Настоящее изобретение относится к предмету, прежде всего к защитному элементу для защищенной от подделки бумаги, банкнот, удостоверений личности или иных аналогичных документов, а также к защищенной от подделки бумаге и ценному документу с таким защитным элементом. Изобретение относится далее к способу изготовления такого предмета, прежде всего защитного элемента, соответственно защищенной от подделки бумаги и ценного документа с подобным защитным элементом. Предлагаемый в изобретении способ предназначен в первую очередь для получения на основе покрытия, окрашенного в цвет благородного или драгоценного металла, предпочтительно покрытия золотистого цвета.
При изготовлении ценных документов, под которыми в контексте настоящего изобретения подразумеваются, например, банкноты, чековые формуляры, акции, удостоверения личности, кредитные карты, авиабилеты и иные свидетельства и документы, а также этикетки, печати, упаковки и иные элементы для защиты от подделки различного рода продукции, товаров и изделий, особо важное значение имеет защита таких ценных документов от подделки и/или возможность проверки и установления их подлинности. Помимо защитных признаков, которые могут распознаваться путем автоматического контроля, соответственно могут использоваться для автоматического контроля, существуют также защитные признаки, которые можно наносить на подобные документы и на основе которых любой человек, не обладая специальными знаниями, может без помощи вспомогательных средств проверить подлинность снабженного ими документа и сделать однозначный вывод о его подлинности.
Одна из возможностей снабжения защитного элемента, такого как защитная нить, легко различимыми визуально элементами описана в заявке ЕР 0330733 В1, в которой описана защитная нить с непрозрачным слоем, в котором имеются вырезы, на совмещенных с которыми участках защитная нить содержит придающие ей определенную окраску и/или люминесцирующие вещества. Подобная защитная нить заделывается в виде так называемой "ныряющей" защитной нити в защищенную от подделки бумагу, т.е. в процессе изготовления защищенной от подделки бумаги как бы вплетается в нее и поэтому через равные интервалы выходит на поверхность бумаги и видна на поверхности бумаги и лишь в промежутках между выходящими на поверхность бумаги участками полностью заделана в нее.
С целью придать защитному элементу необычный, привлекающий внимание внешний вид и с целью подчеркнуть ценность защищаемого с его помощью предмета защитные элементы часто выполняют серебристых или золотистых тонов.
Одна из возможностей получения золотистого покрытия заключается в напылении золота тонким слоем на подложки или подслои с высокой отражательной способностью, например на алюминий или серебро. Однако подобный подход связан с высокими издержками из-за высокой стоимости исходных материалов и высоких затрат на технические средства, которые необходимы для получения максимально равномерных покрытий.
Другая возможность получения покрытий золотистого цвета состоит в нанесении на подложки золотистой бронзы методом ее напыления из лодочки (лодочкового напыления) или методом ионного распыления. При применении метода напыления из лодочки проволока непрерывно подается в разогретую до высокой температуры лодочку. В случае, когда лодочка разогрета до достаточно высокой температуры, поступающая внутрь лодочки проволока испаряется со скоростью подачи, соответственно материал, из которого сделана проволока, полностью переходит в паровую фазу. Эти пары осаждаются на расположенной над лодочкой основе, причем состав образующегося на основе металлического слоя полностью соответствует составу испаряемой проволоки. Однако нередко, например, в случае использования проволоки из определенных сплавов, проволока испаряется не сразу, а сначала плавится, образуя внутри лодочки лужицы из расплава. Испарение различных компонентов сплава из таких лужиц происходит вследствие различного давления их паров над этими лужицами, с различной скоростью, что приводит к различиям в составе испаряющегося и, соответственно, осаждающегося на основе материала. В результате заданный вначале цветовой тон наносимого покрытия может в процессе напыления меняться по длине и ширине наносимого покрытия. Известно, что для нанесения покрытия может использоваться и метод ионного распыления. В случае применения данного метода из неподвижной мишени с помощью плазмы "выбиваются" пучки ионов (или молекул) металла или металлов, которые затем конденсируются на расположенной над мишенью основе. Рассматриваемый метод позволяет достаточно точно выдерживать постоянный состав покрытия, однако этот метод связан с существенными затратами времени и вследствие этого отличается весьма низкой производительностью.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать способ получения покрытий, окрашенных в цвет благородных или драгоценных металлов, а также предложить имеющие такие покрытия предметы, прежде всего защитные элементы, а также ценные документы, снабженные такими защитными элементами. При этом такой способ должен прежде всего позволять экономичным путем создавать покрытия, имеющие одинаковый для всей поверхности цветовой тон. Имеющие такие покрытия предметы должны обладать повышенной, по сравнению с уровнем техники, степенью защиты от подделки, обусловленной, например, их хорошей визуальной различимостью или броскостью.
Указанная задача решается совокупностью существенных признаков соответствующих независимых пунктов формулы изобретения. Предпочтительные варианты осуществления изобретения приведены в зависимых пунктах формулы.
При осуществлении предлагаемого в изобретении способа изготовления защитного элемента или переводного элемента для защиты от подделки ценных документов или товаров и изделий, на основу защитного элемента или переводного элемента осаждением из паровой фазы напыляют многокомпонентный испаряемый материал, переводимый в паровую фазу с помощью электронного луча или нагрева сопротивлением. При этом пары испаряемого материала осаждаются на основе, образуя на ней покрытие, окрашенное в цвет благородного или драгоценного металла. Для обеспечения постоянства цветового тона в процессе нанесения покрытия предлагается определять состав покрытия посредством измерения в отраженном свете и при необходимости корректировать возможные отклонения состава покрытия от заданного значения путем изменения мощности, расходуемой на нагрев испаряемого материала, и/или энергии электронного луча.
Объектом изобретения является также защитный элемент или переводной элемент для защиты от подделки ценных документов или товаров и изделий. Такой защитный или переводной элемент имеет основу, снабженную по меньшей мере одним покрытием из сплава, окрашенного в цвет благородного или драгоценного металла. Покрытие получено путем напыления на основу материала, осаждающегося из паровой фазы, предлагаемым в изобретении способом.
Кроме того, объектом изобретения является защищенная от подделки бумага для изготовления ценных документов или ценный документ, снабженные по меньшей мере одним предлагаемым в изобретении защитным элементом.
В соответствии с изобретением испаряемый с помощью электронного луча или тигля с нагревом сопротивлением (резистивным нагревом) материал образует многокомпонентный пар, осаждающийся на поверхности основы с образованием многокомпонентного покрытия, окрашенного в цвет благородного или драгоценного металла. В случае использования электронно-лучевого напыления или напыления с использованием тигля с резистивным нагревом речь идет о методе вакуумной металлизации, позволяющем наносить чрезвычайно тонкие и равномерные слои покрытия. При применении метода электронно-лучевого напыления помещенный в тигель испаряемый материал нагревается электронным лучом. Образующиеся при этом пары конденсируются на перемещаемой над тиглем основе. Вместо использования электронного луча необходимая энергия может подводиться к испаряемому материалу и посредством нагрева тигля сопротивлением. При этом испаряемый материал может быть жидким, например, таким как расплав металла, и находиться в одном тигле. Однако испарению могут подвергаться и возгоняемые материалы. В одном из вариантов испарение осуществляется из одного тигля, причем испаряемый материал представляет собой, например, многокомпонентную систему, такую как сплав. В другом варианте испаряемый материал состоит из отдельных компонентов, помещенных в разные тигли. Каждый тигель нагревается одним или несколькими электронными лучами или за счет нагрева сопротивлением. Тигли расположены таким образом, что струи выходящих из них паров накладываются над тиглями друг на друга. При этом значения мощности, расходуемой на нагрев каждого из тиглей, согласованы между собой таким образом, что на основе осаждается многокомпонентное покрытие, например сплав, требуемого состава.
Поскольку компоненты испаряемого материала, как правило, представляют собой вещества с различными скоростями испарения, зависящими, например, от температуры нагрева и от характерных для отдельных компонентов параметров давления пара над расплавом, к осуществлению предлагаемого в изобретении способа предъявляются высокие требования. Для того чтобы наносимое на основу покрытие имело определенный состав, в паровой фазе все компоненты этого покрытия должны быть представлены в требуемом количественном соотношении. При этом необходимо учитывать, соответственно компенсировать обусловленные различиями в давлении пара над расплавом различия в количественном соотношении компонентов в расплаве и в паровой фазе. Так, для соблюдения требуемого количественного соотношения компонентов в паровой фазе компоненты, для которых характерно большое давление пара над расплавом, обычно должны присутствовать в расплаве в меньшем количественном соотношении, в то время как компоненты, для которых характерно меньшее давление пара над расплавом, обычно должны быть представлены в расплаве в более высокой концентрации. Состав расплава задается таким, чтобы при определенной температуре был обеспечен требуемый состав осаждающихся на основе паров. Поскольку вследствие различий в скорости испарения различных компонентов состав испаряемого материала в процессе испарения постоянно меняется, для компенсации указанного эффекта необходимо либо восполнять образующийся недостаток определенных компонентов испаряемого материала путем их добавления в расплав, либо использовать большие объемы расплава. В предпочтительном варианте осуществления изобретения используемые объемы расплавов достаточно велики для того, чтобы добавления компонентов не требовалось в течение всего цикла нанесения покрытия.
В соответствии с предлагаемым в изобретении способом напыление покрытия определенного состава осуществляется с применением механизма регулирования, предусматривающего измерение напыленного слоя в отраженном свете, а также, при необходимости, измерение в проходящем свете (на просвет) предпочтительно на нескольких участках, распределенных по ширине основы, на которую наносится покрытие. Для измерения отражения и пропускания света применяются известные специалистам оптические приборы.
При измерении в проходящем свете (измерении пропускания света) измеряется оптическая плотность напыленного слоя, что позволяет косвенно определить его толщину. В случае отклонения толщины напыленного слоя от заданного значения толщина слоя корректируется путем изменения скорости, с которой основу, на которую наносится покрытие, перемещают по заданной траектории, и/или скорости испарения напыляемого вещества. При этом скорость испарения, в свою очередь, может регулироваться путем управления энергией электронного луча или мощностью, расходуемой на нагрев испаряемого материала. В случае, когда толщина слоя, например, превышает заданную, количество испаряемого вещества, осаждающегося на единицу площади основы, может быть уменьшено путем увеличения скорости перемещения ленты. В другом варианте или в дополнение к вышесказанному скорость испарения может, например, уменьшаться путем снижения мощности, расходуемой на нагрев тигля, или путем уменьшения энергии электронного луча.
При выполнении измерения в отраженном свете по спектру отраженного света измеряется цвет осажденного слоя, что позволяет косвенно определить состав многокомпонентного испаряемого материала. При этом обычно напыленный слой облучается белым светом, а спектр отраженного от слоя излучения анализируется и описывается с помощью цветовых координат, например, в цветовой системе Манселла или в цветовой системе МКО (Международной комиссии по освещению). Полученные координаты цветности напыленного слоя сравниваются с заранее заданным значением, соответствующим определенному составу испаряемого материала, что позволяет по возможному отклонению сделать вывод о наличии отклонения состава испаряемого материала от заданного и при необходимости предпринять регулирующее воздействие, направленное на корректировку или компенсацию выявленного отклонения. Осуществляемое при этом регулирование основано на изменении скорости испарения отдельных компонентов многокомпонентного испаряемого материала, для чего, например, может увеличиваться или уменьшаться энергия электронного луча, соответственно мощность, расходуемая на нагрев расплавов соответствующих компонентов.
При этом регулирование может осуществляться различными путями. Ниже описаны некоторые предпочтительные варианты осуществления изобретения, в которых используются два тигля, в каждом из которых содержится один из компонентов сплава, причем изобретение не ограничивается этими описанными ниже вариантами.
Вариант А
Мощность, расходуемая на нагрев тигля 1, в котором предпочтительно находится основной компонент сплава, установлена на постоянное значение. Расходуемая на нагрев тигля мощность подбирается опытным путем, и она должна обеспечивать осаждение на пленку металла слоем равномерной толщины по всей ее ширине, составляющей обычно от 1 до 2 м. Количество находящегося в тигле 1 основного компонента сплава должно быть таким, чтобы изменение общей расходуемой на нагрев мощности (равной суммарной мощности, расходуемой на нагрев тиглей 1 и 2) не сказывалось на толщине слоя осаждаемого на пленку испаряемого материала. С учетом этого измерение светопропускания для определения толщины слоя осажденного материала не является строго обязательным. Вместе с тем в процессе нанесения на пленку покрытия можно при необходимости определять в отраженном свете цветовые координаты напыленного слоя в нескольких точках, распределенных по ширине ленты, и затем сравнивать их с заданными значениями. Величина отклонения одной или нескольких измеренных таким путем цветовых координат от заданных значений используется далее в качестве управляющего воздействия для регулирования мощности, расходуемой на нагрев тигля 2. При использовании тигля 2 желобо- или корытообразной формы наряду с мощностью, расходуемой на нагрев всего содержимого тигля 2, при необходимости можно регулировать и поперечное распределение расходуемой на его нагрев мощности по его длине.
Вариант Б
В этом варианте аналогично варианту А мощность, расходуемая на нагрев тигля 1, в котором предпочтительно находится основной компонент сплава, установлена на постоянное, определяемое опытным путем значение, при котором обеспечивается осаждение на пленку металла слоем равномерной толщины по всей ее ширине. В процессе нанесения покрытия на пленку на просвет измеряют, при необходимости в нескольких точках, распределенных по ширине ленты, оптическую плотность напыленного слоя. Затем измеренные в нескольких точках по ширине ленты значения оптической плотности усредняют, вычисляя среднее значение оптической плотности, которое сравнивают с заданным значением оптической плотности слоя, которую он должен иметь при определенной его толщине. При отклонениях измеренных значений оптической плотности от заданных скорость, с которой пленку, на которую наносится покрытие, перемещают по заданной траектории, увеличивают или уменьшают соответственно выявленному отклонению. Расходуемая на нагрев тигля 2 мощность регулируется аналогично варианту А.
Вариант В
В этом варианте при постоянной скорости, с которой основу, на которую наносится покрытие, перемещают по заданной траектории, регулируют скорость испарения материала, находящегося в обоих тиглях - в тигле 1 и в тигле 2. Скорость испарения материала при этом также регулируют путем изменения расходуемой на нагрев тиглей мощности, соответственно энергии электронного луча. Скорость испарения напыляемого материала регулируют на основе результатов измерения на просвет оптической плотности осажденного слоя, а также на основе результатов определения его цветовых координат, измеряемых в отраженном свете. Для получения на основе слоя постоянной толщины, а тем самым и для поддержания суммарного количества осаждаемого на основу материала на постоянном уровне суммарная мощность, расходуемая на нагрев обоих тиглей 1 и 2, предпочтительно должна быть постоянной. Для получения сплава постоянного состава соотношение между значениями мощности, расходуемой на нагрев тигля 1 и тигля 2, предпочтительно поддерживать путем соответствующего регулирования на постоянном уровне.
В качестве испаряемого материала предпочтительно использовать многокомпонентную систему, например соединения, смеси или сплавы, слой которой после ее осаждения на основу имеет окрашенный в цвет благородного или драгоценного металла тон. При этом под выражением "окрашенный в цвет благородного или драгоценного металла" в контексте настоящего изобретения имеется в виду любой цветовой тон, в котором присутствуют серебристые и/или золотистые цвета. В соответствии с этим в цветовой шкале покрытия в зависимости от состава испаряемого материала присутствуют не только исключительно серебристые или золотистые тона. Цветовая шкала серебристых тонов охватывает диапазон от серебристого тона с высокой удельной долей белого до серебристых тонов с высокой удельной долей темно-серого или даже черного цвета, включая промежуточные серебристые тона, в которых присутствуют светло-серые оттенки. Цветовая шкала золотистых тонов охватывает диапазон от светло-золотистого, никелевого, золотистого цвета вплоть до бронзового цвета, включая промежуточный темно-золотистый цвет. Помимо этого окрашенным в цвет благородного или драгоценного металла тонам можно за счет принятия соответствующих мер дополнительно придавать также, например, желтоватые, зеленоватые, красноватые или коричневатые оттенки.
В предпочтительном варианте под выражением "окрашенный в цвет благородного или драгоценного металла" подразумевается золотистый цвет любого возможного золотистого тона.
Под испаряемым материалом предпочтительно имеется в виду сплав, прежде всего золотистая бронза. Под термином "золотистая бронза" в контексте настоящего изобретения подразумеваются все сплавы с медью, прежде всего сплавы, содержащие медь и алюминий. К числу других предпочтительных сплавов относятся сплавы, содержащие медь и олово, сплавы, содержащие медь и серебро, или сплавы, содержащие медь, олово и серебро. Содержание меди в осажденных на основу сплавах предпочтительно должно составлять от 95 до 75 мас.%, более предпочтительно от 95 до 85 мас.%, наиболее предпочтительно 92 мас.%. В особо предпочтительном варианте сплав содержит от 5 до 15 мас.% алюминия и от 95 до 85 мас.% меди. Напыленный на основу слой для придания ему золотистого цвета предпочтительно должен на 8 мас.% состоять из алюминия и на 92 мас.% из меди.
Для получения других цветовых тонов, например окрашенных в цвет благородного или драгоценного металла тонов с желтоватым, зеленоватым, красноватым и коричневатым оттенками, прежде всего золотистых тонов, в сплав можно в соответствующих количествах добавлять различные примесные металлы. В качестве таких металлов-примесей можно использовать, например, железо, марганец, ванадий, хром, никель, кобальт, кремний, магний, цинк или титан. Содержание подобных металлов-примесей предпочтительно должно составлять по меньшей мере 5 мас.% в пересчете на массу осажденного на основу испарившегося материала. Очевидно, что существует также возможность смещать цветовые тона напыленного покрытия в сторону тех оттенков, которые визуально воспринимаются скорее как серебристые, например, путем увеличения доли алюминия в сплаве. Конкретный состав испаряемого материала, необходимый для получения на основе покрытия требуемых цветовых тонов, можно определять опытным путем проведением соответствующих предварительных экспериментов.
Толщина напыленного на основу слоя предпочтительно должна составлять минимум 20 нм и максимум 200 нм, прежде всего от 50 до 150 нм. Очевидно, что вполне допустимо напылять на основу слои толщиной и менее 20 нм, например толщиной лишь в несколько нанометров.
Получаемое предлагаемым в изобретении способом покрытие можно отличить от покрытий, получаемых известными из уровня техники методами, например ионным напылением или напылением из лодочки (лодочкового испарителя), на основе различий в параметрах их кристаллической структуры, таких, например, как размер зерен, показатель преломления и электропроводность. При этом анализ таких различий может в зависимости от анализируемого параметра отличаться большей или меньшей сложностью, однако в любом случае относится к области знаний специалиста.
Возможность получения нескольких различных золотистых тонов позволяет также снабжать защитный элемент покрытием с несколькими цветовыми тонами. Однако основная особенность предлагаемого в изобретении защитного элемента состоит в наличии у него по меньшей мере одного окрашенного в цвет благородного или драгоценного металла покрытия. Сымитировать создаваемое таким защитным элементом зрительное впечатление, прежде всего при наличии у него разноцветных покрытий, образующих сложные узоры, возможно лишь при условии исключительно высоких затрат или даже вообще невозможно. Защитный элемент может представлять собой защитную нить или защитную полоску, состоящую из самонесущей полимерной пленки с нанесенными на нее окрашенными в цвет благородных или драгоценных металлов покрытиями. Такую защитную нить можно по меньшей мере частично внедрять или заделывать в защищенную от подделки бумагу, соответственно в материал защищенного от подделки документа. Вместе с тем защитный элемент можно также выполнять в виде ленты или этикетки и прикреплять к поверхности защищенной от подделки бумаги, соответственно ценного документа.
В другом варианте защитный элемент можно выполнять также в виде переводного элемента. Этот вариант наиболее предпочтительно использовать в том случае, когда защитный элемент должен полностью располагаться на поверхности защищенной от подделки бумаги, соответственно ценного документа. В этом случае слоистую структуру защитного элемента сначала подготавливают на пленочной подложке, обычно из полимерной пленки, а затем с приданием требуемых контуров переносят ("переводят") методом горячего тиснения на поверхность защищенной от подделки бумаги, соответственно ценного документа.
Защитный элемент при его размещении на поверхности защищенной от подделки бумаги, соответственно ценного документа, может иметь любые очертания, например иметь круглый, овальный, звездообразный, прямоугольный, трапециевидный или полосовой контур. Область применения предлагаемого в изобретении защитного элемента, однако, не ограничивается защищенными от подделки документами. Так, в частности, предлагаемый в изобретении защитный элемент может с достижением соответствующих преимуществ использоваться также для защиты от подделки товаров и изделий любого типа. Для применения в этих целях защитный элемент может иметь дополнительные обеспечивающие защиту от кражи элементы, например катушку индуктивности или чип. То же самое относится и к снабженной подобным защитным элементом защищенной от подделки бумаге, соответственно к снабженному подобным защитным элементом ценному документу.
В качестве основы, на которую осаждением из паровой фазы наносится напыляемый материал, предпочтительно использовать полимерную пленку предпочтительно из полиэтилентерефталата (ПЭТ), полифениленоксида (ПФО), полиэтиленнафталата (ПЭН) или поликарбоната (ПК).
Полимерную пленку защитного элемента можно дополнительно снабдить дифракционными структурами в виде рельефной структуры. Такие дифракционные структуры могут представлять собой любые вызывающие дифракцию света структуры, например голограммы или структуры в виде дифракционных решеток (например, кинеграммы (Kinegram®), пиксельграммы), либо иные аналогичные структуры. Обычно подобные дифракционные структуры выполняют в полимерной пленке тиснением.
В качестве дополнительного, хорошо различимого визуально признака в предлагаемом в изобретении покрытии можно также выполнять вырезы предпочтительно вымывным методом, описанным в заявке WO 99/13157, которая тем самым включена в настоящее описание в качестве ссылки. При использовании этого метода для выполнения вырезов в предлагаемом в изобретении покрытии защитные элементы сначала предварительно изготавливают в виде защитной пленки с несколькими расположенными на ней однотипными защитными элементами в виде так называемых учетных единиц. В качестве основы при этом используют самонесущую, предпочтительно прозрачную, полимерную пленку. В случае защитных нитей или этикеток такая полимерная пленка соответствует полимерному слою предлагаемого в изобретении защитного элемента. При выполнении защитных элементов в виде элементов из тисненой фольги, по отдельности отделяемых от остальной ее части, эта полимерная пленка образует подложку подобного переводного материала, на которую полимерный слой нанесен в виде лакового слоя. В этом лаковом слое или в случае защитных нитей или этикеток в полимерной пленке тиснением можно выполнить дифракционные структуры. Полимерный слой предлагаемого в изобретении защитного элемента затем запечатывают предпочтительно методом глубокой печати, нанося при этом соответствующую печатную краску на участки, форма которых соответствует форме выполняемых в последующем вырезов. При этом используют печатную краску с высоким содержанием пигментов, образующую после высыхания пористый, рельефно выступающий красочный слой. После этого на запечатанный полимерный слой напылением наносят предлагаемое в изобретении покрытие. На заключительной стадии красочный слой и расположенную поверх него часть предлагаемого в изобретении покрытия удаляют путем вымывания жидкостью, при определенных условиях в сочетании с механическим воздействием. В качестве печатной краски при этом предпочтительно использовать водорастворимую печатную краску, что позволяет применять в качестве вымывной жидкости воду. В соответствии с этим такой метод обладает высокой экологичностью и не требует принятия особых защитных мер против загрязнения окружающей среды. В дополнение к вымыванию для более эффективного и полного удаления красочного слоя и расположенной поверх него части напыленного покрытия их можно также подвергать механическому воздействию с использованием для этой цели соответствующих механических средств, например вращающегося валика, щетки или ультразвука.
В принципе для выполнения вырезов в предлагаемом в изобретении покрытии можно использовать и методы травления, хотя они и являются более сложными и трудоемкими по сравнению с вымывным методом. При выполнении вырезов в напыленном металлическом покрытии травлением сначала на полимерный слой осаждением наносят предлагаемое в изобретении покрытие, а затем по всей площади его поверхности, за исключением удаляемых в последующем участков, запечатывают слоем защитного лака. После этого всю эту многослойную структуру будущего защитного элемента погружают в травильную ванну с травильным раствором, удаляя с полимерного слоя не покрытые защитным лаком участки осажденного на него металлического покрытия. Поскольку для травления различных металлов, образующих соответственно различные по своим свойствам покрытия, необходимо использовать травильные растворы различного состава, процесс нанесения защитного лака, соответственно погружения в травильную ванну требуется повторять, используя каждый раз различные травильные растворы. Между стадиями обработки в отдельных травильных ваннах защитный элемент необходимо подвергать обработке в ваннах для нейтрализации и очистки во избежание загрязнения травильных растворов в отдельных травильных ваннах.
Для выполнения вырезов в предлагаемом в изобретении покрытии могут использоваться и иные методы, например механическое удаление материала на соответствующих участках покрытия или выполнение вырезов с помощью сканирующего лазерного луча, электроэрозионной обработкой либо иными методами удаления материала.
Основы с напыленным на них предлагаемым в изобретении металлическим покрытием можно подвергать дальнейшей обработке, в ходе которой напыленный на основу слой можно, например, механически соскабливать с основы с получением мелких чешуек или пластинок. Такие чешуйки или пластинки предпочтительно перерабатывать в печатные краски и в таком виде использовать для изготовления защитных элементов.
Преимущество предлагаемого в изобретении способа нанесения покрытий состоит в возможности получения с его помощью высокорентабельным путем, т.е. с высокой экономией затрат и времени, окрашенных в цвет благородных или драгоценных металлов покрытий, которые в отличие от известных из уровня техники покрытий характеризуются исключительно равномерными цветовым тоном и толщиной слоя.
Благодаря хорошей визуальной различимости (броскости) покрытия, окрашенного в цвет благородного или драгоценного металла, изготовленные предлагаемым в изобретении способом защитные элементы и снабженные ими ценные документы обладают повышенной степенью их защиты от подделки, поскольку такие защитные элементы легко распознать без использования вспомогательных средств.
Другие варианты осуществления и преимущества предлагаемого в изобретении способа, а также другие варианты выполнения и преимущества предлагаемого в изобретении защитного элемента, соответственно защищенной от подделки бумаги и ценного документа более подробно рассмотрены ниже со ссылкой на примеры и чертежи.
Пример 1
В электронно-лучевой напылительной установке пленки из ПЭТ, а в других вариантах - из ПФО, ПК или ПЭН, шириной 1000 мм покрывают слоем толщиной примерно 55 нм, наносимым из материала, который состоит на 8 мас.% из алюминия и на 92 мас.% из меди. Напыляемый на пленку материал испаряют из тигля, который по своей вместимости должен быть рассчитан на загрузку в него материала по меньшей мере в таком количестве, которого достаточно для проведения одного цикла нанесения покрытия без необходимости восполнения израсходованного количества материала. Испаряемый материал, которым в данном случае служит сплав алюминия с медью, нагревают с помощью электронной пушки. Поскольку в расплаве давление паров меди превышает давление паров алюминия, относительное содержание меди в паровой фазе превышает ее содержание в расплаве. С учетом этого на движущуюся над паровой фазой такого состава основу оседала бы пленка медного цвета. Для решения этой проблемы увеличивают отношение количества алюминия в расплаве к количеству меди. В соответствии с этим долю алюминия повышают до 20%, а долю меди снижают соответственно до 80%, в результате чего расплав такого состава приобретает серебристую окраску. Однако при таком составе расплава соотношение между медью и алюминием в находящейся над расплавом паровой фазе устанавливается на значение, при котором на основе осаждаются золотистые покрытия, в которых соотношение между алюминием и медью соответствует указанному выше (8/92). С увеличением продолжительности напыления относительный состав расплава изменяется в сторону увеличения в нем количества алюминия из-за более высокой скорости испарения из него меди. Этот эффект можно снивелировать либо за счет подпитки расплава медью в процессе напыления, либо за счет использования расплава большого объема. При использовании расплава большого объема соотношение в нем компонентов изменяется за время одного цикла нанесения покрытия лишь незначительно, и поэтому цветовой тон напыленного слоя остается равномерным.
Пример 2
Этот пример в основном соответствует примеру 1 и отличается от него тем, что для расплавления и испарения напыляемого на пленку материала используют не электронный луч, а нагреваемый сопротивлением (джоулевым теплом) тигель.
Приведенные на описанных ниже чертежах изображения являются схематичными, а соотношения размеров и пропорции на них не соответствуют реальным. На прилагаемых чертежах, в частности, показано:
на фиг.1 - предлагаемый в изобретении ценный документ,
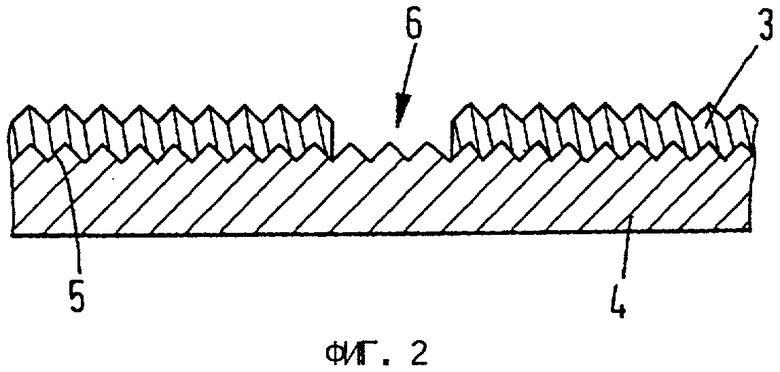
на фиг.2 - предлагаемый в изобретении ценный документ в разрезе плоскостью А-А, и
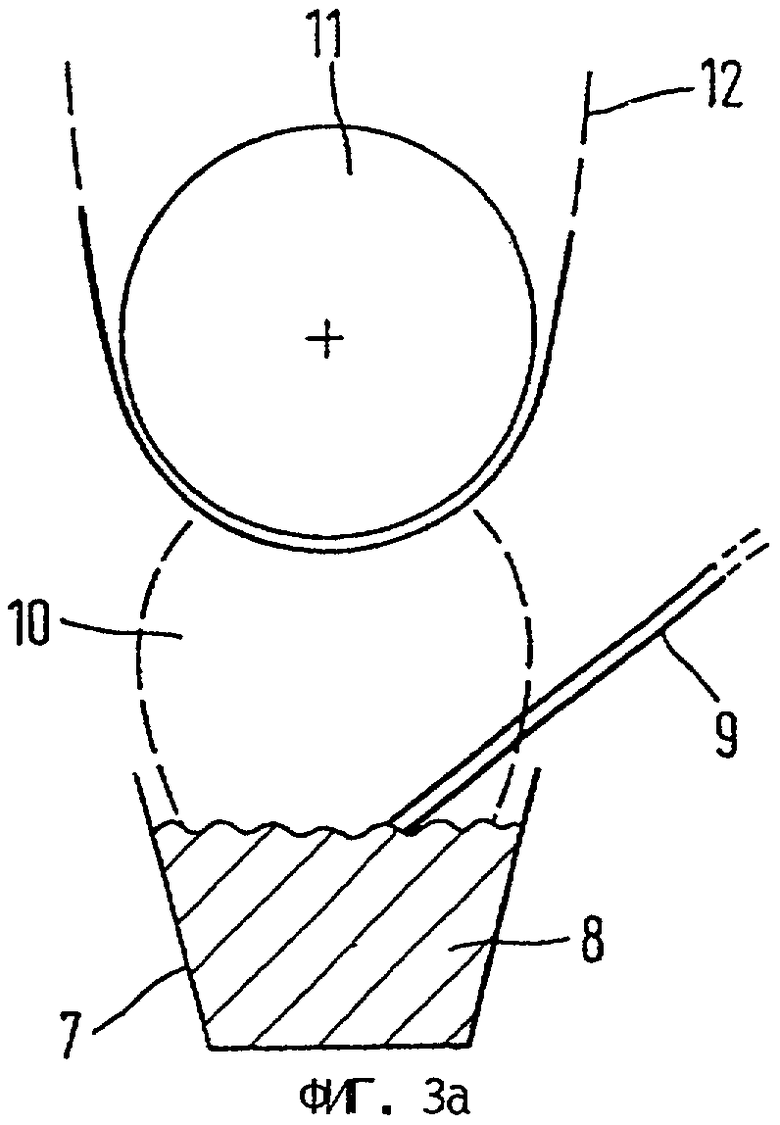
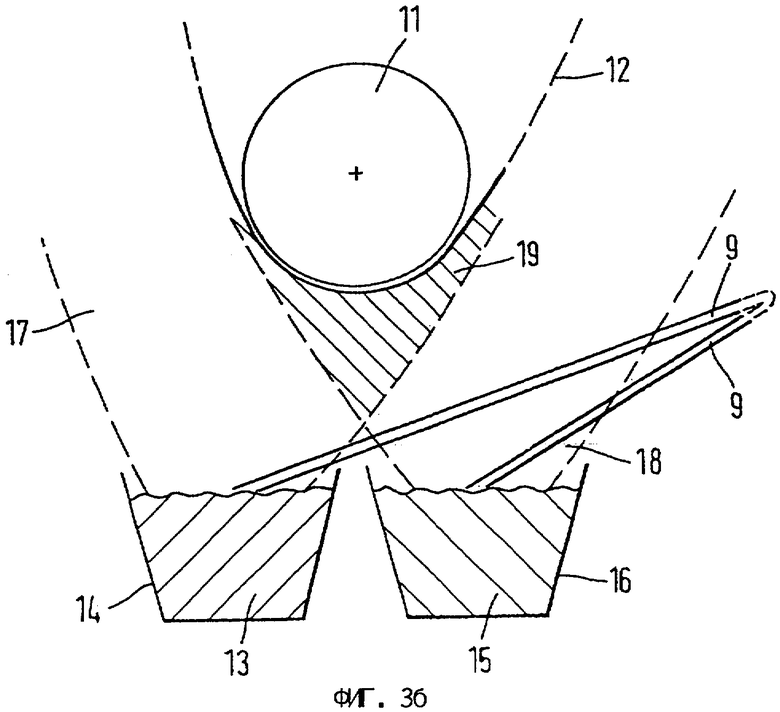
на фиг.3а, 3б - схематичное изображение устройства для напыления покрытий осаждением из паровой фазы.
На фиг.1 в виде в плане показан предлагаемый в изобретении ценный документ. В показанном на этом чертеже примере таким ценным документом является банкнота 1. Банкнота 1 снабжена имеющим вид полосы защитным элементом 2, который проходит по всей ее ширине. Вся обращенная к человеку поверхность защитного элемента 2 зрительно воспринимается как имеющая золотистый цвет.
Показанный на фиг.1 защитный элемент представляет собой защитный элемент с вызывающими дифракцию света структурами и состоит из тисненого полимерного слоя и по меньшей мере одного нанесенного на него по описанной в примере 1 методике золотистого слоя 3.
На фиг.2 показанный на фиг.1 ценный документ изображен в разрезе плоскостью А-А. На этом чертеже показан полимерный слой 4, в котором выполнена дифракционная структура 5. Поверх нее расположено непосредственно граничащее с ней предлагаемое в изобретении золотистое покрытие 3 с выполненным в нем вырезом 6. Такие вырезы могут иметь вид любых символов, буквенно-цифровых знаков, рисунков, логотипов или иных аналогичных графических элементов.
Показанный на фиг.2 защитный элемент может представлять собой, например, защитную нить. Подобная защитная нить состоит из предпочтительно прозрачной пленочной подложки 4 и расположенного на ней золотистого покрытия 3.
На фиг.3а схематично изображена опытная установка с тиглем 7, в котором находится сплав 8 алюминия с медью. Этот сплав расплавляется электронным лучом 9 и начинает испаряться при дальнейшем подводе к нему энергии. При этом над плавильным тиглем образуется паровая фаза в виде облака 10 с определенным соотношением в ней между медью и алюминием. В это облако 10 пара вводится перемещаемая охлаждающим цилиндром 11 пленка 12, на которой осаждается сплав алюминия с медью с требуемым соотношением между ними.
На фиг.3б проиллюстрирован альтернативный описанному выше со ссылкой на фиг.3а процесс напыления металлического покрытия на пленку. В этом варианте испаряемым материалом являются два отдельных компонента, находящиеся в раздельных тиглях, а именно медь 13, находящаяся в тигле 14, и алюминий 15, находящийся в тигле 16. В результате расплавления и испарения обоих этих отдельных компонентов, для чего используется электронный луч 9, над тиглями образуется два облака 17, 18 паров, которые взаимно перекрываются в зоне 19. Соотношение между медью и алюминием в паровой фазе, образующейся в результате такого "слияния" паров обоих отдельных компонентов, соответствует определенной величине. В эту паровую фазу аналогично рассмотренному выше со ссылкой на фиг.3а варианту вводится перемещаемая охлаждающим цилиндром 11 пленка 12, на которой может осаждаться сплав алюминия с медью с требуемым соотношением между ними.
Изобретение относится к защитному элементу для защищенной от подделки бумаги, банкнот, удостоверений личности или иных аналогичных документов, к защищенной от подделки бумаге и ценному документу с таким защитным элементом, а также способу их изготовления. На основу осаждением из паровой фазы напыляют многокомпонентный испаряемый материал, переводимый в паровую фазу с помощью электронного луча или нагрева сопротивлением. Пары испаряемого материала осаждают на основе, образуя на ней покрытие, окрашенное в цвет благородного или драгоценного металла. Состав покрытия определяют посредством измерения в отраженном свете и при необходимости корректируют возможные отклонения состава покрытия от заданного значения путем изменения мощности, расходуемой на нагрев испаряемого материала, и/или энергии электронного луча. 5 н. и 29 з.п. ф-лы, 3 ил.
| МНОГОСЛОЙНЫЙ МАТЕРИАЛ | 1996 |
|
RU2157765C2 |
| УСТРОЙСТВО ДЛЯ ОЦЕНКИ УРОВНЯ СЫПУЧИХ МАТЕРИАЛОВ | 1998 |
|
RU2138027C1 |
| US 5409782 A, 25.04.1995 | |||
| US 6146773 A, 14.11.2000. | |||

