Изобретение относится к строительству и может быть использовано при прокладке магистральных нефтепроводов, нефтепродуктопроводов, газопроводов, трубопроводов нефтяных и газовых промыслов, а также водоводов любого назначения.
Известна поточная, автономная, мобильная линия для монтажа трубопроводов, включающая следующее. К трактору на шарнире прицеплены сани, оборудованные стеллажом для труб, корзиной для соединительных элементов и системой рольгангов для передвижения труб. На конце саней установлена рама на шарнирах, которые позволяют раме вращаться в горизонтальной и вертикальной плоскостях в процессе монтажа трубопровода. На концах рамы установлены центраторы для центрирования соединяемых труб, а на направляющих рамы - подвижная каретка, которая через систему передач соединена с механизмом передвижения. На каретке установлен гидропресс, гидроцилиндры которого соединены через систему гибких и жестких трубопроводов с гидросистемой трактора. Трубу со стеллажа укладывают на рольганг, подают в центраторы, размечают, устанавливают муфту. Вторую трубу стыкуют с первой, смещают муфту по разметке на конец второй трубы и обжимают муфту гидропрессом (Патент РФ №2164635, кл. F16L 1/024, опублик. 2001.03.27).
Известная линия требует применения значительных усилий для создания неразъемного соединения труб, применяемое обжатие трением отрицательно сказывается на свойствах поверхности обжимной муфты.
Наиболее близкой к предложенному изобретению по технической сущности является установка для неразъемного муфтового соединения металлических труб, включающая раму, на которую установлен гидропресс, снабженный гидроцилиндрами, фильерной и упорной плитами, имеющими центральные посадочные отверстия, в которые установлены соответственно фильера и упор. Гидропресс установлен на подвижной каретке рамы, подвижная каретка соединена через систему зубчатых передач с выходным валом редуктора, закрепленного на раме и служащего для продольного перемещения гидропресса относительно рамы. На раме установлены передний и задний центраторы для центрирования концов соединяемых труб относительно фильеры и упора. В фильерной и упорной плитах центральные посадочные отверстия выполнены коническими, в которые посажены соответственно фильера и упор, выполненные с наружными коническими поверхностями. Передний центратор связан через систему передач с механизмом его продольного передвижения относительно рамы, а передний и задний центраторы снабжены устройствами для регулирования относительно центральных посадочных отверстий фильерной и упорной плит гидропресса. Кроме того, фильерная и упорная плиты снабжены переходными кольцами, имеющими наружные конические поверхности, соответствующие центральным посадочным отверстиям фильерной и упорной плит, и внутренние конические поверхности, соответствующие наружным коническим поверхностям фильеры и упора, а упор снабжен дополнительным упорным разъемным кольцом (Патент РФ №2174635, кл. F16L 1/024, опублик. 2001.10.10 - прототип).
Известная установка создает обжатую поверхность муфты с отрицательными свойствами, требует для обжатия применения значительных усилий. Кроме того, в известной установке затруднена ориентация установки относительно соединяемых труб, что способно вызвать перекосы, неравномерное обжатие муфтой каждой трубы, т.е. некачественное соединение труб.
В изобретении решается задача снижения усилий при создании неразъемного соединения труб, улучшения качества обжатой поверхности муфты, облегчения ориентации установки относительно соединяемых труб.
Задача решается тем, что в установке для неразъемного муфтового соединения металлических труб, включающей раму, центраторы, гидропресс с гидроцилиндром, технологические плиты и обжимной узел, согласно изобретению, центраторы выполнены в виде поддерживающих трубы регулируемых роликов, технологические плиты выполнены в виде плиты переднего прижимного узла, подвижной плиты обжимного узла и задней упорной плиты, плиты соединены направляющими стяжными штангами, обжимной узел выполнен в виде двух пар валков, в каждой паре валки расположены на линии, перпендикулярной оси соединяемой трубы, по разные стороны от трубы и на одинаковом расстоянии от трубы, а линии, на которых расположены валки, перпендикулярны одна другой, при этом в первой паре валков по ходу обжатия муфты валки выполнены для обжатия части муфты, а во второй паре каждый валок выполнен с внутренним профилем, воспроизводящим половину внешней поверхности обжатой муфты, а при соприкосновении валков - всю внешнюю поверхность обжатой муфты, при этом валки установлены с возможностью обжатия всей муфты.
В установке рама может быть размещена на санках с дугообразными полозьями с возможностью перемещения относительно санок и снабжена приводом и источником перемещения.
В установке рама может быть размещена на санках с траверсой и захватным механизмом для подъема и перемещения санок.
Сущность изобретения
Применяемое в известных установках для неразъемного муфтового соединения металлических труб обжатие муфты трением требует для осуществления весьма значительных усилий. Поверхность муфты после обжатия становится неприглядной на вид, часто с удаленным верхним слоем. Все это создает трудности при воспроизводстве известных устройств. Ориентация установки относительно соединяемых труб вызывает значительные затруднения, что отрицательно сказывается на качестве соединения труб.
В предложенном изобретении решается задача снижения усилий при создании неразъемного соединения труб, улучшения качества обжатой поверхности муфты. Задача решается следующим образом.
На фиг.1 представлена установка для неразъемного муфтового соединения металлических труб (вид сверху).
Установка для неразъемного муфтового соединения металлических труб включает раму 1, поддерживающие регулируемые ролики 2 и 21, гидроцилиндры 3 обжимного узла, плиты переднего прижимного узла 4, средние подвижные плиты 5, заднюю упорную плиту 6 и направляющие стяжные штанги 7. Поддерживающие регулируемые ролики 2 и 21 закреплены соответственно на задней упорной плите 6 и плите переднего прижимного узла 4. Гидроцилиндры 3 закреплены на задней упорной плите 6 и контактируют со средними подвижными плитами 5, которые способны перемещаться по направляющим стяжным штангам 7. На средних подвижных плитах 5 смонтирован обжимной узел 8, состоящий из первой пары валков 9 по ходу обжатия и второй пары валков 10. Между плитами переднего прижимного узла 4 смонтирован передний прижимной узел 11, состоящий из гидроцилиндров 12 и прижимов 13. Между средними подвижными плитами 5 смонтирован средний прижимной узел 14, состоящий из гидроцилиндров 15 и прижимов 16. Плиты 4, 5, 6 имеют соответственно центральные отверстия 17, 18 и 19.
В каждой паре валки 9 и 10 расположены на линии, перпендикулярной оси соединяемой трубы 20 или 211, по разные стороны от трубы 20 или 211 и на одинаковом расстоянии от трубы 20 или 211, а линии, на которых расположены валки 9 и 10, перпендикулярны одна другой. В первой паре валков 9 по ходу обжатия муфты 22 валки 9 выполнены для обжатия части муфты 22. Во второй паре каждый валок 10 выполнен с внутренним профилем, воспроизводящим половину внешней поверхности обжатой муфты 22, а при соприкосновении валков 10 друг с другом - всю внешнюю поверхность обжатой муфты 22, т.е. валки 10 выполнены с возможностью обжатия всей поверхности муфты 22.
Центральные отверстия 17, 18 и 19 имеют диаметр больше наружного диаметра муфты 22. Прижимы 13 при обжатии трубы 211 образуют наружный размер больший диаметра центрального отверстия 17 в плитах переднего прижимного узла 4, прижимы 16 при обжатии трубы 21 образуют наружный размер больший диаметра центрального отверстия 18 в средних подвижных плитах 5, т.е. прижимы 13 и 16 опираются боковыми поверхностями на плиты соответственно 4 и 5 и передают на них все возникающие вдоль труб 21 и 211 усилия.
Установка для неразъемного муфтового соединения металлических труб работает следующим образом.
Конец трубы 21 подают на поддерживающие регулируемые ролики 2 и проводят через отверстие 19 задней упорной плиты 6, вдоль гидроцилиндров 3, через отверстие 18 средней подвижной плиты 5 в зону обжимного узла 8. Посредством гидроцилиндров 15 прижимами 16 зажимают трубу 21. От торца трубы 21 делают отметку на поверхности трубы 21 на расстоянии, равном половине длины муфты 22, надевают муфту 22 на трубу 21 всю длину муфты 22, а внутрь трубы 21 вставляют вкладыш 23 на половину его длины.
Конец трубы 211 подают на поддерживающие регулируемые ролики 21 и проводят через отверстия 17 в плитах переднего прижимного узла 4 в зону обжимного узла 8 и надвигают на выступающий конец вкладыша 23 до смыкания торцев труб 21 и 211. На трубе 211 делают отметку на расстоянии, равном половине длины муфты 22, и надвигают муфту 22 на трубу 211 до отметки. Посредством гидроцилиндров 15 разжимают прижимы 16 и освобождают трубу 21. Раму 1 со всеми элементами установки перемещают вдоль труб 21 и 211 до положения, в котором прижимы 13 оказываются подведенными под торец муфты 22. Посредством гидроцилиндров 12 прижимами 13 зажимают трубу 21 у торца муфты 22. Прижимы 13 удерживают трубу 211 и одновременно подпирают муфту 22, препятствуя ее перемещению. Сами прижимы 13 упираются в плиты переднего прижимного узла 4.
Посредством гидроцилиндров 3 подают средние подвижные плиты 5 с валками 9 и 10 к муфте 22, производят обжим части муфты 22 валками 9 и 10 до соприкосновения валков 9 с плитой переднего прижимного узла 4. В этом положении большая часть муфты 22 оказывается обжатой и прочно удерживается на трубах 21 и 211. Разжимают прижимы 13. Посредством гидроцилиндров 3 дают обратное движение средним подвижным плитам 5. Однако в этот момент средние подвижные плиты 5 удерживаются через валки 9 и 10 на муфте 22 и трубах 21 и 211. Происходит перемещение плит переднего прижимного узла 4, задней упорной плите 6 и направляющих стяжных штанг 7 относительно средних подвижных плит 5 в направлении трубы 211 на величину, достаточную для обжатия части муфты 22, оставшейся необжатой. Вновь посредством гидроцилиндров 12 прижимами 13 зажимают трубу 211, посредством гидроцилиндров 3 подают средние подвижные плиты 5 к муфте 22 и производят обжим оставшейся части муфты 22 валками 9 и 10.
Возможен вариант работы установки, при котором раму 1 со всеми элементами установки не перемещают вдоль труб 21 и 211 до положения, в котором прижимы 13 оказываются подведенными под торец муфты 22. Раму 1 перемещают на величину, достаточную для обжатия муфты 22 за один проход валков 9 и 10. При этом между муфтой 22 и прижимами 13 на трубе 211 размещают съемный патрубок (не показан) с наружным диаметром, меньшим диаметра обжатой муфты 22. Патрубок может состоять из двух продольных половин труб, стянутых хомутами. Обжатие муфты 22 выполняют за один проход валков 9 и 10.
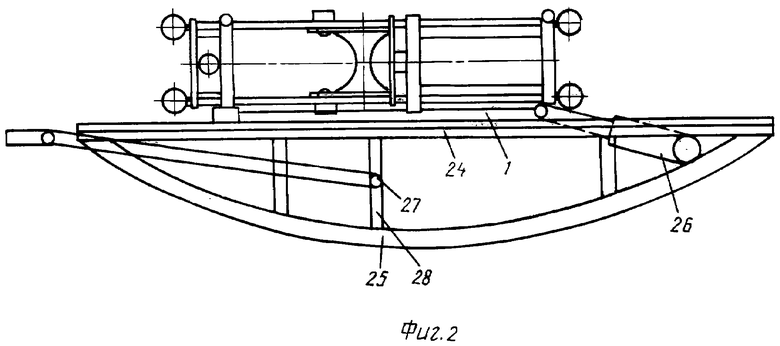
На фиг.2 представлен вариант установки на санках с дугообразными полозьями.
Рама 1 с размещенными на ней элементами установки закреплена на санках 24 с дугообразными полозьями 25 с возможностью перемещения вдоль санок 24. Рама 1 и санки 24 снабжены приводом и источником перемещения рамы 1 вдоль санок 24 в виде гидроцилиндра 26, закрепленного на санках 24 и своим штоком связанного с рамой 1. Санки 24 связаны с источником движения типа трактора (не показан) через шарнир 27 на центральной стойке 28.
Гидроцилиндром 26 раму 1 со всеми элементами установки перемещают вдоль труб 21 и 211 до положения, в котором прижимы 13 оказываются подведенными под торец муфты 22. Кроме того, после протаскивания трубы 21 в установку гидроцилиндром 26 предварительно размещают раму 1 так, чтобы конец трубы 21 и муфта 22 оказалась в зоне обжимного узла 8. Дугообразные полозья 25 позволяют легко ориентировать санки 24 относительно труб 21 и 211. По сравнению с обычными прямолинейными полозьями дугообразные полозья 25 позволяют в значительной степени заменить трение скольжения на трение качения при ориентации санок 24 относительно труб 21 и 211. Этому же способствует и размещение шарнира 27 на центральной стойке 28.
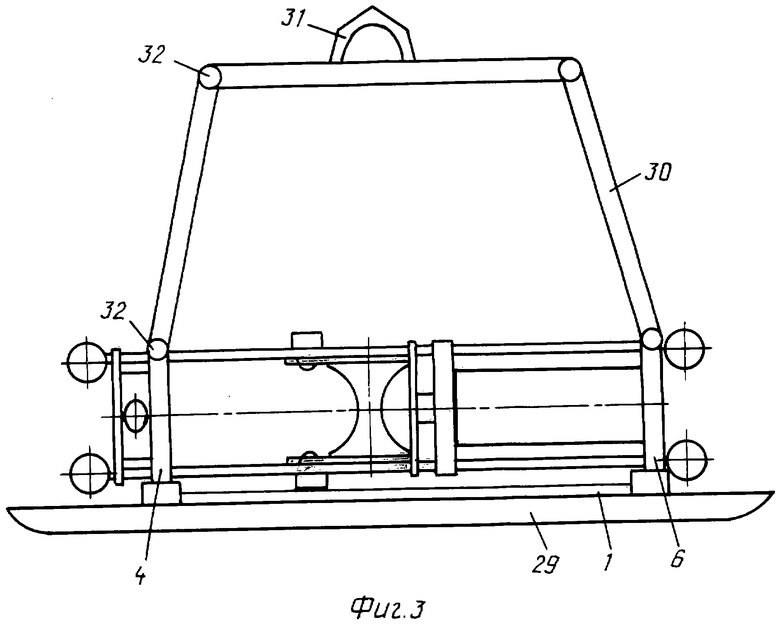
На фиг.3 представлен вариант установки на санках с траверсой и захватным механизмом для подъема и перемещения санок.
Рама 1 закреплена на санках 29 жестко без возможности перемещения относительно санок 29. К плитам переднего прижимного узла 4 и задней упорной плите 6 шарнирно прикреплена траверса 30 с захватным механизмом 31 типа рым-болта для подъема и перемещения санок 29. Траверса 30 также снабжена двумя шарнирами 32 для обеспечения возможности более полного изменения местоположения санок 29 относительно труб 21 и 211.
Через захватный механизм 31 всю установку поднимают, например, подъемным краном, и ориентируют относительно трубы 21. Остальные операции по созданию неразъемного соединения труб выполняют как описано выше.
Все гидроцилиндры установки запитывают от гидросистемы трактора или какого-либо другого агрегата, с помощью которого перемещают установку.
Применение предложенной установки позволит решить задачу снижения усилий при создании неразъемного соединения труб, улучшения качества обжатой поверхности муфты и облегчения ориентации установки относительно соединяемых труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НЕРАЗЪЕМНОГО ПРЕССОВОГО СОЕДИНЕНИЯ ТРУБ | 2009 |
|
RU2413116C1 |
| УСТАНОВКА ДЛЯ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 2000 |
|
RU2174635C1 |
| ПОТОЧНАЯ, АВТОНОМНАЯ, МОБИЛЬНАЯ ЛИНИЯ ДЛЯ МОНТАЖА ТРУБОПРОВОДОВ | 1999 |
|
RU2164635C1 |
| СПОСОБ СОЕДИНЕНИЯ СТАЛЬНЫХ ТРУБ, ФУТЕРОВАННЫХ ПОЛИЭТИЛЕНОВЫМИ ТРУБАМИ, НЕРАЗЪЕМНЫМ МУФТОВЫМ СОЕДИНЕНИЕМ | 2008 |
|
RU2358179C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2006 |
|
RU2305218C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ЗАЩИТНЫМ ПОКРЫТИЕМ | 2006 |
|
RU2308634C1 |
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ТЕРМОПЛАСТИЧНЫМ ПОКРЫТИЕМ | 2000 |
|
RU2168101C1 |
| НЕРАЗЪЕМНОЕ ЭЛЕКТРОИЗОЛИРУЮЩЕЕ СОЕДИНЕНИЕ | 2007 |
|
RU2371627C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ПОЛИМЕРНЫМ ПОКРЫТИЕМ МЕТОДОМ ОБЖИМКИ МУФТЫ | 2008 |
|
RU2360173C1 |
| ШОВООБЖИМНАЯ КЛЕТЬ | 2011 |
|
RU2572931C2 |
Изобретение относится к строительству и может быть использовано при прокладке магистральных нефтепроводов. Установка для неразъемного муфтового соединения металлических труб включает раму, центраторы, гидропресс с гидроприводом, технологические плиты и обжимной узел. Центраторы выполнены в виде поддерживающих трубы регулируемых роликов. Технологические плиты выполнены в виде плиты переднего прижимного узла, подвижной плиты обжимного узла и задней упорной плиты. Плиты соединены направляющими стяжными штангами. Обжимной узел выполнен в виде двух пар валков. В первой паре валков по ходу обжатия муфты валки выполнены для обжатия части муфты, а во второй паре каждый валок выполнен с внутренним профилем, воспроизводящим половину внешней поверхности обжатой муфты, а при соприкосновении валков - всю внешнюю поверхность обжатой муфты. Валки установлены с возможностью обжатия всей муфты. Изобретение повышает надежность соединения. 2 з.п. ф-лы, 3 ил.
| УСТАНОВКА ДЛЯ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 2000 |
|
RU2174635C1 |
| ПОТОЧНАЯ, АВТОНОМНАЯ, МОБИЛЬНАЯ ЛИНИЯ ДЛЯ МОНТАЖА ТРУБОПРОВОДОВ | 1999 |
|
RU2164635C1 |
| RU 2073162 С1, 10.02.1997 | |||
| Устройство для соединения труб | 1985 |
|
SU1386041A3 |
| US 4277091 А, 07.07.1981. | |||

