Изобретение относится к патронно-гильзовому производству и может быть использовано при изготовлении патронов спортивно-охотничьего оружия различных калибров.
Известен способ изготовления патронов (RU 2241954, F42B 5/02, F42B 33/02) для стрельбы из пистолетов, пистолетов-пулеметов и другого автоматического оружия, включающий вставку пули в гильзу и ее догонку с одновременным формированием на поверхности гильзы кольцевого выступа и последующей его калибровкой в матрице.
Этот способ обеспечивает стабильность закрепления пули в гильзе и, как следствие, улучшает баллистические свойства за счет натяга между пулей и гильзой. Однако изобретение имеет ряд недостатков, к которым можно отнести повышение силы догонки пули для образования кольцевого выступа на гильзе, а также необходимость его дальнейшей расправки (деформирования), которая может привести к увеличению разностенности гильз в зоне выступа.
Известен способ изготовления патронов (RU 2502939, F42B 5/02, F42B 5/00, F42B 30/02), в котором пуля, состоящая из сердечника, свинцовой рубашки и оболочки, монтируется в капсюлированной и заполненной порохом гильзе с охватом и обжимом дульца гильзы по периметру направляющей и по периметру головной поверхности пули, при этом высота кольцевой поверхности контакта обжатого дульца гильзы с поверхностями головной и направляющей частей пули составляет 0,5-1,2 калибра. Соотношение длин головной и направляющей частей пули равно от 1/1 до 5/1. Наружная поверхность дульца, обжатого по периметру головной части пули, имеет кольцевую уплотняющую канавку, по ширине равную 0,1-0,2 калибра. Головная и направляющая части пули выполнены в виде сочетания конической или конической выпуклой поверхности с цилиндрической.
Приведенное изобретение позволяет повысить кучность стрельбы, обеспечить герметичность и безотказность работы оружия, но, как известно, уменьшение длины ведущей части пули приводит к увеличению вероятности срыва пули с нарезов, а также ухудшению ее обтюрации, что в значительной мере может сказаться в дальнейшем на полете пули. Кроме того, изобретение не учитывает влияние погрешности изготовления элементов и монтажа пуль на характеристики рассеивания.
Данный способ выбран в качестве прототипа.
Техническая задача предложенного изобретения состоит в повышении кучности стрельбы спортивно-охотничьего оружия за счет увеличения точности изготовления гильз патронов.
Техническая задача решается тем, что в предлагаемом способе изготовления патронов спортивно-охотничьего оружия, включающем монтаж пули, состоящей из сердечника, свинцовой рубашки и оболочки, в капсюлированной и заполненной порохом гильзе с обжимом дульца по периметру направляющей части пули, перед обжимом дульца гильзы проводят операцию шлифования внутренней поверхности дульца, толщину стенки которого задают с учетом припуска на операцию шлифования, при этом решение по определению толщины стенки обжимаемого дульца основано на анализе напряженно-деформированного состояния при обжиме гильз в сложнопрофильных матрицах, состоящих из заходного цилиндрического, рабочего конического и выходного цилиндрического участков, с привлечением основных соотношений теории пластического формоизменения анизотропных осесимметричных тел.
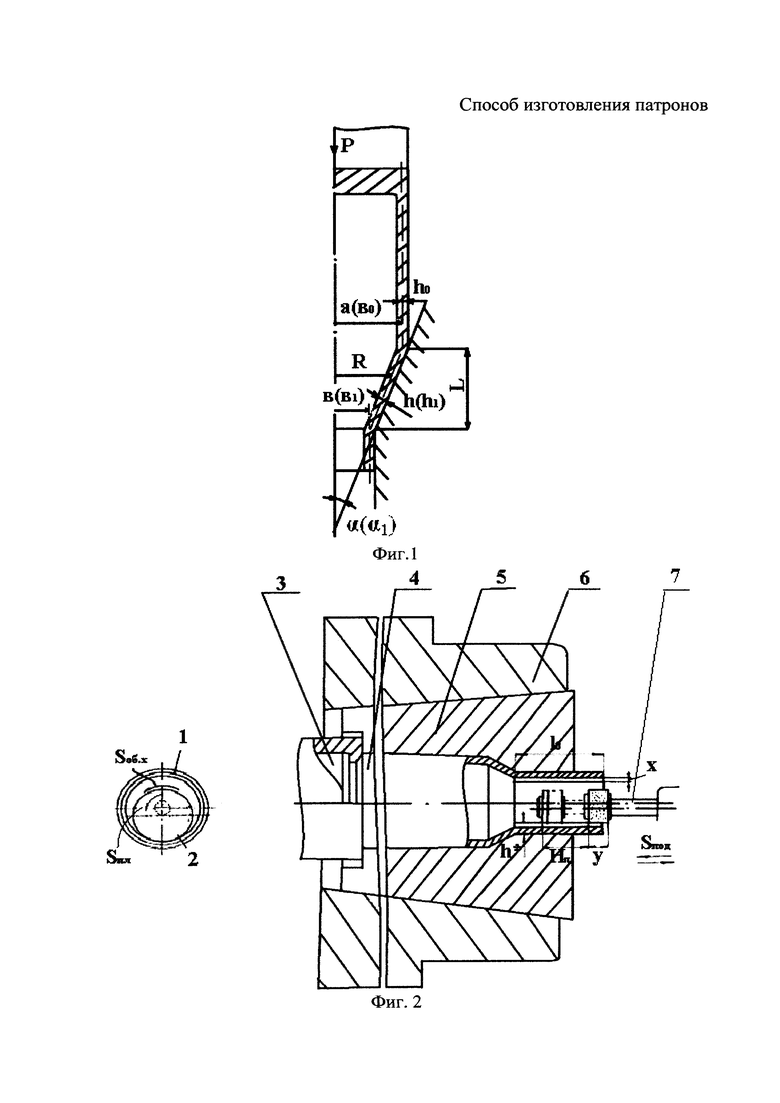
Изобретение поясняется фигурами. На фиг. 1 показана схема обжима дульца гильзы, где а(в0) - начальный радиус заготовки; R - текущий радиус обжимаемой стенки; в(вк) - конечный радиус дульца; h(h1) - текущая толщина стенки; α(α1) - угол ската матрицы; L - высота ската; h0 - начальная толщина стенки; р - сила обжима. На фиг. 2 схема обработки дульца гильзы на внутришлифовальном станке планетарного типа, где l0 - высота дульца, Нп - величина продольной подачи, х - глубина микрорезания, у - ширина шлифовального круга, Soб.x - скорость шлифовального круга вокруг своей оси; Sпл - планетарная скорость шлифовального круга вокруг оси обрабатываемого дульца; Sпод - скорость продольной подачи; h* - номинальная толщина стенки дульца под шлифовку.
На фиг. 2 также обозначены позиции: 1 - шлифуемое дульце гильзы; 2 - шлифовальный круг; 3 - упор-толкатель с экстрактором; 4 - гильза; 5 - цанга; 6 - коническая втулка; 7 - шпиндель.
Перед выбором оптимального припуска на проведение шлифовальной операции внутренней поверхности дульца гильзы отыскивают решение по определению толщины стенки обжимаемого дульца с учетом геометрии исходного полуфабриката, степени деформации при обжиме и начальной анизотропии механических свойств металла полуфабриката в верхней обжимаемой части.
Анализ напряженно-деформированного состояния при обжиме гильз в сложнопрофильных матрицах, состоящих из заходного цилиндрического, рабочего конического и выходного цилиндрического участков, проводят с привлечением основных соотношений теории пластического формоизменения анизотропных осесимметричных тел [Толоконников Л.А., Яковлев С.П., Лялин В.М. Влияние анизотропии на процесс обжима цилиндрических заготовок в конических матрицах // Известия вузов. - Машиностроение. - 1971. - №10. - С. 151-154].
При решении принимают допущения: матрица абсолютно гладкая, материал полуфабриката неупрочняющийся, ортотропный, подчиняющийся условию текучести Мизеса-Хилла. Оси анизотропии полагают совпадающими с меридиональным и окружным направлениями, а отношение толщины стенки полуфабриката к радиусу малым. Система уравнений для решения задачи плосконапряженного состояния содержит следующие условия:
равновесия

текучести

несжимаемости

где σ1, σ2 - меридиональное и окружное напряжения; F, G, Н - параметры анизотропии; V - радиальная скорость перемещения.
В качестве параметра времени выбирают перемещение края "в" обжимаемого полуфабриката до момента образования дульца (фиг. 1). Для простоты принимают, что предел текучести в меридиональном и окружном направлениях совпадают, т.е. F=G.
Компоненты скоростей деформации в меридиональном и окружном направлениях

связаны с компонентами напряжений σ1, σ2 ассоциированным законом течения

где λ′ - коэффициент пропорциональности.
Используя выражения (4) и (5), получают

где 
Из условия (3) с учетом (6) и зависимости 

В частности, для края дульца гильзы (σ1=0) из выражения (7) получают

Используя выражение (7), представляют уравнение равновесия (1) в виде

и вводят параметрические выражения для главных напряжений σ1 и σ2, удовлетворяющие условию текучести (2)

где ω - параметр, характеризующий положение точки на кривой текучести; σ1s - предел текучести в меридиональном направлении.
Полученное решение позволяет определить предельно допустимые напряжения в зоне очага деформации при условии достижения максимальной степени деформации и сохранения устойчивости обжима, а также прогнозировать утолщение дульца с целью обеспечения необходимого припуска под шлифовку внутреннего диаметра.
Номинальная толщина стенки дульца под шлифовку с учетом выражения (8) будет равна

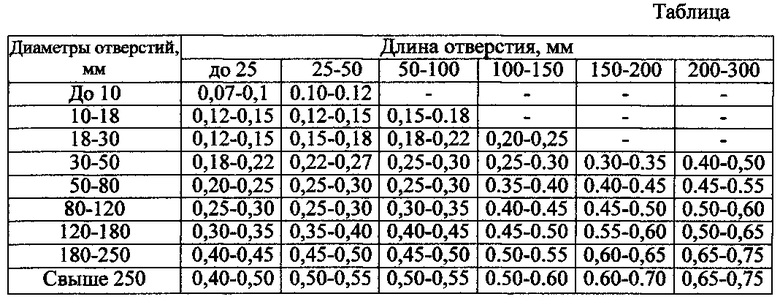
где Δz - минимальная величина припуска при шлифовке отверстий в деталях.
Исходную толщину стенки полуфабриката перед обжимом (h0+Δz) рассчитывают по известной методике [Лялин В.М., Гельфонд В.Л., Котляров B.C. Основы проектирования технологических процессов изготовления элементов: Учебное пособие. - Тула: ТулПИ, 1987. - 100 с.].
Выбор минимальной величины припуска Δz на проведение шлифовальной операции внутренней поверхности дульца гильзы осуществляют по таблице с учетом значений внутреннего диаметра и высоты обрабатываемого дульца [Наерман М.С. Справочник молодого шлифовщика: справочное пособие для средних профессионально-технических училищ. - М.: Высшая школа. - 1985. - 207 с.].
Полученная номинальная толщина стенки дульца позволяет провести шлифование внутренней поверхности дульца гильзы и получить размеры, соответствующие чертежу.
Шлифование по внутреннему диаметру дульца гильз может производиться в автоматическом режиме на внутришлифовальных станках, применяемых на отраслевых предприятиях. Сущность обработки дульца гильзы на внутришлифовальном станке планетарного типа (фиг. 2) заключается в следующем. Гильзу 4 посредством упора-толкателя с экстрактором 3 досылают и фиксируют (а в дальнейшем и извлекают) в цанге 5, расположенной в конической втулке 6. Шлифовальный круг 2, совершающий вращательное движение относительно своей оси со скоростью Soб.x и со скоростью Sпл вокруг оси обрабатываемого дульца, закреплен на шпинделе 7, совершающем возвратно-поступательное движение со скоростью Sпод. Посредством указанного движения рабочего инструмента производится шлифовка дульца гильзы 1.
В дальнейшем пуля, состоящая из сердечника, свинцовой рубашки и оболочки, монтируется в капсюлированной и заполненной порохом гильзе с обжимом дульца по периметру направляющей части пули.
Примером реализации предлагаемого способа изготовления патронов является штатная технология производства спортивно-охотничьих патронов калибра 7,62, для которой сначала был найден оптимальный припуск на проведение шлифовальной операции внутренней поверхности дульца гильзы и составил 0,07 мм, а далее определена номинальная толщина стенки дульца под шлифовку

что позволило в дальнейшем провести шлифование внутренней поверхности дульца с последующим монтажом пули в капсюлированной гильзе с пороховым зарядом.
Таким образом, предложенное изобретение за счет внедрения в технологию изготовления гильз шлифовальной операции дульца позволяет исправить направление оси дульца гильзы при ее уводе на предыдущих операциях, тем самым снижая несоосность ската и внутренней поверхности дульца гильзы, что приводит к повышению соосности врезания пули в нарезы ствола в начальный момент распатронирования с дальнейшим улучшением кучности стрельбы спортивно-охотничьего оружия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлическая гильза патрона охотничьего ружья | 2018 |
|
RU2691044C1 |
| ПАТРОН СТРЕЛКОВОГО ОРУЖИЯ | 2012 |
|
RU2502939C1 |
| ПУЛЯ | 2003 |
|
RU2251657C1 |
| ПАТРОН ДЛЯ СПОРТИВНО-ОХОТНИЧЬЕГО ОГНЕСТРЕЛЬНОГО ОРУЖИЯ | 1998 |
|
RU2150662C1 |
| ПУЛЕВОЙ ПАТРОН ДЛЯ ГЛАДКОСТВОЛЬНЫХ РУЖЕЙ | 2013 |
|
RU2536954C1 |
| ПАТРОН ДЛЯ СПОРТИВНОЙ ПОДВОДНОЙ СТРЕЛЬБЫ | 1996 |
|
RU2103647C1 |
| СПОСОБ СБОРКИ И ПАТРОН СТРЕЛКОВОГО ОРУЖИЯ | 2008 |
|
RU2429444C2 |
| ПУЛЕВОЙ ПАТРОН ДЛЯ ГЛАДКОСТВОЛЬНЫХ РУЖЕЙ | 2013 |
|
RU2534494C1 |
| МНОГОПУЛЬНЫЙ БОЕПРИПАС ОГНЕСТРЕЛЬНОГО ОРУЖИЯ | 2024 |
|
RU2839165C1 |
| ПИСТОЛЕТНЫЙ ПАТРОН | 2011 |
|
RU2478906C2 |
Изобретение относится к изготовлению патронов спортивно-охотничьего оружия. Способ включает монтаж пули, состоящей из сердечника, свинцовой рубашки и оболочки, в капсюлированной и заполненной порохом гильзе с обжимом дульца по периметру направляющей части пули. Перед обжимом дульца гильзы проводят операцию шлифования внутренней поверхности дульца, толщину стенки которого задают с учетом припуска на операцию шлифования. Обеспечивается повышение кучности стрельбы спортивно-охотничьего оружия за счет увеличения точности изготовления гильз патронов. 2 ил., 1 табл.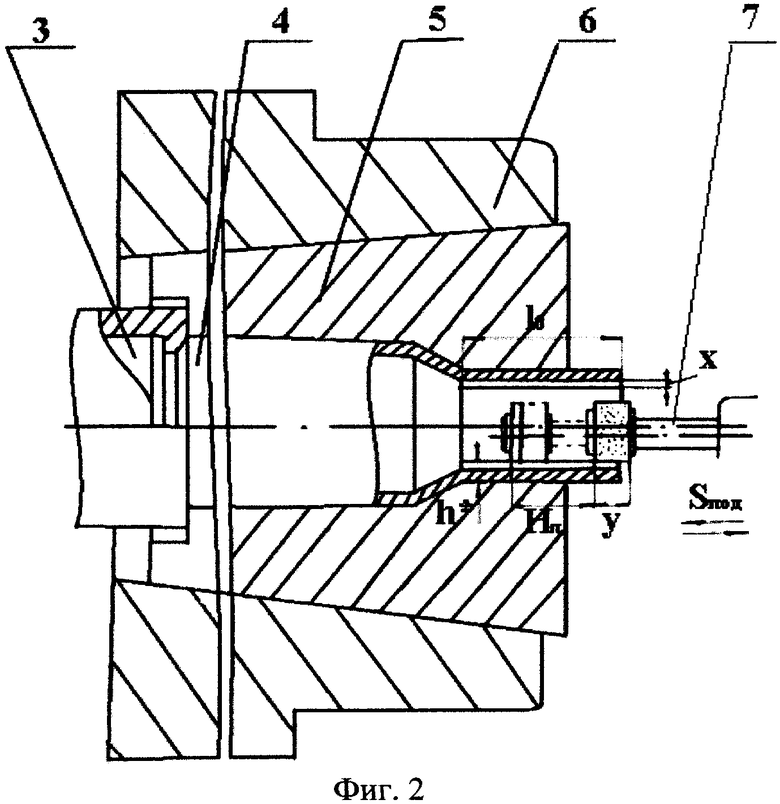
Способ изготовления патронов спортивно-охотничьего оружия, включающий монтаж пули, состоящей из сердечника, свинцовой рубашки и оболочки, в капсюлированной и заполненной порохом гильзе с обжимом дульца по периметру направляющей части пули, отличающийся тем, что перед обжимом дульца гильзы проводят операцию шлифования внутренней поверхности дульца, толщину стенки которого задают с учетом припуска на операцию шлифования.
| ПАТРОН СТРЕЛКОВОГО ОРУЖИЯ | 2012 |
|
RU2502939C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАТРОНОВ | 2003 |
|
RU2241954C1 |
| US 7165496 B2, 23.01.2007 | |||
| US 4869148 A1, 26.09.1989. | |||

