Изобретение относится к способам неразъемного муфтового соединения труб с внутренним термопластичным покрытием и может быть использовано при строительстве и ремонте трубопроводов в нефтегазодобывающей промышленности, жилищно-коммунальном хозяйстве, транспортирующих химически агрессивные жидкости и газы.
В настоящее время важной задачей при строительстве трубопроводов с внутренним антикоррозионным покрытием при неразъемном муфтовом соединении труб является надежное сохранение стыкуемых элементов от проникновения транспортируемых жидкостей и газов. В связи с этим разрабатываются различные способы неразъемного муфтового соединения труб с внутренним термопластичным покрытием.
Известен способ соединения металлических труб, снабженных внутренней облицовкой (а. с. 966382 СССР, МКЛ F 16 L 13/11, 1982). По данному способу пространство между торцами труб заполняют армированным твердеющим материалом, а соединение труб осуществляют муфтой, деформируемой до затекания ее металла в кольцевые канавки, расположенные на концах соединяемых труб.
Недостатки данного способа: при сварке внутренних облицовок образуются наплывы внутри трубопровода, что увеличивает гидравлическое сопротивление; при колебаниях температур происходит разрыв сварного шва, так как коэффициенты линейного расширения металла труб и внутренних облицовок различаются в 15-30 раз.
За прототип принят способ неразъемного соединения металлических труб (пат. 2016338 РФ, МПК 5 F 16 L 13/14, 1994), который включает насадку труб на герметизирующую цилиндрическую втулку с кольцеобразным фланцем, установку на трубы с внешней стороны обжимной муфты с кольцевой проточкой с сечением в виде трапеции на наружной поверхности, редуцирование труб и муфты с одного торца муфты к другому, при этом редуцирующую силу направляют под углом 70-84o к наружной поверхности муфты.
Недостатком прототипа является то, что не обеспечивается надежная антикоррозионная защита металла труб, потому что нет непрерывной полиэтиленовой футеровки, так как торцы полиэтиленовой футеровки разъединены герметизирующими прокладками из мягкой стали и кольцевым фланцем цилиндрического вкладыша, выполненного из металла или пластмассы.
Задачей изобретения является повышение надежности антикоррозионной защиты зоны неразъемного муфтового соединения труб с внутренним термопластичным покрытием.
Поставленная задача решается тем, что способ неразъемного муфтового соединения труб с внутренним термопластичным покрытием включает установку внутри концов труб вкладыша и соединение труб муфтой. Новым является то, что на средней части наружной поверхности вкладыша делают кольцевую канавку и формируют на ней кольцо из термопластичного материала, свариваемого с внутренним термопластичным покрытием труб, причем контактируемые поверхности кольца из термопластичного материала вкладыша и внутреннего термопластичного покрытия труб дополнительно герметизируют обжатием в радиальном направлении при соединении труб муфтой. Новым является также то, что в средней части наружной поверхности кольца из термопластичного материала делают буртик с наружным диаметром, большим, чем внутренний диаметр труб с внутренним термопластичным покрытием, а контактируемые поверхности кольца из термопластичного материала вкладыша и внутреннего термопластичного покрытия труб соединяют между собой сваркой или склеиванием.
Анализ известных аналогичных решений позволяет сделать вывод об отсутствии в них признаков, сходных с отличающимися признаками в заявляемом способе, то есть о соответствии заявляемого способа критерию "существенные отличия".
Способ неразъемного муфтового соединения труб с внутренним термопластичным покрытием осуществляют следующим образом.
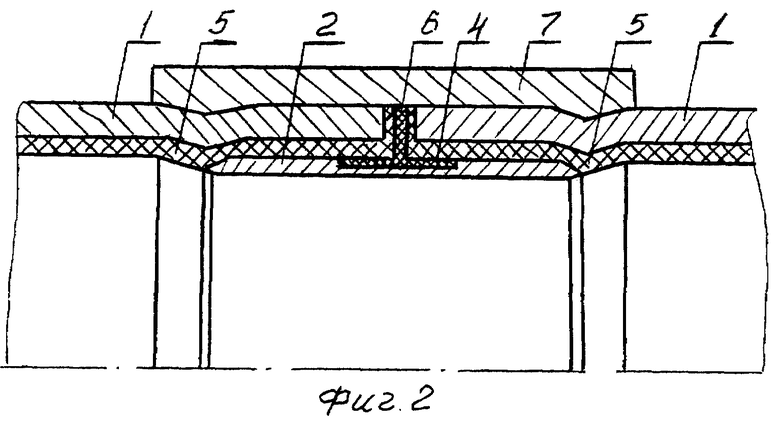
Насадку труб 1 (фиг. 1) проводят на герметизирующий цилиндрический вкладыш 2, который устанавливается посередине стыкуемых труб 1. На средней части наружной поверхности вкладыша 2 делают кольцевую канавку 3 и формируют на ней кольцо 4 из термопластичного материала, свариваемого с термопластичным внутренним покрытием 5 труб 1. В средней части наружной поверхности кольца 4 из термопластичного материала делают буртик 6 с наружным диаметром, большим, чем внутренний диаметр труб 1 с внутренним термопластичным покрытием 5.
Для обеспечения лучшей антикоррозионной защиты неразъемного соединения труб 1 концы внутренних термопластичных покрытий 5 оставляют выступающими за торцы труб 1 на длину не менее толщины стенки стыкуемых труб 1. Осуществляют одновременный нагрев зоны соприкосновения внутренних термопластичных покрытий 5 труб 1 с кольцом 4 из термопластичного материала. Трубы 1 с определенным усилием прижимаются торцами, и образуется цельное сварное соединение внутренних термопластичных покрытий 5 и кольца 4 из термопластичного материала с буртиком 6. Цельное внутреннее покрытие по предлагаемому способу обеспечивается и склеиванием поверхностей соприкосновения внутренних термопластичных покрытий 5 труб 1 с кольцом 4, изготовленным из термопластичного материала, с буртиком 6. Перед редуцированием внешней поверхности обжимной муфты 4 (фиг. 2) ее устанавливают посередине стыка труб 1. При воздействии на муфту 7 радиальной деформирующей силы создается надежный герметизированный стык труб 1. В окончательном варианте предлагаемое муфтовое соединение труб с внутренним термопластичным покрытием дано на фиг. 2.
Строительство трубопроводов из труб с внутренним термопластичным покрытием по предлагаемому неразъемному муфтовому соединению более простое и повышает надежность антикоррозионной защиты зоны стыкуемых труб, так как обеспечивается цельное внутреннее покрытие из термопластичных материалов.
Источники информации
1. А.с. 966382 СССР, МКЛ 3 F 16 L 13/11. Способ соединения металлических труб, снабженных внутренней облицовкой /И.Г. Юсупов, В.Г. Голышкин, А.Г. Гарифуллин (СССР) и др. - N 2992476/29-08. Заявлено 15.08.80; Опубл. 15.10.82. Бюл. N 38.
2. Пат. 2016338 РФ, МПК 5 F 16 L 13/14. Способ неразъемного соединения металлических труб /В. М. Айдуганов, А.Э. Бус, И.З. Зарипов (РФ) и др. - N 4855725/29. Заявлено 31.07.90; Опубл. 15.07.94. Бюл. N 13.
Изобретение относится к способам неразъемного муфтового соединения труб с внутренним термопластичным покрытием и может быть использовано при строительстве и ремонте трубопроводов в нефтегазодобывающей промышленности, жилищно-коммунальном хозяйстве, транспортирующих химически агрессивные жидкости и газы. На средней части наружной поверхности вкладыша делают кольцевую канавку и формируют на ней кольцо из термопластичного материала, свариваемого с внутренним термопластичным покрытием труб. Причем контактируемые поверхности кольца из термопластичного материала вкладыша и внутреннего термопластичного покрытия труб дополнительно герметизируют обжатием в радиальном направлении при соединении труб муфтой. Также в средней части наружной поверхности кольца из термопластичного материала делают буртик с наружным диаметром, большим, чем внутренний диаметр труб с внутренним термопластичным покрытием. Кроме того, контактируемые поверхности кольца из термопластичного материала вкладыша и внутреннего термопластичного покрытия труб соединяют между собой сваркой или склеиванием. Изобретение повышает надежность антикоррозионной защиты зоны неразъемного соединения. 2 з.п.ф-лы, 2 ил.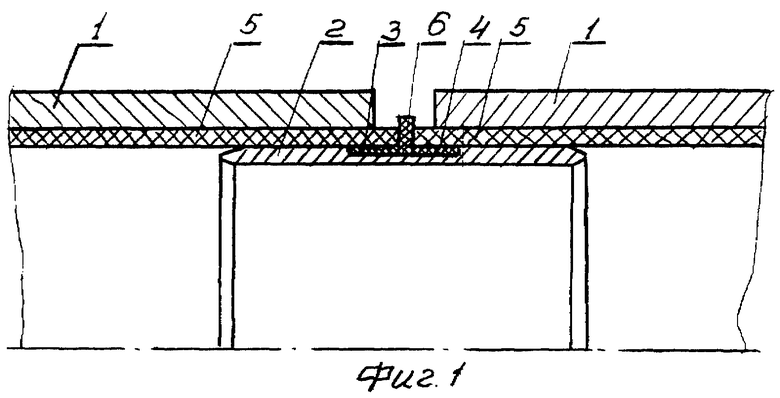
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 1990 |
|
RU2016338C1 |
| Способ соединения металлических труб,снабженных внутренней облицовкой | 1980 |
|
SU966382A1 |
| Способ соединения трубопроводов и устройство для его осуществления | 1991 |
|
SU1808064A3 |
| DE 4030323 A11, 26.03.1992. | |||
