Изобретение относится к цветной металлургии, в частности к производству алюминия электролитическим способом, и может быть использовано при подготовке к пуску электролизеров любого типа.
Известно множество способов подготовки к пуску алюминиевых электролизеров, различающихся по способам обжига, установки анодов, заливки расплавов в шахту электролизеров.
Известен способ подготовки к пуску алюминиевого электролизера любого типа, по которому подготовку ведут в две стадии. На первой стадии подину электролизера обжигают и разогревают до температуры не ниже 750°С за счет тепла от организованного сжигания распыленного топлива, распределяемого равномерно в пространство между внутренней поверхностью шахты катода и нижней поверхностью анода. При этом нижняя поверхность анода находится на уровне с бортом катода. На второй стадии заливают перегретый до 970-1010°С электролит и продолжают нагрев катода и футеровки до эксплуатационных температур (авторское свидетельство СССР, №659645, С25С 3/06, 1979).
Известен способ термической подготовки к пуску алюминиевого электролизера любого типа, заключающийся в нагреве подины электролизера за счет организованного сжигания жидкого топлива (например, дизельного топлива, мазута) внутри замкнутого пространства, образуемого футеровкой катода, нижней поверхностью анода и временными крышками между анодом и бортами электролизера (авторское свидетельство СССР №765403, С25С 3/06, 1980).
Известен способ обжига и пуска электролизера для получения алюминия, который включает монтаж на подине электролизера анодных ячеек с электроизоляционными боковыми стенками и электропроводящим днищем, монтаж электронагревательных элементов, загрузку анодной массы, нагрев и формирование самообжигающегося анода током серии, заливку расплава, установку рабочего напряжения на электролизере. По мере сгорания анода самообжигающиеся анодные ячейки заменяют обожженными анодами (авторское свидетельство СССР №1740499, С25С 3/06, 1992).
Известен способ подготовки к пуску алюминиевого электролизера, включающий укладку на подину электролизера, выполненную из блоков, защитного слоя смеси флотационного и регенерированного криолита с литийсодержащим компонентом в количестве 2,5-5,0% в пересчете на фтористый литий, нагрев подины электролизера и обжиг швов внешним источником тепла, заливку электролита (патент России №2255144, С25С 3/06, 2003).
Недостатком перечисленных выше способов подготовки электролизеров к пуску является перегревание периферийного шва футеровки электролизера на обжиге, а также неоптимальный химический состав электролита в послепусковой период, которые являются причиной термических и механических разрушений подины электролизера и, в конечном итоге, приводят к преждевременному выходу электролизеров из строя. Механизм данного явления описан в книге (А.И.Беляев, М.Б.Рапопорт, Л.А.Фирсанова. Электрометаллургия алюминия, М.: Государственное научно-техническое издательство литературы по черной и цветной металлургии, стр.149-154, 1953).
Известен способ подготовки к пуску алюминиевого электролизера, по которому на подину засыпают слой смеси солей толщиной 2-3 см. После покрытия подины смесью солей и перекрытия пространства между анодом и бортовой площадкой теплоизолированными крышками начинают разогрев подины горелками. Через 5-6 часов при температуре расплава солей 500-750°С осуществляют выдержку при этой температуре в течение 3-10 часов. Затем продолжают разогрев расплава и катода с помощью форсунок до температуры 850-950°С, опускают анод до соприкосновения с расплавом, подключают электролизер в электрическую цепь и производят его пуск на электролиз (авторское свидетельство СССР №549510, С25С 3/06, 1974).
По назначению и наличию сходных существенных признаков данное решение принято в качестве прототипа.
Недостатком прототипа является неоптимальное укрытие подины в процессе обжига, которое не в полной мере компенсирует перегревание периферийного шва подины электролизера на обжиге, а также неоптимальный химический состав электролита в послепусковой период, что может явиться причиной термических и механических разрушений подины электролизера.
Задачей предлагаемого решения является повышение технико-экономических показателей работы электролизеров в послепусковой период: увеличение выхода по току за счет оптимизации состава электролита, снижение накладных затрат в послепусковой период за счет использования дешевого карбоната кальция, а также увеличение срока службы электролизеров.
Технический результат заключается в обеспечении оптимального прогрева катодного устройства алюминиевого электролизера за счет укрытия периферийного шва подины электролизера смесью флотационного и регенерационного криолита с карбонатом кальция, увеличивающей температуру прогрева периферийного шва, а также за счет увеличения содержания фторида кальция в электролите в послепусковой период.
Поставленная задача решается тем, что в способе подготовки к пуску алюминиевого электролизера, включающем нагрев и обжиг подины внешним источником тепла, засыпку на подину защитного слоя, состоящего из смеси солей, согласно заявляемому решению защитный слой состоит из смеси флотационного и регенерационного криолита (90-95 вес.%) с карбонатом кальция (5-10 вес.%) и защитный слой засыпают перед обжигом на периферийный шов подины электролизера.
В результате сравнения заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области техники не выявлено признаков, отличающих заявляемое решение от прототипа, что делает возможным сделать вывод о соответствии критериям «новизна» и «изобретательский уровень».
Защитный слой не только обеспечивает отсутствие прямого контакта пламени горелок и периферийного шва при обжиге, но также приводит к недопущению теплового удара на подину электролизера при заливке электролита.
Использование карбоната кальция в защитном слое приводит к увеличению криолитового отношения и содержания фторида кальция в электролите в послепусковой период, что, несомненно, является положительным моментом предлагаемого способа. Использование карбоната кальция существенно удешевляет способ, используемый в настоящее время для корректировки химического состава электролита, фтористый кальций значительно дороже.
Наличие более 10 вес.% карбоната кальция (соответственно, менее 90 вес.% флотационного и регенерационного криолита) в смеси приводит к интенсификации процесса настылеобразования в послепусковой период.
Наличие более 95 вес.% флотационного и регенерационного криолита (соответственно менее 5 вес.% карбоната кальция) в смеси приводит к уменьшению содержания фторида кальция в электролите, что снижает производительность электролизера.
Сущность изобретения поясняется графическим материалом.
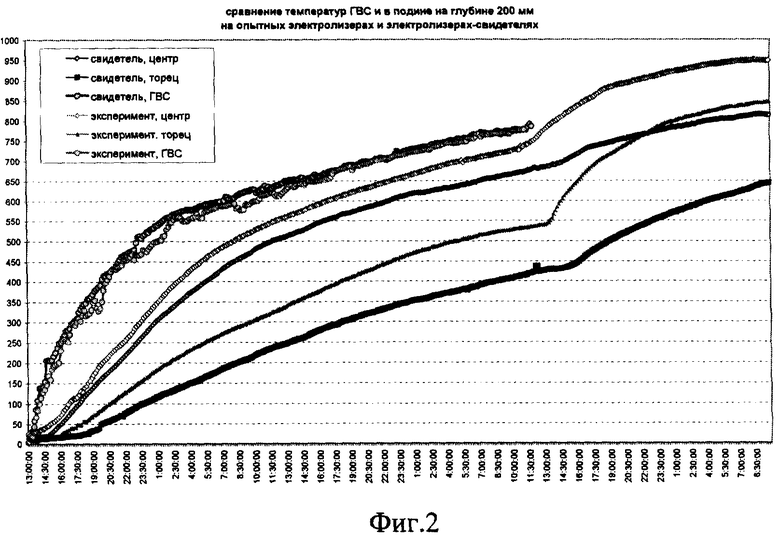
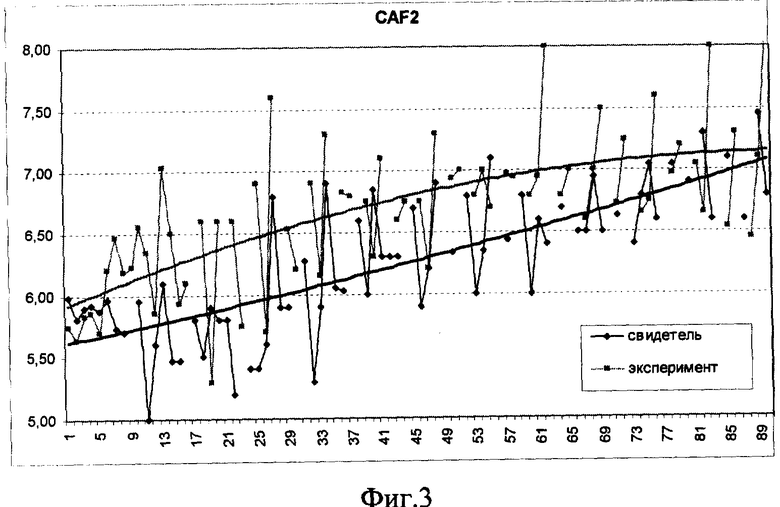
На фиг.1 показан принцип укладки смеси флотационного и регенерационного криолита с карбонатом кальция в электролизер, на фиг.2 - сравнение температуры прогрева подины в процессе обжига по заявляемому способу и прототипу, на фиг.3 - сравнение содержания фторида кальция в электролите в послепусковой период по заявляемому способу и прототипу. Обозначения на фиг.1: бортовая футеровка - 1, подина электролизера - 2, анодный массив - 3, смесь флотационного и регенерационного криолита с карбонатом кальция - 4.
Способ подготовки был опробован в укрупненно-опытном масштабе в электролизном производстве ОАО «БрАЗ». Планируемое увеличение срока службы электролизеров, запущенных по предлагаемому способу, составляет не менее 6 месяцев.
Результаты испытаний показаны в таблице и на фиг.2, 3.
При использовании заявляемого способа достигается увеличение температуры прогрева периферийного шва за счет использования термоизоляционного слоя, состоящего из смеси флотационного и регенерационного криолита с карбонатом кальция. Вышесказанное подтверждают результаты измерений температуры прогрева подины во время проведения обжига (фиг.2). Как видно, температура прогрева подины при использовании укладки смеси флотационного и регенерационного криолита с карбонатом кальция увеличивается.
Таким образом, после заливки электролита и металла в пусковой электролизер вероятность теплового удара, вызванного разностью температур прогрева подины и заливаемого электролита, ниже.
Наличие карбоната кальция приводит к увеличению содержания фторида кальция в послепусковой период (фиг.3).
Изменение содержания фторида кальция и выхода по току от содержания карбоната кальция в шихте приведено в таблице.
Наличие карбоната кальция в смеси приводит к увеличению содержания фтористого кальция по следующей реакции:
AlF3+СаСО3=Al2О3+CaF2+СО2
Протекание вышеописанной реакции приводит к увеличению содержания фтористого кальция и снижению содержания фтористого алюминия в электролите, что приводит к экономии фтористого кальция и кальцинированной соды, используемых в послепусковой период для корректировки химического состава электролита.
В отличие от прототипа использование карбоната кальция имеет экономический эффект: стоимость карбоната кальция в несколько раз ниже стоимости фторидов щелочных и щелочноземельных металлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПУСКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА ПОСЛЕ КАПИТАЛЬНОГО РЕМОНТА | 1997 |
|
RU2128732C1 |
| СПОСОБ ПУСКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С САМООБЖИГАЮЩИМСЯ АНОДОМ | 2015 |
|
RU2616752C1 |
| СПОСОБ ПУСКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА ПОСЛЕ КАПИТАЛЬНОГО РЕМОНТА | 2001 |
|
RU2188256C1 |
| Способ подготовки к пуску алюминиевого электролизера | 1988 |
|
SU1548268A1 |
| СПОСОБ ПУСКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2255144C2 |
| СПОСОБ ПОДГОТОВКИ К ПУСКУ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2307878C1 |
| СПОСОБ ПИТАНИЯ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА ФТОРИСТЫМИ СОЛЯМИ | 2004 |
|
RU2284376C2 |
| СПОСОБ ПОЛУЧЕНИЯ И ПОДДЕРЖАНИЯ СОДЕРЖАЩЕГО БОРИДЫ ТУГОПЛАВКИХ МЕТАЛЛОВ ЗАЩИТНОГО ПОКРЫТИЯ УГЛЕРОДИСТЫХ БЛОКОВ | 2001 |
|
RU2221086C2 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2082828C1 |
| СПОСОБ ОБЖИГА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2092619C1 |
Изобретение относится к цветной металлургии, в частности к способам подготовки к пуску электролизеров для получения алюминия любого типа. Способ подготовки к пуску включает нагрев подины и обжиг швов внешним источником тепла, засыпку на подину защитного слоя, состоящего из смеси солей. Защитный слой состоит из смеси флотационного и регенерационного криолита (90-95 вес.%) с карбонатом кальция (5-10 вес.%), и защитный слой засыпают перед обжигом на периферийный шов подины электролизера. Наличие карбоната кальция в смеси приводит к уменьшению содержания фтористого алюминия и увеличению содержания фтористого кальция в электролите в послепусковой период. Технический результат заключается в обеспечении оптимального прогрева катодного устройства алюминиевого электролизера за счет укрытия периферийного шва подины электролизера смесью флотационного и регенерационного криолита с карбонатом кальция. 3 ил., 1 табл.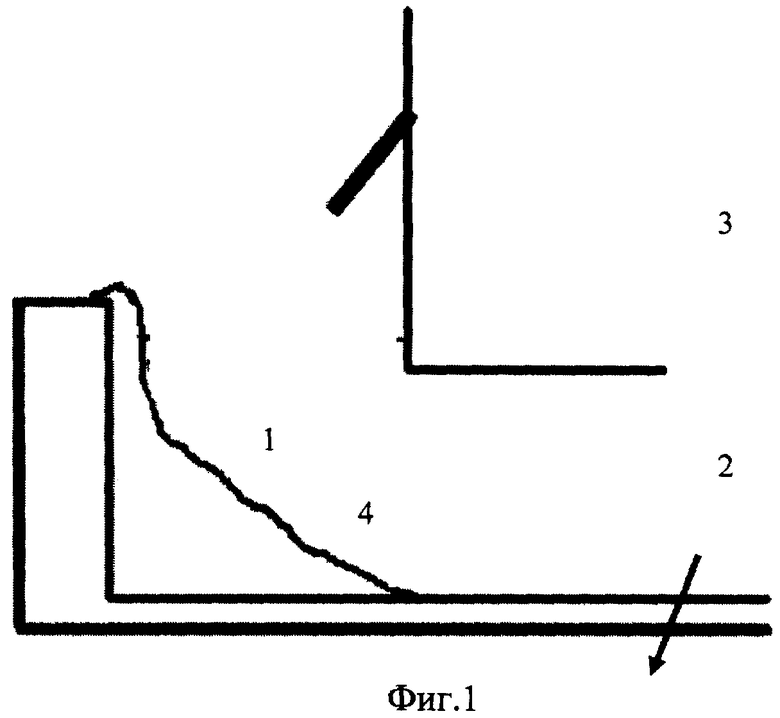
Способ подготовки к пуску алюминиевого электролизера, включающий засыпку на подину защитного слоя, состоящего из смеси солей, нагрев и обжиг подины внешним источником тепла, отличающийся тем, что защитный слой засыпают перед обжигом на периферийный шов подины электролизера, при этом защитный слой состоит из следующей смеси солей, вес.%:
| Способ подготовки катода алюминиевого электролизера перед пуском | 1974 |
|
SU549510A1 |
| СПОСОБ ПУСКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА ПОСЛЕ КАПИТАЛЬНОГО РЕМОНТА | 2001 |
|
RU2188256C1 |
| СПОСОБ ПУСКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА ПОСЛЕ КАПИТАЛЬНОГО РЕМОНТА | 1997 |
|
RU2128732C1 |
| СПОСОБ ОБЖИГА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2092619C1 |
| Способ обжига подины алюминиевого электролизера | 1988 |
|
SU1590483A2 |
| WO 9817843 A1 30.04.1998. | |||

