Изобретение относится к цветной металлургии, в частности к производству алюминия электролизом криолито-глиноземных расплавов, касается технологии обжига алюминиевого электролизера.
Известен способ обжига алюминиевого электролизера, согласно которому анод ставят на "сырую" подину. В шахту засыпают фторсоли, и электролизер включают в цепь серии на полный ток. После этого заливают несколько ковшей алюминия, чтобы на подине образовался слой его в 4-5 см, и анод отрывают от подины.
Электролизер выдерживают в течение двух суток, затем пускают на электролиз.
Недостатком известного способа является прямой электрический контакт готового анода и сырой подины. При пропускании полного тока серии вследствие недостаточной площади контакта неровно обгоревшей подошвы и подины, имеющей также допустимый перепад высот подовых блоков до 40 мм, возникают локальные зоны перегрева подины и анода, где плотность тока выше допустимой. Это приводит к разрушению отдельных участков межблочных швов, проникновению жидкого металла в подину, растрескиванию анода. Снижается сортность получаемого металла и срок службы электролизера. Двухсуточный период обжига на металле при этом не позволяет компенсировать первоначальную неравномерность токовой нагрузки.
Наиболее близким по технической сущности и достигаемому результату является известный способ, согласно которому перед загрузкой фтористых солей, оборотного электролита и металла на подине по периферии шахты электролизера формируют слой глинозема высотой 0,1-0,3 глубины шахты электролизера и площадью 0,57-0,65 площади подины.
Обеспечение определенного соотношения площадей слоя глинозема и подины, высоты слоя глинозема затруднительны в реализации. Наличие слоя глинозема на значительной площади подины приводит к ее изоляции в период обжига и пусковой период, возрастает неравномерность плотности тока и напряжения на электролизере. Это приводит к непроизводительному перерасходу электроэнергии, образованию подовых настылей ("коржей") на рабочей поверхности подины. Судя по описанию известного изобретения, период обжига составляет не менее 24-72 ч. В результате высокотемпературного длительного обжига при неравномерности токовой нагрузки разрушаются межблочные углеродистые швы, снижается производительность электролизера и срок его службы, сортность получаемого алюминия за счет проникновения жидкого алюминия в подину, перерасходуется электроэнергия.
Как показывают практические результаты, двухсуточный высокотемпературный обжиг с применением борного ангидрида также не устраняет возможности разрушения межблочных швов и растрескивания подовых блоков. Все это приводит к проникновению жидкого алюминия в подину, снижению сортности получаемого алюминия и срока службы электролизера. Вышеуказанные недостатки не позволяют внедрить известный и подобные способы в промышленных масштабах.
В ходе наблюдений обжига алюминиевых электролизеров установлено, что напряжение на электролизере после подключения на обжиг снижается, достигает своего наименьшего установившегося значения в течение 10-12 ч. Это указывает на установившуюся электропроводность анода и подины, появление скоксованных участков межблочных швов. Дальнейшая выдержка электролизера на напряжении менее 4,0 В приводит к медленному коксованию швов подины, непроизводительному расходу электроэнергии и простою электролизера, появлению возможности фильтрации жидкого алюминия в медленно коксующиеся межблочные швы.
Целью изобретения является повышение срока службы электролизера и сортности получаемого алюминия, снижение расхода электроэнергии и непроизводительного периода электролизера. Поставленная цель достигается тем, что по достижении на электролизере наименьшего установившегося напряжения после подключения в электрическую цепь напряжение увеличивают и поддерживают в пределах 4,2-5,0 В при отсутствии анодного эффекта ("вспышки"). Перед заливкой жидкого алюминия загружают пусковое сырье по периферии шахты в последовательности: слой криолита, слой оборотного электролита и глинозем в произвольных соотношениях, причем период обжига электролизера составляет 18-40 ч, а подключение электролизера в электрическую цепь осуществляют до затвердевания жидкого алюминия, залитого на подину.
Увеличение напряжения на электролизере сразу по достижении его наименьшего равновесного, установившегося значения до верхних предельных значений, граничащих с анодным эффектом ("вспышкой"), позволяет исключить период непроизводительной работы электролизера. Дальнейшее быстрое увеличение напряжения повышает скорость коксования углеродистой подовой массы межблочных швов. Это снижает вероятность проникновения жидкого алюминия в подину за счет упрочнения ее конструкции. Выдержка электролизера при напряжении 4,2-5,0 В позволяет поддерживать высокую скорость коксования межблочных швов и разогрев электролизера с возрастанием температуры от центра подины к периферии независимо от вида загружаемого пускового сырья, его последовательности и без необходимости поддержания определенного графика изменения напряжения.
Поддержание напряжения обжига в пределах 4,2-5,0 В без анодного эффекта ("вспышки") позволяет эффективнее использовать выделяющееся джоулево тепло в пространстве "анод-подина". Происходит интенсивный разогрев алюминия и подины без непроизводительной потери тепла в атмосферу и "теплового удара"; сохраняется равномерность плотности тока в электролизере при максимальном перегреве расплава и при заливке электролита на пуске. Это снижает величину "теплового удара".
В результате все это приводит к большей равномерности плотности тока в подине, снижению периода обжига, расхода электроэнергии, вероятности проникновения жидкого алюминия в подину.
Поддержание напряжения обжига в пределах 4,2-5,0 В позволяет также получать расплавленное пусковое сырье уже в первые сутки обжига. Электролит подтекает под слой жидкого алюминия и попадает на коксующиеся межблочные швы, проникает в образующиеся поры и заполняет их, вытесняя из пор и трещин жидкий алюминий. Относительно низкая величина перегрева расплавленного электролита, содержащего глинозем, приводит к постепенному образованию корундов, цементирующих подину в межблочных швах. Это предотвращает фильтрацию жидкого алюминия в подину.
Загрузка пускового сырья по периферии шахты в последовательности: слой криолита, слой оборотного электролита в жидкий криолит нижнего слоя; происходит также подплавление оборотного электролита. Таким образом, быстро образуется значительный объем жидкого слоя расплава, проникающий под слой жидкого металла (в данном случае относительный перегрев металла, находящегося под анодом, выше, чем относительный перегрев электролита, находящегося за пределами анода). Происходит "подпитка" коксующихся швов пересыщенным электролитом. Это повышает эффективность защиты межблочных швов от проникновения жидкого алюминия при возрастании температуры расплава в пусковой период, когда относительный перегрев алюминия становится меньше, чем электролита, и электролит всплывает. Произвольное соотношение компонентов упрощает реализацию способа. При этом синтетический криолит может быть заменен на более легкоплавкий смешанный (регенерированный и флотационный), получаемый в условиях алюминиевого завода.
В результате снижения теплопотерь, эффективного распределения тепла, разогрева электролизера и упрочнения межблочных швов появляется возможность снижения периода обжига, предотвращения фильтрации жидкого металла в подину, перерасхода электроэнергии.
Подключение электролизера в цепь до затвердевания алюминия, залитого на подину, снижает неравномерность токовой нагрузки в период обжига, расход электроэнергии и период начала подплавления криолита, что улучшает качество защиты межблочных швов.
Пример реализации способа.
После монтажа электролизеров типа С-8Б на силу тока 156 кА, на подину первого опытного электролизера засыпают вокруг анода 1650 кг глинозема и образуют слой толщиной 110 м (прототип, свидетель). На подину второго электролизера загружают борную кислоту в количестве 9 кг (0,3 мас.), засыпают вокруг анода 1650 кг глинозема, образуя слой 110 м толщины (известный, свидетель 2). На подину третьего электролизера загружают борную кислоту в количестве 9 кг (0,3 мас.), фторсоли, криолит и оборотный электролит (свидетель 3). На подину четвертого и пятого электролизеров (опытные) вокруг анодопроизвольно засыпают слой криолита, причем в пятый электролизер криолит смешанный, состоящий из смеси регенерированного и флотационного, получаемых путем переработки отходов производства в условиях алюминиевого завода, имеющий температуру плавления существенно ниже, чем у синтетического (свежего) криолита; сверху оборотный дробленый электролит с заполнением пространства "борт-анод" на высоту шахты и глинозем (по предлагаемому способу).
В обоих опытных элетролизерах на подину заливают жидкий алюминий в количестве 5000 кг в каждый и подключают на обжиг пятый электролизер с жидким алюминием на подине согласно предлагаемому способу. Остальные четыре электролизера подключают в электрическую цепь после затвердевания алюминия на подине. Обжиг ведут: на трех первых элекролизерах-свидетелях в течение двух, трех и четырех суток соответственно; на четвертом электролизере 40 ч и на пятом 18 ч согласно предлагаемому способу. Пуск на электролизер осуществляют по известному способу путем заливки жидкого электролита.
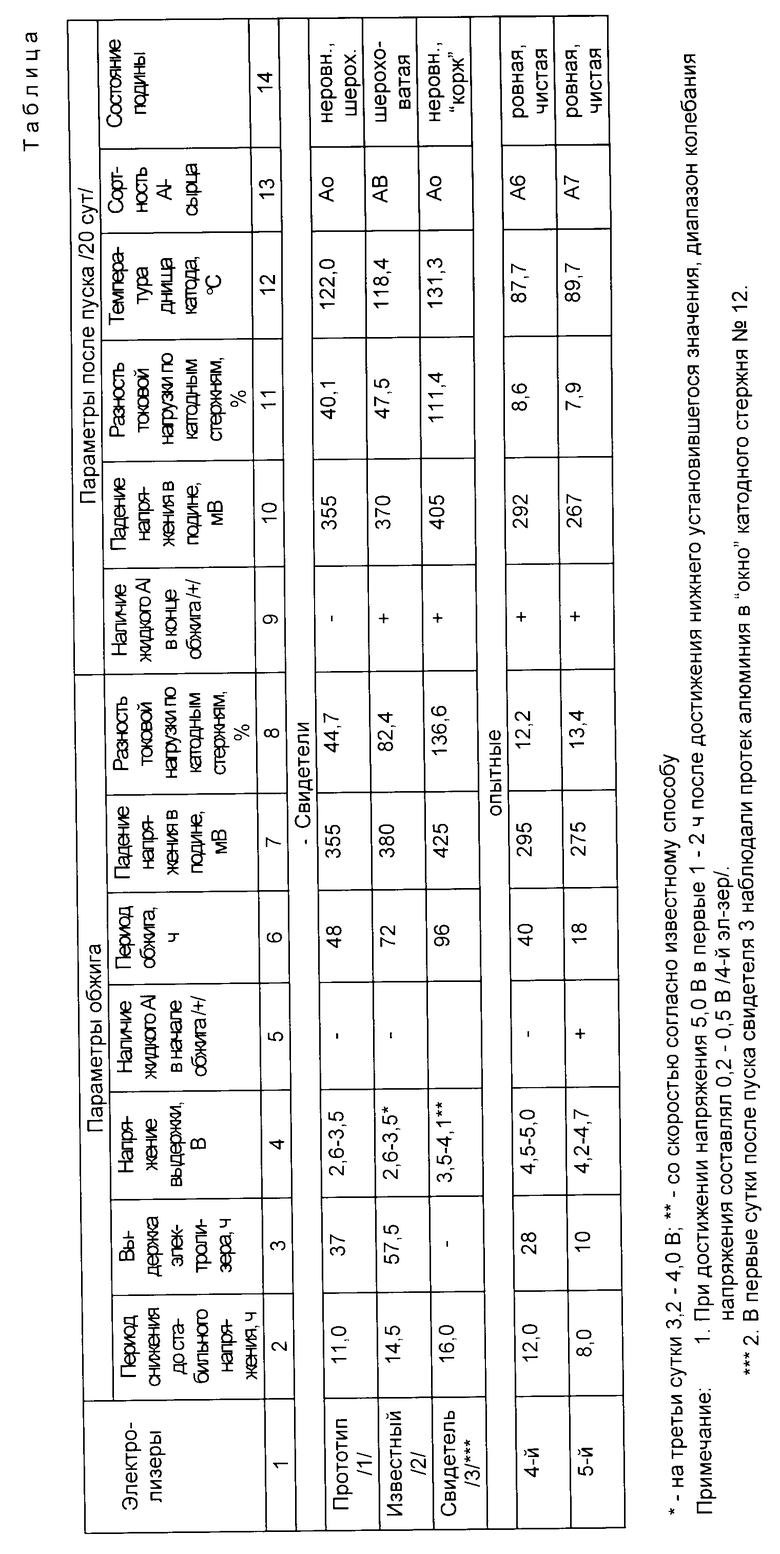
Результаты измеренных параметров опытных электролизеров и свидетелей, тщательного обследования подин в период обжига и послепусковой период отражены в таблице.
Сравнение результатов обжига опытных электролизеров показывает, что поддержание напряжения выдержки в пределах 4,5-5,0 В после установившегося нижнего значения напряжения позволяет сократить общий период обжига электролизера до 40 ч, а при наличии жидкого алюминия в момент подключения электролизера в электрическую цепь и при напряжении выдержки 4,2-4,7 В сокращается период обжига до 18 часов. При этом падение напряжения в подинах опытных электролизеров снижается на 60-150 мВ, что указывает на высокую электропроводность подины: равномерность токовой нагрузки подтверждается меньшей разностью по сравнению со свидетелями.
Сравнение параметров послепускового периода (через 20 сут после пуска) указывает на лучшее качество обжига опытных электролизеров по заявляемому способу. Так, снижение напряжения в подине составило 3-8 мВ, в то время как на электролизерах-свидетелях 10-20 мВ, что указывает на проникновение жидкого алюминия в локальные участки подины. Это подтверждается высокой разностью токовой нагрузки по катодным стержням у электролизеров-свидетелей, температурой днища и сортностью алюминия-сырца. Тщательное обследование подин указывает на лучшее состояние подин опытных электролизеров.
Таким образом, предлагаемый способ обжига электролизера позволяет повысить срок его службы, сортность получаемого алюминия, снизить расход электроэнергии и период непроизводительной работы электролизера.
Способ прост в осуществлении, не требует дополнительных трудозатрат.
Одним из существенных отличий предлагаемого способа является возможность применения шихты пускового сырья в произвольных соотношениях. Возможна также замена дорогостоящего синтетического (свежего) криолита на смешанный (регенерированный и флотационный), более легкоплавкий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПУСКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА ПОСЛЕ ОБЖИГА | 1994 |
|
RU2080416C1 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2082828C1 |
| СПОСОБ ОБЖИГА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2113549C1 |
| ПОДИНА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2085619C1 |
| СПОСОБ ЗАЩИТЫ УГОЛЬНОЙ ФУТЕРОВКИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1999 |
|
RU2164555C2 |
| СПОСОБ ЗАЩИТЫ УГОЛЬНОЙ ФУТЕРОВКИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1999 |
|
RU2164556C2 |
| СПОСОБ МОНТАЖА ПОДОВОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2082827C1 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2088696C1 |
| СПОСОБ ОБЖИГА И ПУСКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА (ВАРИАНТЫ) | 1996 |
|
RU2106434C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1995 |
|
RU2095485C1 |
Использование: производство алюминия электролизом криолито-глиноземных расплавов, касается технология обжига алюминиевого электролизера. Цель изобретения - повышение срока службы электролизера, сортности получаемого алюминия, снижение расхода электроэнергии и непроизводительного периода электролизера. Сущность: по достижении на электролизере наименьшего устойчивого напряжения после подключения в электрическую цепь напряжение увеличивают и поддерживают в пределах 4,2-5,0 В при отсутствии анодного эффекта. Перед заливкой жидкого алюминия на подину осуществляют загрузку пускового сырья по периферии шахты в последовательности: слой криолита, слой оборотного электролита и глинозем в произвольных соотношениях. Период обжига при этом составляет 18-40 ч. Подключение электролизера в электрическую цепь могут осуществлять до затвердевания жидкого алюминия, залитого на подину. 3 з.п. ф-лы, 1 табл.
| Авторское свидетельство СССР N 1401926, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
