Изобретение относится к области боеприпасов стрелкового оружия, в частности к технологии сборки патронов с использованием технологической оснастки.
Известен патрон для стрелкового оружия, состоящий из гильзы, пули, капсюля-воспламенителя и метательного порохового заряда, см. патент РФ 2206052 «Патрон стрелкового оружия» 7 F42В 5/02, 12/04. Сборка таких патронов не вызывает затруднений при установке пули в гильзу, поскольку наружный диаметр пули и внутренний диаметр дульца гильзы выполнены соразмерными. Тем не менее, при сборке таких патронов с металлической пулей внутри гильзы создается повышенное давление воздуха, в связи с этим после вставки пули в гильзу сборка выдерживается 1 час при нормальной температуре для нормализации давления воздуха в полости гильзы. См. справочник под общей редакцией Н.П.Агеева «Производство патронов стрелкового оружия» издание 1974 г. Москва, стр.114.
Известен способ снаряжения патронов к газовому и сигнальному оружию. См. описание изобретения к патенту РФ №2149346 - прототип. Способ снаряжения холостых (сигнальных) патронов, содержащих пороховой заряд, и газовых патронов, содержащих пороховой заряд и вещество слезоточивого раздражающего действия, помещенных в контейнер из полимерного материала, включает предварительную частичную установку контейнера в гильзу, гильзу с частично установленным контейнером помещают в матрицу, а окончательную установку контейнера производят пуансоном одновременно с закреплением контейнера в гильзе путем смыкания матрицы с пуансоном, при этом оптимальное положение контейнера в гильзе обеспечивают опережающим перемещением контейнера по отношению к закреплению контейнера в гильзе. Использование изобретения позволяет обеспечить высокую стабильность давления пороховых газов.
При сборке патронов с пулями, выполненными из эластичного материала, возникают проблемы, связанные с удалением воздуха, находящегося в гильзе во время монтажа (установки) пули в гильзу. При перемещении пули последняя соприкасается со стенками гильзы, воздух сжимается и в полости гильзы создается избыточное давление, которое препятствует установке пули на заданный уровень (место) в полости гильзы. К тому же наличие воздуха под избыточным давлением между пулей и пороховым зарядом приводит к неравномерному распределению сыпучего порохового заряда и неравномерному выступанию резиновой пули за пределы длины обжатого дульца гильзы.
К недостаткам прототипа можно отнести сложность с сохранением размеров патрона при их снаряжении эластичными пулями и невозможность вывода избыточного давления из полости гильзы.
Технической задачей настоящего изобретения является обеспечение отвода избыточного давления воздуха из внутренней полости гильзы при установке эластичной пули в гильзу, обеспечение заданных геометрических размеров за счет качественной сборки патронов, увеличение производительности труда.
Поставленная задача достигается тем, что консольную часть направляющей втулки, при помощи которой осуществляется сборка, выполненную с зазором между наружным ее диаметром и внутренним диаметром гильзы, первоначально помещают в гильзу до уровня порохового заряда, затем, по крайней мере, одну травматическую пулю помещают в верхнюю часть направляющей втулки, после чего пулю сначала подают до нижнего уровня консольной части направляющей втулки, выдавливая при этом в зазор между консольной частью направляющей втулки и внутренним диаметром гильзы воздух, а затем, сохраняя при помощи пуансона прежний уровень пули в гильзе, консольную часть направляющей втулки посредством перемещения пуансона, толкателя и кассеты с гильзами вниз выводят из полости гильзы, после чего осуществляют обжим дульца гильзы.
Признаки изобретения, заключающиеся в том, что консольную часть направляющей втулки, при помощи которой осуществляется сборка, выполненную с зазором между наружным ее диаметром и внутренним диаметром гильзы, первоначально помещают в гильзу до уровня порохового заряда, затем, по крайней мере, одну травматическую пулю помещают в верхнюю часть направляющей втулки, после чего пулю сначала подают до нижнего уровня консольной части направляющей втулки, выдавливая при этом в зазор между консольной частью направляющей втулки и внутренним диаметром гильзы воздух, а затем, сохраняя при помощи пуансона прежний уровень пули в гильзе, консольную часть направляющей втулки посредством перемещения пуансона, толкателя и кассеты с гильзами вниз выводят из полости гильзы, после чего осуществляют обжим дульца гильзы - являются признаками новыми, неочевидными, направленными на осуществление поставленной изобретением задачи отвода избыточного давления воздуха из внутренней полости гильзы и обеспечение качественной сборки травматических патронов. Так, последовательность операций, связанная с установкой направляющей втулки по наружному диаметру выполненной с зазором по отношению к внутреннему диаметру гильзы, размещением травматической пули на нижнем уровне направляющей втулки и последующим удерживанием пули на установленном уровне и выводом направляющей втулки из полости гильзы, позволяет удалить в созданный зазор воздух и предотвратить образующееся при вставке пули избыточное давление воздуха в полости гильзы, сохраняя расположение травматической пули на заданном уровне в гильзе и не требует дополнительной выдержки собранных гильз с пулями для устранения избыточного давления.
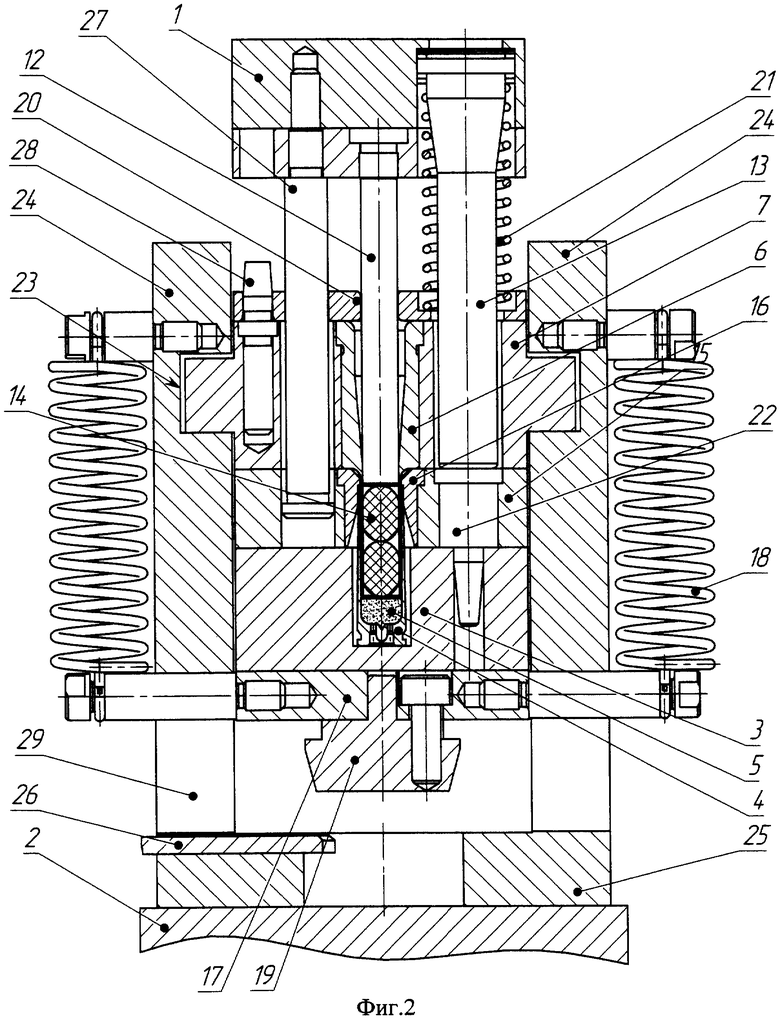
На фиг.1 схематично представлено исходное положение конструктивных элементов, при помощи которых осуществляется сборка травматических патронов. В направляющие втулки помещены травматические пули. Направляющие втулки установлены в полости гильзы.
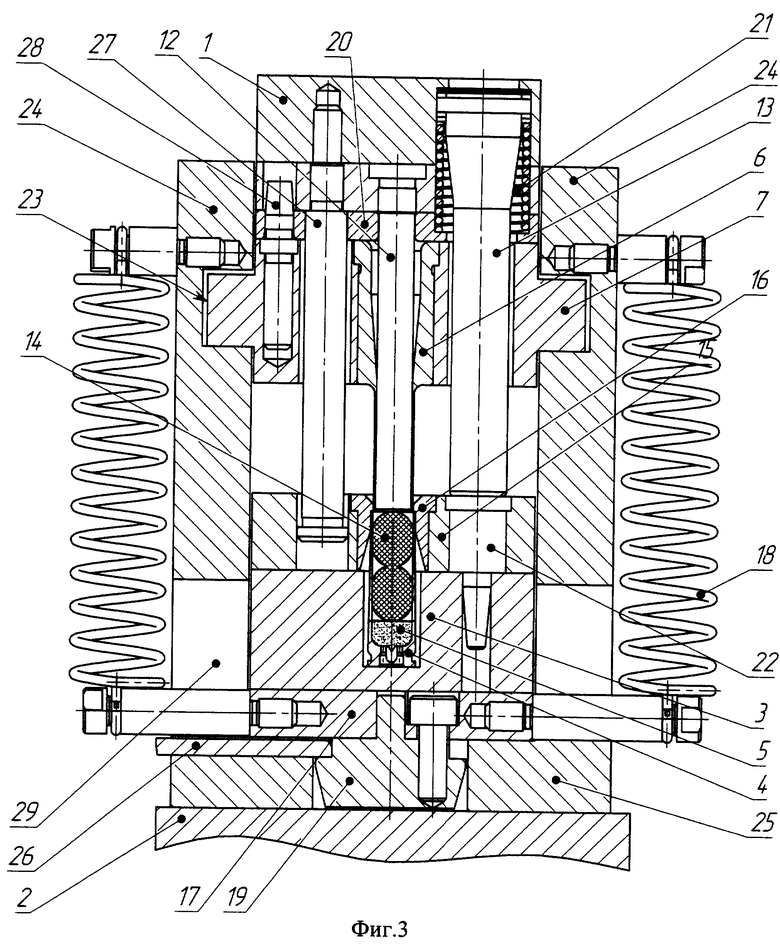
На фиг.2 представлено положение, при котором травматические пули пуансоном смещены на уровень нижней кромки направляющей втулки до касания с пороховым зарядом.
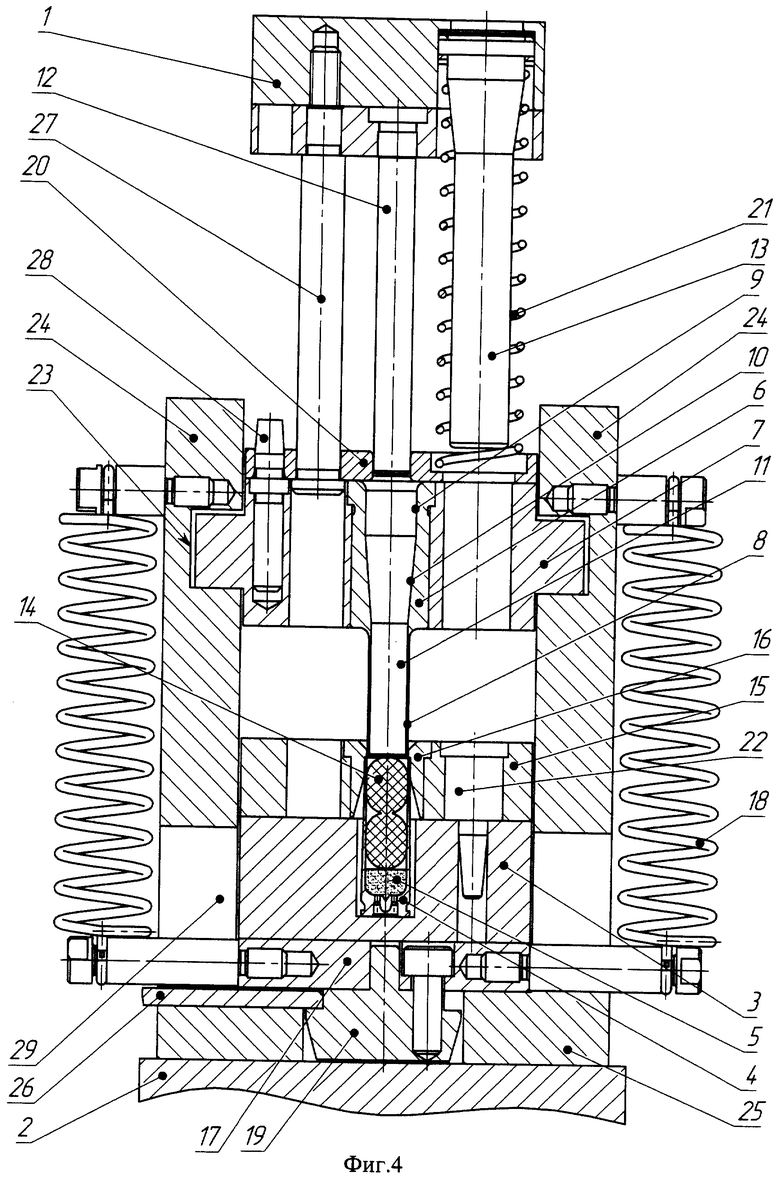
На фиг.3 направляющие втулки выведены из полости гильзы, уровень расположения травматических пуль удерживается при помощи пуансона.
На фиг.4 представлена кассета со смонтированными в гильзе травматическими пулями.
Конструктивные элементы, при помощи которых осуществляется предлагаемый способ сборки травматических патронов, состоят из подвижной подпружиненной верхней 1 и нижней 2 плит пресса, кассеты 3 с установленными в ней капсюлированными гильзами 4 с пороховым зарядом 5. Каждая направляющая втулка 6 смонтирована в корпусе 7 и выполнена с консолью 8, наружный диаметр которой выполнен меньше внутреннего диаметра гильзы 4. Внутренняя поверхность направляющей втулки 6 образована тремя фигурами - цилиндрическая верхняя часть 9, конусная средняя часть 10 и цилиндрическая нижняя часть 11. Пуансон 12 и толкатель 13 жестко закреплены на верхней подвижной плите 1. Травматические пули 14 первоначально при помощи загрузочного устройства в верхней цилиндрической части 9 направляющей втулки 6. См. фиг.1. Промежуточная плита 15 с центрирующими держателями 16 гильзы смонтирована между корпусом 7 с направляющими втулками 6 и кассетой 3 с капсюлированными гильзами 4. Корпус 7 с направляющими втулками 6, промежуточная плита 15 с центрирующими держателями 16 гильзы 4, кассета 3 с капсюлированными гильзами 4 установлены на подвижной плите 17, которая подпружинена пружинами 18. Подвижная плита 17 снабжена фиксатором 19, между верхней плитой 1 и направляющей плитой 20 на толкателе 13 установлена пружина 21. Промежуточная плита 15 и кассета 3 контактно и соосно связаны между собой при помощи направляющих 22. Корпус 7 с направляющими втулками 6 установлен в горизонтальном пазу 23, выполненном в боковинах 24 основания 25. Кассета 3 в крайнем нижнем положении удерживается при помощи защелки 26 и фиксатора 19. Верхняя плита 1 соосно связана при помощи направляющих 27 с направляющей плитой 20, корпусом 7, промежуточной плитой 15 и кассетой 3 с гильзами 4. В направляющей плите 20 выполнены отверстия для центрирующих штифтов 28, смонтированных в корпусе 7. Подвижная подпружиненная плита 17 установлена в основании при помощи вертикальных пазов 29.
Предлагаемый способ сборки травматических патронов при помощи указанных на фиг.1-4 конструктивных элементов осуществляется следующим образом.
Исходное положение конструктивных элементов. Основание 25 установлено на плите 2 пресса. Подвижная плита 17, смонтированная в пазах 29 основания 25, пружинами 18 поджата вверх и удерживается в крайнем верхнем положении. Кассета 3, промежуточная плита 15, корпус 7 и верхняя плита 1 находятся вне рабочей зоны пресса на отдельном рабочем столе. При этом верхняя поверхность подвижной плиты 17 и рабочего стола находятся на одном уровне и контактируют друг с другом боковыми поверхностями.
Сборка травматических патронов осуществляется следующим образом.
На рабочем столе, вне рабочей зоны пресса, осуществляется предварительная последовательная сборка конструктивных элементов. На кассету 3 с капсюлированными гильзами 4 и пороховым зарядом 5 устанавливается промежуточная плита 15 с центрирующими держателями 16 гильзы 4, соединенная при помощи направляющих 22 с корпусом 7. Консоль 8 направляющей втулки 6 при этом вошла в полость гильзы 4 до верхнего уровня порохового заряда 5. Затем в цилиндрическую верхнюю часть 9 каждой направляющей втулки 6 корпуса 7 при помощи загрузочного устройства (на чертеже не показано) помещают травматические пули 14, см. фиг.1. После этого сверху устанавливаются собранные воедино направляющая плита 20 и верхняя плита 1 с толкателями 13 и пуансонами 12, после чего собранный таким образом узел конструктивных элементов при помощи направляющих пазов 23 и соответствующих им выступов корпуса 7 перемещением по рабочему столу устанавливается в пазы 23 боковин 24 основания 25, находящегося в рабочей зоне пресса.
При воздействии пресса на верхнюю подвижную плиту 1 и при ее перемещении вниз пуансон 12, жестко закрепленный на верхней плите 1, нижней торцевой поверхностью начинает воздействовать на травматическую пулю 14 и проталкивать ее из цилиндрической части 9 сначала в конусную среднюю часть 10, а затем и в нижнюю цилиндрическую часть 11 до уровня нижней кромки консоли 8 направляющей втулки 6 и верхнего уровня порохового заряда 5. При этом воздух, находящийся в полости направляющей втулки 6 и в полости гильзы 4 через зазор между внутренним диаметром гильзы 4 и наружным диаметром консоли 8 выводится наружу. При подходе толкателя 13 к промежуточной плите 15 с центрирующими держателями 16 гильзы 4 толкатель 13 начинает на нее давить и перемещать вниз, преодолевая усилие пружин 18 подвижной плиты 17. Корпус 7 с направляющими втулками 6 остается на месте в пазах 23 боковин 24 основания 25. Одновременно толкатель 13 перемещает вместе с промежуточной плитой 15 и кассету 3 с капсюлированными гильзами 4 вниз, а пуансон 12 при опускании вниз начинает выталкивать из цилиндрической части 11 консоли 8 направляющей втулки 6 травматическую пулю 14, сохраняя прежний уровень расположения пули 14 по отношению к гильзе 4. При этом консоль 8 направляющей втулки 6 выводится из полости гильзы 4. Подвижная плита 17 с кассетой 3 и гильзами 4 по достижении нижнего уровня фиксируется в крайнем нижнем положении при помощи защелки 26 и фиксатора 19. Травматическая пуля 14 при нахождении пуансона 12 и толкателя 13 в крайнем нижнем положении находится в гильзе 4 на уровне порохового заряда, на заданном уровне. Собранные таким образом патроны вместе с кассетой 3, промежуточной плитой 15, корпусом 7 и плитой 1 перемещением на себя извлекаются из пазов 23 основания 25 на рабочий стол. Далее кассета с собранными патронами передается на операцию обжима дульца гильзы 4, а на ее место устанавливается новая кассета с капсюлированными гильзами и пороховым зарядом.
Опытная проверка варианта сборки травматических патронов с травматическими пулями, при которой после установки направляющей втулки до уровня порохового заряда и подачи пули до нижнего уровня направляющей втулки осуществляют подъем направляющей втулки из гильзы при неподвижном пуансоне, толкателе и кассете с гильзами, также показала надежные результаты сборки. Воздух выводился из полостей направляющей втулки и гильзы, не требовалось послесборочной выдержки. Конкретный пример осуществления предлагаемого способа.
При помощи конструктивных элементов была собрана опытная партия травматических патронов. Во время сборки на нижнюю плиту 2 пресса марки ВМ-51 в направляющие установили основание 25. На рабочем столе приступили к последовательной сборке конструктивных элементов, при помощи которых осуществляется сборка травматических патронов и которые включают кассету 3 с капсюлированными гильзами 4 и засыпанным в них пороховым зарядом 5, промежуточную плиту 15 с центрирующими держателями 16 гильзы 4, корпус 7 с направляющими втулками 6. Консоль 8 направляющих втулок 6 при этом находилась в полости гильзы на уровне порохового заряда 5. Затем на корпус 7 установили загрузочное травматическими пулями устройство, при помощи которого в каждую направляющую втулку 6 в ее верхнюю цилиндрическую часть 9 было помещено по две травматические пули 14. Загрузочное устройство убрали и на корпус 7 установили собранные воедино плиту 1 с пуансонами 12 и толкателями 13. В кассете находилось 32 гильзы. При этом все гильзы 4, находящиеся в кассете 3 при помощи центрирующих держателей 16 гильзы 4, были отцентрированы. Далее в пространство между боковинами 24 при помощи направляющих пазов 23 перемещением по рабочему столу установили предварительно собранный комплекс конструктивных элементов. При опускании верхней плиты 1 пуансон 12 начал проталкивать обе травматические пули 14 сначала по цилиндрической верхней 9 части направляющей втулки 6, затем по конусной части 10 и далее по цилиндрической нижней части 11 консоли 8. При этом в зазор между консолью и внутренним диаметром гильзы 4 выходил воздух, находящийся перед этим в полости направляющей втулки 6 и в полости гильзы 4. При достижении пуансоном 12 нижней точки травматические пули были сжаты, имели эллипсообразную форму, и были перемещены до нижней кромки консоли 8 направляющей втулки 6, и находились в полости гильзы на заданном уровне.
Последующее перемещение верхней плиты 1 вниз продолжалось до касания торцом толкателя 13 промежуточной плиты 15, после чего последняя вместе с кассетой 3 начала опускаться до фиксации плиты 17 в нижнем положении, а консоль 8 направляющей втулки 6 при опускании кассеты 3 выходила из полости гильзы. После сборки патронов кассету 3 с гильзами 4 вместе с промежуточной плитой 15, корпусом 7 и плитой 1, путем смещения на себя, убрали с нижней поверхности основания 25 и передали на операцию обжима дульца. Отпустив защелку 26 фиксатора 19, плита 17 под действием пружин 18 поднялась до крайнего верхнего исходного положения. В пространство между боковинами 24 основания 25 на подвижную плиту 17 установили конструктивные элементы с очередной кассетой с капсюлированными гильзами 4 и пороховым зарядом 5.
В настоящее время все необходимые для сборки конструктивные элементы изготовлены. Опытная проверка осуществимости предлагаемого способа показала хорошие результаты. Воздух из полости гильз выводился полностью, избыточного давления в полости гильзы не создавалось, травматические пули вставали на заданном уровне, качество соответствовало предъявляем требованиям, не требовалась операция выдержки после установки пули в полость гильзы, возросла производительность труда.
Принято решение предлагаемый способ использовать при производстве травматических патронов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ ТРАВМАТИЧЕСКИХ ПАТРОНОВ | 2006 |
|
RU2323407C1 |
| СПОСОБ СНАРЯЖЕНИЯ ТРАВМАТИЧЕСКИХ ПАТРОНОВ | 2007 |
|
RU2351891C2 |
| УСТРОЙСТВО ПОДАЧИ КАПСЮЛЯ-ВОСПЛАМЕНИТЕЛЯ | 2013 |
|
RU2526333C1 |
| ПАТРОН СТРЕЛКОВОГО ОРУЖИЯ | 2012 |
|
RU2502939C1 |
| СПОСОБ СБОРКИ И ПАТРОН СТРЕЛКОВОГО ОРУЖИЯ | 2008 |
|
RU2429444C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАТРОНОВ СПОРТИВНО-ОХОТНИЧЬЕГО ОРУЖИЯ | 2014 |
|
RU2591928C2 |
| ПУЛЯ ДЛЯ СТРЕЛЬБЫ В ВОЗДУШНОЙ СРЕДЕ | 2015 |
|
RU2611781C2 |
| ПАТРОН ДЛЯ СПОРТИВНОЙ ПОДВОДНОЙ СТРЕЛЬБЫ | 1996 |
|
RU2103647C1 |
| ПАТРОН ДЛЯ БЕСШУМНОЙ СТРЕЛЬБЫ | 2006 |
|
RU2324140C2 |
| ПАТРОН ХОЛОСТОЙ | 2006 |
|
RU2338996C2 |
Изобретение относится к области боеприпасов стрелкового оружия. Способ включает капсюлирование гильзы, засыпку в гильзу порохового заряда, установку пули в полость гильзы и обжим дульца. При этом для того, чтобы обеспечить выход воздуха из полости гильзы при установке в нее пули, используют консольную часть направляющей втулки, выполненную с зазором между наружным ее диаметром и внутренним диаметром гильзы, при этом первоначально консольную часть направляющей втулки помещают в гильзу до уровня порохового заряда, затем, по крайней мере, одну травматическую пулю помещают в верхнюю часть направляющей втулки, после чего пулю сначала подают до нижнего уровня консольной части направляющей втулки, выдавливая при этом в зазор между консольной частью направляющей втулки и внутренним диаметром гильзы воздух, а затем, сохраняя при помощи пуансона прежний уровень пули в гильзе, консольную часть направляющей втулки посредством перемещения пуансона, толкателя и кассеты с гильзами вниз выводят из полости гильзы, после чего осуществляют обжим дульца гильзы. Повышается качество патронов и производительность их сборки. 4 ил.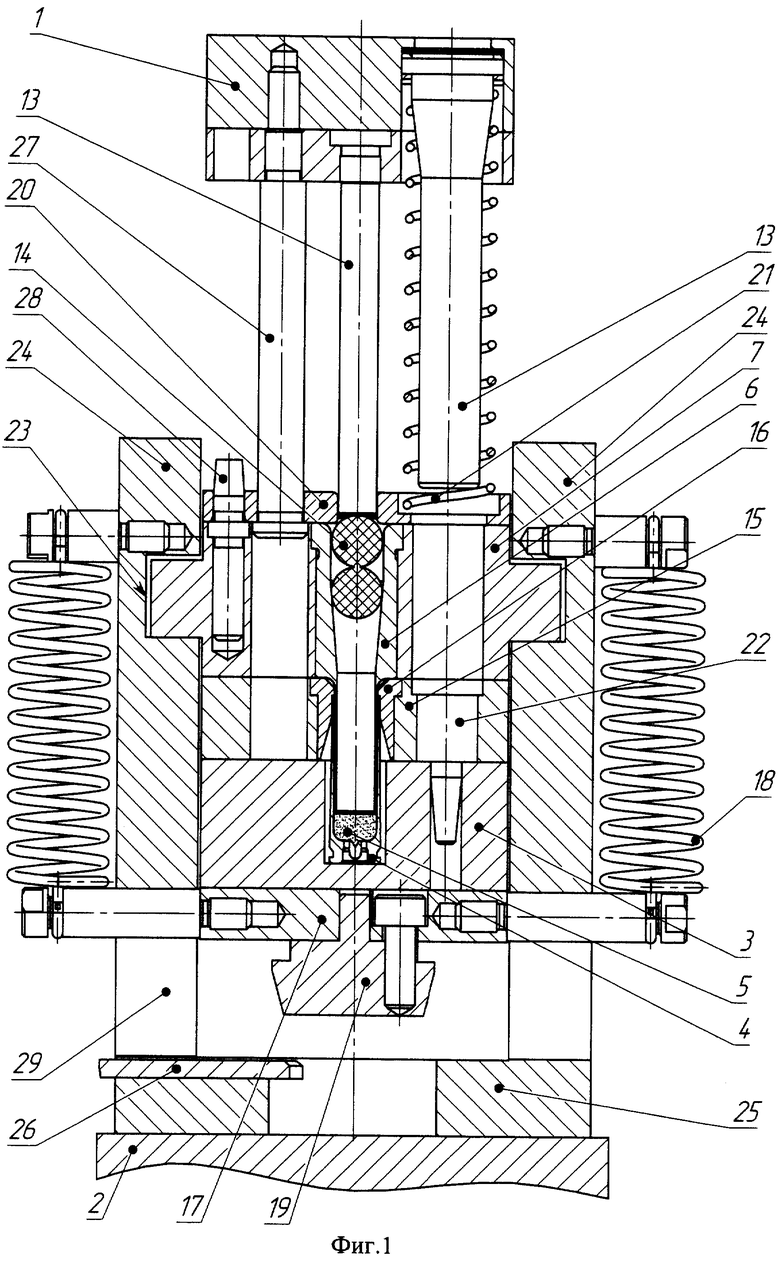
Способ сборки травматических патронов, включающий засыпку порохового заряда в капсюлированную гильзу, устанавливаемую в кассету, установку в гильзу травматической пули с помощью пуансона и обжим дульца гильзы, отличающийся тем, что, по крайней мере, одну травматическую пулю первоначально помещают в направляющую втулку, выполненную с зазором между наружным ее диаметром и внутренним диаметром гильзы, затем направляющую втулку устанавливают в гильзу до уровня порохового заряда, после чего при помощи пуансона пули подают до нижнего уровня направляющей втулки и, далее, за счет перемещения толкателем кассеты с гильзами и перемещения пуансона, при неподвижной кассете с направляющими втулками, осуществляют выталкивание пули из направляющей втулки, сохраняя прежний уровень пули в гильзе до выхода направляющей втулки из гильзы, после чего осуществляют обжим дульца гильзы.
| СПОСОБ СНАРЯЖЕНИЯ ПАТРОНОВ К ГАЗОВОМУ И СИГНАЛЬНОМУ ОРУЖИЮ (ВАРИАНТЫ) | 1999 |
|
RU2149346C1 |
| БОЕПРИПАС ТРАВМАТИЧЕСКОГО ДЕЙСТВИЯ СО СНАРЯДОМ ИЗ РАЗДЕЛЯЮЩИХСЯ ПУЛЬ | 2001 |
|
RU2237851C2 |
| US 6374742 A, 23.04.2002 | |||
| US 6820560 A, 23.11.2004. | |||

