Настоящее изобретение относится, в общем, к защитным приспособлениям для органов слуха и, в частности, к затычке для ушей, содержащей стержень, изготовленный методом инжекционного прессования, и деталь из вспененного материала, закрепленную на нем с помощью клейкого вещества.
Описание известного уровня техники
Хорошо известно применение различных защитных приспособлений для органов слуха, предназначенных для уменьшения уровня шума, проникающего в уши, и в настоящее время имеются в наличии самые разнообразные типы таких приспособлений, в том числе приспособления для частичной защиты органов слуха и затычки для ушей. Хорошо известно также и применение деталей, изготовленных из вспененного материала и предназначенных для использования вместе с такими приспособлениями с целью уменьшения уровня шума, проникающего в уши, при одновременном обеспечении большей комфортности для человека, пользующегося такими приспособлениями.
Затычки для ушей обычно используются для постоянного ношения их в течение длительных периодов времени. Хорошо известны в данной области техники затычки для ушей, изготовленные из вспененного материала, в качестве которого используются эластичные полимерные пеноматериалы, к примеру, такие как губчатая резина или пенополиуретанопласт. Затычки для ушей, изготовленные из вспененного материала, отличающегося замедленным упругоэластическим восстановлением, к примеру, такие, которые раскрываются в патенте США №29487 на имя Гарднера мл., обеспечивают комфортность, а также в реальных условиях пользования ими они зарекомендовали себя как высоконадежное средство защиты от шума, имеющего любую звуковую частоту. В патенте США №5203352 на имя Гарднера мл. также раскрывается затычка для ушей, предназначенная для защиты органов слуха и выполненная из полимерного пеноматериала.
Такие затычки для ушей могут дополнительно снабжаться шнуром, который скрепляет между собой пару затычек. Обыкновенные шнуры обычно рассчитываются на то, чтобы шнур мог постоянно быть закреплен на затычках для ушей, и, в частности, каждый конец шнура может оставаться постоянно закрепленным на концах стержневых частей соответствующих затычек для ушей.
Деталь затычек для ушей, уменьшающая проникающий в них шум (акустическая деталь), может выполняться как из вспененного материала согласно приведенному здесь выше описанию, так и из эластичных резиноподобных материалов. Преимуществом в данном случае обладают резиноподобные материалы, потому что они обеспечивают возможность непосредственного и легкого введения затычки для ушей в ухо человека, пользующегося ими. Однако такие затычки для ушей и соответствующие приспособления в типичных случаях приводят к возникновению ощущения дискомфорта при ношении их в течение длительных периодов времени. В этом отношении предпочтение следует отдать затычкам для ушей, изготовленным из вспененного материала, из соображений большего комфорта.
В данной области техники известны также затычки для ушей, относящиеся к так называемому закручиваемому типу. Такие затычки для ушей имеют, как правило, цилиндрическую форму и содержат корпус, выполненный из эластичного пеноматериала. При пользовании такой затычкой для ушей нужно закрутить ее корпус, чтобы затычка сжалась и площадь ее поперечного сечения при этом уменьшилась. Находясь в таком сжатом состоянии, затычка вводится одним своим концом в наружный слуховой проход, тогда как противоположный ее конец служит в качестве своеобразной ручки, облегчающей введение затычки внутрь прохода. Как только затычка будет введена полностью в наружный слуховой проход, она там расправляется, стремясь снова приобрести свои первоначальные размеры, заполняя собой соответствующую часть наружного слухового прохода, обеспечивая при этом не вызывающую каких-либо неудобств плотную свою посадку наряду с приемлемыми шумопоглощающими свойствами.
Однако затычки для ушей, относящиеся к так называемому закручиваемому типу, зачастую трудно бывает ввести внутрь уха на полную глубину из-за излишней гибкости таких затычек. То есть, иными словами, даже находясь в закрученном своем состоянии, такая затычка все же не способна обеспечить достаточно высокую жесткость своего корпуса для того, чтобы ее можно было ввести на достаточную глубину внутрь наружного слухового прохода. При недостаточно глубоком введении затычки внутрь результирующее снижение уровня шума, проникающего в ухо, будет недостаточным, что весьма нежелательно.
Для устранения недостатков, которыми страдают затычки для ушей, относящиеся к так называемому закручиваемому типу, разработаны были выполняемые из вспененного материала затычки для ушей, содержащие жесткие или же полужесткие детали в виде стержней. Такие затычки для ушей включают в свой состав эластичный корпус, изготовленный из вспененного материала, и жесткую или же полужесткую деталь, выполненную в виде стержня и заделанную внутрь детали из вспененного материала. Такая деталь, выполненная в виде стержня, может быть заделана внутрь детали из вспененного материала полностью либо только первый ее конец заделывается внутрь детали из вспененного материала или крепится к ней, а второй ее конец остается снаружи детали из вспененного материала, выступая относительно нее. Такая деталь, выполненная в виде стержня, предназначается для того, чтобы придать затычкам для ушей до некоторой степени необходимую жесткость, облегчив тем самым человеку, пользующемуся такими затычками для ушей, введение затычки в наружный слуховой проход. То есть, иными словами, благодаря некоторой жесткости, обеспечиваемой деталью, выполненной в виде стержня, для человека, пользующегося затычками для ушей, обеспечивается возможность протолкнуть затычку для уха при введении ее внутрь наружного слухового прохода на нужную глубину, находясь на которой такая затычка для ушей способна обеспечить достаточно большое снижение уровня шума, проникающего в ухо. Кроме того, зачастую такая деталь, имеющая форму стержня, выполняется таким образом, чтобы она обладала в достаточной степени также и гибкостью, обеспечивая тем самым необходимую комфортность после введения затычки для ушей внутрь наружного слухового прохода.
Надежное крепление детали, выполненной в виде стержня, к вспененному материалу имеет критически важное значение для обеспечения функциональности затычки для ушей. В типичных случаях для стержня обеспечивается соответствующая механическая связь с вспененным материалом непосредственно в процессе изготовления затычки для ушей. Сначала изготавливается стержень, а затем его, как вставку, помещают в пресс-форму. После этого в пресс-форме вокруг детали, выполненной в виде стержня, формуется из вспененного материала соответствующая деталь, благодаря чему и обеспечивается необходимая механическая связь вспененного материала с вставленным в пресс-форму стержнем. В результате получают затычку для ушей, выполненную из вспененного материала, имеющего надежное соединение со стержнем, при этом стержень выступает наружу относительно вспененного материала. В альтернативном варианте весь стержень целиком может быть помещен внутрь пресс-формы, и вспененный материал при последующем формовании затычки для ушей полностью обволакивает стержень, в результате чего обеспечивается надежное соединение материала со стержнем, который будет со всех сторон окружен вспененным материалом. В этом случае получаемая в результате затычка для ушей включает в свой состав наружный корпус, образовавшийся из вспененного материала, и выполненную в виде стержня деталь, заделанную в этот корпус изнутри.
Обеспечение соответствующей механической связи вспененного материала и стержня между собой, как указано в приведенном здесь выше описании, представляет собой трудноосуществимый и зачастую не приводящий к получению устойчивых результатов процесс. Например, для обеспечения правильного формования вспененного материала и получения надежного соединения вспененного материала и стержня между собой требуется предусмотреть достаточно эффективную вентиляцию пресс-формы, в которой вокруг стержня производится формование вспененного материала. Например, в патенте США №5799658 на имя Фалько раскрывается техническое решение, предусматривающее применение пористого стержня. В соответствии с этим техническим решением в ходе производственного процесса необходимая механическая связь отдельных пористых стержней с вспененным материалом обеспечивается благодаря контролируемому проникновению вспененного материала в поры стержня. При этом воздух, продолжающий оставаться внутри пресс-формы, получает возможность в течение всего процесса выходить оттуда через поры наружу. Однако такие отдельные пористые стержни сравнительно дороги в производстве, а их изготовление до некоторой степени трудно бывает осуществить, причем зачастую так и не удается добиться надлежащей вентиляции пресс-форм. В соответствии с другим техническим решением предусматривается наличие дополнительных вентилирующих средств с наружной стороны стержней или с внутренней стороны пресс-форм, обеспечивающих получение соответствующих вентиляционных каналов или путей между стержнем и пресс-формой, которые ведут изнутри пресс-формы наружу. Однако применение таких дополнительных средств для стержней и пресс-форм сопряжено с дополнительными затратами, а их эффективность зачастую оказывается недостаточной для обеспечения надлежащей вентиляции пресс-формы.
Кроме того, предпринимались также и попытки изготовить такую затычку для ушей неавтоматизированным способом, приклеивая вспененный материал к стержню вручную. Однако при использовании этого процесса зачастую не удавалось обеспечить достаточно прочную связь между вспененным материалом и стержнем. Помимо этого, такой процесс приводит при его осуществлении к возникновению грязи, является весьма трудоемким, требует значительных затрат времени и связан с большими расходами, поэтому такой процесс не представляет собой практического интереса с точки зрения автоматизированного массового производства затычек для ушей из вспененного материала с внутренним стержнем.
Соответственно, продолжает оставаться потребность в такой затычке для ушей, изготавливаемой из вспененного материала и имеющей внутренний стержень, которая обеспечивала бы надежную защиту ушей от шума и при этом была бы удобной и комфортной в пользовании, а при ее изготовлении применялся бы более эффективный и менее дорогостоящий способ производства.
Краткое описание изобретения
Рассмотренные здесь выше иные проблемы и недостатки, присущие известным техническим решениям, преодолеваются или же смягчаются благодаря применению защитных приспособлений для органов слуха или осуществлению способа их изготовления согласно настоящему изобретению.
В одном из вариантов осуществления настоящего изобретения предлагаемая затычка для ушей содержит выполненную из вспененного материала вставную часть, предназначенную для введения в наружный слуховой канал того человека, который пользуется затычками для ушей, и юбку, выступающую относительно вставной части. Юбка имеет приемное гнездо, выполненное внутри нее. Кроме того, затычка для ушей дополнительно содержит также формованный стержень, имеющий соединительную часть, которая вставляется в приемное гнездо, и рукояточную часть, которая выступает наружу относительно приемного гнезда. Рукояточная часть облегчает манипулирование затычкой для ушей в процессе ее производства и при пользовании ей. Юбка проходит вокруг соединительной части стержня, при этом соединительная часть и вспененный материал соединяются между собой внутри приемного гнезда при помощи клейкого вещества.
В другом примерном варианте осуществления настоящего изобретения предлагаемая затычка для ушей содержит выполненную из вспененного материала скругленную вставную часть, предназначенную для введения в наружный слуховой канал того человека, который пользуется затычками для ушей, цилиндрическую юбку, выступающую относительно вставной части, приемное гнездо, выполненное внутри юбки, и ребра, отходящие от цилиндрической юбки к скругленной вставной части. Кроме того, затычка для ушей дополнительно содержит также формованный стержень, имеющий соединительную часть с выровненной поверхностью, рукояточную часть, которая по своим очертаниям выполнена таким образом, чтобы облегчить манипулирование затычкой для ушей в процессе ее производства и при пользовании ей, а также кольцевой выступ, расположенный между соединительной частью и рукояточной частью. Юбка проходит вокруг соединительной части стержня. На выровненную поверхность соединительной части наносится связующее вещество, обеспечивающее склеивание соединительной части и вспененного материала друг с другом внутри приемного гнезда.
В еще одном варианте осуществления настоящего изобретения предлагается способ изготовления затычки для ушей, предусматривающий формование вспененного материала, осуществляемое таким образом, чтобы образовались скругленная часть и юбка, выступающая относительно скругленной части, формование приемного гнезда, выполняемого внутри юбки, формование стержня, имеющего соединительную часть с выровненной поверхностью и рукояточную часть, которая профилирована таким образом, чтобы облегчить захват стержня рукой, нанесение связующего вещества на выровненную поверхность соединительной части, введение соединительной части в приемное гнездо и отверждение связующего вещества, осуществляемое таким образом, чтобы обеспечить склеивание соединительной части и вспененного материала друг с другом внутри приемного гнезда.
Рассмотренные здесь выше другие признаки и преимущества настоящего изобретения очевидны и понятны специалистам в данной области техники из следующего ниже подробного его описания и прилагаемых чертежей.
Краткое описание чертежей
Ниже предлагаются чертежи, на которых одинаковые детали обозначены одними и теми же позициями сразу на нескольких фигурах, и на которых:
фигура 1 - представленный в перспективе вид затычки для ушей, выполненной в соответствии с настоящим изобретением;
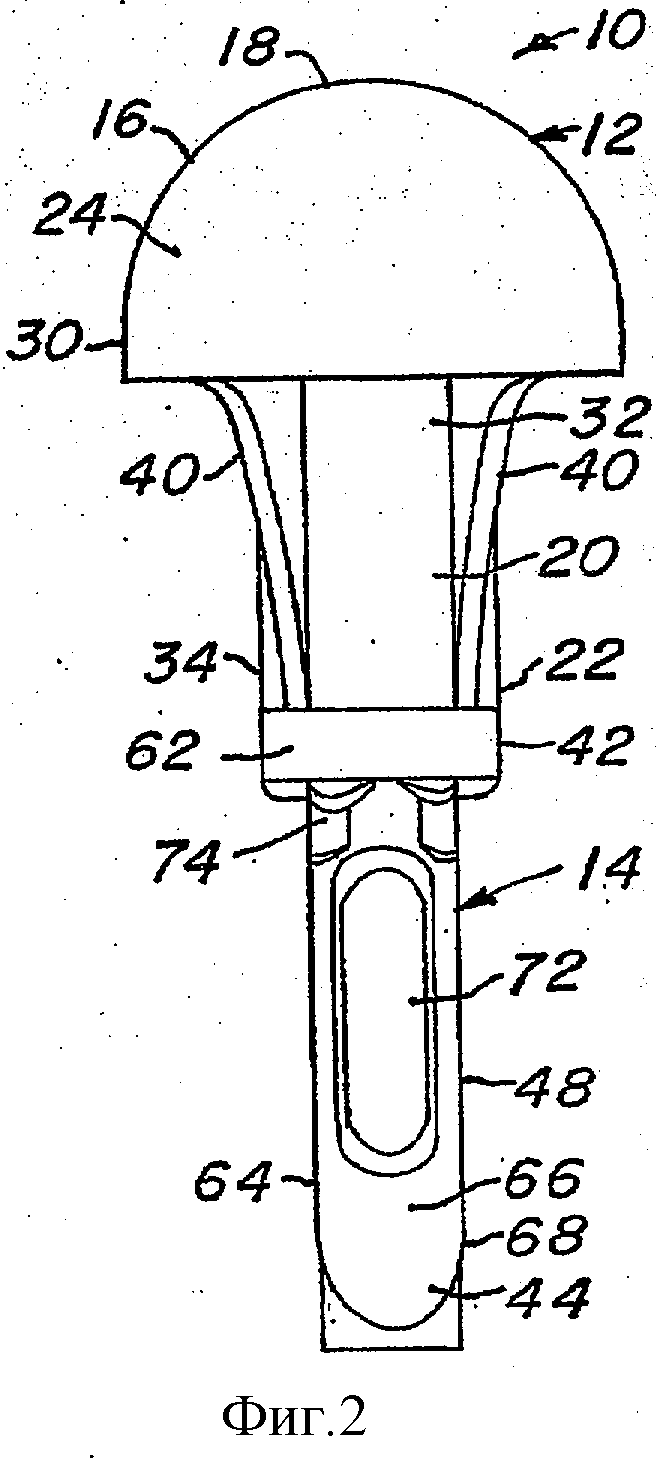
фигура 2 - вид затычки для ушей сбоку в вертикальной проекции;
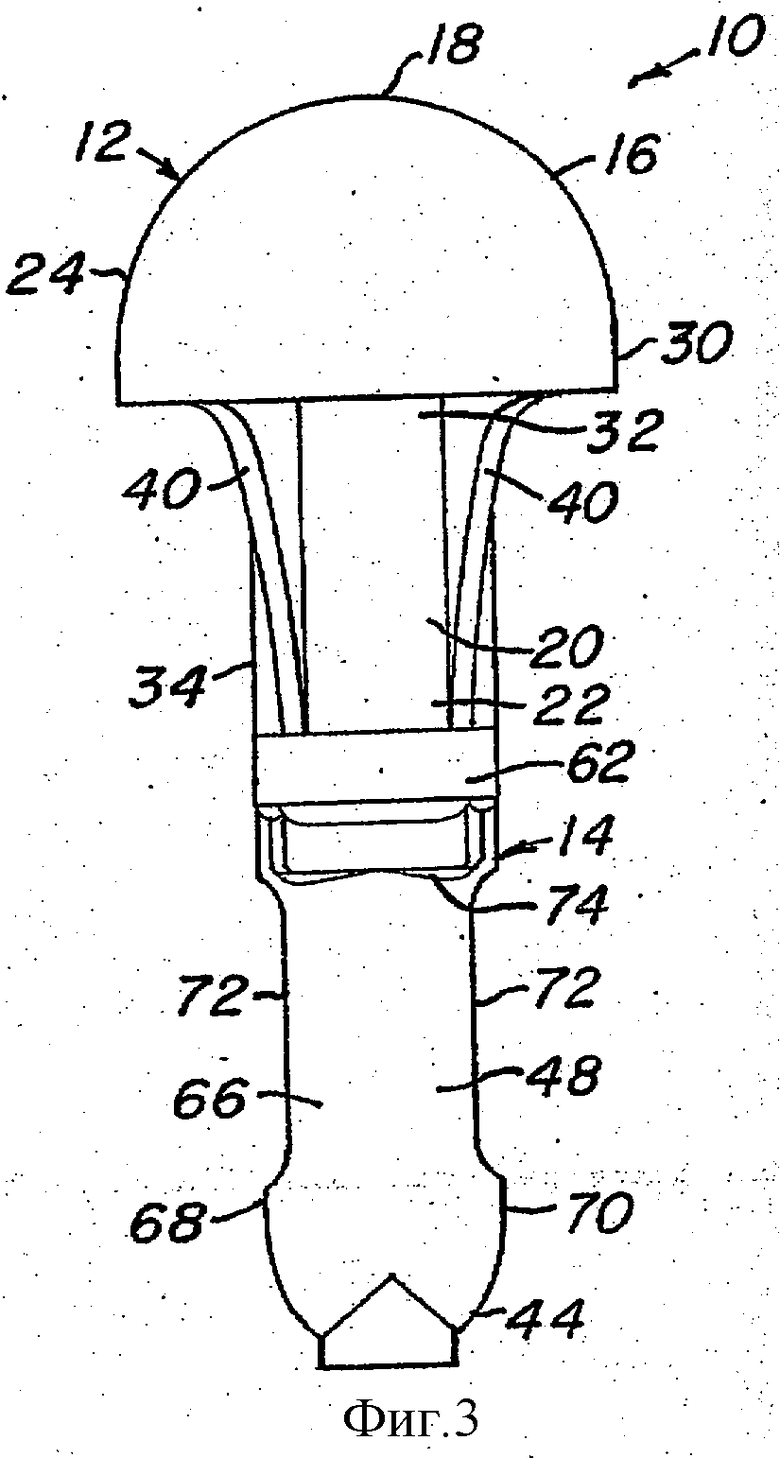
фигура 3 - другой вид затычки для ушей сбоку в вертикальной проекции;
фигура 4 - вид затычки для ушей сверху в плане;
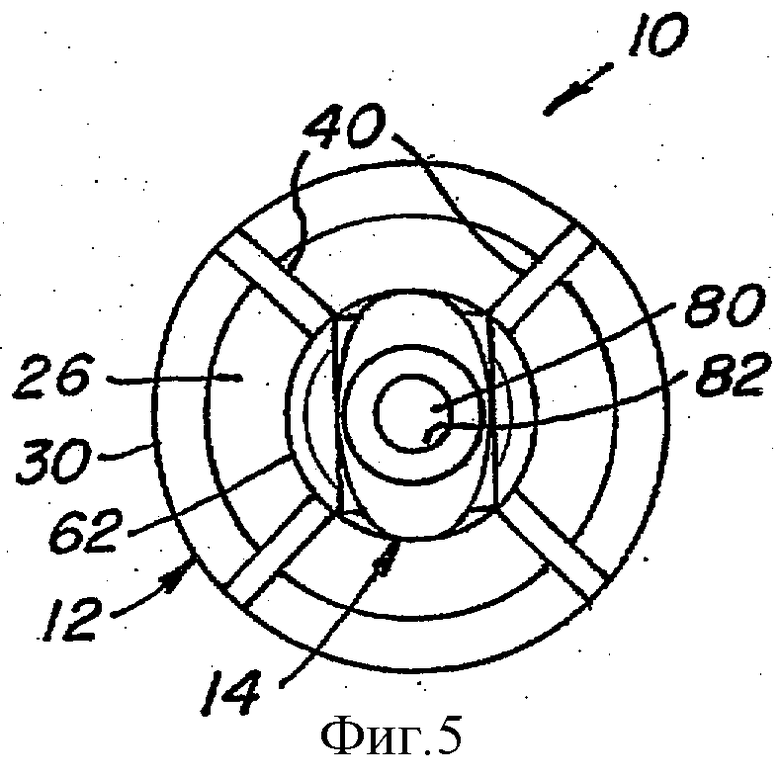
фигура 5 - вид затычки для ушей снизу в плане;
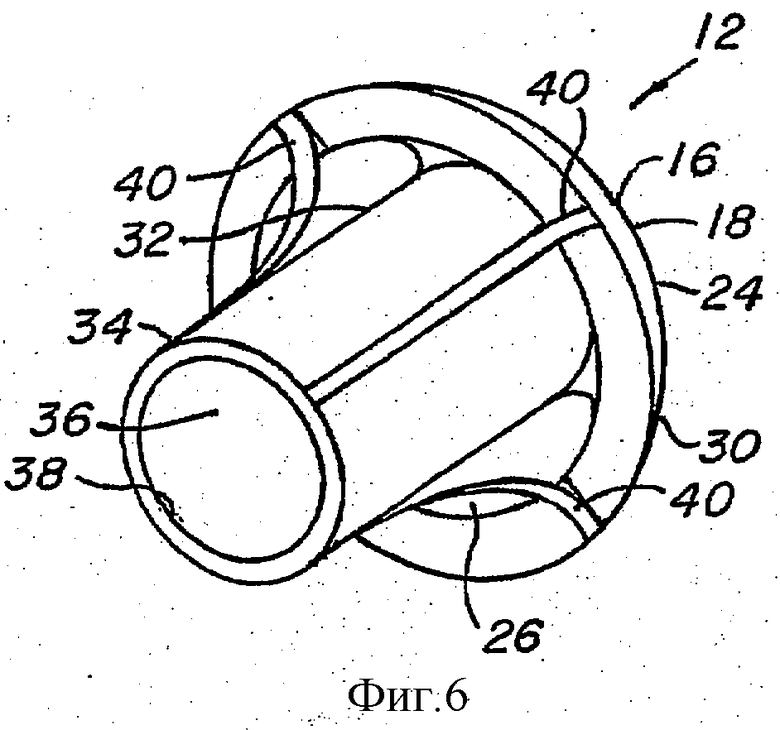
фигура 6 - представленный в перспективе вид выполненной из вспененного материала детали затычки для ушей, показанной на фигуре 1;
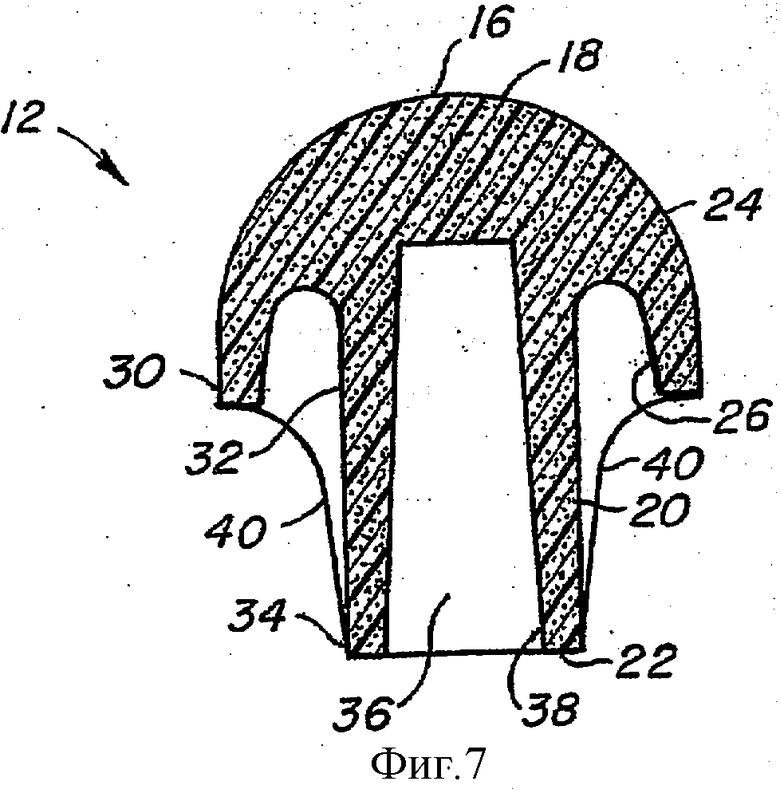
фигура 7 - вид в поперечном разрезе для выполненной из вспененного материала детали, показанной на фигуре 6;
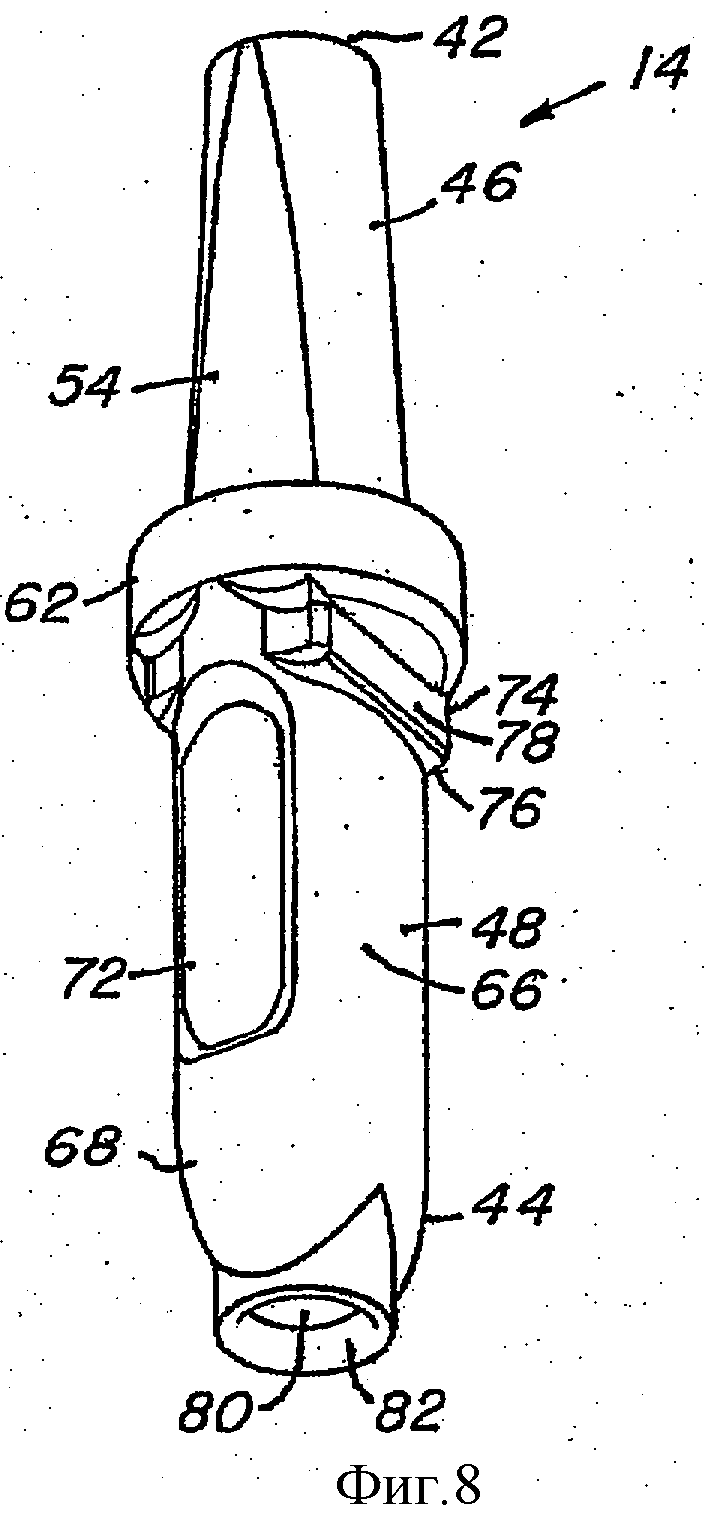
фигура 8 - представленный в перспективе вид стержня затычки для ушей, выполненной в соответствии с настоящим изобретением;
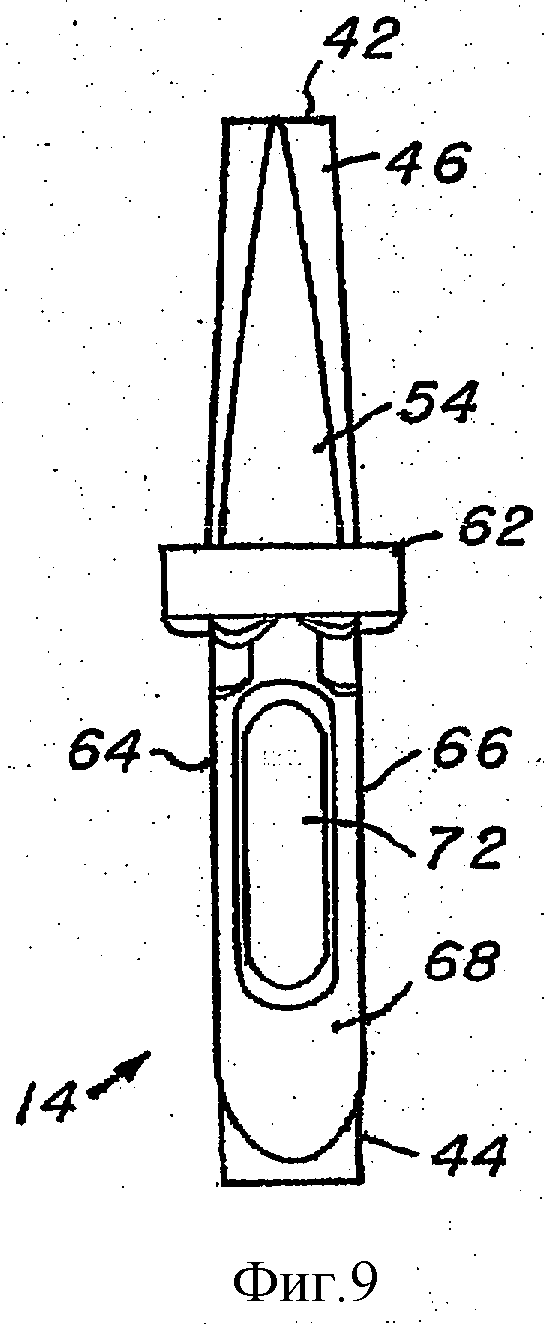
фигура 9 - вид стержня сбоку в вертикальной проекции;
фигура 10 - другой вид стержня сбоку в вертикальной проекции;
фигура 11 - вид стержня снизу в плане;
фигура 12 - вид стержня сверху в плане;
фигура 13 - вид стержня в поперечном разрезе; и
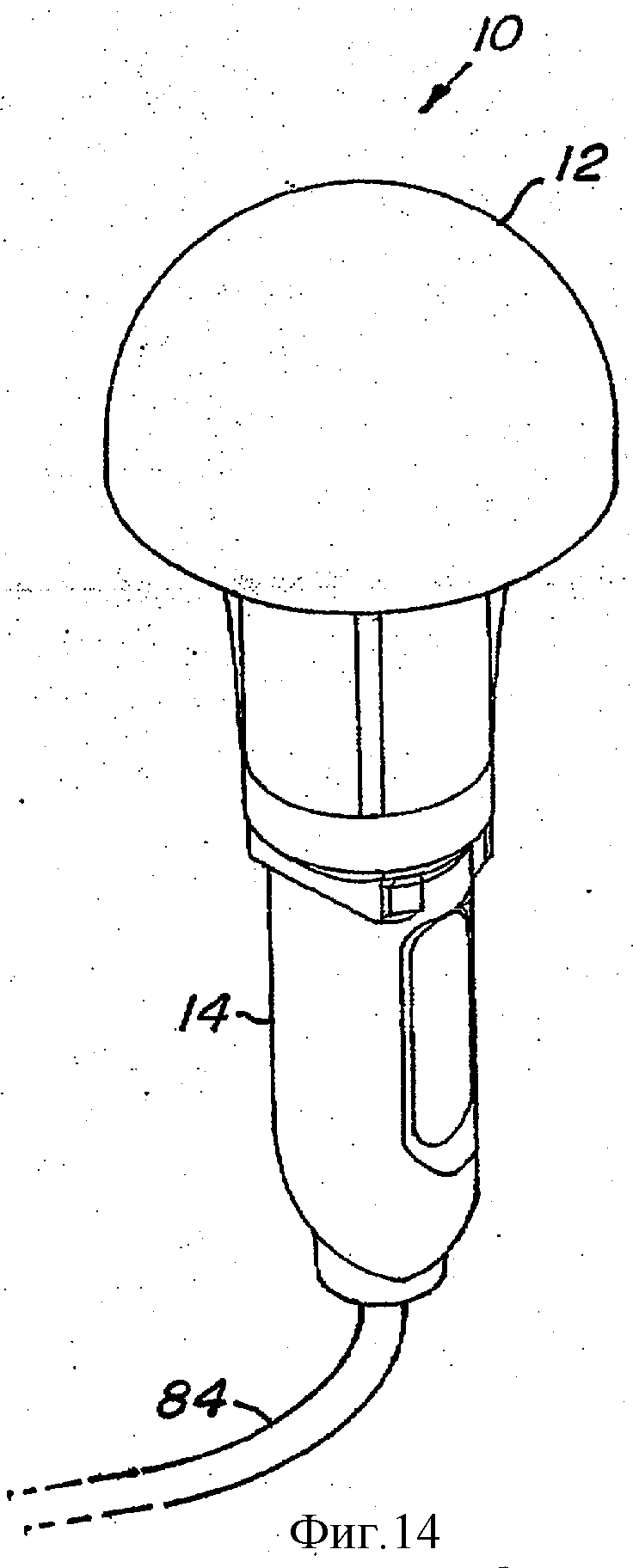
фигура 14 - представленный в перспективе вид затычки для ушей, показанной на фигуре 1, но изображенной вместе с прикрепленным к ней шнуром.
Подробное описание изобретения
На фигурах 1-5 показаны различные виды затычки 10 для ушей, выполненной в соответствии с одним из вариантов осуществления настоящего изобретения. Затычка 10 для ушей включает в свой состав деталь 12, выполненную из вспененного материала, и стержень 14. Деталь 12, выполненная из вспененного материала, состоит из скругленной части 16, расположенной на первом конце 18 детали 12, выполненной из вспененного материала, и юбки 20, расположенной на противоположном конце 22 детали 12, выполненной из вспененного материала.
Скругленная часть 16 имеет, по существу, полусферическую форму и содержит скругленную поверхность 24, образованную в непосредственной близости от первого конца 18 детали 12, выполненной из вспененного материала, а также вогнутую поверхность 26, расположенную с противоположной стороны относительно скругленной поверхности 24. Скругленная и вогнутая поверхности, соответственно 24 и 26, определяют собой скругленную часть 16, имеющую в своем осевом поперечном сечении, в общем, серповидную форму (фигура 7). Предусматривается наличие кромки 30, которая образуется, как таковая, на поверхности раздела между скругленной и вогнутой поверхностями, соответственно 24 и 26. Эта кромка 30 представляет собой, по существу, створку скругленной части 16, способную поворачиваться относительно продольной оси затычки 10 для ушей. Благодаря этой ее отличительной особенности обеспечиваются комфортность и правильная установка затычки 10 для ушей, когда она вставляется в наружный слуховой проход соответствующего уха человека, пользующегося затычками для ушей.
Юбка 20 располагается вокруг скругленной части 16 и представляет собой, в общем, цилиндрический элемент, который имеет первый конец 32 юбки, сформированный за одно целое со скругленной частью 16 со стороны ее вогнутой поверхности 26, и второй конец 34 юбки, остающийся свободным относительно скругленной части 16. Юбка 20 содержит приемное гнездо 36. Это приемное гнездо 36 юбки проходит по длине юбки 20 от первого конца 32 ко второму концу 34 юбки, где указанное приемное гнездо 36 раскрывается наружу относительно детали 12, выполненной из вспененного материала. На первом конце 32 юбки приемное гнездо 36 оставляет открытой некоторую часть вогнутой поверхности 26.
Площадь поперечного сечения приемного гнезда 36, в общем, выполнена круглой по своей форме и имеет постоянный размер на всем протяжении гнезда от первого конца 32 юбки до второго конца 34 юбки. Таким образом, иными словами, приемное гнездо 36 имеет, по существу, цилиндрическую форму. Разумеется, форма приемного гнезда 36 может быть также и другой, а не только цилиндрической. Например, приемное гнездо 36 может иметь круглую или же прямолинейную площадь поперечного сечения, которая изменяется по своему размеру в пределах длины приемного гнезда 36. В одном из таких примеров осуществления настоящего изобретения приемное гнездо 36 выполнено с таким круглым поперечным сечением, которое имеет больший размер в непосредственной близости от второго конца 34 юбки и меньший размер в непосредственной близости от первого конца 32 юбки, благодаря чему приемное гнездо 36 постепенно сужается по направлению к первому концу 32 юбки. В другом варианте осуществления настоящего изобретения приемное гнездо 36 имеет такую форму, которая составляется из скругленных и прямолинейных частей, а площадь его поперечного сечения постепенно сужается по направлению к первому концу 32 юбки. Приемное гнездо 36 может заходить за вогнутую поверхность 26 скругленной части 16 (фигура 7).
Юбка 20 выполняется, в общем, удлиненной по своей форме и имеет такую длину Х в осевом направлении, которая равна или же больше, чем длина Y скругленной части 16, замеренная в осевом направлении.
Деталь 12, выполненная из вспененного материала, дополнительно содержит ребра 40, расположенные между скругленной частью 16 и юбкой 20. Ребра 40 представляют собой, по существу, плоские элементы, которые отформованы за одно целое с юбкой 20, имеющей цилиндрическую форму, и отходят от нее в радиальном направлении к вогнутой поверхности 26 скругленной части 16. Ребра 40 закреплены на первом конце 32 юбки и имеют соответствующую часть, идущую ко второму концу 34 юбки. В предпочтительном варианте осуществления настоящего изобретения деталь 12, выполненная из вспененного материала, имеет четыре ребра 40, расположенных с равными угловыми промежутками друг относительно друга по наружной поверхности юбки 20.
Деталь 12, выполненная из вспененного материала, изготавливается посредством осуществления процесса формования, как это описывается более подробно в приведенном здесь ниже описании. В процессе формования предусматривается выполнение операции вентилирования пресс-формы, во время которой производится выпуск воздуха, находящегося в пресс-форме, наружу и обеспечивается возможность правильного формования внутри нее указанной детали 12, выполняемой из вспененного материала. Проведение операции вентилирования пресс-формы обеспечивает также возможность формирования ребер 40 за одно целое с деталью 12, выполняемой из вспененного материала.
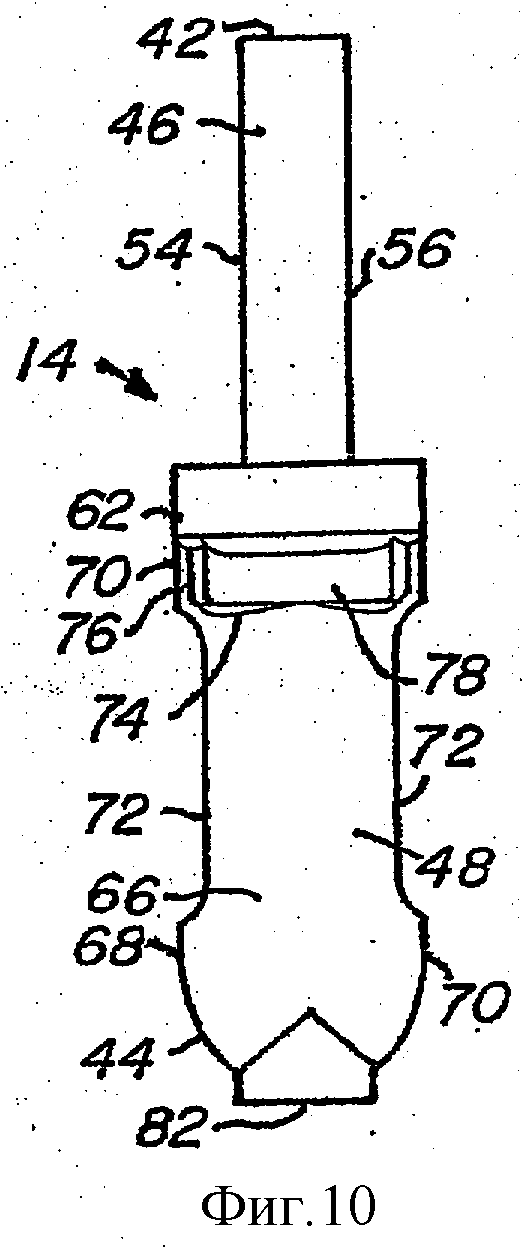
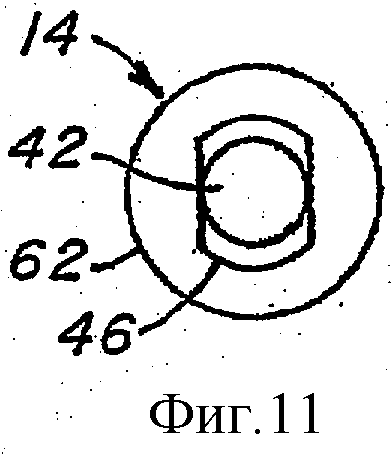
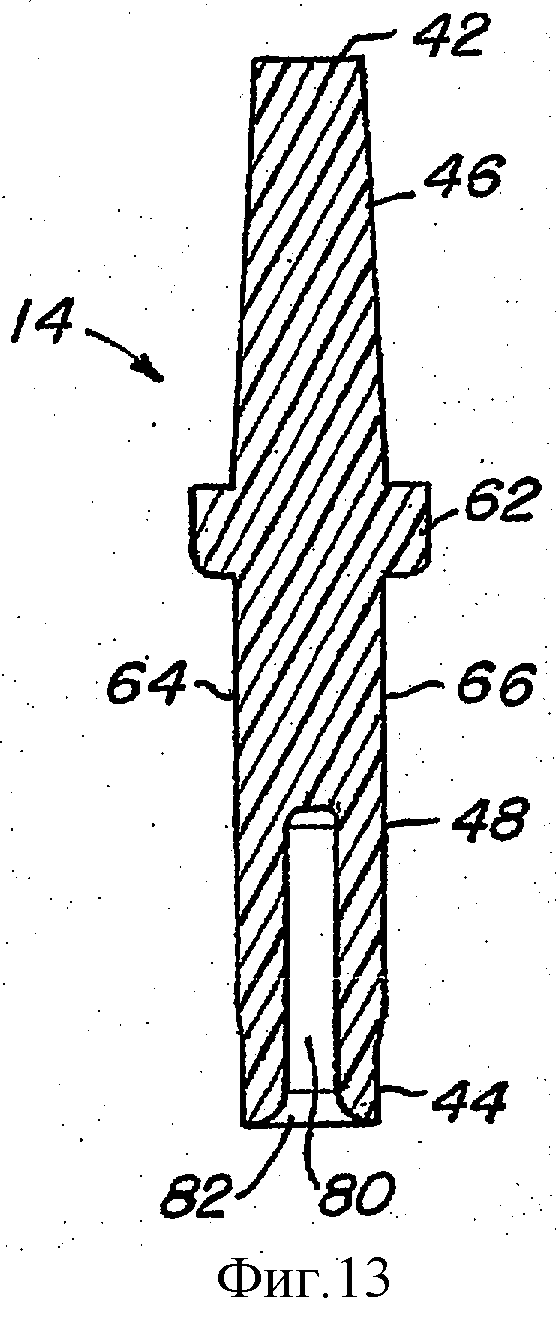
На фигурах 8-12 изображен стержень 14, имеющий первый конец 42 стержня и противоположный ему второй конец 44 стержня. Соединительная часть 46 формируется на первом конце 42 стержня, а рукояточная часть 48 формируется на втором конце 44 стержня.
Соединительная часть 46 представляет собой, в общем, цилиндрический элемент, и в одном из вариантов осуществления настоящего изобретения она имеет круглую площадь поперечного сечения, которое постепенно сужается по направлению к первому концу 42 стержня, т.е. круглая площадь поперечного сечения больше в непосредственной близости от второго конца 44 стержня и постепенно становится все меньше и меньше по длине соединительной части 46 по направлению к первому концу 42 стержня.
Соединительная часть 46 содержит первую выровненную поверхность 54 и вторую выровненную поверхность 56. Первая выровненная поверхность 54 представляет собой плоский участок поверхности соединительной части 46, которая в остальном выполнена таким образом, что она имеет, в основном, цилиндрическую форму. Первая выровненная поверхность 54 простирается от первого конца 42 стержня по направлению ко второму концу 44 стержня. Первая выровненная поверхность 54 имеет ширину W, которая постепенно увеличивается на протяжении всей первой выровненной поверхности 54, т.е. ширина W в непосредственной близости от первого конца 42 стержня меньше, чем ширина W в непосредственной близости от второго конца 44 стержня. Вторая выровненная поверхность 56, по существу, идентична первой выровненной поверхности 54, но располагается она на соединительной части 46 с противоположной стороны относительно первой выровненной поверхности 54. В результате наличия первой и второй выровненных поверхностей 54 и 56, в общем, цилиндрическая форма соединительной части 46 приобретает две, по существу, выровненные стороны.
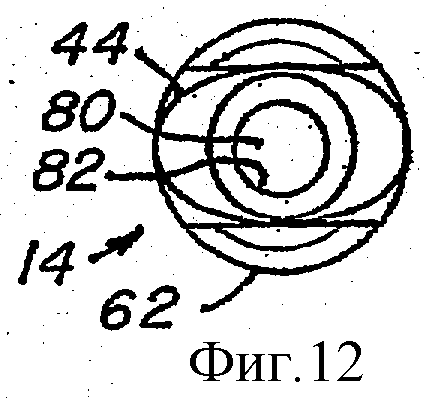
Рукояточная часть 48 простирается от второго конца 44 стержня по направлению к первому концу 42 стержня и переходит в соединительную часть 46 в точке, находящейся приблизительно посредине между первым 42 и вторым 44 концами стержня. Рукояточная часть 48 содержит кольцевой выступ 62, расположенный в непосредственной близости от соединительной части 46. Кольцевой выступ 62 представляет собой цилиндрический элемент, площадь поперечного сечения которого больше, чем площадь поперечного сечения соединительной части 46. В одном из вариантов осуществления настоящего изобретения площадь поперечного сечения кольцевого выступа 62 больше, чем площадь поперечного сечения остального участка рукояточной части 48, т.е. кольцевой выступ по своей окружности выходит за пределы всего остального участка рукояточной части 48, а также за пределы соединительной части 46, благодаря чему стержень 14 имеет наибольшую площадь своего поперечного сечения на участке расположения кольцевого выступа 62.
Рукояточная часть 48 имеет первую сторону 64 и идентичную ей противоположную вторую сторону 66. Эти первая 64 и вторая 66 стороны простираются, начиная от первого конца 44 кольцевого выступа 62. Рукояточная часть 48 дополнительно имеет также третью сторону 68 и четвертую сторону 70, причем четвертая сторона 70 идентична третьей стороне 68 и находится с противоположной стороны относительно третьей стороны 68.
Первая 64 и вторая 66 стороны располагаются, в общем, параллельно одна относительно другой, при этом третья 68 и четвертая 70 стороны также располагаются, в общем, параллельно одна относительно другой. Первая 64 и вторая 66 стороны располагаются, в общем, перпендикулярно по отношению к третьей 68 и четвертой 70 сторонам. Третья 68 и четвертая 70 стороны располагаются между первой и второй сторонами и, по существу, соединяют их между собой, обеспечивая тем самым, как показано на прилагаемых чертежах, трехмерную форму рукояточной части 48.
Первая 64, вторая 66, третья 68 и четвертая 70 стороны выполнены криволинейными по своей форме. Более конкретно, первая 64 и вторая 66 стороны определяют собой первую криволинейную поверхность, имеющую первый радиус кривизны, а третья 68 и четвертая 70 стороны определяют собой вторую криволинейную поверхность, имеющую второй радиус кривизны, при этом первый радиус кривизны больше, чем второй радиус кривизны, благодаря чему общая ширина первой 64 и второй 66 сторон больше, чем общая ширина третьей 68 и четвертой 70 сторон. Первая 64, вторая 66, третья 68 и четвертая 70 стороны в сочетании друг с другом определяют собой тонкий скругленный элемент рукояточной части 48.
Третья 68 и четвертая 70 стороны имеют каждая по соответствующей выемке 72. Выемка 72 представляет собой утопленный участок, выполненный на поверхности третьей 68 и четвертой 70 сторон. Выемки 72 проходят в продольном направлении от кольцевого выступа 62 ко второму концу 44 стержня и оканчиваются в точке, находящейся перед вторым концом 44 стержня. Выемки 72 обеспечивают получение такого участка на рукояточной части 48, который имеет более узкую площадь поперечного сечения по сравнению с любым другим участком на рукояточной части 48. Благодаря наличию выемок 72 образуется на рукояточной части 48 соответствующая утопленная зона, удобная для захвата. Такая зона захвата облегчает манипулирование стержнем 14 во время формования стержня, а также во время сборки стержня с деталью, выполненной из вспененного материала. В дополнение к этому наличие зоны захвата, образованной выемками 72, обеспечивает возможность для человека, пользующегося затычками для ушей, удобно взять затычку 10 для ушей в руку и надежно удерживать ее при введении внутрь наружного слухового прохода уха, удалении ее оттуда и, в общем, при проведении любых других манипуляций с этой затычкой. В пределах зоны захвата могут быть за одно целое с ней отформованы соответствующие захватные элементы, способствующие более надежному удерживанию затычки в руке при ее захвате. Кроме того, такая утопленная зона, образуемая выемками 72, представляет собой удобную поверхность для размещения на ней различных обозначений, к примеру, таких как номера, буквы и (или) мнемонические обозначения, заметные для смотрящего на них человека. Для целей визуального воспроизведения могут использоваться соответствующие фирменные наименования, логотипы, сведения об изделии, технические характеристики, рекламно-информационные материалы и т.д., отпечатывающиеся во время формования стержня 14 на поверхности, предназначающейся для размещения обозначений.
Первая 64 и вторая 66 стороны имеют каждая по соответствующей опоре 74, расположенной в непосредственной близости от кольцевого выступа 62. Опора 74 имеет основание 76, выступающее относительно каждой из сторон - первой стороны 64 и второй стороны 66. Предусматривается наличие плоской поверхности 78, образованной поверх основания 76. В одном из вариантов осуществления настоящего изобретения опора 74 выполняется с одной стороны заподлицо с кольцевым выступом 62.
Рукояточная часть 48 стержня 14 дополнительно содержит полость 80, образованную внутри рукояточной части 48. Полость 80 открыта наружу относительно стержня 14 через отверстие 82, образованное со второго конца 44 стержня. Полость 80 проходит в осевом направлении по длине рукояточной части 48 по направлению к первому концу 44 стержня. В одном из вариантов осуществления настоящего изобретения полость 80 оканчивается в точке, находящейся приблизительно посредине между вторым концом 44 стержня и кольцевым выступом. Полость 80 имеет, по существу, круглое поперечное сечение, которое - в одном из вариантов осуществления настоящего изобретения - постепенно сужается по направлению к кольцевому выступу 62, т.е. площадь поперечного сечения полости 80 в этом случае постепенно уменьшается по длине полости по направлению от второго конца 44 стержня к кольцевому выступу 62. Полость 80 и отверстие 82 предназначаются, в частности, для введения внутрь и удерживания там шнура 84 затычки для ушей, как показано, например, на фигуре 14.
Стержень 14 изготавливается из пластмассы методом формования. В частности, стержень 14 изготавливается методом инжекционного прессования. Деталь 12, выполняемая из вспененного материала, изготавливается методом формования отдельно от стержня 14. При осуществлении такого процесса материал для детали 12, выполняемой из вспененного материала, подается в пресс-форму в жидком виде; там создаются необходимые условия для расширения и вспенивания этого материала, который при этом приобретает форму, соответствующую пресс-форме; во время расширения материала, из которого образуется деталь 12, обеспечивается соответствующая вентиляция пресс-формы, благодаря чему воздух, находящийся внутри пресс-формы, получает возможность выйти оттуда наружу; для детали 12, выполненной из вспененного материала, создаются соответствующие условия, обеспечивающие отверждение этой детали; и, наконец, деталь 12, выполненная из вспененного материала, выталкивается из пресс-формы.
Стержень 14 формуется таким образом, чтобы он имел специфическую форму, облегчающую проведение процесса его формования, а также последующее проведение процесса сборки затычки для ушей. Например, стержень 14 и, в частности, его рукояточная часть 48 имеют различные поверхности, которые предназначены для того, чтобы формовочные машины для инжекционного прессования и соответствующие устройства для сборки затычек для ушей имели возможность легко осуществить захват стержня 14. В число таких элементов стержня 14, которые обеспечивают возможность указанного захвата, входят, но не ограничиваясь только ими, следующие элементы: кольцевой выступ 62; стороны с первую по четвертую - соответственно 64, 66, 68 и 70; выемки 72; опора 74; плоская поверхность 78; а также взаимное расположение первой выровненной поверхности 54 и второй выровненной поверхности 56 друг относительно Друга.
Дополнительно к этому центр тяжести стержня 14 может находиться в таком положении, в котором облегчается сборка затычки 10 для ушей. В одном из вариантов осуществления настоящего изобретения центр тяжести стержня 14 находится в таком положении, в котором стержень 14 в том случае, если его роняют на стадии осуществления сборочного процесса, неизменно будет при падении поворачиваться так, чтобы второй конец 44 стержня находился ниже первого конца 42 стержня. В альтернативном варианте центр тяжести стержня 14 может располагаться таким образом, чтобы первый конец 42 стержня всегда оказывался при падении стержня 14 ниже второго конца 44 стержня. В типичном случае третья 68 и четвертая 70 стороны рукояточной части, а также плоская поверхность 78 позволяют контролировать осевое вращение стержня 14. В настоящем изобретении дополнительно предусматривается, чтобы центр тяжести всей затычки 10 для серьги в сборе, которая состоит из стержня 14 и детали 12, выполненной из вспененного материала, можно было расположить соответствующим образом из условия облегчения изготовления затычки, ее сборки и (или) пользования ею.
Сборка затычки 10 для ушей производится посредством соединения детали 12, выполненной из вспененного материала, со стержнем 14 при помощи клейкого вещества. В частности, клейкое вещество наносится на одну из выровненных поверхностей - первую поверхность 54 или вторую поверхность 56 - соединительной части 46. Затем соединительная часть 46 вставляется через отверстие 38 в приемное гнездо 36 юбки 20. Клейкое вещество, нанесенное на первую 54 или вторую 56 выровненную поверхность, входит в соприкосновение с деталью 12, выполненной из вспененного материала, внутри приемного гнезда 28, где создаются соответствующие условия, обеспечивающие возможность отверждения клейкого вещества, в результате чего происходит соединение детали 12, выполненной из вспененного материала, со стержнем 14.
Первая 54 и вторая 56 выровненные поверхности предназначаются, в частности, для нанесения на них клейкого вещества и удерживания его на этих поверхностях до момента введения соединительной части 46 внутрь приемного гнезда 36 и, кроме того, для распределения клейкого вещества в соответствующих местах детали 12, выполненной из вспененного материала, внутри ее приемного гнезда 36 после того, как в него будет вставлена соединительная часть 46.
В предпочтительном варианте осуществления настоящего изобретения стержень 14 слегка пошевеливают во время или непосредственно сразу же после введения соединительной части 46 в приемное гнездо 36 с тем, чтобы обеспечить равномерное распределение клейкого вещества по всей поверхности соответствующей зоны, намеченной для детали 12, выполненной из вспененного материала, внутри ее приемного гнезда 36. Например, стержень 14 слегка поворачивают в разные стороны непосредственно в тот момент, когда его вставляют соединительной частью 46 внутрь приемного гнезда 36, благодаря чему соединительная часть 46 получает вращательное движение, совершаемое этой частью внутри приемного гнезда 36 по траектории, имеющей форму спирали или же половины спирали, в результате чего обеспечивается равномерное распределение клейкого вещества по всей поверхности соответствующей зоны, намеченной для детали 12, выполненной из вспененного материала, внутри ее приемного гнезда 36. В другом примере осуществления настоящего изобретения стержень 14 слегка поворачивают в разные стороны уже после того, как он будет полностью вставлен своей соединительной частью 46 внутрь приемного гнезда 36, благодаря чему соединительная часть 46 получает вращательное движение, совершаемое этой частью внутри приемного гнезда 36, в результате чего обеспечивается равномерное распределение клейкого вещества в намеченной зоне. Разумеется, сам стержень 14 и соответственно его соединительную часть 46 можно слегка пошевеливать, применяя при этом также и какой-нибудь иной прием (перемещая его в продольном направлении, проворачивая его в ту или иную сторону и т.д.), перед тем как вставить соединительную часть 46 в приемное гнездо 36, во время введения этой части в гнездо либо уже после этого, обеспечивая тем самым равномерное распределение клейкого вещества в намеченной зоне.
Слегка пошевеливая стержень 14, как указано в приведенном здесь выше описании, осуществляют надлежащее и полное распределение клейкого вещества равномерным слоем по всей поверхности соответствующей зоны, намеченной для детали 12, выполненной из вспененного материала, внутри ее приемного гнезда 36, в результате чего обеспечивается тщательная подготовка соответствующих поверхностей детали, выполненной из вспененного материала, и стержня, благодаря чему впоследствии происходит достаточно надежное соединение их между собой практически во всех случаях.
В качестве клейкого вещества может быть использован любой подходящий материал, пригодный для использования его с этой целью и обеспечивающий надежное соединение детали 12, выполненной из вспененного материала, со стержнем 14; таким материалом может быть, например, цианоакриловый клей, такой как имеющийся в продаже клей марки «Локтайт 416».
В качестве вспененного материала при изготовлении детали 12 может применяться любой подходящий пеноматериал, пригодный для использования его в производстве предлагаемой затычки 10 для ушей. Например, таким материалом, из которого изготавливается деталь 12, выполняемая из вспененного материала, может являться мягкий, гибкий самовспучивающийся пеноматериал, обладающий способностью к немедленной упругой деформации под воздействием на него нагрузки, к примеру, такой материал, как пенополиуретан или же акриловый смесевой пенопласт. Среди прочих материалов такого типа, пригодных для использования с указанной целью, можно назвать также такие пеноматериалы, как поливинилхлорид, силикон и нитрил. Соответствующий пеноматериал, пригодный для использования его с указанной целью, раскрывается, например, в описании изобретения к патенту США №5792998 на имя Гарднера мл., который включается в настоящее описание посредством ссылки на него. Затычка для ушей, раскрываемая в вышеупомянутом патенте, выполняется из динамически жесткого пеноматериала, который обладает низкой статической жесткостью и высокой динамической жесткостью. Другой пеноматериал такого типа, пригодный для использования его с указанной целью, раскрывается, например, в описании изобретения к патенту США №4158087 на имя Вуда, который включается в настоящее описание посредством ссылки на него.
Несмотря на то что в качестве вспененного материала для изготовления детали 12 здесь предлагается применять любой мягкий, гибкий самовспучивающийся пеноматериал, настоящим изобретением допускается также возможность применения и любого другого подходящего шумоподавляющего элемента, пригодного для того, чтобы, соединив его со стержнем 14, получить соответствующую затычку 10 для ушей. Например, вместо пеноматериала, рассмотренного в приведенном здесь выше описании, может быть применен также и какой-нибудь другой пластичный или резиновый материал для изготовления из него соответствующего шумоподавляющего элемента, предназначенного для использования его в составе затычки 10 для ушей. Таким образом, в одном из вариантов исполнения предложенной затычки для ушей предусматривается применение соответствующего шумоподавляющего элемента, выполненного из пластика, резины и т.д. и имеющего согласно приведенному здесь выше описанию юбку и приемное гнездо, при этом с помощью соответствующего клейкого вещества обеспечивается соединение этого элемента со стержнем, вставляемым в приемное гнездо, в результате чего образуется затычка для ушей, являющаяся предметом настоящего изобретения.
Стержень 14 изготавливается из материала, который обладает достаточно высокой жесткостью, чтобы облегчить введение затычки в ухо тому, кто пользуется затычками для ушей, но при этом остается все же достаточно мягким и гибким, чтобы не причинять неудобств и не наносить вреда при пользовании затычками для ушей. Стержень 14 выполняется из материала, который совместим с вспененным материалом, идущим на изготовление детали 12, и который облегчает задачу получения надежного соединения между стержнем 14 и деталью 12, выполненной из вспененного материала. Таким образом, материалом для изготовления стержня предпочтительно является пластичный материал. Более конкретно, в качестве материала для стержня может быть использован соответствующий виниловый материал, к примеру, такой как поливинилхлорид, имеющий твердость поверхности 50-90 ед. при замере дюрометром Шора. Стержень 14 может быть выполнен сплошным или цельным по своей конструкции, либо он может быть полым внутри, или же может иметь одну или несколько отдельных полостей, выполненных внутри него, к примеру, такую как полость 80.
Деталь 12, выполненная из вспененного материала, и стержень 14 могут быть одного и того же цвета. В альтернативном варианте осуществления настоящего изобретения стержень 14 может быть другого цвета по сравнению с деталью 12, выполненной из вспененного материала, что позволяет сразу же распознать рукояточную часть 48 затычки 10 для ушей, что облегчает введение затычки 10 в ухо, удаление ее оттуда, а также обеспечивает возможность в любых других случаях соответствующим образом идентифицировать затычку 10 для ушей, позволяя наблюдателю визуально определить, насколько глубоко или достаточно ли глубоко вставлена затычка 10 в ухо; например, если визуально просматривается цвет юбки 20, то это может свидетельствовать о неправильном введении затычки в ухо.
Затычка для ушей, предлагаемая в соответствии с настоящим изобретением, представляет собой не причиняющее каких-либо неудобств и эффективное защитное приспособление для органов слуха, которое можно сравнительно легко изготавливать в условиях массового производства при низкой себестоимости и с минимальными трудозатратами.
Втулка, которой снабжена выполненная из вспененного материала часть предлагаемой здесь затычки для ушей, позволяет увеличить площадь поверхности, с которой при помощи клейкого вещества может быть соединен стержень. Таким образом, сравнительно легко можно осуществить соединение конца стержня, а также боковых сторон стержня с деталью, выполненной из вспененного материала. Наличие удлиненной втулки позволяет обеспечить прочное и надежное соединение между стержнем и деталью, выполненной из вспененного материала.
Применение метода инжекционного прессования для изготовления стержня обеспечивает возможность организации крупномасштабного производства таких стержней, а также позволяет осуществить специфическое их профилирование. При таком профилировании может обеспечиваться наличие соответствующих захватных поверхностей, облегчающих выполнение различных манипуляций со стержнем и затычкой для ушей во время осуществления процесса формования стержня, в ходе сборки затычки, а также в течение всего времени, пока потребитель продолжает пользоваться такой затычкой. Кроме того, соответствующие поверхности соединения, к примеру, такие как выровненные поверхности соединительной части стержня, могут быть достаточно легко получены в процессе формования стержня, благодаря чему обеспечивается возможность образования прочного клеевого соединения между стержнем и деталью, выполненной из вспененного материала. Помимо этого, на стержне во время его формования могут быть легко отпечатаны определенные средства визуального воспроизведения, к примеру, такие как буквы, номера или соответствующие мнемонические обозначения.
Выше приведены предпочтительные варианты осуществления настоящего изобретения, допускающие различные изменения и дополнения, которые не выходят за пределы существа и объема изобретения. Соответственно, следует понимать, что настоящее изобретение раскрывается в данном его описании лишь в иллюстративных целях, и поэтому не ограничивается только лишь рассмотренными здесь вариантами его осуществления.
Изобретение относится к медицинской технике. Затычка содержит выполненную из вспененного материала вставную часть, предназначенную для введения в наружный слуховой канал того человека, который пользуется затычками для ушей, и юбку, выступающую относительно вставной части. Юбка имеет приемное гнездо, выполненное внутри нее. Затычка для ушей содержит также формованный стержень, имеющий соединительную часть, которая вставляется в приемное гнездо, и рукояточную часть, которая выступает наружу относительно приемного гнезда. Рукояточная часть облегчает манипулирование затычкой в процессе ее производства и при пользовании ею. Юбка проходит вокруг соединительной части стержня. Соединительная часть и вспененный материал соединены между собой внутри приемного гнезда при помощи клейкого вещества. Изобретение позволяет обеспечить удобство использования и изготовления затычки при обеспечении надежной защиты ушей от шума. 4 н. и 27 з.п. ф-лы, 14 ил.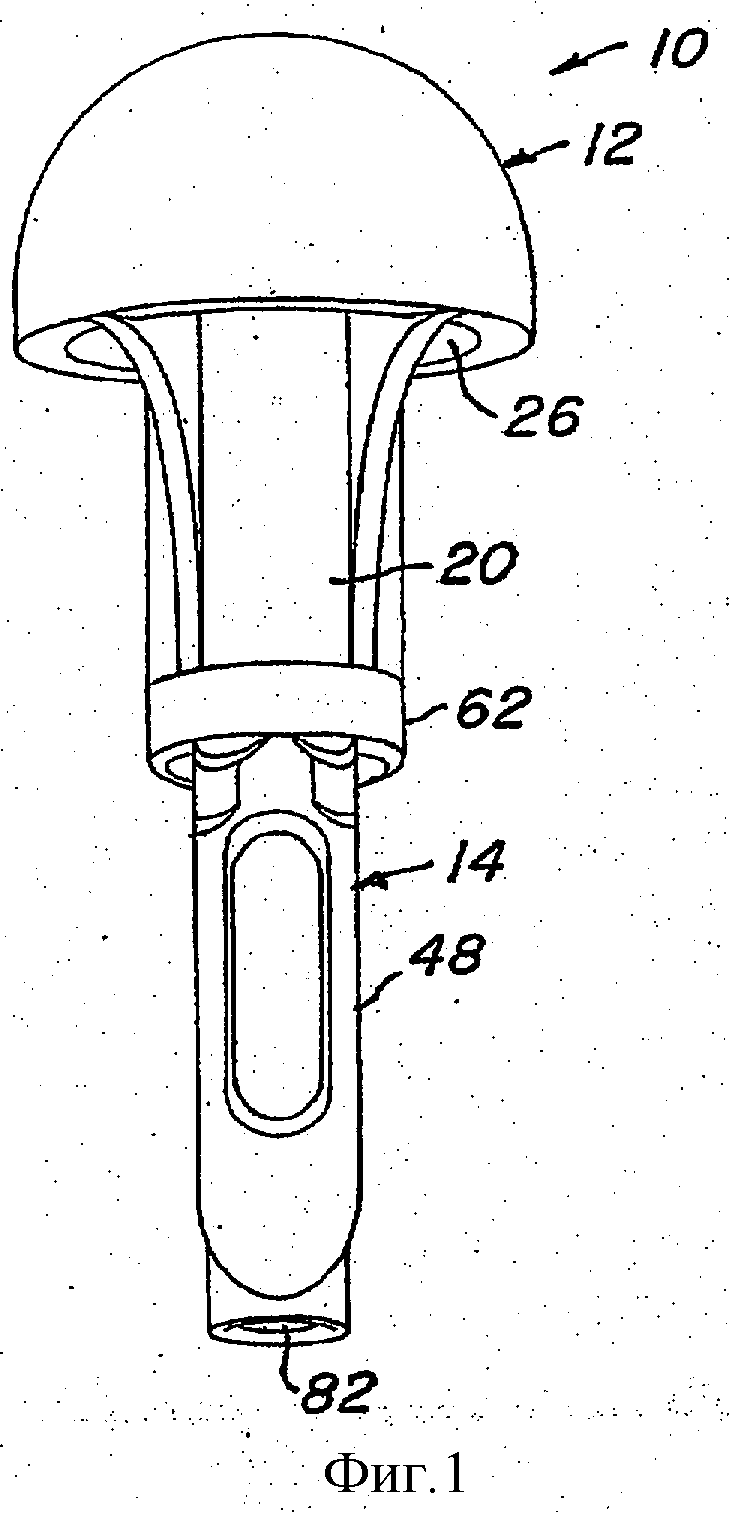
| Устройство для вычисления булевых функций | 1979 |
|
SU955026A1 |
| US 5792998 А, 11.08.1998 | |||
| US 5188123 А, 23.02.1993 | |||
| 0 |
|
SU196251A1 | |
| US 5996584 А, 07.12.1999. | |||

