй вариант реализации биполярной пластины топливного элемента в соответствии с настоящим изобретением.
Как показано на фиг.10 и 11, биполярная пластина топливного элемента в соответствии со вторым вариантом реализации изобретения включает в себя пластину 50, имеющую определенные толщину и площадь; область 53 канала, имеющую решетчатые выступы 52 рядом с многочисленными решетчатыми пазами 51, сформированными по определенной области обеих боковых сторон пластины 50; впускной канал 54, сформированный на одной боковой стороне пластины 50 так, чтобы быть соединенным с решетчатыми пазами 51 области 53 канала для введения текучей среды; и выпускной канал 55, сформированный на этой боковой стороне пластины 50 так, чтобы выпускать текучую среду, проходящую по решетчатым пазам 51 области 53 канала.
Пластина 50 имеет прямоугольную форму и определенную толщину. Область 53 канала, соответственно, сформирована на обеих боковых сторонах пластины 50 так, чтобы иметь прямоугольную форму. Пластина 50 и область 53 канала могут быть сформированы имеющими различные формы помимо прямоугольной формы.
Решетчатые выступы 52 сформированы имеющими форму прямоугольного конуса, и каждый решетчатый паз 51 сформирован между этими решетчатыми выступами 52 имеющим форму прямоугольного конуса. Решетчатый выступ 52 может быть сформирован так, чтобы иметь форму треугольного конуса.
Решетчатые выступы 52 размещены регулярным образом (через равные промежутки). В одной из модификаций решетчатые выступы 52 могут быть размещены нерегулярным образом.
Впускной канал 54 и выпускной канал 55, соответственно, сформированы на одной боковой стороне пластины 50 имеющими открытую форму, с определенными шириной и глубиной. Помимо этого, впускной канал 54 и выпускной канал 55 могут быть, соответственно, сформированы в виде, по меньшей мере, одного сквозного отверстия.
Биполярная пластина топливного элемента в соответствии со вторым вариантом реализации настоящего изобретения выполнена из нержавеющей стали.
Фиг.12 представляет собой блок-схему, иллюстрирующую второй вариант реализации способа изготовления биполярной пластины топливного элемента в соответствии с настоящим изобретением.
Как показано на фиг.12, в способе изготовления биполярной пластины топливного элемента в соответствии со вторым вариантом реализации настоящего изобретения первым этапом является изготовление пластины, имеющей определенные толщину и площадь. Затем выполняют второй этап в виде механической обработки для формирования решетчатых пазов рядом с решетчатыми выступами на обеих боковых сторонах пластины. Этот второй этап включает в себя подэтапы насечки обеих боковых сторон пластины для формирования решетчатых выступов; и шлифовки обеих насеченных боковых сторон пластины. Решетчатые выступы, сформированные посредством насечки, имеют форму прямоугольного конуса, но они могут быть сформированы имеющими другие формы помимо формы прямоугольного конуса. Посредством насечки решетчатые пазы формируют среди решетчатых выступов, и при этом решетчатые пазы формируют каналы, по которым протекает текучая среда. Посредством выполнения шлифовки можно удалить заусенцы, возникшие при насечке, и обработать острые концы (вершины) решетчатых выступов так, чтобы они были тупыми.
И, наконец, третий этап заключается в обработке пластины с выполнением впускного канала и выпускного канала так, чтобы они были соединены с решетчатыми пазами.
Далее будет описана работа биполярной пластины топливного элемента и способ ее изготовления в соответствии со вторым вариантом реализации настоящего изобретения.
Биполярные пластины топливного элемента собирают в пакет. При этом областью 53 канала, сформированной на одной боковой стороне биполярной пластины (БП), и боковой стороной МЭУ (М) образуется путь (канал), по которому протекает топливо. Другой боковой стороной МЭУ (М) и боковой стороной другой биполярной пластины (БП), обращенной к первой биполярной пластине (БП), образуется путь (канал), по которому протекает воздух.
При такой конструкции, когда топливо подается во впускной канал 54 биполярной пластины (БП), как показано на фиг.13, топливо во впускном канале 54 протекает по всей области 53 канала по пути (каналу), образованном(у) решетчатыми пазами 51 в области 53 канала, и далее это топливо выпускается наружу через выпускной канал 55.
В данном процессе за счет небольшой и единообразной формы подобной сетки, образованной решетчатыми пазами 51, сформированными посредством решетчатых выступов 52 в области 53 канала, текучая среда может не только распределяться равномерно, но также и рассеиваться. При этом за счет решетчатых выступов 52, сформированных в области 53 канала, площадь контакта биполярной пластины (БП) и МЭУ (М) сравнительно уменьшается, а эффективная площадь контакта топлива и МЭУ (М) увеличивается.
В дополнение к этому, воздух протекает посредством такого же процесса, как и описанный выше.
В случае способа изготовления биполярной пластины топливного элемента в соответствии со вторым вариантом реализации настоящего изобретения, за счет механической обработки имеющей определенную толщину прямоугольной пластины по обеим боковым сторонам с выполнением впускного канала и выпускного канала с помощью валка и т.д., изготовление является простым и быстрым.
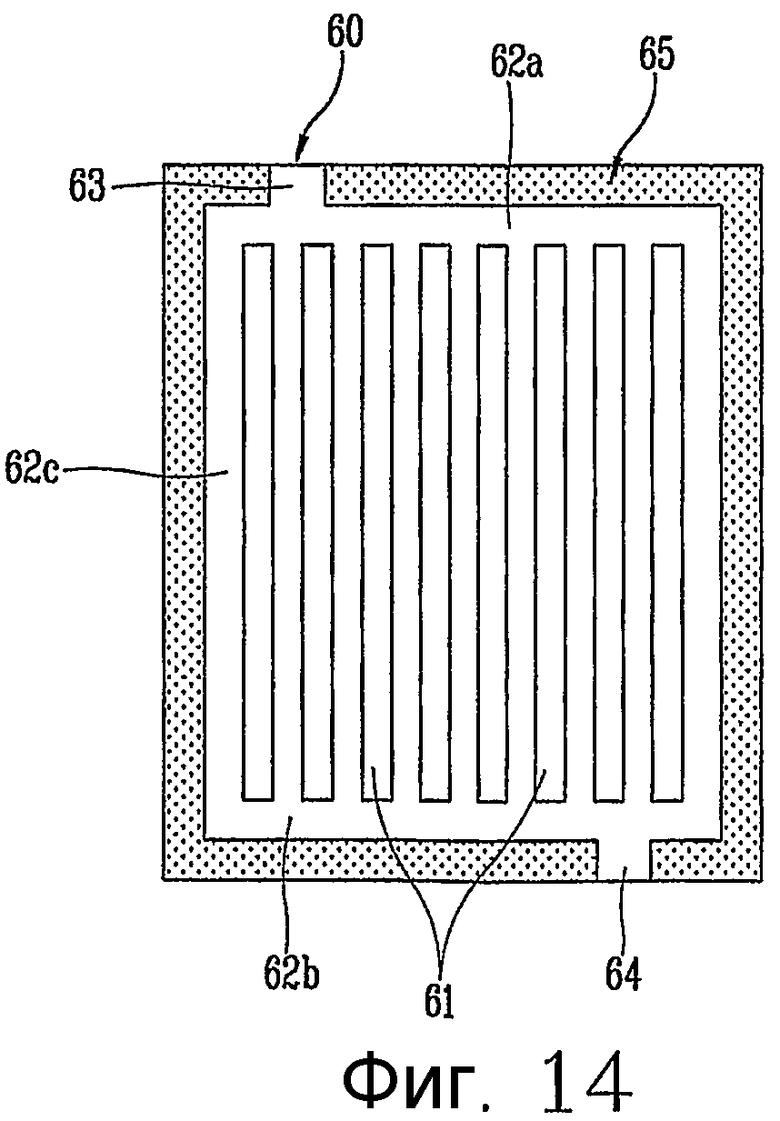
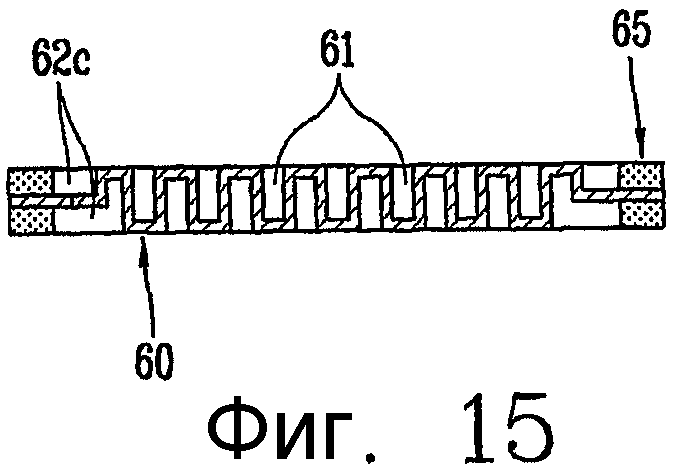
Фиг.14 и 15 представляют собой вид сверху и вид спереди в разрезе, иллюстрирующие третий вариант реализации биполярной пластины топливного элемента в соответствии с настоящим изобретением.
Как показано на фиг.14 и 15, биполярная пластина топливного элемента в соответствии с третьим вариантом реализации настоящего изобретения включает в себя пластину 60, имеющую определенные толщину и площадь, в которой на обеих боковых сторонах в середине посредством прессования сформированы многочисленные каналы 61, состоящие из многочисленных подъемов и спусков, так чтобы они имели определенную ширину и длину; и герметизирующий элемент 65, соответственно прикрепленный к контуру обеих боковых сторон пластины 60 так, чтобы сформировать каналы 62а, 62b, 62 с вместе с каналами 61 пластины 60, впускной канал 63 и выпускной канал 64, по которым втекает и вытекает текучая среда.
Пластина 60 выполнена в виде прямоугольной металлической пластины, и в определенной внутренней области этой прямоугольной металлической пластины сформированы каналы 61. Каналы 61, состоящие из многочисленных подъемов и спусков, сформированы на обеих боковых сторонах пластины 60 с равномерными интервалами. При прессовании пластины 60 каналы 61, соответственно, формируются на обеих боковых сторонах пластины 60, и при этом каналы 61 имеют одинаковую глубину.
Герметизирующий элемент 65 имеет прямоугольную форму и определенную ширину, причем он имеет такую же самую толщину, что и высота подъемов канала 61, и имеет такой же самый размер, что и пластина 60. Высота подъемов канала 61 составляет приблизительно 2,5 мм.
Впускной канал 63, по которому протекает текучая среда, сформирован на одной боковой стороне герметизирующего элемента 65, а выпускной канал 64 сформирован так, чтобы быть противоположным впускному каналу 63.
Внутренний канал, сформированный посредством герметизирующего элемента 65, включает в себя впускной буферный канал 62а для распределения текучей среды по каналам 61 пластины 60; выпускной буферный канал 62b для обеспечения втекания текучей среды, проходящей по каналам 61 пластины 60, в выпускной канал 64; и соединительный канал 62 с для соединения впускного буферного канала 62а и выпускного буферного канала 62b.
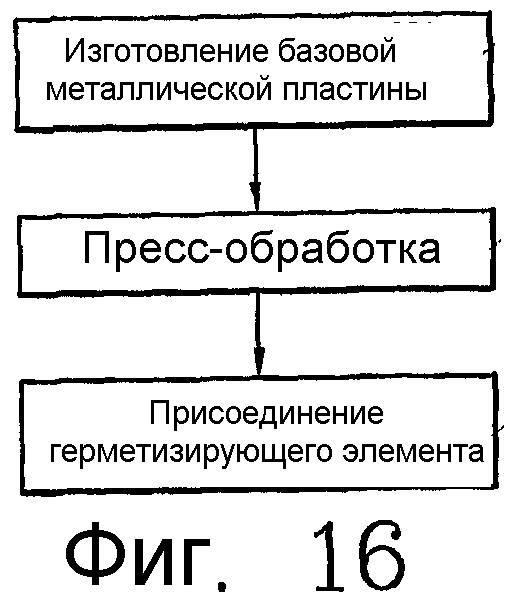
Кроме того, далее будет описан способ изготовления биполярной пластины топливного элемента в соответствии с третьим вариантом реализации настоящего изобретения.
Фиг.16 представляет собой блок-схему, иллюстрирующую третий вариант реализации способа изготовления биполярной пластины топливного элемента в соответствии с настоящим изобретением.
Как показано на фиг.16, в способе изготовления биполярной пластины топливного элемента в соответствии с третьим вариантом реализации настоящего изобретения первым этапом является получение пластины 60 посредством вырезания металлической пластины, имеющей определенные толщину и площадь согласно определенному размеру, а вторым этапом является пресс-обработка пластины 60 с тем, чтобы сформировать многочисленные каналы 61 на обеих боковых сторонах пластины 60. Металлическая пластина 60 имеет прямоугольную форму.
Каналы 61 пластины 60 изготавливают прямыми, и они имеют определенную длину, причем высота подъемов каналов 61 является одинаковой. Канал 61 пластины 60 может иметь различные формы сечения, такие как форма волны или прямоугольная форма.
Третий этап заключается в объединении герметизирующего элемента 65 с контуром пресс-обработанной пластины 60. Герметизирующий элемент 65 сформирован в форме прямоугольной прокладки, имеющей определенную ширину и толщину, и этот герметизирующий элемент 65 объединяют с контуром пластины 60 так, чтобы окружить внутреннюю область пластины 60, и, следовательно, формируют каналы 62а, 62b, 62с. Впускной канал 63 и выпускной канал 64 формируют на герметизирующем элементе 65. Впускной канал 63 и выпускной канал 64 могут быть сформированы посредством вырезания части герметизирующего элемента 65.
Далее будет описана работа биполярной пластины топливного элемента в соответствии с настоящим изобретением.
Как описано выше в первом варианте реализации настоящего изобретения, собирают пакет топливного элемента. При этом подъемами прямого канала 61, сформированного на боковой стороне биполярной пластины (БП), и боковой стороной МЭУ (М) образуется путь (канал), по которому протекает топливо. Другой боковой стороной МЭУ (М) и спусками прямых каналов 61, сформированных на боковой стороне другой биполярной пластины (БП), обращенной к первой биполярной пластине (БП), образуется путь (канал), по которому протекает воздух.
При такой конструкции, когда топливо подается во впускной канал 63 биполярной пластины (БП), топливо во впускном канале 63 протекает по этому пути, а именно через впускной буферный канал 62а, соединительный канал 62с, канал 61 и выпускной буферный канал 62b. После этого топливо выпускается наружу через выпускной канал 64. В дополнение к этому, воздух протекает посредством прохождения такого же процесса, что и описанный выше.
Кроме того, в настоящем изобретении за счет изготовления металлической пластины посредством пресс-обработки, изготовление является простым и быстрым. Помимо этого, за счет уменьшения толщины биполярной пластины размер и масса пакета могут быть уменьшены.
Промышленная применимость
Как описано выше, в случае биполярной пластины топливного элемента и способа ее изготовления в соответствии с настоящим изобретением, за счет придания равномерности потокам топлива и воздуха, соответственно протекающим в топливный электрод и воздушный электрод топливного элемента, повышения эффективной площади реакции с МЭУ и увеличения зоны диффузии может быть увеличена отдача мощности (выход по энергии). За счет уменьшения сопротивления потоку топлива и воздуха могут быть уменьшены потери давления, генерирующего поток топлива и воздуха, т.е. силы накачки. Помимо этого, за счет упрощения и облегчения изготовления затраты на производство могут быть значительно снижены, и, следовательно, возможно серийное производство.
| название | год | авторы | номер документа |
|---|---|---|---|
| БИПОЛЯРНАЯ ПЛАСТИНА ТОПЛИВНОГО ЭЛЕМЕНТА | 2003 |
|
RU2334310C2 |
| МЕМБРАННО-ЭЛЕКТРОДНЫЙ УЗЕЛ ТОПЛИВНОГО ЭЛЕМЕНТА | 2003 |
|
RU2326472C2 |
| КОНСТРУКЦИЯ ДЛЯ СОКРАЩЕНИЯ ВНУТРЕННЕЙ ЦЕПИ ТОПЛИВНОГО ЭЛЕМЕНТА | 2003 |
|
RU2328796C2 |
| РЕАКТИВНАЯ ТУРБИНА | 2011 |
|
RU2549001C2 |
| УСТРОЙСТВО ЭЛЕКТРОДНОГО КОТЛА | 2021 |
|
RU2817058C1 |
| ПЛАСТИНЫ ДЛЯ РАСПРЕДЕЛЕНИЯ ПОТОКОВ ТЕКУЧЕЙ СРЕДЫ В ТОПЛИВНЫХ ЭЛЕМЕНТАХ | 2007 |
|
RU2419921C2 |
| УЗЕЛ ТОПЛИВНОГО ЭЛЕМЕНТА | 2006 |
|
RU2378743C1 |
| ТОПЛИВНАЯ ФОРСУНКА С ПРЕДВАРИТЕЛЬНЫМ СМЕШЕНИЕМ ТОПЛИВА (ВАРИАНТЫ), И СПОСОБ СЖИГАНИЯ ТОПЛИВА (ВАРИАНТЫ) | 1998 |
|
RU2215243C2 |
| СИСТЕМА ТОПЛИВНЫХ ЭЛЕМЕНТОВ И СОДЕРЖАЩАЯ ЕЕ СИСТЕМА ВОДОСНАБЖЕНИЯ ДЛЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 2006 |
|
RU2428770C2 |
| ПЫЛЕУЛАВЛИВАЮЩЕЕ УСТРОЙСТВО ЦИКЛОННОГО ТИПА, ПРЕДНАЗНАЧЕННОЕ ДЛЯ ИСПОЛЬЗОВАНИЯ В ПЫЛЕСОСЕ | 2003 |
|
RU2242158C2 |
Изобретение относится к области электротехники и может быть использовано в топливных элементах. Биполярная пластина топливного элемента включает в себя пластину, пространство протекания текучей среды, сформированное на обеих боковых сторонах пластины, сетку направления текучей среды, установленную в пространстве протекания текучей среды. На пластине сформированы впускной канал, соединенный с пространством протекания текучей среды, и выпускной канал, соединенный с пространством протекания текучей среды. Биполярную пластину изготавливают с помощью определенной пресс-формы и соответствующей обработки. В результате обеспечивается более равномерное распределение потоков и уменьшение сопротивления потокам топлива и воздуха, протекающим, соответственно, в топливный электрод и воздушный электрод топливного элемента. Помимо этого, площадь реакции с мембранно-электродным узлом и зона диффузии могут быть увеличены, а изготовление может быть упрощено и облегчено, 6 н. и 14 з.п. ф-лы, 16 ил.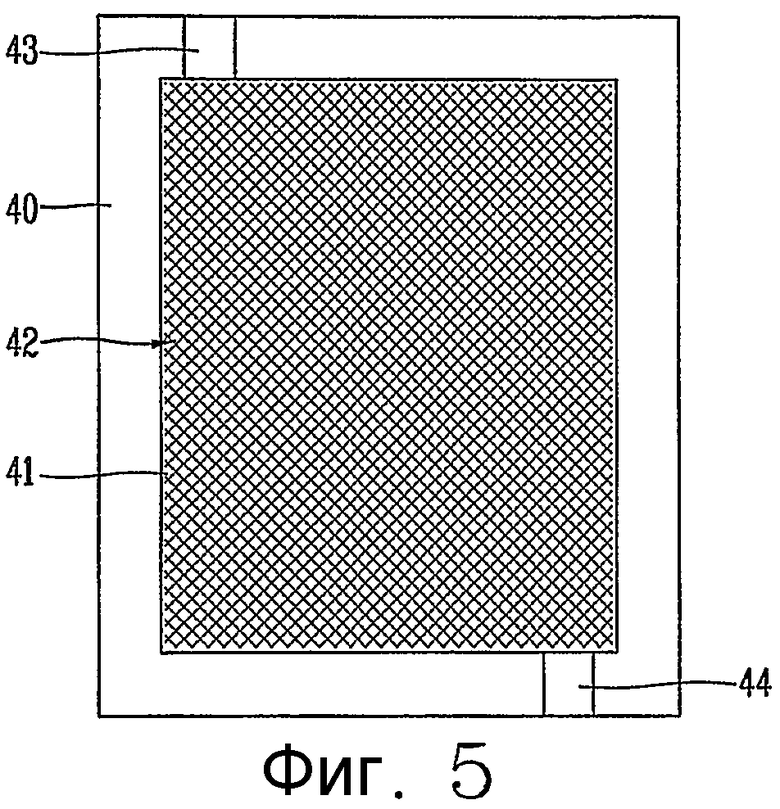
| RU 2001112115 А, 27.06.2003 | |||
| БИПОЛЯРНАЯ ПЛАСТИНА ДЛЯ ЭЛЕКТРОЛИЗЕРОВ ТИПА ФИЛЬТР-ПРЕСС | 1997 |
|
RU2187578C2 |
| БАТАРЕЯ ТВЕРДООКСИДНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ | 1996 |
|
RU2129323C1 |
| Топливный элемент с твердым электролитом | 1957 |
|
SU121159A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭНАНТИОМЕРНО ЧИСТОЙ АЗЕТИДИН-2-КАРБОНОВОЙ КИСЛОТЫ | 1996 |
|
RU2163595C2 |
| US 6635375 В1, 21.10.2003 | |||
| US 3589942 А, 29.06.1971 | |||
| DE 4027655 C1, 31.10.1991 | |||
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| СПОСОБ ПОЛУЧЕНИЯ КИСЛОРОДСОДЕРЖАЩИХ | 0 |
|
SU389020A1 |

