Настоящее изобретение относится к защитному элементу для защищенной от подделки бумаги, банкнот, удостоверений личности или иных аналогичных предметов, а также к защищенной от подделки бумаге и ценному документу с подобным защитным элементом. Изобретение относится далее к способу изготовления защитного элемента, соответственно защищенной от подделки бумаги и ценного документа с таким защитным элементом.
В заявке ЕР 0330733 А1 описана защитная нить, допускающая возможность ее и визуального, и автоматического контроля. Для изготовления такой защитной нити используется прозрачная полимерная пленка, на которую наносят металлическое покрытие, в котором предусматривают вырезы в виде символов, знаков, узоров или рисунков. Помимо этого защитная нить на ее совмещенных с этими вырезами участках содержит придающие ей определенную окраску и/или люминесцирующие вещества, благодаря которым указанные символы, знаки, узоры или рисунки при соответствующих условиях освещения выделяются за счет цветового контраста на фоне окружающего их непрозрачного металлического покрытия. В качестве такого металлического слоя у описанной в указанной заявке защитной нити предпочтительно используется алюминиевый слой. Подобная защитная нить заделывается в виде так называемой "ныряющей" защитной нити в защищенную от подделки бумагу, т.е. в процессе изготовления защищенной от подделки бумаги как бы вплетается в нее и поэтому через равные интервалы выходит на поверхность бумаги и лишь в промежутках между выходящими на поверхность бумаги участками полностью заделана в нее.
Подобная защитная нить уже отвечает исключительно высоким требованиям, предъявляемым к ней касательно степени ее защиты от подделки. Наличие у этой защитной нити сплошного металлического покрытия обеспечивает возможность автоматического контроля ее электропроводности, тогда как вырезы служат ее визуально контролируемым, хорошо различимым на просвет признаком подлинности. Помимо этого такая защитная нить имеет дополнительный, не видимый при обычных условиях для глаза человека признак подлинности, который невозможно обнаружить без вспомогательных средств, а именно, обладает на участке расположения вырезов люминесцентными свойствами, наличие которых также можно проверить путем автоматического контроля. Однако при беглой визуальной проверке банкнот, снабженных подобной защитной нитью, глазом человека в первую очередь воспринимается металлический блеск выходящих на поверхность банкноты участков ныряющей нити. Такой металлический блеск можно сымитировать путем простого наклеивания на подделку кусочков алюминиевой фольги. Поэтому при беглой проверке только в отраженном свете подобные подделки можно легко принять за подлинные банкноты.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача предложить защитный элемент, а также защищенную от подделки бумагу и ценный документ, которые обладали бы повышенной по сравнению с уровнем техники степенью защиты от подделки.
Указанная задача решается с помощью отличительных признаков независимых пунктов формулы изобретения. Различные варианты осуществления изобретения представлены в соответствующих зависимых пунктах формулы.
Предлагаемый в изобретении защитный элемент имеет по меньшей мере два различающихся по своей окраске металлических слоя, которые расположены с одной и той же его стороны и предпочтительно по меньшей мере на отдельных участках непосредственно примыкают друг к другу. Сымитировать зрительное впечатление, создаваемое таким защитным элементом, и прежде всего в том случае, когда имеющие различную окраску металлические слои нанесены в виде сложных узоров, которые могут еще и переплетаться между собой, исключительно сложно или даже вообще невозможно. Так, например, из имеющих различную окраску металлов можно составить многоцветное изображение. При этом образующие такое изображение металлические слои предпочтительно располагать на полимерном слое, который является частью защитного элемента.
Помимо этого металлические слои не обязательно должны располагаться на защитном элементе на одном уровне, а по меньшей мере на отдельных участках могут располагаться один над другим. Создаваемое металлическими слоями зрительное цветовое впечатление можно при этом изменять варьированием их толщины. Так, в частности, при выполнении по меньшей мере верхнего из металлических слоев столь малой толщины, что он становится просвечивающим, глаз человека будет воспринимать смешанный цвет обоих металлических слоев.
При расположении обоих металлических слоев один над другим они могут также взаимно перекрываться на больших по площади участках, при этом в верхнем металлическом слое на отдельных его участках с использованием дополнительных мер выполняют вырезы, через которые видим нижележащий металлический слой. Наличие разрывов или пробелов и в нижнем металлическом слое, которые предпочтительно смещены относительно вырезов в верхнем металлическом слое, и расположение защитного элемента таким образом, что его можно рассмотреть с обеих его сторон, позволяет увидеть два отличающихся по своей окраске металлических слоя с различных сторон защитного элемента.
Аналогичным образом у защитного элемента можно предусматривать также три или более расположенных один над другим металлических слоев и за счет специальных мер открывать или обнажать отдельные их участки, скрытые вышележащими металлическими слоями. При этом все металлические слои не обязательно должны располагаться с одной и той же стороны защитного элемента. Помимо этого не все металлические слои должны иметь и различную собственную окраску. Зрительно воспринимаемое цветовое впечатление, создаваемое металлическими слоями, можно также изменять за счет нанесения поверх них прозрачной печатной краски.
В качестве металлов для выполнения металлических слоев могут использоваться, например, алюминий, хром, никель, медь, золото, серебро либо иные "цветные металлы" или цветные сплавы металлов. В этих же целях могут использоваться и обладающие характерным для металлов внешним видом соединения, например имеющий золотистую окраску нитрид титана.
Еще одна возможность повышения степени защиты от подделки предлагаемого в изобретении защитного элемента состоит в применении металлов, обладающих различными физическими свойствами, прежде всего различными магнитными или электрическими свойствами. Так, например, железо и алюминий различаются между собой не только их окраской, но и их магнитными свойствами. Подобные различия можно выявить с помощью соответствующих измерительных средств, и поэтому они служат пригодным для автоматического обнаружения признаком подлинности.
Дополнительно повысить степень защиты от подделки предлагаемого в изобретении защитного элемента можно за счет выполнения вырезов в металлических слоях в виде буквенно-цифровых знаков, узоров, рисунков, логотипов или иных аналогичных графических элементов.
Защитный элемент может представлять собой защитную нить, состоящую из самонесущей полимерной пленки с нанесенными на нее металлическими слоями, имеющими различную окраску. Такая защитная нить по меньшей мере частично может быть заделана в защищенную от подделки бумагу, соответственно в материал защищенного от подделки документа. Защитный элемент можно также выполнять в виде ленты или этикетки и прикреплять к поверхности защищенной от подделки бумаги, соответственно ценного документа.
Полимерную пленку защитного элемента можно, кроме того, снабдить дифракционными структурами в виде рельефной структуры. Такие дифракционные структуры могут представлять собой любые дифракционно-оптические структуры, например голограммы, структуры в виде дифракционных решеток (например, кинеграммы (Kinegramm®), пиксельграммы) либо иные аналогичные структуры.
В другом варианте защитный элемент можно также выполнить в виде переводного элемента. Этот вариант наиболее предпочтительно использовать в том случае, когда защитный элемент должен полностью располагаться на поверхности защищенной от подделки бумаги, соответственно ценного документа. При выполнении защитного элемента в соответствии с этим вариантом его многослойную структуру сначала подготавливают на пленочной подложке, обычно на полимерной пленке, а затем с приданием ему требуемых контуров переносят методом горячего тиснения на поверхность защищенной от подделки бумаги, соответственно ценного документа.
При выполнении защитного элемента в соответствии с этим вариантом в его многослойную структуру также можно интегрировать дифракционную структуру. Помимо этого защитный элемент может иметь и иные защитные признаки, такие как тонкослойная структура, отпечаток или иной аналогичный защитный признак.
Защитный элемент при его размещении на поверхности защищенной от подделки бумаги, соответственно ценного документа может иметь любые очертания, например иметь круглый, овальный, звездообразный, прямоугольный, трапециевидный или полосовой контур.
Согласно одному из предпочтительных вариантов защищенная от подделки бумага, соответственно ценный документ, на которую, соответственно на который наносится защитный элемент, имеет сквозное отверстие. При этом защитный элемент располагается в зоне такого отверстия и со всех сторон выступает за его пределы. В этом случае защитный элемент можно проверить с его лицевой и оборотной стороны. Различные металлы при этом также видны с обеих сторон защитного элемента, а именно, выглядят как полностью "совмещенные" или "конгруэнтные". По этой причине сымитировать цветовой эффект, создаваемый в соответствии с этим вариантом осуществления изобретения, особенно сложно, соответственно абсолютно невозможно.
Область применения предлагаемого в изобретении защитного элемента не ограничивается защищенными от подделки документами. Предлагаемый в изобретении защитный элемент с достижением соответствующих преимуществ может также использоваться для защиты от подделки товаров и изделий любого типа. Для применения в этих целях защитный элемент может иметь дополнительные обеспечивающие защиту от кражи элементы, например катушку индуктивности или чип. То же самое относится и к снабженной подобным защитным элементом защищенной от подделки бумаге, соответственно к снабженному подобным защитным элементом ценному документу.
Для нанесения металлических слоев при изготовлении предлагаемого в изобретении защитного элемента предпочтительно использовать установку для вакуумного напыления с применением при этом соответствующих трафаретов или масок, позволяющих получать металлические покрытия на отдельных участках. Если защитный элемент должен иметь более двух металлических слоев, то некоторые из них можно получать печатанием с использованием красок с металлическим эффектом или содержащих металлические пигменты красок.
Вырезы в соответствующих металлических слоях предпочтительно выполнять вымывным методом, описанным в заявке WO 99/13157, которая тем самым включена в настоящее описание в качестве ссылки. При использовании этого метода для выполнения вырезов в металлических слоях защитные элементы сначала предварительно изготавливают в виде защитной пленки с несколькими расположенными на ней однотипными защитными элементами в виде так называемых учетных единиц. В качестве основы при этом используют самонесущую, предпочтительно прозрачную, полимерную пленку. В случае защитных нитей или этикеток такая полимерная пленка соответствует полимерному слою предлагаемого в изобретении защитного элемента. При выполнении защитных элементов в виде элементов из тисненой фольги, по отдельности отделяемых от остальной ее части, эта полимерная пленка образует подложку подобного переводного материала, на которую полимерный слой нанесен, например, в виде лакового слоя. В этом лаковом слое или в случае защитных нитей или этикеток в полимерной пленке тиснением можно выполнить дифракционные структуры. Полимерный слой предлагаемого в изобретении защитного элемента затем запечатывают, предпочтительно методом глубокой печати, нанося при этом соответствующую печатную краску на участки, форма которых соответствует форме выполняемых в последующем вырезов. При этом используют печатную краску с высоким содержанием пигментов, образующую после высыхания пористый, рельефно выступающий красочный слой. После этого на запечатанный полимерный слой, при определенных условиях с использованием трафаретов, напылением наносят имеющие различную окраску металлические слои. На заключительной стадии красочный слой и расположенную поверх него часть металлического слоя удаляют путем вымывания жидкостью, при определенных условиях в сочетании с механическим воздействием. В качестве печатной краски при этом предпочтительно использовать водорастворимую печатную краску, что позволяет применять в качестве вымывной жидкости воду. В соответствии с этим такой метод обладает высокой экологичностью и не требует принятия особых защитных мер против загрязнения окружающей среды. Еще одно преимущество этого метода состоит в возможности выполнения вырезов в обоих или нескольких металлических слоях за одну технологическую операцию. В дополнение к вымыванию для более эффективного и полного удаления красочного слоя и расположенной поверх него части металлического слоя их можно также подвергать механическому воздействию с использованием для этой цели соответствующих механических средств, например вращающегося валика, щетки или ультразвука.
В принципе для выполнения вырезов в металлических слоях можно использовать и методы травления, хотя они и являются более сложными и трудоемкими по сравнению с вымывным методом. При выполнении вырезов в металлических слоях травлением сначала на полимерный слой осаждением наносят металлические слои, а затем по всей площади ее поверхности, за исключением удаляемых в последующем участков, запечатывают слоем защитного лака. После этого всю эту многослойную структуру будущего защитного элемента погружают в травильную ванну с травильным раствором, удаляя с полимерного слоя не покрытые защитным лаком участки металлических слоев. Поскольку для травления различных металлов необходимо использовать травильные растворы различного состава, процесс нанесения защитного лака, соответственно погружения в травильную ванну требуется повторять, используя каждый раз различные травильные растворы. Между стадиями обработки в отдельных травильных ваннах защитный элемент необходимо подвергать обработке в ваннах для нейтрализации и очистки во избежание загрязнения травильных растворов в отдельных травильных ваннах.
Другая возможность состоит в выполнении вырезов в металлических слоях методами гальванотехники путем электролиза. В этом случае сначала на полимерный слой также наносят металлические слои, а затем на участки, на которых металлическое покрытие должно сохраниться, печатанием наносят пассивирующий слой. После этого всю эту многослойную структуру будущего защитного элемента погружают в электролитическую ванну с электролитом, где нанесенный на полимерный слой металлический слой служит катодом. Состав используемого при этом электролита и величину падения в нем напряжения согласуют с применяемыми металлами. При выполнении вырезов в металлических слоях этим методом при определенных условиях также может потребоваться использование электролитов различного состава для обработки различных металлов. Принцип, на котором основан подобный метод, известен специалистам и более подробно описан, например, в заявке WO 00/02733, которая также включена в настоящее описание в качестве ссылки.
Для выполнения вырезов в металлических слоях могут использоваться и иные методы, например механическое удаление материала на соответствующих участках металлического слоя или выполнение вырезов с помощью сканирующего лазерного луча, электроэрозионной обработкой либо иными методами удаления материала.
На промежуточных участках, на которых металлические слои отсутствуют, могут присутствовать и служить в качестве дополнительного признака подлинности люминофоры, жидкокристаллические вещества, металлические печатные краски или бронзовые краски.
Другие варианты выполнения и преимущества предлагаемых в изобретении защитного элемента, соответственно защищенной от подделки бумаги и ценного документа более подробно рассмотрены ниже со ссылкой на прилагаемые чертежи. Приведенные на этих чертежах изображения являются при этом схематичными, а соотношения размеров и пропорции на них не соответствуют реальным. На прилагаемых чертежах, в частности, показано:
на фиг.1 - предлагаемый в изобретении ценный документ,
на фиг.2 - разрез предлагаемого в изобретении ценного документа плоскостью А-А,
на фиг.3 - вид в плане предлагаемого в изобретении защитного элемента,
на фиг.4 - разрез показанного на фиг.3 защитного элемента с изображением его многослойной структуры,
на фиг.5 - разрез предлагаемого в изобретении переводного материала,
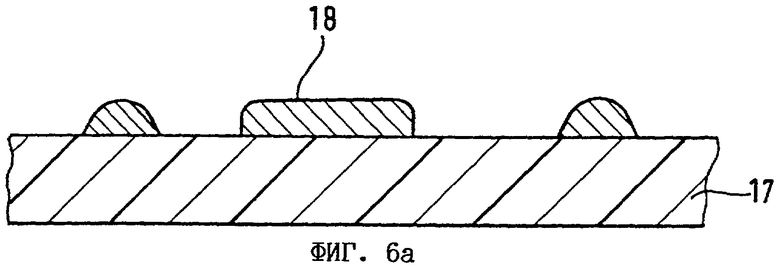
на фиг.6а, 6б, 6в - изображения, иллюстрирующие способ изготовления предлагаемого в изобретении защитного элемента,
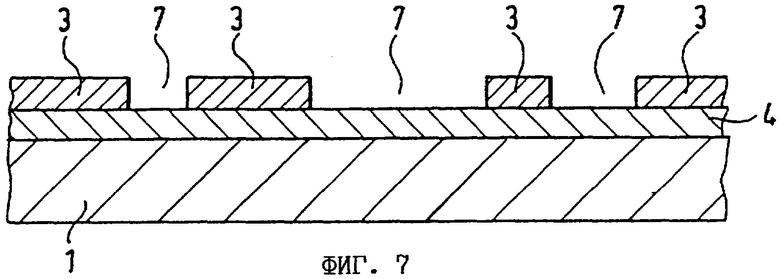
на фиг.7 - другой вариант выполнения показанного на фиг.1 ценного документа, изображенного в разрезе плоскостью А-А,
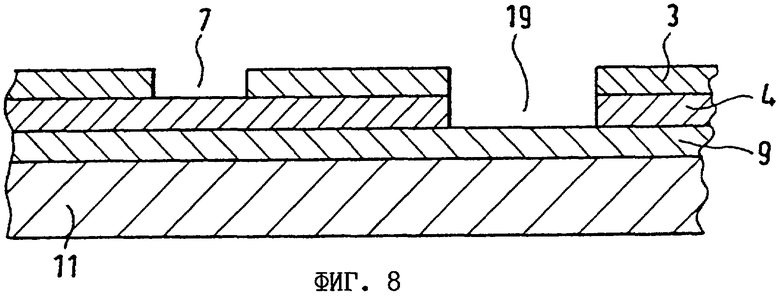
на фиг.8 - один из вариантов выполнения предлагаемого в изобретении защитного элемента, показанного в разрезе,
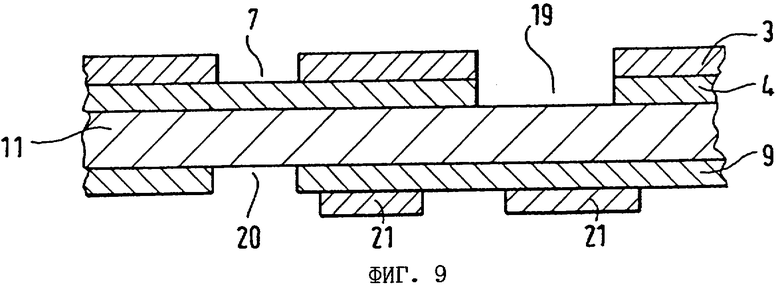
на фиг.9 - другой вариант выполнения предлагаемого в изобретении защитного элемента, показанного в разрезе,
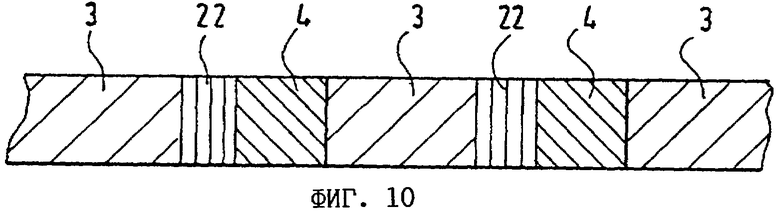
на фиг.10 - следующий вариант выполнения предлагаемого в изобретении защитного элемента, показанного в разрезе,
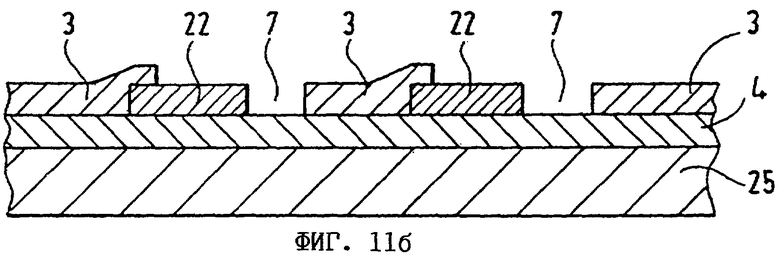
на фиг.11а, 11б - изображения, иллюстрирующие способ изготовления показанного на фиг.10 защитного элемента,
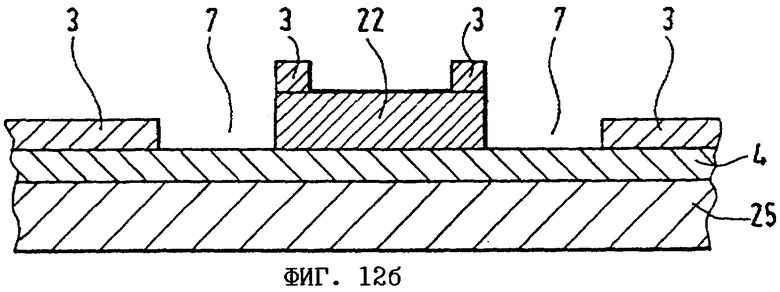
на фиг.12а, 12б - изображения, иллюстрирующие способ изготовления предлагаемого в изобретении защитного элемента, и
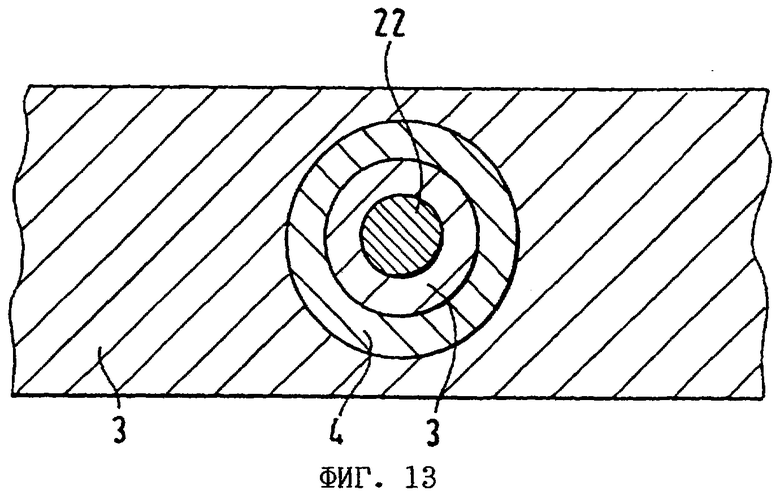
на фиг.13 - вид в плане защитного элемента, изготовленного способом, проиллюстрированным на фиг.12а, 12б.
На фиг.1 в виде в плане показан предлагаемый в изобретении ценный документ. В показанном на этом чертеже примере таким ценным документом является банкнота 1. Эта банкнота 1 снабжена проходящим по всей ее ширине защитным элементом 2 в форме полоски. Вся обращенная к человеку поверхность защитного элемента 2 является металлической, при этом участки 3, 4 покрыты имеющими различную окраску металлами и в показанном на чертеже примере непосредственно примыкают один к другому и попеременно чередуются между собой.
Показанный на фиг.1 защитный элемент представляет собой дифракционно-оптический защитный элемент, состоящий из тисненого полимерного слоя и по меньшей мере одного отражающего слоя с металлическим блеском.
На фиг.2 ценный документ изображен в сечении плоскостью А-А по фиг.1. На этом чертеже виден полимерный слой 5 с выполненной в нем дифракционной структурой 6. Под этим слоем с попеременным чередованием расположены, непосредственно примыкая один к другому, металлические слои 3, 4 различной окраски. В показанном на этом чертеже примере слои защитного элемента прикреплены к ценному документу клеевым слоем 30.
На фиг.3 в виде в плане показан следующий вариант выполнения предлагаемого в изобретении защитного элемента. В этом случае на различных металлических участках 3, 4 предусмотрены дополнительные вырезы 7, 8. При этом такие вырезы могут иметь форму любых символов, буквенно-цифровых знаков, узоров, рисунков, логотипов или иных графических элементов. Помимо этого в рассматриваемом варианте непосредственно примыкают друг к другу лишь металлические участки 3, 4. Между же металлическими участками 4 и 9 оставлен сравнительно широкий неметаллический пропуск 12. Примыкающий к этому пропуску металлический участок 9 может быть при этом выполнен из металла, имеющего третью собственную окраску, отличающуюся от собственной окраски металлов на участках 3, 4.
Показанный на фиг.3 защитный элемент может представлять собой, например, защитную нить 10, изображенную в разрезе на фиг.4. Такая защитная нить 10 состоит из предпочтительно прозрачной пленочной подложки 11, на которой расположены имеющие различную окраску металлические слои 3, 4, 9.
Однако такой же, что и показанный на фиг.3, внешний вид может иметь и изображенный на фиг.5 переводной материал, используемый для переноса защитных элементов на защищенную от подделки бумагу, ценные документы или иную основу. Такой переводной материал 13 состоит из пленочной подложки 14 с нанесенным на нее полимерным слоем 15. В этом полимерном слое 15 выполнены дифракционные структуры 6 в виде рельефной структуры. Поверх этого полимерного слоя расположены имеющие различную окраску металлические слои 3, 4, 9. Переводной материал 13 может также иметь необязательный клеевой слой 16, который при переносе защитного элемента на соответствующую защищенную от подделки бумагу, соответственно на ценный документ активируется на переносимых на бумагу или на ценный документ участках под действием тепла и давления, обеспечивая тем самым прикрепление соответствующих металлических слоев 3, 4, 9, а также полимерного слоя 15 к защищенной от подделки бумаге, соответственно к ценному документу. На заключительной стадии пленочную подложку 14 удаляют.
На участках расположения вырезов 7, 8 и пропуска 12 клеевой слой непосредственно контактирует с дифракционной структурой 6. Если показатели преломления клеевого слоя 16 и полимерного слоя 15 имеют очень схожие значения, то на указанных участках дифракционная структура 6 становится более неразличимой.
При наличии особых требований, предъявляемых к защитному элементу с учетом конкретной цели его применения, пленочную подложку можно также выполнить не удаляемой с защитного элемента после его переноса на соответствующую основу. В этом случае пленочной подложке можно за счет дополнительных мер придать высокие адгезионные свойства для прочного ее сцепления с полимерным слоем.
Если показанная на фиг.4 защитная нить также должна иметь дифракционную структуру, то ее можно выполнить в пленочной подложке 11 или в отдельном расположенном между подложкой 11 и металлическими слоями 3, 4 полимерном слое.
На фиг.6а, 6б, 6в схематично проиллюстрированы отдельные стадии способа изготовления предлагаемого в изобретении защитного элемента с вырезами на отдельных участках его металлических слоев. Ниже этот способ поясняется на примере изготовления защитных нитей, соответственно этикеток, однако в равной степени он, как очевидно, может аналогичным образом использоваться и для изготовления защитных элементов с иной последовательностью расположения слоев. Защитные элементы предпочтительно изготавливать в виде защитной пленки с несколькими расположенными на ней однотипными защитными элементами в виде так называемых учетных единиц. Исходным материалом при осуществлении проиллюстрированного на этом чертеже способа является самонесущая полимерная пленка 17. На первой стадии эту полимерную пленку, как показано на фиг.6а, на отельных ее участках, на которых в последующем должны присутствовать вырезы, запечатывают печатной краской 18 с высоким содержанием пигментов с получением в результате крупнопористого оттиска. После этого на запечатанную полимерную пленку 17 по всей площади ее поверхности наносят имеющие различную окраску металлические слои 3, 4 с приданием им требуемой формы. Для нанесения таких металлических слоев предпочтительно использовать метод вакуумного напыления (вакуумной металлизации), в соответствии с которым на поверхность полимерной пленки 17 последовательно с использованием трафаретов наносят отдельные металлы 3, 4. На участке расположения оттиска 18 из-за пористой структуры поверхности печатной краски сплошной металлический слой не образуется. Полученный на этой стадии полуфабрикат с металлическими слоями 3, 4 показан на фиг.6б.
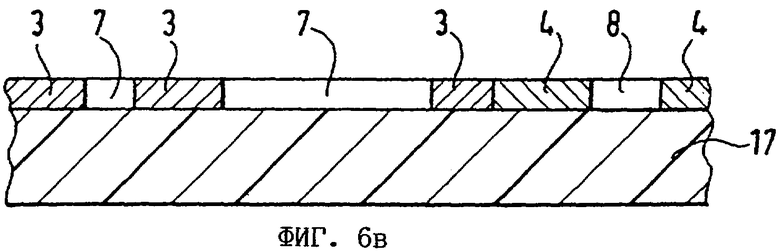
Поскольку на участке расположения оттиска 18 металл не образует сплошного покрытия, оттиск 18 и расположенный на занимаемом им участке металлический слой 3, соответственно 4 можно практически без проблем удалить вымыванием. Для такого вымывания предпочтительно использовать воду. При определенных условиях для полного удаления оттиска 18 может оказаться необходимым дополнительно использовать щетки. Полученный на этой стадии конечный продукт показан на фиг.6в. При этом в металлических слоях 3, 4 имеются вырезы 7, 8. Изготовленную таким путем защитную пленку можно затем нарезать на защитные элементы требуемой формы.
Преимущество вымывного метода состоит в возможности получения в металлических слоях вырезов, края которых имеют четко и точно ограниченные контуры, благодаря чему с помощью этого метода в металлических слоях можно также создавать исключительно мелкие, обладающие высоким разрешением символы, знаки, узоры или рисунки.
В описанных выше примерах участки поверхности, покрытые различными металлами, предпочтительно располагаются рядом друг с другом. Вместе с тем, однако, металлические слои можно также располагать друг над другом или с частичным взаимным перекрытием. При этом важно лишь обеспечить возможность визуального различения расположенных рядом друг с другом металлических участков различной окраски или структуры. Соблюдение подобного требования имеет важное значение по той причине, что при нанесении металлических слоев с технологической точки может оказаться целесообразным выполнять первый металлический слой сплошным, второй металлический слой наносить на отдельные участки первого металлического слоя, третьим металлическим слоем покрывать всю поверхность или отдельные участки поверхности одного или обоих нанесенных ранее металлических слоев и т.д. Такой подход позволяет уменьшить проблемы, связанные с соблюдением приводки, и упростить применение приводочных меток.
На фиг.7 в разрезе плоскостью А-А показан соответствующий вариант выполнения изображенного на фиг.1 ценного документа. В этом случае защищенный от подделки документ 1 на занимаемом защитным элементом 2 участке имеет сплошной металлический слой 4 и предусмотренный лишь на отдельных его участках металлический слой 3, благодаря чему металлический слой 4 визуально различим на участках, на которых имеются вырезы 7. Такие вырезы 7 при этом также могут быть выполнены описанным выше со ссылкой на фиг.6 "вымывным методом". Этот метод целесообразно использовать прежде всего в том случае, когда имеющие различную окраску металлические слои 3, 4 сначала подготавливают на отдельной подложке, а затем переносят с нее на ценный документ, соответственно на его основу. Очевидно, однако, что для выполнения вырезов могут использоваться и любые иные методы. В этом отношении особо следует также упомянуть метод лазерного удаления материала. При этом на поверхность ценного документа, соответственно подложки сначала наносят сплошные металлические слои 3, 4. Затем металлический слой 3 на участке выполняемых в нем вырезов 7 подвергают обработке лазерным лучом, под воздействием которого на этом участке удаляется материал металлического слоя 3 без повреждения при этом металлического слоя 4.
На фиг.8 и 9 показаны другие варианты выполнения предлагаемого в изобретении защитного элемента, снабженного тремя различающимися по своей окраске металлическими слоями. Выполненный в соответствии с этими вариантами защитный элемент пригоден прежде всего для использования в качестве защитной нити, которой, однако, не ограничивается область его возможного применения.
У показанной на фиг.8 защитной нити 10 ее пленочная подложка 11 покрыта сплошным металлическим слоем 9, имеющим первую окраску. Поверх него нанесены металлические слои 3 и 4, собственная окраска которых отличается от окраски этого металлического слоя 9. Металлические слои 3 и 4 предусмотрены только на отдельных участках и могут иметь совмещенные между собой (конгруэнтные) вырезы 19, через которые видим металлический слой 9. Помимо этого металлический слой 3 дополнительно может иметь вырезы 7, через которые видим металлический слой 4.
В следующем, показанном на фиг.9 варианте металлический слой 9 расположен с обратной стороны пленочной подложки 11. В показанном на этом чертеже примере металлический слой 9 также имеет вырезы 20. Помимо этого в показанном на этом чертеже примере металлический слой 9 может быть выполнен из того же материала, что и один из металлических слоев 3, 4. Поскольку металлический слой 9 по меньшей мере на отдельных его участках также должен иметь особую собственную окраску, его можно запечатать слоем 21 прозрачного цветного лака.
На фиг.10 показан следующий вариант выполнения предлагаемого в изобретении защитного элемента, который изображен в виде в плане. В этом случае такой защитный элемент имеет два металлических слоя 3, 4 различной окраски, а также дополнительный отпечаток 22, которые расположены с соблюдением приводки друг относительно друга. Подобный защитный элемент предпочтительно изготавливать уже описанным выше вымывным методом.
С этой целью сначала на подложке 25 подготавливают многослойную структуру, показанную на фиг.11а. При этом на первой стадии на основу 25 наносят сплошной металлический слой 4. На следующей стадии поверх него надпечатывают отпечаток 22. Затем на этот металлический слой предпочтительно с наложением на красочный слой 22 и в любом случае с соблюдением приводки относительно него наносят вымываемую в последующем краску 18. Далее такую многослойную структуру на следующей стадии напыления покрывают сплошным металлическим слоем 3. В ходе последующего процесса вымывания эту краску 18 удаляют и тем самым обнажают покрытые такой печатной краской участки отпечатка 22 и металлического слоя 4. Полученная в результате многослойная структура в разрезе показана на фиг.11б.
Во избежание проблем с соблюдением приводки при определенных условиях может также оказаться целесообразным наносить отпечаток 22 таким образом, чтобы его края располагались поверх вымываемой краски 18, как это показано на фиг.12а. В этом случае в процессе вымывания краски 18 при ее растворении и частичном ее удалении механическим путем вместе с ней удаляется и вышележащая часть образующей отпечаток печатной краски. Таким путем можно получать охватываемые одна другой поверхности различного цвета с металлическим блеском, которые дополнительно к этому могут располагаться с точным соблюдением приводки относительно других цветных отпечатков. В другом варианте, однако, отпечаток 22 может располагаться и под вымываемой краской.
Подобный защитный элемент, полученный после процесса удаления вымываемой краски, в виде в плане показан на фиг.13. В этом случае защитный элемент имеет три расположенных концентрично друг относительно друга круглых участка. Внутренний участок образован отпечатком 22. Отпечаток 22 окружен круглым участком, образованным металлическим слоем 3, имеющим первую собственную окраску. Этот круглый участок в свою очередь окружен также имеющим круглую форму участком, образованным металлическим слоем 4. Вся окружающая металлический слой 4 часть вновь образована металлическим слоем 3.
В рассмотренных выше вариантах отпечаток 22 может быть образован лишь одноцветным красочным слоем или же может представлять собой сложный многоцветный отпечаток. Для получения такого отпечатка могут использоваться любые печатные краски, например УФ-отверждаемые печатные краски, краски с металлическим эффектом или печатные краски с добавками обладающих люминесцентными или оптически переменными свойствами пигментов.
Равным образом и форма, которую можно придавать контурам рассмотренных выше металлических слоев, соответственно отпечатков, не ограничивается показанными на чертежах простыми геометрическими формами. При этом существует возможность создания любых сложных изображений. В этом случае различные металлические слои могут быть также разделены деметаллизированными, соответственно неметаллизированными участками.
Описанные выше и показанные на чертежах варианты можно также комбинировать с любыми другими защитными признаками, такими, например, как дифракционные структуры или жидкокристаллические слои.
Помимо этого показанные на чертежах многослойные структуры можно также переносить на применяемый в тех или иных целях защитный элемент, имеющий любое возможное исполнение. Так, например, рассмотренные на примере защитных нитей многослойные структуры можно аналогичным образом переносить на переводные материалы или на материалы для изготовления этикеток и наоборот.







Защитный элемент (2) для защищенной от подделки бумаги или ценных документов имеет полимерный слой, на который с одной и той же его стороны нанесены два имеющих различную окраску металлических слоя (3, 4) таким образом, что оба различных цвета визуально различимы, причем металлические слои расположены рядом друг с другом. Повышается степень защиты бумаги или ценных документов от подделки. 4 н. и 21 з.п. ф-лы, 13 ил.
Приоритет по пунктам:
| 0 |
|
SU400902A1 | |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОЗРАЧНОГО ЗАЩИТНОГО ЭЛЕМЕНТА (ВАРИАНТЫ) | 1996 |
|
RU2150392C1 |
| RU 2060167 С1, 20.05.1996 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

