Изобретение относится к волоконной оптике и может быть использовано в технологических процессах изготовления согласующих секций оптических волокон, предназначенных для согласования по апертуре оптических волокон и сочленяемых с ними элементов оптического тракта.
Потребность в согласующих секциях возникает при стыковке оптических волокон с иными элементами световодного тракта, когда требуется высокая степень согласования их апертур в целях минимизации потерь полезных сигналов. Типичными примерами таких световодных трактов являются световодные тракты кольцевых оптоволоконных интерферометров и реализуемых на их основе прецизионных измерительных приборов, см., например, патенты: [1] - RU № 2023982 (C1), G01B 21/00, 30.11.1994; [2] - RU № 2286581 (C2), G01P 3/36, G01C 19/64, G01C 19/72, 20.04.2005.
Известно применение в световодных трактах для согласования апертур пучков света подводящего и принимающего световодов дополнительной фокусирующей оптики, см., например, патенты: [3] - US № 4294511, G02B 5/16, 13.10.1981; [4] - RU № 2024892 (C1), G02B 6/34, G02B 6/32, 15.12.1994; [5] - RU № 2079151 (C1), G02B 6/32, 10.05.1997; [6] - RU № 2153214 (C1), H01S 3/06, H01S 3/091, G02B 6/22, 20.07.2000. Недостатками применения фокусирующей оптики, представленной в [3]÷[6], являются, в частности, потери света из-за отражения от поверхности линз и ограниченная область применения из-за больших габаритов линз.
Известно применение в качестве согласующих элементов микролинз, сформированных на торцах оптических волокон для согласования апертур оптических волокон и источников оптического излучения. Например, в патенте [7] - SU № 1332253, G02B 6/32, 23.08.1987 описан способ формирования микролинзы на торце оптического волокна, заключающийся в том, что предварительно изготовленную навеску стекла определенного объема устанавливают на торце оптического волокна и расплавляют с помощью СВЧ нагревательного элемента. За счет поверхностного натяжения и смачивания торца оптического волокна жидкое стекло принимает сферическую форму, образуя тем самым после своего остывания плосковыпуклую микролинзу. Параметры этой микролинзы (например, фокусное расстояние) определяются кривизной сферической поверхности, которая в свою очередь зависит от объема расплавляемой навески стекла. Аналогичный принцип формирования микролинзы на торце оптического волокна из расплава стекла определенного объема реализован в способе, описанном в патенте [8] - JP № 56025703, G02B 6/24, G02B 6/255, G02B 6/32, 12.03.1981, где расплавляют конец стеклянного стержня, пристыкованный к торцу оптического волокна. Известен также способ формирования микролинзы на торце оптического волокна, описанный в патенте [9] - US № 4067937, B01D 47/00, С03В 11/08, С03С 25/02, 10.01.1978, где торец оптического волокна обмакивают в расплав стекла, порция которого перед этим располагается на соответствующей подложке. Общей особенностью способов [7]÷[9] является то, что формирование микролинз на торцах оптических волокон не сопровождается изменениями самих волокон (геометрических размеров и оптических характеристик).
Известны способы обработки торцов оптических волокон с целью придания им фокусирующих свойств, что может быть использовано при изготовлении согласующих секций, см., например, патенты: [10] - US № 4932989, С03В 37/025, С03В 21/02, 12.06.1990, [11] - US № 5011254, G02B 6/42, 30.04.1991, [12] - US № 5256851, B23K 26/00, 26.10.1993, [13] - US № 3910677, G02B 5/14, 07.10.1975, [14] - US № 7068882 (B2), G02B 6/32, 27.06.2006. При этом в способах [10]÷[12] используется лазерное излучение для придания торцам оптических волокон определенной геометрической формы, а в способах [13] и [14] - механическая обработка.
Известно выполнение согласующих секций в виде отрезков оптических волокон с микролинзой на одном из торцов и изменяющимся по длине секции профилем продольного сечения, где сердцевина волокна и оболочка плавно изменяются к одному из торцов секции. Например, в патенте [15] - US № 4143940, G02B 5/14, 13.03.1979 представлена согласующая секция с микролинзой на утолщенном торце, эллиптический профиль продольного сечения которого получен в результате сплющивания торца, а в патентах [16] - US № 4243399, С03В 23/09, 06.01.1981 и [17] - US № 4370021, G02B 5/14, 25.01.1983 представлены согласующие секции, в которых эллиптический профиль и микролинза получены при нагревании в результате деформации сердцевины волокна и оболочки, выполненных из материалов, имеющих разную вязкость при используемой температуре нагрева.
Известны способы выполнения согласующих секций без микролинз в виде отрезков оптических волокон с изменяющимся по длине секции профилем продольного сечения, где сердцевина волокна и оболочка плавно изменяются к одному из торцов секции. Например, в патенте [18] - US № 3779628, G02B 5/14, 18.12.1973 представлена согласующая секция, полученная по технологии, аналогичной технологии изготовления оптического волокна из стекломасс, а в патентах [19] - DE № 1807574, С03В 37/027, G02B 6/255, G02B 6/26, G02B 6/42, С03В 37/02, 17.07.1969 и [20] - GB № 1252732, С03В 37/027, G02B 6/255, G02B 6/26, G02B 6/42, С03В 37/02, 10.11.1971 представлены согласующие секции, полученные путем нагревания и последующего продольного растягивания заготовки, состоящей из цилиндрического стержня и охватывающей его оболочки, с получением конусообразного сужения.
Известен описанный в работе [21] - Kazuo Shirashi, Yoshizo Aizawa, Shojiro Kawakami. Beam expanding fiber using thermal diffusion of the dopand. // Jornal of lightwave technology, Vol.8, No8, August 1990, pp.1151-1161 способ изготовления согласующей секции оптического волокна, принятый в качестве прототипа, при котором согласующую секцию изготавливают из отрезка оптического волокна, локальный участок которого подвергнут термической обработке.
Способ изготовления согласующей секции оптического волокна, принятый в качестве прототипа, заключается в следующем. Заготовку, представляющую собой отрезок оптического волокна, помещают в камеру с определенной средой и осуществляют нагрев на локальном участке, расположенном на некотором удалении от конца оптического волокна. В результате нагрева происходит диффузия материала сердцевины волокна в материал оболочки, что приводит к изменению оптических свойств волокна на участке нагрева в сторону уменьшения угловой расходимости светового пучка. Нужное значение угловой расходимости светового пучка получают за счет выбора определенной температуры нагрева (вблизи температуры плавления волокна) и времени нагрева (порядка нескольких часов), влияющих на процесс диффузии. После остывания оптического волокна и извлечения его из камеры осуществляют обрезку оптического волокна, например, по центру участка нагрева, затем обрабатывают полученный торец путем шлифовки и полировки. Полученная таким образом секция оптического волокна имеет разную угловую расходимость светового пучка на своих концах, причем на конце, не подвергнутом нагреванию, сохраняются все параметры исходного оптического волокна.
Таким образом, способ-прототип позволяет получить согласующую секцию оптического волокна с уменьшенной угловой расходимостью светового пучка на одном из своих торцов, определяемой параметрами термообработки.
К недостаткам способа-прототипа относятся сложность реализации в условиях промышленного производства, что связано, в частности, со значительным временем термообработки и необходимостью применения камеры с определенной средой, наличие ограничения на длину отрезка оптического волокна, помещаемого в камеру (практически не более 1 м), а также происходящая кристаллизация материала сердцевины и оболочки волокна на участке термообработки, что приводит к уменьшению механической прочности волокна и дополнительным потерям световых волн.
Задачей, на решение которой направлено заявляемое изобретение, является разработка удобного для реализации в промышленном производстве способа изготовления согласующей секции оптического волокна, при котором снимаются ограничения на длину отрезка оптического волокна и не происходит кристаллизации материала волокна на участке термообработки.
Сущность изобретения состоит в том, что в способе изготовления согласующей секции оптического волокна, заключающемся в том, что осуществляют нагрев оптического волокна на локальном участке на некотором удалении от конца оптического волокна, обрезают оптическое волокно на этом участке после его остывания и обрабатывают полученный торец путем шлифовки и полировки, в отличие от прототипа нагрев оптического волокна осуществляют при помощи электрической дуги в три этапа, причем на первом этапе осуществляют нагрев оптического волокна до получения утолщения, на втором этапе осуществляют нагрев примыкающего к полученному утолщению участка остающегося оптического волокна до получения плавного сопряжения поверхности утолщения с цилиндрической поверхностью оптического волокна, а на третьем этапе осуществляют отжиг всей полученной зоны утолщения для снятия внутренних механических напряжений.
В преимущественных вариантах реализации обрезку оптического волокна производят на участке, располагающемся на обрезаемом конце перед максимумом утолщения, а шлифовку и полировку полученного торца осуществляют пошагово с проверкой после каждого шага получаемой угловой расходимости выходного светового пучка до достижения заданного значения угловой расходимости.
Сущность заявляемого способа поясняется иллюстративными материалами, представленными на фиг.1-3, где:
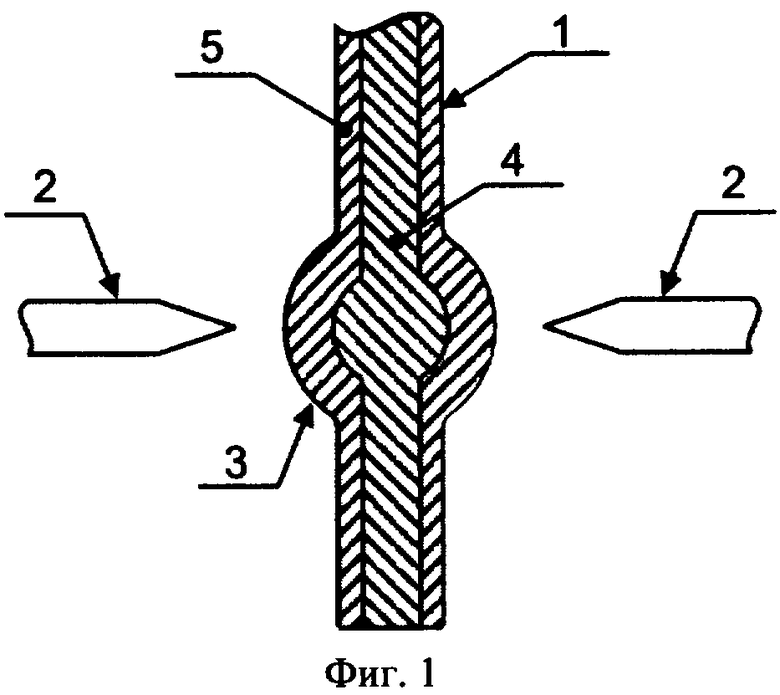
на фиг.1 представлен вид оптического волокна с утолщением, полученным в результате нагрева на первом этапе;
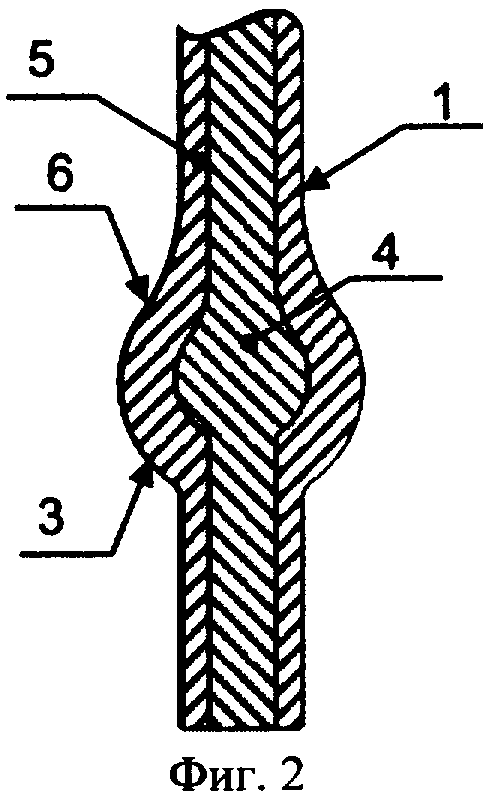
на фиг.2 - вид оптического волокна после нагрева примыкающего к утолщению участка оптического волокна на втором этапе;
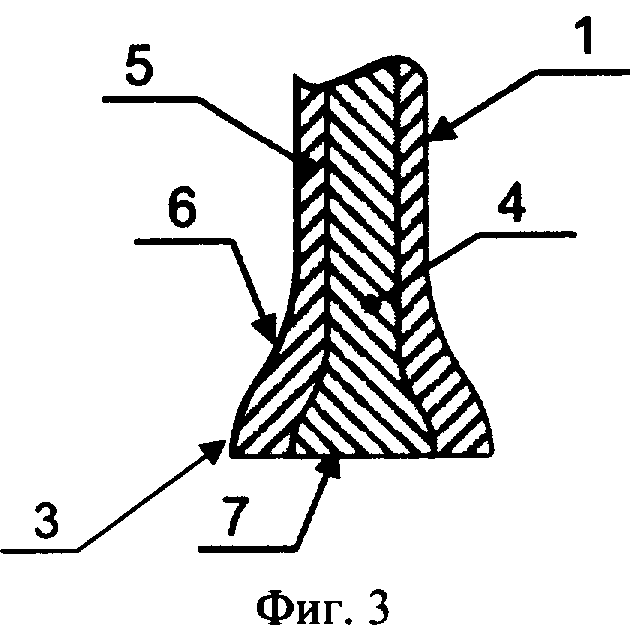
на фиг.3 - вид готовой согласующей секции.
Изготовление согласующей секции оптического волокна в соответствии с заявляемым способом осуществляется следующим образом.
Заготовку, представляющую собой отрезок оптического волокна 1, например стандартного одномодового оптического волокна «SM» типа G.652, нагревают на локальном участке, расположенном на некотором удалении от конца оптического волокна, например на расстоянии 20 мм. Нагрев осуществляют при помощи электрической дуги, образующейся между электродами 2, до получения утолщения 3 (фиг.1). При этом оптическое волокно 1 располагается вертикально, обеспечивая возможность расплавленной части оптического волокна 1 за счет сил поверхностного натяжения и силы тяжести сформировать утолщение 3.
Утолщение 3 характеризуется увеличенным диаметром сердцевины 4 и оболочки 5 оптического волокна 1. В месте утолщения 3 оптические свойства волокна изменяются в сторону уменьшения угловой расходимости светового пучка, причем большему диаметру сердцевины 4 соответствует меньшая угловая расходимость светового пучка.
В качестве источника дугового нагрева можно использовать, например, установку «FSU 450» фирмы Ericson.
На рассмотренном первом этапе нагрева длительность дугового воздействия составляет, например, 1,0 сек при токе в дуге 16 мА. Использование дуги с такими параметрами позволяет получить структуру утолщения 3 без кристаллизации материала оптического волокна 1, что объясняется малым временем нагрева, и последующего остывания утолщения 3.
На втором этапе (после затвердения утолщения 3) осуществляют нагрев примыкающего к утолщению 3 участка остающегося оптического волокна 1 до получения плавного сопряжения 6 поверхности утолщения 3 с поверхностью оптического волокна 1, что дает эффект уменьшения потерь световых волн на переходе от прямого участка к утолщению 3 (фиг.2). Нагрев на этом этапе осуществляют при помощи электрической дуги, создаваемой той же установкой «FSU 450», при этом длительность дугового воздействия составляет, например, 0,5 сек при токе в дуге 16 мА.
На третьем этапе полученную в результате предыдущих операций заготовку (фиг.2) подвергают отжигу во всей зоне утолщения. Отжит проводят с помощью той же установки «FSU 450», при этом длительность дугового воздействия составляет, например, 2,0 сек при токе в дуге 12 мА. Отжиг снимает внутренние механические напряжения, что приводит к уменьшению рассеивания света и обеспечивает сохранение механической прочности оптического волокна в месте утолщения.
Затем после остывания оптического волокна 1 осуществляют его обрезку. Обрезку производят на участке, располагающемся на обрезаемом конце перед максимумом утолщения 3.
Полученный в результате обрезки торец 7 оптического волокна 1 (фиг.3) шлифуют и полируют до получения заданного значения угловой расходимости светового пучка. Шлифовку и полировку торца 7 осуществляют пошагово с проверкой после каждого шага получаемой угловой расходимости выходного светового пучка.
Изготовленная таким образом согласующая секция оптического волокна (фиг.3) характеризуется разной угловой расходимостью светового пучка на своих концах, причем на расширенном конце имеет место уменьшение угловой расходимости светового пучка, а на конце, не подвергнутом нагреванию, сохраняются все оптико-физические параметры исходного оптического волокна 1.
Предложенный способ технологичен и реализуем в промышленном производстве. За счет возможности изменения параметров дугового воздействия все операции по формированию и отжигу утолщения осуществляются на одной установке, при этом вследствие кратковременности теплового воздействия не происходит кристаллизации материала оптического волокна, что имеет место в способе-прототипе. Отсутствие кристаллизации, а также формирование утолщения с плавно изменяющимся профилем и последующий отжиг оптического волокна в зоне утолщения дают совокупный эффект сохранения механической прочности исходного оптического волокна без значимых потерь световых волн на участке, подвергнутому нагреву. При этом, поскольку процессы нагрева осуществляются в естественной среде, снимаются ограничения на длину отрезка оптического волокна.
Из рассмотренного следует, что заявляемое изобретение технически осуществимо и решает поставленную задачу по разработке удобного для реализации в промышленном производстве способа изготовления согласующей секции оптического волокна, при котором снимаются ограничения на длину отрезка оптического волокна и не происходит кристаллизации материала волокна на участке нагрева, свойственные способу-прототипу.
Источники информации
1. RU № 2023982 (C1), G01B 21/00, опубл. 30.11.1994.
2. RU № 2286581 (C2), G01P 3/36, G01C 19/64, G01C 19/72, опубл. 20.04.2005.
3. US № 4294511, 00285/16, опубл. 13.10.1981.
4. RU № 2024892 (C1), G02B 6/34, G02B 6/32, опубл. 15.12.1994.
5. RU № 2079151 (C1), G02B 6/32, опубл. 10.05.1997.
6. RU № 2153214 (C1), H01S 3/06, H01S 3/091, G02B 6/22, опубл. 20.07.2000.
7. SU № 1332253, G02B 6/32, опубл. 23.08.1987.
8. JP № 56025703, G02B 6/24, G02B 6/255, G02B 6/32, опубл. 12.03.1981.
9. US № 4067937, B01D 47/00, C03B 11/08, C03C 25/02, опубл. 10.01.1978.
10. US № 4932989, C03B 37/025, C03B 21/02, опубл. 12.06.1990.
11. US № 5011254, G02B 6/42, опубл. 30.04.1991.
12. US № 5256851, B23K 26/00, опубл. 26.10.1993.
13. US № 3910677, G02B 5/14, опубл. 07.10.1975.
14. US № 7068882 (B2), G02B 6/32, опубл. 27.06.2006.
15. US № 4143940, G02B 5/14, опубл. 13.03.1979.
16. US № 4243399, C03B 23/09, опубл. 06.01.1981.
17. US № 4370021, G02B 5/14, опубл. 25.01.1983.
18. US № 3779628, G02B 5/14, опубл. 18.12.1973.
19. DE № 1807574, С03В 37/027, G02B 6/255, G02B 6/26, G02B 6/42, С03В 37/02, опубл. 17.07.1969.
20. GB № 1252732, C03B 37/027, G02B 6/255, G02B 6/26, G02B 6/42, C03B 37/02, опубл. 10.11.1971.
21. Kazuo Shirashi, Yoshizo Aizawa, Shojiro Kawakami / Beam expanding fiber using thermal diffusion of the dopand // Jornal of lightwave technology, Vol.8, No8, August 1990, pp.1151-1161.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛОКОННО-ОПТИЧЕСКИЙ ГИРОСКОП | 2010 |
|
RU2444704C1 |
| ВОЛОКОННО-ОПТИЧЕСКИЙ ДАТЧИК ТОКА | 2010 |
|
RU2433414C1 |
| ВОЛОКОННО-ОПТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ НАПРЯЖЕННОСТИ ЭЛЕКТРИЧЕСКОГО ПОЛЯ | 2013 |
|
RU2539130C1 |
| ОПТИЧЕСКИЙ ЭЛЕМЕНТ | 2004 |
|
RU2282221C1 |
| ВОЛОКОННО-ОПТИЧЕСКИЙ ДАТЧИК ТЕМПЕРАТУРЫ | 2004 |
|
RU2256890C1 |
| ПРОТИВОГАЗОВЫЙ ФИЛЬТР | 2007 |
|
RU2352371C1 |
| СИСТЕМА ОПЕРАТИВНОЙ ДИАГНОСТИКИ БИОЛОГИЧЕСКОГО ЗАГРЯЗНЕНИЯ ВОЗДУХА В ВЕНТИЛЯЦИОННЫХ КАНАЛАХ ЗДАНИЙ И СООРУЖЕНИЙ | 2002 |
|
RU2222803C2 |
| СПОСОБ ДИСТАНЦИОННОГО СПЕКТРАЛЬНОГО КОНТРОЛЯ КАЧЕСТВА МЯСА | 2000 |
|
RU2170928C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ДЛЯ СВЕТОВОДОВ | 2013 |
|
RU2542061C1 |
| СИСТЕМА ВНУТРИТРУБНОГО ОБСЛЕДОВАНИЯ ТРУБОПРОВОДОВ | 2004 |
|
RU2262036C1 |
Изобретение относится к волоконной оптике и может быть использовано в технологических процессах изготовления согласующих секций оптических волокон, предназначенных для согласования по апертуре оптических волокон и сочленяемых с ними элементов оптического тракта. Способ заключается в нагреве оптического волокна на локальном участке на некотором удалении от конца оптического волокна, обрезке оптического волокна на этом участке после его остывания и обработке полученного торца путем шлифовки и полировки. Нагрев осуществляют при помощи электрической дуги в три этапа. На первом этапе осуществляют нагрев оптического волокна до получения утолщения. На втором этапе осуществляют нагрев примыкающего к полученному утолщению участка остающегося оптического волокна до получения плавного сопряжения поверхности утолщения с цилиндрической поверхностью оптического волокна. На третьем этапе осуществляют отжиг всей полученной зоны утолщения. Технический результат - разработка удобного для реализации в промышленном производстве способа изготовления согласующей секции оптического волокна, при котором снимаются ограничения на длину отрезка оптического волокна и не происходит кристаллизации материала волокна на участке нагрева. 1 з.п. ф-лы, 3 ил.
| JP 2006276081, 12.10.2006 | |||
| RU 2000106598 A, 27.01.2002 | |||
| УСТРОЙСТВО ДЛЯ ОПТИЧЕСКОГО СОЕДИНЕНИЯ СВЕТОВОДОВ | 1991 |
|
RU2024892C1 |
| JP 56025703, 12.03.1981 | |||
| US 4370021 A, 25.01.1983. | |||

